JP6778251B2 - 弁における制御板 - Google Patents
弁における制御板 Download PDFInfo
- Publication number
- JP6778251B2 JP6778251B2 JP2018500440A JP2018500440A JP6778251B2 JP 6778251 B2 JP6778251 B2 JP 6778251B2 JP 2018500440 A JP2018500440 A JP 2018500440A JP 2018500440 A JP2018500440 A JP 2018500440A JP 6778251 B2 JP6778251 B2 JP 6778251B2
- Authority
- JP
- Japan
- Prior art keywords
- valve
- control plate
- control
- bonnet
- fluid conduit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012530 fluid Substances 0.000 claims description 133
- 239000002184 metal Substances 0.000 claims description 67
- 229910052751 metal Inorganic materials 0.000 claims description 67
- 239000000463 material Substances 0.000 claims description 38
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 claims description 8
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 claims description 8
- 230000000149 penetrating effect Effects 0.000 claims description 3
- -1 polychlorotrifluoroethylene Polymers 0.000 claims description 3
- 239000000843 powder Substances 0.000 claims 2
- 229920000642 polymer Polymers 0.000 description 38
- 238000000034 method Methods 0.000 description 35
- 238000013461 design Methods 0.000 description 24
- 238000003466 welding Methods 0.000 description 15
- 229910045601 alloy Inorganic materials 0.000 description 13
- 239000000956 alloy Substances 0.000 description 13
- 230000007797 corrosion Effects 0.000 description 12
- 238000005260 corrosion Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 10
- 239000002861 polymer material Substances 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 238000010894 electron beam technology Methods 0.000 description 8
- 238000007789 sealing Methods 0.000 description 8
- 244000208734 Pisonia aculeata Species 0.000 description 6
- 239000011324 bead Substances 0.000 description 6
- 239000008393 encapsulating agent Substances 0.000 description 6
- 229910000990 Ni alloy Inorganic materials 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 229910003460 diamond Inorganic materials 0.000 description 4
- 239000010432 diamond Substances 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 229910001092 metal group alloy Inorganic materials 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 229910000619 316 stainless steel Inorganic materials 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 229910000856 hastalloy Inorganic materials 0.000 description 3
- 230000000379 polymerizing effect Effects 0.000 description 3
- 230000003321 amplification Effects 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000003199 nucleic acid amplification method Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 239000012847 fine chemical Substances 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002285 radioactive effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000005493 welding type Methods 0.000 description 1
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K1/00—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces
- F16K1/32—Details
- F16K1/34—Cutting-off parts, e.g. valve members, seats
- F16K1/36—Valve members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K1/00—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces
- F16K1/32—Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0078—Measures or configurations for obtaining anchoring effects in the contact areas between layers
- B29C37/0082—Mechanical anchoring
- B29C37/0085—Mechanical anchoring by means of openings in the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/78—Moulding material on one side only of the preformed part
- B29C70/80—Moulding sealing material into closure members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K1/00—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces
- F16K1/32—Details
- F16K1/34—Cutting-off parts, e.g. valve members, seats
- F16K1/42—Valve seats
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K1/00—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces
- F16K1/32—Details
- F16K1/34—Cutting-off parts, e.g. valve members, seats
- F16K1/46—Attachment of sealing rings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K11/00—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves
- F16K11/02—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit
- F16K11/06—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit comprising only sliding valves, i.e. sliding closure elements
- F16K11/072—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit comprising only sliding valves, i.e. sliding closure elements with pivoted closure members
- F16K11/074—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit comprising only sliding valves, i.e. sliding closure elements with pivoted closure members with flat sealing faces
- F16K11/0743—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit comprising only sliding valves, i.e. sliding closure elements with pivoted closure members with flat sealing faces with both the supply and the discharge passages being on one side of the closure plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K25/00—Details relating to contact between valve members and seats
- F16K25/005—Particular materials for seats or closure elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K27/00—Construction of housing; Use of materials therefor
- F16K27/02—Construction of housing; Use of materials therefor of lift valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K27/00—Construction of housing; Use of materials therefor
- F16K27/02—Construction of housing; Use of materials therefor of lift valves
- F16K27/0236—Diaphragm cut-off apparatus
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K41/00—Spindle sealings
- F16K41/10—Spindle sealings with diaphragm, e.g. shaped as bellows or tube
- F16K41/103—Spindle sealings with diaphragm, e.g. shaped as bellows or tube the diaphragm and the closure member being integrated in one member
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K41/00—Spindle sealings
- F16K41/10—Spindle sealings with diaphragm, e.g. shaped as bellows or tube
- F16K41/12—Spindle sealings with diaphragm, e.g. shaped as bellows or tube with approximately flat diaphragm
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K7/00—Diaphragm valves or cut-off apparatus, e.g. with a member deformed, but not moved bodily, to close the passage ; Pinch valves
- F16K7/12—Diaphragm valves or cut-off apparatus, e.g. with a member deformed, but not moved bodily, to close the passage ; Pinch valves with flat, dished, or bowl-shaped diaphragm
- F16K7/14—Diaphragm valves or cut-off apparatus, e.g. with a member deformed, but not moved bodily, to close the passage ; Pinch valves with flat, dished, or bowl-shaped diaphragm arranged to be deformed against a flat seat
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K27/00—Construction of housing; Use of materials therefor
- F16K27/10—Welded housings
- F16K27/102—Welded housings for lift-valves
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Valve Housings (AREA)
- Lift Valve (AREA)
- Fluid-Driven Valves (AREA)
- Sliding Valves (AREA)
Description
本願は、米国特許法第119条(e)およびPCT第8条の下で、2015年7月9日に出願され、「CONTROL PLATE IN A VALVE」と題された米国仮出願第62/190,478号、および2016年2月8日に出願され、「CONTROL PLATE IN A VALVE」と題された仮出願第62/292,526号の利益を主張するものであり、各々のすべての記載内容を、あらゆる目的のために引用により本明細書に援用する。
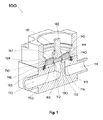
本発明は、最大開状態と最大閉状態との間で能動的に配置され得、通過する流体の流れを調整する、流体制御弁の可動部分に関する。本発明は、半導体装置、医薬品、またはファインケミカルズを作る工業プロセス内での流体送達の比例制御または比例制御を目的とする弁、および比例制御と同時に、完全に閉状態に漏洩なく閉止することを要求する多くの同様の高純度流体送達システムにおいて特に有用である。当技術分野において、弁閉止を強化させる金属製要素とエラストマー要素との多くの組み合わせが知られている。
出願人は、さまざまなサイズの弁オリフィス用の可動弁要素の独自の製造可能な構成を発明した。可動円盤状要素は、平坦面を有し、当該平坦面は、閉止時は弁の対称軸に対して概ね垂直であり、細いリップまたはオリフィス・リッジ(ridge)によって囲まれたオリフィスに平行に近づいたり遠ざかったりする。弁構造のこの組み合わせは、流体経路要素組み合わせのジェット・アンド・シート・クラス(jet&seat class)と称されることがある。本開示において、オリフィスを囲む細いリップ(通称、ジェット)に対して閉じる、表面が平坦な要素(通称、弁座)は、制御板と呼ばれることが多い。弁閉止状態における耐漏洩性は、オリフィスを囲むリップまたはリッジを構成する材料よりも軟らかい材料を制御板に選択的に取り入れることによって強化される。制御板材料がオリフィス・リッジ−リップよりも軟らかいことで、制御板表面がオリフィス・リッジ−リップに押し当たると、制御板表面の弾性変形が可能になり、制御板とオリフィス・リッジ−リップとの間に生じる封止が強化される。高純度流体経路の中にねじ山を有することに関連した問題を回避するために、開示の構成は、溶接または締りばめ部材を利用できる。
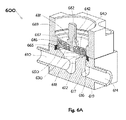
いくつかの実施形態において、第1材料は金属であり、凹部は、弁制御板本体の第1面に規定されるカウンターボアであり、第2材料はポリマー材であり、弁座インサートは、弁座インサートの外周に位置するリテーナリングによってカウンターボアに保持される。例示的な実施形態によると、弁座インサートは、4mm以下の直径を有する平面状のオリフィス・リッジに係合するように構成されてもよい。
いくつかの実施形態において、弁制御板は、弁制御板本体を含み、弁制御板本体は、弁制御板本体に規定される穿孔溝を有し、弁制御板の少なくとも一部は、穿孔溝を充填する弁座インサートである。いくつかの実施形態において、弁座インサートは穿孔溝にモールドされ、いくつかの実施形態において、弁座インサートは、支柱、柱、および/またはブリッジによって穿孔溝に保持される。
本発明の実施形態は、その用途において、以下の説明に記載するまたは図面に示す構成要素の構成および配置の詳細に限定されない。本発明の態様は、その他の実施形態に対応可能であり、さまざまな方法で実施可能、または実行可能である。また、本明細書において使用される表現および用語は、説明の便宜上であって、限定であるとみなされるべきではない。本明細書における、「含む」、「備える」、または「有する」、「含める」、「伴う」、およびそれらの語尾変化の使用は、以下に記載の項目、それらの均等物、およびその他の項目を包含することを意図する。方向を示す形容詞「内側」、「外側」、「上」、「下」、および同様の用語の使用は、設計要素間の相対関係を理解することを助けるためであり、空間における絶対的な方向を意味するものとして解釈されるべきではなく、限定としてみなされるべきでもない。以下の設計の説明において、流体の流れは、通常、第1流体コンジットから、弁の制御部分を経て、第2流体コンジットを通って進むものとして記載する。設計者は、記載の方向が説明の便宜上の事柄であるに過ぎず、流体の流れは、逆の順序で進んでもよく、限定であると考えられるべきではない、と当然理解するだろう。
Claims (17)
- 平面状のオリフィス・リッジによって囲まれた流体コンジット開口部を有し、制御弁本体と合わせて使用する弁ボンネットであって、
ボンネット本体と、
外周において前記ボンネット本体に封止係合された弁ダイヤフラムと、
前記弁ダイヤフラムに固定された制御軸とを備え、前記制御軸は、前記制御軸から突き出るシャンクを有し、前記弁ボンネットは、さらに、
前記シャンクに固定された弁制御板本体を備え、前記弁制御板本体は、第1硬度を有する第1材料から形成され、前記流体コンジット開口部に面するように構成された第1面と、前記弁ダイヤフラムに面する反対側の第2面とを有し、前記第2面は、前記弁ダイヤフラムに直接隣接し、前記弁制御板本体は、前記弁制御板本体の前記第1面に規定される凹部と、前記凹部内から前記弁制御板本体を貫通する複数の孔とを有し、前記弁ボンネットは、さらに、
前記第1硬度よりも軟らかい第2硬度を有する第2材料から形成され、前記流体コンジット開口部に面するように、かつ前記平面状のオリフィス・リッジに封止係合するように構成された第1面を有する弁座インサートを備え、前記弁座インサートは、前記凹部にモールドされて、前記凹部に保持されており、前記弁座インサートに形成された、前記弁制御板本体に規定される前記複数の孔内へ延在し前記複数の孔を充填して前記弁座インサートを前記弁制御板本体に固定する複数の支柱、柱、およびブリッジのうちの少なくとも1つを含み、前記弁制御板本体の前記第1面と前記弁座インサートの前記第1面とは、互いに平坦に仕上げられている、弁ボンネット。 - 前記弁座インサートは、円形である平面状のオリフィス・リッジに係合するように構成されている、請求項1に記載の弁ボンネット。
- 前記弁ダイヤフラムは、前記ボンネット本体と一体形成され、前記制御軸は、前記弁ダイヤフラムと一体形成される、請求項1に記載の弁ボンネット。
- 前記弁ダイヤフラムは、前記ボンネット本体とは別に形成され、前記ボンネット本体に溶接される、請求項1に記載の弁ボンネット。
- 前記凹部は、前記弁制御板本体に規定される穿孔溝であり、前記弁座インサートは、前記穿孔溝を充填する、請求項1に記載の弁ボンネット。
- 制御弁であって、
第1流体コンジット開口部で終端する第1流体コンジットと、第2流体コンジット開口部で始端する第2流体コンジットと、前記第1流体コンジット開口部を囲むオリフィス・リッジとを有する弁本体を備え、前記第1流体コンジットおよび前記第2流体コンジットの一方は、流体導入口コンジットであり、前記第1流体コンジットおよび前記第2流体コンジットの他方は、流体排出口コンジットであり、前記制御弁は、さらに、
前記弁本体に固定されたボンネット本体と、
外周において前記ボンネット本体に封止係合された弁ダイヤフラムと、
前記弁ダイヤフラムに固定された制御軸とを備え、前記制御軸は、前記制御軸から突き出るシャンクを有し、前記制御弁は、さらに、
前記シャンクに固定された弁制御板本体を備え、前記弁制御板本体は、第1硬度を有する第1材料から形成され、前記第1流体コンジット開口部に面するように構成された第1面と、前記弁ダイヤフラムに面する反対側の第2面とを有し、前記第2面は、前記弁ダイヤフラムに直接隣接し、前記弁制御板本体は、前記弁制御板本体の前記第1面に規定される凹部と、前記凹部内から前記弁制御板本体を貫通する複数の孔とを有し、前記制御弁は、さらに、
前記第1硬度よりも軟らかい第2硬度を有する第2材料から形成される弁座インサートを備え、前記弁座インサートは、前記第1流体コンジット開口部に面するように構成された、かつ前記オリフィス・リッジに封止係合するように構成された第1面を有し、前記弁座インサートは、前記凹部にモールドされており、前記弁座インサートに形成された、前記弁制御板本体に規定される前記複数の孔内へ延在し前記複数の孔を充填して前記弁座インサートを前記弁制御板本体に固定する複数の支柱、柱、およびブリッジのうちの少なくとも1つを含み、前記弁制御板本体の前記第1面と前記弁座インサートとは、互いに平坦に仕上げられている、制御弁。 - 前記オリフィス・リッジは、円形である、請求項6に記載の制御弁。
- 前記凹部は、前記弁制御板本体に規定される穿孔溝であり、前記弁座インサートは、前記穿孔溝を充填する、請求項6に記載の制御弁。
- 前記弁ダイヤフラムは、前記ボンネット本体と一体形成され、前記制御軸は、前記弁ダイヤフラムと一体形成される、請求項6に記載の制御弁。
- 前記弁ダイヤフラムは、前記ボンネット本体とは別に形成され、前記ボンネット本体に溶接される、請求項6に記載の制御弁。
- 前記オリフィス・リッジに封止係合する前記弁座インサートの前記第1面は、平面状である、請求項6に記載の制御弁。
- 前記第1材料は、金属である、請求項6に記載の制御弁。
- 前記第2材料は、ポリクロロトリフルオロエチレン(PCTFE)粉末である、請求項12に記載の制御弁。
- 前記第2材料は、ポリクロロトリフルオロエチレン(PCTFE)粉末である、請求項6に記載の制御弁。
- 前記平面状のオリフィス・リッジに封止係合する前記弁座インサートの前記第1面は、平面状である、請求項1に記載の弁ボンネット。
- 前記弁制御板本体は、前記弁制御板本体の前記第1面に規定される複数の凹部を有し、前記複数の孔のうちの1つは、2つの隣接する凹部の間のリブ部上の中央に、十分な直径を有して作られ、前記リブ部の一部をそのままに、前記2つの隣接する凹部の底部に通じるだけの深さを有し、前記弁座インサートは、前記リブ部の一部によって前記弁制御板本体に固定されるよう、前記リブ部の一部を囲むように前記凹部および孔にモールドされる、請求項1に記載の弁ボンネット。
- 前記弁制御板本体は、前記弁制御板本体の前記第1面に規定される複数の凹部を有し、前記複数の孔のうちの1つは、2つの隣接する凹部の間のリブ部上の中央に、十分な直径を有して作られ、前記リブ部の一部をそのままに、前記2つの隣接する凹部の底部に通じるだけの深さを有し、前記弁座インサートは、前記リブ部の一部によって前記弁制御板本体に固定されるよう、前記リブ部の一部を囲むように前記凹部および孔にモールドされる、請求項6に記載の制御弁。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562190478P | 2015-07-09 | 2015-07-09 | |
| US62/190,478 | 2015-07-09 | ||
| US201662292526P | 2016-02-08 | 2016-02-08 | |
| US62/292,526 | 2016-02-08 | ||
| PCT/US2016/041263 WO2017007888A1 (en) | 2015-07-09 | 2016-07-07 | Control plate in a valve |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018524529A JP2018524529A (ja) | 2018-08-30 |
| JP2018524529A5 JP2018524529A5 (ja) | 2019-08-15 |
| JP6778251B2 true JP6778251B2 (ja) | 2020-10-28 |
Family
ID=57686071
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018500440A Active JP6778251B2 (ja) | 2015-07-09 | 2016-07-07 | 弁における制御板 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US20170009890A1 (ja) |
| EP (1) | EP3320241A4 (ja) |
| JP (1) | JP6778251B2 (ja) |
| KR (1) | KR102339628B1 (ja) |
| CN (1) | CN107850222B (ja) |
| HK (1) | HK1252950A1 (ja) |
| IL (1) | IL256593B (ja) |
| MY (1) | MY188606A (ja) |
| TW (1) | TWI698602B (ja) |
| WO (1) | WO2017007888A1 (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10391557B2 (en) | 2016-05-26 | 2019-08-27 | Kennametal Inc. | Cladded articles and applications thereof |
| WO2018226596A1 (en) | 2017-06-05 | 2018-12-13 | Vistadeltek, Llc | Control plate for a high conductance valve |
| US10364897B2 (en) | 2017-06-05 | 2019-07-30 | Vistadeltek, Llc | Control plate for a high conductance valve |
| US11248708B2 (en) | 2017-06-05 | 2022-02-15 | Illinois Tool Works Inc. | Control plate for a high conductance valve |
| US10458553B1 (en) | 2017-06-05 | 2019-10-29 | Vistadeltek, Llc | Control plate for a high conductive valve |
| EP3714189B1 (en) * | 2017-11-21 | 2023-11-15 | Illinois Tool Works Inc. | Compact circular linkage for a pushing actuator |
| US10344757B1 (en) | 2018-01-19 | 2019-07-09 | Kennametal Inc. | Valve seats and valve assemblies for fluid end applications |
| JP7133945B2 (ja) * | 2018-03-02 | 2022-09-09 | 株式会社堀場エステック | 流体制御弁及び流体制御装置 |
| JP7192859B2 (ja) * | 2018-04-24 | 2022-12-20 | 株式会社ニコン | 流体デバイス、バルブ装置及び検出装置 |
| SG11202011504WA (en) * | 2018-05-22 | 2020-12-30 | Compart Systems Pte Ltd | Variable control orifice valve |
| JP6651586B1 (ja) * | 2018-08-31 | 2020-02-19 | サーパス工業株式会社 | 流量調整装置及び流量調整装置の制御方法 |
| US11566718B2 (en) | 2018-08-31 | 2023-01-31 | Kennametal Inc. | Valves, valve assemblies and applications thereof |
| CA3112323A1 (en) | 2018-09-20 | 2020-03-26 | Blueshift Materials, Inc. | Filled composites with decreased thermal conductivity, dielectric constant, and weight |
| EP3874186A4 (en) * | 2018-11-01 | 2022-08-24 | Illinois Tool Works Inc. | CONTROL PLATE FOR A HIGH CONDUCTING VALVE |
| DE102019203906A1 (de) * | 2019-03-21 | 2020-09-24 | Brose Fahrzeugteile Se & Co. Kommanditgesellschaft, Bamberg | Trägerbauteil mit Befestigungsbereich aus einem Faserverbundwerkstoff und mindestens einem ein Befestigungselement arretierenden Stützelement |
| US11236846B1 (en) * | 2019-07-11 | 2022-02-01 | Facebook Technologies, Llc | Fluidic control: using exhaust as a control mechanism |
| CN110566711B (zh) * | 2019-08-30 | 2022-01-25 | 宁波方太厨具有限公司 | 燃气热水器断电后自动关闭的水阀及具有该水阀的热水器 |
| DE112021001295T5 (de) * | 2020-02-28 | 2023-03-02 | Cummins Filtration Inc | Nicht belüftetes, halbautomatisches wasserablassventilsystem |
| EP4138598A2 (en) | 2020-04-24 | 2023-03-01 | Blueshift Materials, Inc. | Air permeable filter material comprising a polymer aerogel |
| US20230226805A1 (en) | 2020-05-15 | 2023-07-20 | Blueshift Materials, Inc. | High-temperature, thermally-insulative laminates including aerogel layers |
| EP4149753A1 (en) | 2020-05-15 | 2023-03-22 | Blueshift Materials, Inc. | Low-dielectric constant, low-dissipation factor laminates including aerogel layers |
| JP2022110705A (ja) * | 2021-01-19 | 2022-07-29 | 株式会社堀場エステック | 流体制御弁、流体制御装置、弁体、及び弁体の製造方法 |
Family Cites Families (79)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2924233A (en) | 1960-02-09 | michaels | ||
| US594895A (en) * | 1897-12-07 | Jeremiah o meara | ||
| US2595012A (en) * | 1947-04-03 | 1952-04-29 | Maytag Co | Spring biased valve seat seal |
| US3295191A (en) | 1963-03-25 | 1967-01-03 | Nupro Co | Method of constructing a bellows valve |
| US3438391A (en) * | 1964-01-13 | 1969-04-15 | Superior Valve & Fittings Co | Check valves having plastic sealing member |
| US3391901A (en) | 1964-09-30 | 1968-07-09 | Varian Associates | High vacuum leak valve |
| US3278156A (en) | 1965-12-27 | 1966-10-11 | Nuclear Products Company | Bellows valve |
| US4124676A (en) * | 1976-09-29 | 1978-11-07 | Crane Packing Co. | Mechanical bond |
| DE2821167C3 (de) | 1978-05-13 | 1981-01-15 | Lothar Dipl.-Kfm. Dipl.- Hdl. Dr. 5030 Huerth Wurzer | Membran zum Getrennthalten zweier benachbarter Räume |
| US4343754A (en) * | 1979-09-21 | 1982-08-10 | H-C Industries, Inc. | Process and apparatus for molding liners in container closures |
| US4606374A (en) | 1983-04-05 | 1986-08-19 | Nupro Company | Valve |
| US4582294A (en) * | 1985-04-01 | 1986-04-15 | Honeywell Inc. | Three-way solenoid valve |
| JPS6275180A (ja) * | 1985-09-30 | 1987-04-07 | Motoyama Seisakusho:Kk | メタルダイヤフラム弁 |
| US4732363A (en) | 1986-05-16 | 1988-03-22 | Nupro Company | Diaphragm valve |
| US4671490A (en) * | 1986-05-16 | 1987-06-09 | Nupro Co. | Diaphragm valve |
| KR900003785B1 (ko) * | 1986-10-12 | 1990-05-31 | 가부시기가이샤 다이와 | 자동차용 매트의 배깅방법 및 배깅장치 |
| US4778640A (en) * | 1987-01-16 | 1988-10-18 | Warner-Lambert Company | Method of sequentially molding a razor cap |
| US4872638A (en) * | 1988-01-29 | 1989-10-10 | Semitool, Inc. | Slow acting fluid valve |
| JP2814378B2 (ja) | 1988-06-20 | 1998-10-22 | 忠弘 大見 | マスフローコントローラ |
| US4964423A (en) | 1988-09-01 | 1990-10-23 | Nupro Company | Check valve |
| JPH0434275A (ja) | 1990-05-26 | 1992-02-05 | Stec Kk | 常閉型流体制御バルブ |
| FR2666345B1 (fr) * | 1990-09-04 | 1994-10-14 | Roquette Freres | Procede d'extraction de composes mineurs gras contenus dans une matiere d'origine biologique. |
| FR2677425A1 (fr) | 1991-06-07 | 1992-12-11 | Transfluid Sa | Membrane metallique pour vanne a membrane. |
| DE4134430C1 (en) * | 1991-10-18 | 1993-02-11 | Carlo 6148 Heppenheim De Finzer | Simple and reliable laminar component prodn. - includes curving pre-finished, magnetically conducting metal plate during pre-finishing and forming magnetisable plastic onto plate by e.g. press moulding |
| US5279328A (en) | 1993-01-19 | 1994-01-18 | Fluoroware, Inc. | Weir valve with adjustable bypass |
| JP2984060B2 (ja) * | 1994-09-01 | 1999-11-29 | センサレー・コーポレーション | 測温基板 |
| US5533543A (en) | 1995-01-19 | 1996-07-09 | Johnson Worldwide Associates, Inc. | Poppet seat for air regulating devices |
| JP3291152B2 (ja) * | 1995-02-15 | 2002-06-10 | 株式会社フジキン | ダイヤフラム弁 |
| JP3343313B2 (ja) | 1995-06-30 | 2002-11-11 | 株式会社フジキン | ダイヤフラム弁 |
| US5725007A (en) * | 1995-07-07 | 1998-03-10 | Stubbs; William L. | Valve mechanism and method for making same |
| US5722638A (en) * | 1995-10-20 | 1998-03-03 | Vemco Corporation | Valve with means to block relative rotation of parts during assembly |
| US5755428A (en) | 1995-12-19 | 1998-05-26 | Veriflow Corporation | Valve having metal-to metal dynamic seating for controlling the flow of gas for making semiconductors |
| US5730423A (en) | 1996-10-16 | 1998-03-24 | Parker-Hannifin Corporation | All metal diaphragm valve |
| US5851004A (en) | 1996-10-16 | 1998-12-22 | Parker-Hannifin Corporation | High pressure actuated metal seated diaphragm valve |
| US5927325A (en) | 1996-10-25 | 1999-07-27 | Inpod, Inc. | Microelectromechanical machined array valve |
| US6354565B1 (en) * | 1997-02-04 | 2002-03-12 | Phillip George Doust | Washer assembly for a faucet |
| US6394417B1 (en) | 1998-10-09 | 2002-05-28 | Swagelok Co. | Sanitary diaphragm valve |
| US6123320A (en) | 1998-10-09 | 2000-09-26 | Swagelok Co. | Sanitary diaphragm valve |
| US6142325A (en) * | 1998-10-19 | 2000-11-07 | Playtex Products, Inc. | Container assembly and bottom cap therefor |
| JP2000266230A (ja) | 1999-03-15 | 2000-09-26 | Matsushita Electric Works Ltd | 半導体マイクロバルブ |
| US6837575B2 (en) | 2000-07-07 | 2005-01-04 | Seiko Epson Corporation | Ink feed unit for ink jet recorder and diaphragm valve |
| JP2002089725A (ja) | 2000-09-14 | 2002-03-27 | Hamai Industries Ltd | 操作弁及び操作弁用ダイヤフラム |
| US7513483B1 (en) * | 2002-06-25 | 2009-04-07 | Blume George H | Valve body and seal assembly |
| JP3947957B2 (ja) * | 2001-08-10 | 2007-07-25 | Smc株式会社 | 電磁弁 |
| US20050224744A1 (en) | 2002-02-20 | 2005-10-13 | Nl Technologies, Ltd. | Circumferential sealing diaphragm valve |
| US6672561B2 (en) | 2002-03-28 | 2004-01-06 | Swagelok Company | Piston diaphragm with integral seal |
| US7040596B2 (en) * | 2002-11-29 | 2006-05-09 | Keihin Corporation | Solenoid valve for fuel cell |
| KR20050090409A (ko) | 2002-12-20 | 2005-09-13 | 어플라이드 머티어리얼스, 인코포레이티드 | 미세-가공되고 일체화된 유체 전달 시스템 |
| US7021330B2 (en) | 2003-06-26 | 2006-04-04 | Planar Systems, Inc. | Diaphragm valve with reliability enhancements for atomic layer deposition |
| WO2005038320A2 (en) * | 2003-10-17 | 2005-04-28 | Sundew Technologies, Llc | Fail safe pneumatically actuated valve |
| US7004447B2 (en) | 2003-11-17 | 2006-02-28 | Scott Christopher Meyers | Torque sensitive sanitary diaphragm valves for use in the pharmaceutical industry and methods related thereto |
| ITBS20040074A1 (it) | 2004-06-25 | 2004-09-25 | Ratti Giampietro & C S N C | Dispositivo di intercettazione di un fluido |
| JP2006090386A (ja) | 2004-09-22 | 2006-04-06 | Kitz Sct:Kk | ダイヤフラムバルブ |
| JP2006153218A (ja) * | 2004-11-30 | 2006-06-15 | Keihin Corp | 燃料電池用電磁弁 |
| WO2006083783A1 (en) * | 2005-01-31 | 2006-08-10 | Swagelok Company | Flow control device |
| JP2006258135A (ja) * | 2005-03-15 | 2006-09-28 | Denso Corp | 電磁弁 |
| CN101479090B (zh) * | 2006-05-04 | 2013-10-30 | Csp技术公司 | 用于在模制部件之间模制机械互锁的注塑模制方法 |
| US8070132B2 (en) | 2006-06-19 | 2011-12-06 | Norgren, Inc. | Fluid control device with a non-circular flow area |
| JP2008075827A (ja) * | 2006-09-25 | 2008-04-03 | Denso Corp | 流体制御弁 |
| DE102007014282A1 (de) | 2007-03-19 | 2008-10-02 | Südmo Holding GmbH | Ventil zum Trennen von Produktmedien in Rohrleitungen einer produktführenden Anlage |
| GB0706240D0 (en) * | 2007-03-30 | 2007-05-09 | Concept 2 Manufacture Design O | A valve means for gas control devices |
| JP4971030B2 (ja) | 2007-05-21 | 2012-07-11 | シーケーディ株式会社 | 流体制御弁 |
| FR2919610B1 (fr) | 2007-08-02 | 2009-10-16 | Sanofi Aventis Sa | Derives de n-heteroaryl-carboxamides tricycliques,leur preparation et leur application en therapeutique |
| WO2009072597A1 (ja) * | 2007-12-07 | 2009-06-11 | Nissan Tanaka Corporation | 圧力調整弁 |
| JP5141301B2 (ja) * | 2008-02-29 | 2013-02-13 | アイシン精機株式会社 | バルブ装置およびバルブ装置の製造方法 |
| CN101328980A (zh) * | 2008-07-30 | 2008-12-24 | 玉环县华龙阀门有限公司 | 一种闸阀的阀板及其该阀板的制作方法 |
| JP5544868B2 (ja) * | 2009-12-22 | 2014-07-09 | アイシン精機株式会社 | 燃料電池用ガス遮断弁 |
| JP5565856B2 (ja) | 2010-03-24 | 2014-08-06 | セイコーインスツル株式会社 | ダイアフラム、ダイアフラムバルブ、及びダイアフラムの製造方法 |
| GB2492955A (en) | 2011-07-13 | 2013-01-23 | Oxford Nanopore Tech Ltd | One way valve |
| FR2991423B1 (fr) | 2012-05-30 | 2015-05-01 | Coutier Moulage Gen Ind | Clapet anti-retour du type a membrane |
| DE102012019193A1 (de) * | 2012-09-24 | 2014-03-27 | Hydac Electronic Gmbh | Ventil |
| US20140084202A1 (en) * | 2012-09-27 | 2014-03-27 | Emerson Process Management Regulator Technologies, Inc. | Seal disk with a plurality of hardnesses |
| JP6081800B2 (ja) | 2013-01-07 | 2017-02-15 | 株式会社堀場エステック | 流体制御弁及びマスフローコントローラ |
| JP6141663B2 (ja) | 2013-03-27 | 2017-06-07 | 株式会社堀場エステック | 流体制御弁 |
| JP6111862B2 (ja) | 2013-05-24 | 2017-04-12 | 日立金属株式会社 | 流量制御弁及びそれを用いたマスフローコントローラ |
| GB2517451A (en) * | 2013-08-20 | 2015-02-25 | Seetru Ltd | A valve sealing arrangement |
| JP6606079B2 (ja) * | 2013-09-04 | 2019-11-13 | 株式会社堀場エステック | インターレース昇降機構 |
| JP5891536B2 (ja) | 2013-11-11 | 2016-03-23 | Smc株式会社 | 弁装置 |
| WO2016081191A1 (en) | 2014-11-19 | 2016-05-26 | Vistadel Tek, Llc | Valve stroke amplification mechanism assembly |
-
2016
- 2016-07-07 CN CN201680040357.XA patent/CN107850222B/zh active Active
- 2016-07-07 EP EP16821954.1A patent/EP3320241A4/en active Pending
- 2016-07-07 US US15/204,245 patent/US20170009890A1/en not_active Abandoned
- 2016-07-07 TW TW105121627A patent/TWI698602B/zh active
- 2016-07-07 MY MYPI2018000036A patent/MY188606A/en unknown
- 2016-07-07 WO PCT/US2016/041263 patent/WO2017007888A1/en active Application Filing
- 2016-07-07 KR KR1020187003610A patent/KR102339628B1/ko active IP Right Grant
- 2016-07-07 JP JP2018500440A patent/JP6778251B2/ja active Active
-
2017
- 2017-12-26 IL IL256593A patent/IL256593B/en unknown
-
2018
- 2018-09-26 HK HK18112306.4A patent/HK1252950A1/zh unknown
- 2018-12-06 US US16/211,957 patent/US10527177B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20170009890A1 (en) | 2017-01-12 |
| TW201704664A (zh) | 2017-02-01 |
| EP3320241A4 (en) | 2018-07-18 |
| IL256593B (en) | 2021-12-01 |
| HK1252950A1 (zh) | 2019-06-06 |
| US20190170261A1 (en) | 2019-06-06 |
| TWI698602B (zh) | 2020-07-11 |
| WO2017007888A1 (en) | 2017-01-12 |
| IL256593A (en) | 2018-02-28 |
| CN107850222A (zh) | 2018-03-27 |
| KR20180020302A (ko) | 2018-02-27 |
| EP3320241A1 (en) | 2018-05-16 |
| US10527177B2 (en) | 2020-01-07 |
| CN107850222B (zh) | 2022-11-01 |
| MY188606A (en) | 2021-12-22 |
| KR102339628B1 (ko) | 2021-12-14 |
| JP2018524529A (ja) | 2018-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6778251B2 (ja) | 弁における制御板 | |
| US10941867B2 (en) | High conductance valve for fluids and vapors | |
| KR102188285B1 (ko) | 오리피스 내장 밸브 및 압력식 유량 제어 장치 | |
| US8695636B2 (en) | One piece double membrane diaphragm valve | |
| JPS63115970A (ja) | ダイヤフラム弁 | |
| MX2008011599A (es) | Valvula de diafragma de una pieza de membrana doble. | |
| US11885420B2 (en) | Control plate for a high conductance valve | |
| US10364897B2 (en) | Control plate for a high conductance valve | |
| JP2020522654A (ja) | 高コンダクタンスバルブのための制御プレート | |
| US10458553B1 (en) | Control plate for a high conductive valve | |
| JP7147062B2 (ja) | 高コンダクタンスバルブの制御プレート | |
| JP2020118245A (ja) | バネ構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190705 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190705 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200909 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201006 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201009 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6778251 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |