JP6773077B2 - 調理器具 - Google Patents
調理器具 Download PDFInfo
- Publication number
- JP6773077B2 JP6773077B2 JP2018103732A JP2018103732A JP6773077B2 JP 6773077 B2 JP6773077 B2 JP 6773077B2 JP 2018103732 A JP2018103732 A JP 2018103732A JP 2018103732 A JP2018103732 A JP 2018103732A JP 6773077 B2 JP6773077 B2 JP 6773077B2
- Authority
- JP
- Japan
- Prior art keywords
- coating film
- substance
- resin
- layer
- far
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/002—Construction of cooking-vessels; Methods or processes of manufacturing specially adapted for cooking-vessels
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/04—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay the materials being non-metallic
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/025—Vessels with non-stick features, e.g. coatings
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J37/00—Baking; Roasting; Grilling; Frying
- A47J37/10—Frying pans, e.g. frying pans with integrated lids or basting devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
- B05D7/57—Three layers or more the last layer being a clear coat
- B05D7/576—Three layers or more the last layer being a clear coat each layer being cured, at least partially, separately
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Manufacturing & Machinery (AREA)
- Cookers (AREA)
- Laminated Bodies (AREA)
Description
ことを特徴とする調理器具を提供する。
上記セラミックスは、酸化アルミニウム、酸化ベリリウム、酸化セリウム、酸化クロム、酸化コバルト、酸化ニッケル、酸化ケイ素、酸化タンタル、酸化タリウム、酸化バナジウム、酸化イットリウム、酸化亜鉛、酸化ジルコニウム、酸化マグネシウム及びこれらの複合酸化物、ホウ化アルミニウム、ホウ化バリウム、ホウ化カルシウム、ホウ化セリウム、ホウ化ハフニウム、ホウ化ランタン、ホウ化ストロンチウム、ホウ化イットリウム、窒化アルミニウム、窒化ケイ素、窒化チタン、炭化ホウ素、炭化クロム、炭化ハフニウム、炭化モリブデン、炭化ケイ素、炭化タンタル、炭化タリウム、炭化タングステン、炭化イットリウム、並びに、炭化ジルコニウムからなる群より選択される少なくとも1種であることが好ましい。
上記遠赤外効果を有する物質を含む層は、更に、フッ素樹脂を含むことが好ましい。
上記フッ素樹脂は、ポリテトラフルオロエチレン、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、ポリクロロトリフルオロエチレン、テトラフルオロエチレン−エチレン共重合体、及び、ポリビニリデンフルオライドからなる群より選択される少なくとも1種であることが好ましい。
上記耐食効果を有する物質を含む層は、更に、フッ素樹脂を含むことが好ましい。
上記フッ素樹脂は、ポリテトラフルオロエチレン、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、ポリクロロトリフルオロエチレン、テトラフルオロエチレン−エチレン共重合体、及び、ポリビニリデンフルオライドからなる群より選択される少なくとも1種であることが好ましい。
上記耐熱性樹脂は、ポリエーテルスルホン樹脂と、ポリアミドイミド樹脂及びポリイミド樹脂のいずれか一方又は両方とを含み、上記ポリエーテルスルホン樹脂は、ポリエーテルスルホン樹脂、ポリアミドイミド樹脂及びポリイミド樹脂の合計量の65〜85質量%であることが好ましい。
上記プライマー層はまた、耐熱性樹脂及びフッ素樹脂を含み、耐熱性樹脂の含有量が、耐熱性樹脂及びフッ素樹脂の固形分合計量の15〜50質量%であることが好ましい。
上記プライマー層中のフッ素樹脂は、ポリテトラフルオロエチレン、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、ポリクロロトリフルオロエチレン、テトラフルオロエチレン−エチレン共重合体、及び、ポリビニリデンフルオライドからなる群より選択される少なくとも1種であることが好ましい。
本開示の調理器具は、基材を含むことが好ましく、基材の底面部の内表面に形成された底面積層体塗膜、及び、基材の側面部の内表面に形成された側面積層体塗膜を有することが好ましい。
底面部と側面部とが連続する半球状の調理器具である場合、水平に対して15度未満の角度の部位を底面部、15度以上の角度の部位を側面部とみなすこともできる。
上記色調は、測色色差計、例えば、日本電色工業(株)製のcolor meter ZE6000を用いて測定することができる。
底面部は、1種の底面積層体塗膜を有するものであってもよいし、色調の異なる2種以上の底面積層体塗膜を有していてもよい。2種以上の底面積層体塗膜を有する場合、少なくとも1種の色調が側面積層体塗膜の色調と異なればよい。
添加する物質としては底面積層体塗膜と側面積層体塗膜との色調を相違させることができるものであれば特に限定されない。例えば、後述する遠赤外効果を有する物質、耐食効果を有する物質が挙げられる。

本開示の調理器具が、色差の異なる2種以上の底面積層体塗膜及び側面積層体塗膜を有する場合、色差が最も大きい底面積層体塗膜と側面積層体塗膜との組合せが上記範囲であればよい。
遠赤外線効果が異なることは、遠赤外線輻射率測定装置を用いて200℃の遠赤外線輻射率(積分輻射率)を測定することで確認することができる。
本開示の調理器具が、遠赤外効果が異なる2種以上の底面積層体塗膜及び2種以上の側面積層体塗膜を有する場合、遠赤外効果の差が最も大きい底面積層体塗膜と側面積層体塗膜との組合せが上記範囲であればよい。
本開示の調理器具が、遠赤外効果が異なる2種以上の側面積層体塗膜を有する場合、少なくとも1種の側面積層体塗膜の遠赤外線輻射率が上記範囲であればよい。側面部に形成された全ての側面積層体塗膜の遠赤外線輻射率が上記範囲であることが好ましい。
本開示の調理器具が、遠赤外効果が異なる2種以上の底面積層体塗膜を有する場合、少なくとも1種の底面積層体塗膜の遠赤外線輻射率が上記範囲であればよい。底面部に形成された全ての底面積層体塗膜の遠赤外線輻射率が上記範囲であることが好ましい。
以下、側面積層体塗膜と底面積層体塗膜の好適な態様についてより詳細に説明する。
上記炭素としては、カーボンブラック、備長炭、グラファイト等が挙げられる。
上記フッ素樹脂としては、1種を用いてもよいし、2種以上を併用してもよい。
上記PFAは、PAVE単位が2質量%を超え、5質量%以下であることが好ましく、2.5〜4.0質量%であることがより好ましい。
上記遠赤外効果物質含有層は、フッ素樹脂を50質量%以上含んでもよく、55質量%以上含んでもよく、60質量%以上含んでもよい。
この場合、フッ素樹脂と耐熱性樹脂との合計が20質量%以上であることが好ましく、25質量%以上であることがより好ましく、30質量%以上であることが更に好ましく、50質量%以上であってもよく、55質量%以上であってもよいし、60質量%以上であってもよい。また、フッ素樹脂と耐熱性樹脂との合計が90質量%以下であることが好ましく、85質量%以下であることがより好ましく、80質量%以下であることが更に好ましく、70質量%以下であることが更により好ましく、60質量%以下であることが特に好ましい。
耐熱性樹脂の含有量は、耐熱性樹脂及びフッ素樹脂の固形分合計量の15〜50質量%であることが好ましい。
遠赤外効果を有する物質、フッ素樹脂及び耐熱性樹脂以外の物質は、10質量%未満であることが好ましく、5質量%以下であることがより好ましく、実質的に0質量%であってもよい。
遠赤外効果物質含有層以外の層を含んでいてもよく、例えば、プライマー層、クリヤー層、後述する耐食性を有する物質を含む層等を含んでいてもよい。プライマー層、クリヤー層については後述する。
プライマー層/遠赤外効果物質含有層の二層構造、
第1の遠赤外効果物質含有層/第2の遠赤外効果物質含有層の二層構造、
プライマー層/第1の遠赤外効果物質含有層/第2の遠赤外効果物質含有層の三層構造、
第1の遠赤外効果物質含有層/第2の遠赤外効果物質含有層、クリヤー層の三層構造、
プライマー層/第1の遠赤外効果物質含有層/第2の遠赤外効果物質含有層/クリヤー層の四層構造が挙げられる。
上記第1の遠赤外効果物質含有層と第2の遠赤外効果物質含有層は、同じ組成の塗料から形成されたものであってもよいし、異なる組成の塗料から形成されたものであってもよい。
また、側面積層体塗膜は、プライマー層、遠赤外効果物質含有層及びクリヤー層以外にも、他の層を更に含んでいてもよい。
上記耐食効果を有する物質は、ガラス、金属、天然鉱物、ダイヤモンド、フッ素化ダイヤモンド、並びに、鱗片状粒子及びその金属酸化物被覆物からなる群より選択される少なくとも1種であることが好ましい。
上記鱗片状粒子としては、シリカフレーク、マイカフレーク、フレーク状ガラス、アルミフレーク等が挙げられる。
この場合、フッ素樹脂及びフッ素樹脂と耐熱性樹脂との合計が60質量%以上であることが好ましく、70質量%以上であることがより好ましく、80質量%以上であることが更に好ましく、85質量%以上であることがより好ましく、90質量%以上であることが更に好ましい。また、99.99質量%以下であることが好ましく、99.95質量%以下であることがより好ましく、99.9質量%以下であることが更により好ましく、99質量%以下含むことが特に好ましく、98質量%以下含むことがより好ましく、97質量%以下含むことが更に好ましい。
また、耐熱性樹脂の含有量は、耐熱性樹脂及びフッ素樹脂の固形分合計量の15〜50質量%であることが好ましい。
耐食効果物質含有層以外の層を含んでいてもよく、例えば、プライマー層、クリヤー層等を含んでいてもよい。
例えば、プライマー層/耐食効果物質含有層の二層構造、第1の耐食効果物質含有層/第2の耐食効果物質含有層の二層構造、プライマー層/第1の耐食効果物質含有層/第2の耐食効果物質含有層の三層構造、第1の耐食効果物質含有層/第2の耐食効果物質含有層/クリヤー層の三層構造、プライマー層/第1の耐食効果物質含有層/第2の耐食効果物質含有層/クリヤー層の四層構造が挙げられる。
上記第1の耐食効果物質含有層と第2の耐食効果物質含有層は、同じ組成の塗料から形成されたものであってもよいし、異なる組成の塗料から形成されたものであってもよい。
また、底面積層体塗膜は、プライマー層、耐食効果物質含有層及びクリヤー層以外にも、他の層を更に含んでいてもよい。
また、上記プライマー層は、耐熱性樹脂の含有量が10質量%以上であることが好ましい。
次に、本開示の調理器具についてより具体的な態様を説明する。
図2に示すように、底面積層体塗膜が、プライマー層22/耐食効果物質含有層23aの二層構造であり、側面積層体塗膜が、プライマー層22/第1の遠赤外効果物質含有層23b/第2の遠赤外効果物質含有層24bの三層構造である態様、
図3に示すように、底面積層体塗膜が、プライマー層32/耐食効果物質含有層33a/クリヤー層35の三層構造であり、側面積層体塗膜が、プライマー層32/第1の遠赤外効果物質含有層33b/第2の遠赤外効果物質含有層34b/クリヤー層35の四層構造である態様が挙げられる。
また、図4に示すように、底面積層体塗膜が、プライマー層42/第1の耐食効果物質含有層43a/第2の耐食効果物質含有層44aの三層構造であり、側面積層体塗膜が、プライマー層42/遠赤外効果物質含有層43bの二層構造である態様、
図5に示すように、底面積層体塗膜が、プライマー層52/第1の耐食効果物質含有層53a/第2の耐食効果物質含有層54aの三層構造であり、側面積層体塗膜が、プライマー層52/第1の遠赤外効果物質含有層53b/第2の遠赤外効果物質含有層54bの三層構造である態様、
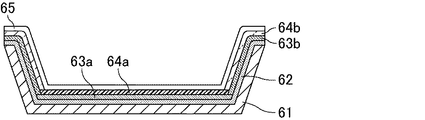
図6に示すように、底面積層体塗膜が、プライマー層62/第1の耐食効果物質含有層63a/第2の耐食効果物質含有層64a/クリヤー層65の四層構造であり、側面積層体塗膜が、プライマー層62/第1の遠赤外効果物質含有層63b/第2の遠赤外効果物質含有層64b/クリヤー層65の四層構造である態様が挙げられる。
更に、図7に示すように、底面積層体塗膜が、第1の耐食効果物質含有層73a/第2の耐食効果物質含有層74aの二層構造であり、側面積層体塗膜が、第1の遠赤外効果物質含有層73b/第2の遠赤外効果物質含有層74bの二層構造である態様も挙げられる。この場合、第1の耐食効果物質含有層及び第1の遠赤外効果物質含有層がプライマー層として機能する。
上記工程(1)において、上記乾燥は、100〜150℃の温度で5〜60分間行うことが好ましい。上記焼成を行う場合には、300〜400℃の温度で10〜30分間行うことが好ましい。
なお、調理器具がフライパンである場合、通常、底面部の外表面に固定された棒状の柄部を備える。
遠赤外線輻射率測定装置(日本電子製JIR5500、赤外放射ユニットIR−IRR200装備)を用いて200℃の遠赤外線輻射率(積分輻射率)を測定した。
(評価方法)
塗膜表面に、カッターナイフで長さ50mmの基材に達する傷を交差するように2本つけた(クロスカット)。この試験用塗装板を、おでんの素(ヱスビー食品社製)20gを水1リットルに溶解し
た溶液中に浸漬し、70℃に保温して500時間経過後ブリスター(塗膜の膨れ)の発生
等の異常がないかを確認した。
○:ブリスターが全くない
△:クロスカット部に3mm未満のブリスターが発生(クロスカット部以外は異常なし)
×:全面にブリスターが発生
塗膜表面の色調を日本電色工業(株)製のcolor meter ZE6000を用いて測定した。
(評価方法)
色差がΔE*ab>2.3であると丁度可知差異に相当する。
○:ΔE*ab>2.3
×:ΔE*ab<2.3
<基材>
アルミニウム板をアセトンで表面脱脂処理した基材を使用した。
クリヤーベース塗料組成物(以下、クリヤーベースともいう。)は、ダイキン工業(株)製の含フッ素樹脂クリヤー塗料(フッ素樹脂:PTFE)を用いた。
プライマー塗料組成物(以下、プライマーともいう。)は、ダイキン工業(株)製の含フッ素樹脂プライマー塗料(フッ素樹脂:PTFE、耐熱性樹脂:PAI)を用いた。
耐食効果を有する物質(例えば、二酸化チタン被覆シリカフレーク)を計量し、水に添加して混合、均一にしてから、クリヤーベース塗料組成物に添加して、3−1モーターを使用して300rpmで20分間混合攪拌して、耐食性フッ素樹脂塗料組成物を得た。
遠赤外効果を有する物質(例えば、炭化ケイ素)を計量し水に添加して混合、均一にしてから、クリヤーベース塗料組成物に添加して、3−1モーターを使用して300rpmで20分間混合攪拌して、耐食性フッ素樹脂塗料組成物を得た。
基材の被塗面に、プライマー塗料を乾燥塗膜が10〜15μmになるように小型スプレーガンを用いてエアースプレーで塗装した。
ミドルコート用の耐食性または遠赤外性フッ素樹脂塗料組成物を、焼成後の塗膜が5〜30μmになるように、小型スプレーガンを用いてエアースプレーでプライマー塗膜上に塗装した。塗装後、循環式熱風乾燥機または赤外乾燥機にて100℃×15分間乾燥して、乾燥塗膜を得た。
トップコート用耐食性フッ素樹脂塗料組成物を焼成後の塗膜が5〜30μmになるように、小型スプレーガンを用いてエアースプレーでミドルコート塗膜上に塗装した。塗装後、循環式熱風乾燥機または赤外乾燥機にて100℃×15分間乾燥して、乾燥塗膜を得た。
本実施例におけるクリヤー塗料組成物は、耐食性材料、顔料を含まない透明性塗膜を得られる塗料組成物である。
ミドルコート塗膜又はトップコート塗膜の形成方法と同様の方法により、ミドルコート塗膜上又はトップコート塗膜上にクリヤー塗料組成物を塗布し、乾燥して、クリヤー塗膜を形成した。
上記のようにして得られた乾燥塗膜の積層体を、焼成炉で380℃の温度で20分間焼成して、評価用積層体を形成した。
クリヤーベース中のフッ素樹脂 52.0質量%
炭化珪素 48.0質量%
(遠赤外性フッ素樹脂塗料組成物B)
クリヤーベース中のフッ素樹脂 55.0質量%
アルミナ 45.0質量%
(遠赤外性フッ素樹脂塗料組成物C)
クリヤーベース中のフッ素樹脂 60.0質量%
炭化ホウ素 40.0質量%
(遠赤外性フッ素樹脂塗料組成物D)
クリヤーベース中のフッ素樹脂 70.0質量%
窒化珪素 30.0質量%
(遠赤外性フッ素樹脂塗料組成物E)
クリヤーベース中のフッ素樹脂 60.0質量%
酸化ジルコニウム 40.0質量%
(遠赤外性フッ素樹脂塗料組成物F)
クリヤーベース中のフッ素樹脂 70.0質量%
窒化ホウ素 30.0質量%
(耐食性フッ素樹脂塗料組成物G)
クリヤーベース中のフッ素樹脂 93.0質量%
酸化チタン被覆シリカフレーク 7.0質量%
(耐食性フッ素樹脂塗料組成物H)
クリヤーベース中のフッ素樹脂 93.0質量%
酸化鉄被覆シリカフレーク 7.0質量%
(耐食性フッ素樹脂塗料組成物I)
クリヤーベース中のフッ素樹脂 93.0質量%
酸化チタン被覆マイカフレーク 7.0質量%
(耐食性フッ素樹脂塗料組成物J)
クリヤーベース中のフッ素樹脂 93.0質量%
酸化チタン被覆フレーク状ガラス 7.0質量%
(遠赤外性フッ素樹脂塗料組成物K)
クリヤーベース中のフッ素樹脂 50.0質量%
耐熱性樹脂 10.0質量%
炭化珪素 40.0質量%
(耐食性フッ素樹脂塗料組成物L)
クリヤーベース中のフッ素樹脂 78.0質量%
耐熱性樹脂 15.0質量%
酸化チタン被覆シリカフレーク 7.0質量%
11a:基材の底面部
11b:基材の側面部
12、22、32、42、52、62:プライマー層
13a、23a、33a、43a、53a、63a、73a:(第1の)耐食効果物質含有層
13b、23b、33b、43b、53b、63b、73b:(第1の)遠赤外効果物質含有層
44a、54a、64a、74a:第2の耐食効果物質含有層
24b、34b、54b、64b、74b:第2の遠赤外効果物質含有層
35、65:クリヤー層
Claims (14)
- 底面部と、底面部の外周から略上方向に立設する側面部とを備える調理器具であって、
底面部の内表面に底面積層体塗膜を有し、
側面部の内表面に底面積層体塗膜とは異なる側面積層体塗膜を有し、
底面積層体塗膜の色調が、側面積層体塗膜の色調と異なり、
前記側面積層体塗膜は、遠赤外効果を有する物質を含む層を含み、
前記遠赤外効果を有する物質は、セラミックス及び炭素から選択される少なくとも1種であり、
前記セラミックスは、酸化アルミニウム、酸化ベリリウム、酸化セリウム、酸化クロム、酸化コバルト、酸化ニッケル、酸化ケイ素、酸化タンタル、酸化タリウム、酸化バナジウム、酸化イットリウム、酸化ジルコニウム、酸化マグネシウム及びこれらの複合酸化物、ホウ化アルミニウム、ホウ化バリウム、ホウ化カルシウム、ホウ化セリウム、ホウ化ハフニウム、ホウ化ランタン、ホウ化ストロンチウム、ホウ化イットリウム、窒化アルミニウム、窒化ケイ素、窒化チタン、窒化ホウ素、炭化ホウ素、炭化クロム、炭化ハフニウム、炭化モリブデン、炭化ケイ素、炭化タンタル、炭化タリウム、炭化タングステン、炭化イットリウム、並びに、炭化ジルコニウムからなる群より選択される少なくとも1種であり、
前記遠赤外効果を有する物質を含む層は、更に、フッ素樹脂を含み、
前記側面積層体塗膜は、200℃の遠赤外線輻射率が、前記底面積層体塗膜の遠赤外線輻射率より大きい
ことを特徴とする調理器具。 - 底面積層体塗膜の耐食効果が、側面積層体塗膜の耐食効果と異なる請求項1記載の調理器具。
- 底面積層体塗膜および側面積層体塗膜が、プライマー層を含む請求項1又は2記載の調理器具。
- 側面積層体塗膜は、更に、プライマー層を含む請求項1又は2記載の調理器具。
- 前記遠赤外効果を有する物質を含む層に含まれるフッ素樹脂は、ポリテトラフルオロエチレン、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、ポリクロロトリフルオロエチレン、テトラフルオロエチレン−エチレン共重合体、及び、ポリビニリデンフルオライドからなる群より選択される少なくとも1種である請求項1〜4のいずれかに記載の調理器具。
- 底面積層体塗膜は、プライマー層と、耐食効果を有する物質を含む層とを含み、
前記耐食効果を有する物質は、ガラス、金属、天然鉱物、ダイヤモンド、フッ素化ダイヤモンド、並びに、鱗片状粒子及びその金属酸化物被覆物からなる群より選択される少なくとも1種である請求項1〜5のいずれかに記載の調理器具。 - 耐食効果を有する物質を含む層は、更に、フッ素樹脂を含む請求項6記載の調理器具。
- 前記耐食効果を有する物質を含む層に含まれるフッ素樹脂は、ポリテトラフルオロエチレン、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、ポリクロロトリフルオロエチレン、テトラフルオロエチレン−エチレン共重合体、及び、ポリビニリデンフルオライドからなる群より選択される少なくとも1種である請求項7記載の調理器具。
- プライマー層は、耐熱性樹脂を含み、
前記耐熱性樹脂は、ポリアミドイミド樹脂、ポリイミド樹脂、ポリエーテルスルホン樹脂、ポリエーテルイミド樹脂、ポリエーテルエーテルケトン樹脂、芳香族ポリエステル樹脂及びポリアリレンサルファイド樹脂からなる群より選択される少なくとも1種である請求項3〜8のいずれかに記載の調理器具。 - 耐熱性樹脂は、ポリエーテルスルホン樹脂と、ポリアミドイミド樹脂及びポリイミド樹脂のいずれか一方又は両方とを含み、
前記ポリエーテルスルホン樹脂は、ポリエーテルスルホン樹脂、ポリアミドイミド樹脂及びポリイミド樹脂の合計量の65〜85質量%である請求項9記載の調理器具。 - プライマー層は、耐熱性樹脂及びフッ素樹脂を含み、
耐熱性樹脂の含有量は、耐熱性樹脂及びフッ素樹脂の固形分合計量の15〜50質量%である請求項3〜10のいずれかに記載の調理器具。 - プライマー層中のフッ素樹脂は、ポリテトラフルオロエチレン、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、ポリクロロトリフルオロエチレン、テトラフルオロエチレン−エチレン共重合体、及び、ポリビニリデンフルオライドからなる群より選択される少なくとも1種である請求項11に記載の調理器具。
- 底面積層体塗膜および側面積層体塗膜が、更に、クリヤー層を含む請求項1〜12のいずれかに記載の調理器具。
- フライパンである請求項1〜13のいずれかに記載の調理器具。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018103732A JP6773077B2 (ja) | 2018-05-30 | 2018-05-30 | 調理器具 |
| US17/059,612 US11963633B2 (en) | 2018-05-30 | 2019-04-19 | Cooking utensil |
| KR1020207034968A KR102263333B1 (ko) | 2018-05-30 | 2019-04-19 | 조리 기구 |
| EP19812268.1A EP3804582B1 (en) | 2018-05-30 | 2019-04-19 | Cooking apparatus |
| CN201980036147.7A CN112203562B (zh) | 2018-05-30 | 2019-04-19 | 烹调器具 |
| PCT/JP2019/016883 WO2019230249A1 (ja) | 2018-05-30 | 2019-04-19 | 調理器具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018103732A JP6773077B2 (ja) | 2018-05-30 | 2018-05-30 | 調理器具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019205790A JP2019205790A (ja) | 2019-12-05 |
| JP6773077B2 true JP6773077B2 (ja) | 2020-10-21 |
Family
ID=68696633
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018103732A Active JP6773077B2 (ja) | 2018-05-30 | 2018-05-30 | 調理器具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11963633B2 (ja) |
| EP (1) | EP3804582B1 (ja) |
| JP (1) | JP6773077B2 (ja) |
| KR (1) | KR102263333B1 (ja) |
| CN (1) | CN112203562B (ja) |
| WO (1) | WO2019230249A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102327299B1 (ko) * | 2020-03-09 | 2021-11-17 | 하나티엔피 주식회사 | 스프레이 코팅법을 이용한 조리기구 표면의 코팅막 형성방법. |
| KR20230023643A (ko) * | 2020-06-10 | 2023-02-17 | 에이지씨 가부시키가이샤 | 유리 |
| EP4181744A2 (en) * | 2020-07-16 | 2023-05-24 | Meyer Intellectual Properties Limited | Cookware for searing |
| KR102471566B1 (ko) | 2021-04-20 | 2022-11-28 | 주식회사 지에스케이 | 조리기기용 히터 및 그 제조방법 |
| JP2023037413A (ja) * | 2021-09-03 | 2023-03-15 | 紅艶 朴 | フライパン及びその製造方法 |
| WO2024144521A1 (en) * | 2022-12-29 | 2024-07-04 | Ondokuz Mayis Universitesi | Cooker for food |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5971718U (ja) * | 1982-11-04 | 1984-05-16 | 山田 弘 | 耐食,非粘着性を有する遠赤外線放射器物 |
| JPS62195059A (ja) * | 1986-02-21 | 1987-08-27 | Raifu:Kk | 耐熱性塗料 |
| JPH1187045A (ja) * | 1997-09-05 | 1999-03-30 | Jamco Corp | 電子レンジ用調理器具 |
| JP2003276129A (ja) * | 2002-03-26 | 2003-09-30 | Osaka Gas Co Ltd | 遠赤外線効果を有するコーティング構造 |
| JP3734803B2 (ja) * | 2003-03-27 | 2006-01-11 | 明智セラミックス株式会社 | 液体処理装置 |
| KR20070075248A (ko) * | 2006-01-12 | 2007-07-18 | 주식회사 셰펠 | 프라이팬 |
| KR20080028850A (ko) * | 2008-03-12 | 2008-04-01 | 노병오 | 세라믹을 이용한 조리기의 코팅방법 |
| CN101779911A (zh) * | 2009-01-19 | 2010-07-21 | 张华文 | 节能陶瓷锅具 |
| CN101612000B (zh) * | 2009-07-24 | 2011-02-02 | 严跃进 | 高效能加热容器 |
| KR101218725B1 (ko) * | 2009-12-10 | 2013-01-07 | 정연일 | 원적외선 구이팬 |
| JP2012105975A (ja) * | 2010-10-29 | 2012-06-07 | Kyocera Corp | 調理用容器 |
| JP6186921B2 (ja) | 2012-07-25 | 2017-08-30 | ダイキン工業株式会社 | 被覆物品 |
| EP2881022B1 (en) * | 2012-08-01 | 2017-06-28 | Daikin Industries, Ltd. | Cooking utensil |
| WO2015111429A1 (ja) * | 2014-01-23 | 2015-07-30 | ダイキン工業株式会社 | 被覆物品、及び、耐食性塗膜の形成方法 |
| CN106264074B (zh) * | 2015-06-08 | 2018-04-17 | 佛山市顺德区美的电热电器制造有限公司 | 分色涂装的方法、锅具及烹饪器具 |
| ITUB201586501U1 (it) * | 2015-10-26 | 2017-04-26 | Ballarini Paolo & Figli Spa | Recipiente per la cottura di alimenti |
| CN205322069U (zh) * | 2016-01-22 | 2016-06-22 | 浙江苏泊尔家电制造有限公司 | 用于烹饪器具的内锅和烹饪器具 |
| CN206979319U (zh) * | 2017-02-27 | 2018-02-09 | 佛山市顺德区美的电热电器制造有限公司 | 烹饪器具 |
| CN107981707A (zh) * | 2017-12-29 | 2018-05-04 | 广东天际电器股份有限公司 | 一种聚能抗菌不粘锅及其制作方法 |
-
2018
- 2018-05-30 JP JP2018103732A patent/JP6773077B2/ja active Active
-
2019
- 2019-04-19 EP EP19812268.1A patent/EP3804582B1/en active Active
- 2019-04-19 KR KR1020207034968A patent/KR102263333B1/ko active IP Right Grant
- 2019-04-19 US US17/059,612 patent/US11963633B2/en active Active
- 2019-04-19 CN CN201980036147.7A patent/CN112203562B/zh active Active
- 2019-04-19 WO PCT/JP2019/016883 patent/WO2019230249A1/ja unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN112203562B (zh) | 2021-06-01 |
| JP2019205790A (ja) | 2019-12-05 |
| KR20200142092A (ko) | 2020-12-21 |
| US20210219775A1 (en) | 2021-07-22 |
| US11963633B2 (en) | 2024-04-23 |
| EP3804582A1 (en) | 2021-04-14 |
| CN112203562A (zh) | 2021-01-08 |
| WO2019230249A1 (ja) | 2019-12-05 |
| KR102263333B1 (ko) | 2021-06-11 |
| EP3804582A4 (en) | 2022-04-06 |
| EP3804582B1 (en) | 2023-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6773077B2 (ja) | 調理器具 | |
| JP5418716B1 (ja) | 調理器具 | |
| US11845877B2 (en) | Coating composition, coating film, and laminated body | |
| CN103396709B (zh) | 氟树脂涂膜 | |
| JP6819717B2 (ja) | 被覆組成物及び被覆物品 | |
| JP4853081B2 (ja) | プライマー用水性分散組成物 | |
| JP5445587B2 (ja) | 被覆物品の製造方法、及び、被覆物品 | |
| US20180037765A1 (en) | Coating composition and coated article | |
| CN103568419A (zh) | 被覆物品 | |
| JP2001218684A (ja) | 調理器具用部材及び調理器具 | |
| WO2022054607A1 (ja) | 塗料組成物、塗膜及び積層体 | |
| JP7315813B2 (ja) | 被覆組成物及び被覆物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190716 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190917 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200324 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200520 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200901 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200914 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6773077 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |