JP6764525B2 - 粘着シート - Google Patents
粘着シート Download PDFInfo
- Publication number
- JP6764525B2 JP6764525B2 JP2019510155A JP2019510155A JP6764525B2 JP 6764525 B2 JP6764525 B2 JP 6764525B2 JP 2019510155 A JP2019510155 A JP 2019510155A JP 2019510155 A JP2019510155 A JP 2019510155A JP 6764525 B2 JP6764525 B2 JP 6764525B2
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- sensitive adhesive
- heat
- base material
- coating film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
Description
従来、上述の要求を満たす仮固定用途の粘着シートとして、基材上に熱膨張性粒子を含む粘着剤層を設けた加熱剥離型粘着シートが知られている。加熱剥離型粘着シートは、加熱により熱膨張性粒子を発泡又は膨張させることで接着力が低下し、被着体より容易に剥離できるという特徴を有する。そのため、電子部品の製造工程時における仮固定手段やリサイクル用ラベル等として用いられている。
近年、電子部品の小型化が進むにつれて、粘着シートと被着体との接着面積が小さくなっており、チップ飛び等の接着不具合の発生してしまう場合があった。特許文献1に記載される加熱剥離型粘着シートは、熱膨張性粘着層の表面粗さを小さく抑えることで粘着シートとの有効な接触面積を確保でき、チップ飛び等の接着不具合の発生を防止できる旨の記載がある。
しかしながら、加熱により熱膨張性粒子が発泡又は膨張した際に、当該熱膨張性粒子を含む粘着剤層の内部での破壊、即ち、粘着剤層の凝集破壊が起こりやすい。その結果、加熱剥離後の被着体表面に粘着剤が残るという問題(所謂、糊残り)が懸念される。
また、基材と粘着剤層の間の密着性が悪い場合には、加熱によって熱膨張性粘着層を膨張させた際に、基材と粘着剤層の間での望まない剥離を引き起こす可能性もある。
[1]粘着剤層(X1)及び非粘着性である熱膨張性基材(Y)がこの順で直接積層されている積層体を有する粘着シートであって、
前記積層体が、
粘着剤層(X1)の形成材料である、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)と、
熱膨張性基材(Y)の形成材料である、樹脂及び熱膨張性粒子を含む組成物(y)からなる塗膜(y’)と、
をこの順で直接積層した後、塗膜(x1’)及び塗膜(y’)を同時に乾燥して形成されたものである、粘着シート。
[2]熱膨張性基材(Y)が、下記要件(1)を満たす、上記[1]に記載の粘着シート。
・要件(1):前記熱膨張性粒子の膨張開始温度(t)における、熱膨張性基材(Y)の貯蔵弾性率E’(t)が、1.0×107Pa以下である。
[3]熱膨張性基材(Y)が、下記要件(2)を満たす、上記[1]又は[2]に記載の粘着シート。
・要件(2):23℃における、熱膨張性基材(Y)の貯蔵弾性率E’(23)が、1.0×106Pa以上である。
[4]熱膨張性基材(Y)の厚さが5〜140μmである、上記[1]〜[3]のいずれかに記載の粘着シート。
[5]熱膨張性基材(Y)の表面におけるプローブタックの値が、50mN/5mmφ未満である、上記[1]〜[4]のいずれかに記載の粘着シート。
[6]前記積層体が粘着剤層(X2)を更に含み、粘着剤層(X1)、熱膨張性基材(Y)、及び粘着剤層(X2)がこの順で直接積層されている、上記[1]〜[5]のいずれに記載の粘着シート。
[7]前記積層体が、
粘着剤層(X1)の形成材料である、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)と、
熱膨張性基材(Y)の形成材料である、樹脂及び熱膨張性粒子を含む組成物(y)からなる塗膜(y’)と、
粘着剤層(X2)の形成材料である、粘着性樹脂を含む組成物(x2)からなる塗膜(x2’)と、
をこの順で直接積層した後、塗膜(x1’)、(y’)及び(x2’)を同時に乾燥して形成されたものである、上記[6]に記載の粘着シート。
[8]前記熱膨張性粒子の23℃における膨張前の平均粒子径が、3〜100μmである、上記[1]〜[7]のいずれかに記載の粘着シート。
また、質量平均分子量(Mw)は、ゲルパーミエーションクロマトグラフィー(GPC)法で測定される標準ポリスチレン換算の値であり、具体的には実施例に記載の方法に基づいて測定した値である。
また、好ましい数値範囲(例えば、含有量等の範囲)について、段階的に記載された下限値及び上限値は、それぞれ独立して組み合わせることができる。例えば、「好ましくは10〜90、より好ましくは30〜60」という記載から、「好ましい下限値(10)」と「より好ましい上限値(60)」とを組み合わせて、「10〜60」とすることもできる。
本発明の粘着シートについて説明する。
本発明の粘着シートは、粘着剤層(X1)及び非粘着性である熱膨張性基材(Y)がこの順で直接積層されている積層体を有する粘着シートである。ここで、前記積層体は、粘着剤層(X1)の形成材料である、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)と、熱膨張性基材(Y)の形成材料である、樹脂及び熱膨張性粒子を含む組成物(y)からなる塗膜(y’)と、をこの順で直接積層した後、塗膜(x1’)及び塗膜(y’)を同時に乾燥して形成されたものである。
ここで、前述の「直接積層」とは、層と層とが、当該2つの層の間に他の層を介さずに、直接接触している構成を指す。即ち、本発明において、粘着剤層(X1)と熱膨張性基材(Y)とは、その間に他の層を介さずに、直接接触している。
本発明の粘着シートにおいては、熱膨張性粒子を粘着剤層(X1)にではなく、熱膨張性基材(Y)中に含めることで、加熱による粘着剤層(X1)の凝集破壊を抑制することができる。これにより、加熱剥離後の被着体表面の糊残りを少なくすることができる。
また、本発明の粘着シートにおいては積層体を上述のように特定の方法で形成しているため、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性が高くすることができる。これにより、熱膨張性基材(Y)中の熱膨張性粒子が膨張して、熱膨張性基材(Y)の表面に凹凸が形成されても、粘着剤層(X1)と熱膨張性基材(Y)との間での望まない剥離を抑制することができ、上述したように、粘着剤層(X1)の表面にも凹凸が形成される。
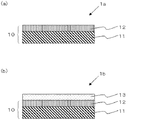
本発明の一態様の粘着シートの具体的な構成として、例えば、図1(a)に示すような、粘着剤層(X1)12及び熱膨張性基材(Y)11がこの順で直接積層されている積層体10を有する粘着シート1aが挙げられる。また、図1(b)に示す粘着シート1bのように、粘着剤層(X1)12の表面上に、さらに剥離材13を有する構成としてもよい。
なお、図2(b)に示す両面粘着シート2bにおいて、剥離材131を粘着剤層(X1)121から剥がす際の剥離力と、剥離材132を粘着剤層(X2)122から剥がす際の剥離力とが同程度である場合、双方の剥離材を外側へ引っ張って剥がそうとすると、粘着剤層が、2つの剥離材に伴って分断されて引き剥がされるという現象が生じることがある。
このような現象を抑制する観点から、2つの剥離材131、132は、互いに貼付される粘着剤層からの剥離力が異なるように設計された2種の剥離材を用いることが好ましい。
本発明の粘着シートが有する積層体は、粘着剤層(X1)及び非粘着性である熱膨張性基材(Y)がこの順で直接積層されている積層体であり、粘着剤層(X1)の形成材料である、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)と、熱膨張性基材(Y)の形成材料である、樹脂及び熱膨張性粒子を含む組成物(y)からなる塗膜(y’)と、をこの順で直接積層した後、塗膜(x1’)及び塗膜(y’)を同時に乾燥して形成されたものである。
本発明においては、塗膜(x1’)及び塗膜(y’)を「同時に」乾燥して積層体を形成しているため、塗膜(x1’)と塗膜(y’)を「別々に」乾燥して積層体を形成する方法と比較して、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性を高めることができる。
粘着剤層(X1)の形成材料である組成物(x1)からなる塗膜(x1’)と、熱膨張性基材(Y)の形成材料である組成物(y)からなる塗膜(y’)とを同時に乾燥する過程で、界面付近で塗膜の混層が生じつつ、互いの組成物に含まれる樹脂の分子鎖が絡み合うことで、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性が向上するものと考えられる。
剥離フィルム等の剥離材の剥離処理面上に粘着性樹脂を含む組成物(x1)を塗布して塗膜(x1’)を形成し、その塗膜(x1’)を乾燥させて粘着剤層(X1)を形成する。また、別に用意した剥離フィルム等の剥離材の剥離処理面上に、樹脂及び熱膨張性粒子を含む組成物(y)を塗布して塗膜(y’)を形成し、その塗膜(y’)を乾燥させて熱膨張性基材(Y)を形成する。その後、粘着剤層(X1)の剥離材と接していない面と、熱膨張性基材(Y)の剥離材と接していない面と、を張り合わせて積層体を形成する。
上述の粘着剤層(X2)を更に含む積層体を形成する方法としては、例えば、組成物(x2)を加熱溶融して膨張性基材(Y)上に押出ラミネートする方法や、組成物(x2)を膨張性基材(Y)上に塗布して塗膜(x2’)を形成し、その塗膜(x2’)を乾燥して形成する方法が挙げられる。また、例えば、押出成形又は塗膜(x2’)を乾燥させる等の方法により予め作成した粘着剤層(X2)を、膨張性基材(Y)上に直接貼付してもよい。
粘着剤層(X2)を更に含む積層体をこのように形成することで、上述した理由により、熱膨張性基材(Y)と粘着剤層(X2)との界面密着性も高めることができる。
粘着剤層(X2)を更に含む積層体をこのように形成することで、上述した理由により、熱膨張性基材(Y)と粘着剤層(X2)との界面密着性もより高めることができる。
粘着剤層(X1)と熱膨張性基材(Y)との界面について、客観的な物性値による評価として、例えば、積層体の厚さ方向に切断した断面における粘着剤層(X1)と熱膨張性基材(Y)との界面を、電子顕微鏡等を用いて観察することで、界面の粗さを測定する方法が考えられる。しかしながら、当該界面の粗さは、微少であるため、正確に測定することができず、また、観察する領域による粗さの状態の相違が非常に大きい。そのため、界面の粗さ等の特定の物性値による評価が極めて難しい。
また、粘着剤層(X1)に含まれる粘着性樹脂や、熱膨張性基材(Y)に含まれる樹脂の種類によっては、電子顕微鏡等を用いて、粘着剤層(X1)と熱膨張性基材(Y)との界面を観察しようとしても、界面が不明瞭となり、そもそも粗さの測定自体が困難となる場合がある。
さらに、積層体の断面を得るために、積層体を厚さ方向に切断する際に、当該積層体は樹脂から形成されているものであるため、粘着剤層(X1)と熱膨張性基材(Y)との界面の形状が崩れてしまい、当該界面の状態を正確に評価できないという事情も存在する。
このような事情から、本発明においては、粘着シートが有する積層体を、上述のとおり製造方法にて特定している。
なお、積層体が、粘着剤層(X1)、熱膨張性基材(Y)、及び粘着剤層(X2)がこの順で直接積層されている構成であって、塗膜(x1’)と(y’)と(x2’)とをこの順で直接積層した後、塗膜(x1’)、(y’)及び(x2’)を同時に乾燥して形成されたものである場合についても、粘着剤層(X1)と熱膨張性基材(Y)との界面及び熱膨張性基材(Y)と粘着剤層(X2)との界面について、上記と同様の事情が存在し、そのような製造方法による特定をせざるを得ない。
つまり、本発明において、塗膜(x1’)、(y’)及び(x2’)には、溶媒等の揮発成分が一定量含まれている。これら塗膜を乾燥することで、揮発成分を除去し、粘着剤層(X1)、熱膨張性基材(Y)及び粘着剤層(X2)が形成される。
また、積層体を構成する各層の厚さは、前述の積層体の厚さと同じ方法で測定してもよく、また、例えば、積層体を厚さ方向に切断した断面を走査型電子顕微鏡で観察して、各層の厚さの比をそれぞれ測定し、前述の方法で測定した積層体の厚さから算出してもよい。
本発明の一態様の粘着シートが有する積層体が粘着剤層(X2)を更に含む場合、23℃における、熱膨張性基材(Y)の厚さと粘着剤層(X2)の厚さとの比(熱膨張性基材(Y)/粘着剤層(X2))としても、同様の観点から、好ましくは0.2以上、より好ましくは0.5以上、更に好ましくは1.0以上、より更に好ましくは3.0以上であり、また、好ましくは20以下、より好ましくは15以下、更に好ましくは10以下、より更に好ましくは5以下である。
2つの塗膜間及び形成された層の間に混層が生じている場合、例えば、前述したように、積層体を厚さ方向に切断した断面を走査型電子顕微鏡で観察して、各層の厚さの比をそれぞれ測定する場合であって、粘着剤層(X1)と熱膨張性基材(Y)との間に混層が生じている場合であれば、当該混層の厚さ方向の中間点を通りかつ粘着剤層(X1)の熱膨張性基材(Y)とは反対側の表面と平行な面に界面が存在するものと仮定して、各層の厚さ比を測定してもよい。
本発明の粘着シートが有する熱膨張性基材(Y)は、樹脂及び熱膨張性粒子を含む組成物(y)からなる塗膜(y’)を乾燥させて形成された層であり、非粘着性の基材である。
本発明において、非粘着性の基材か否かの判断は、対象となる基材の表面に対して、JIS Z0237:1991に準拠して測定したプローブタック値が50mN/5mmφ未満であれば、当該基材を「非粘着性の基材」と判断する。
ここで、熱膨張性基材(Y)の表面におけるプローブタック値は、通常は50mN/5mmφ未満であるが、好ましくは30mN/5mmφ未満、より好ましくは10mN/5mmφ未満、更に好ましくは5mN/5mmφ未満である。
なお、熱膨張性基材(Y)の表面におけるプローブタック値の具体的な測定方法は、実施例に記載の方法による。
・要件(1):前記熱膨張性粒子の膨張開始温度(t)における、熱膨張性基材(Y)の貯蔵弾性率E’(t)が、1.0×107Pa以下である。
なお、本明細書において、所定の温度における熱膨張性基材(Y)の貯蔵弾性率E’は、実施例に記載の方法により測定された値を意味する。
上記要件(1)は、粘着シートの剥離時における、熱膨張性基材(Y)の貯蔵弾性率E’を規定したものである。
本発明の粘着シートを被着体から剥離する際には、熱膨張性粒子の膨張開始温度(t)以上の温度まで加熱することで、熱膨張性基材(Y)中の熱膨張性粒子が膨張し、熱膨張性基材(Y)の表面に凹凸が形成されると共に、その凹凸上に積層している粘着剤層(X1)も押し上げられ、粘着表面にも凹凸を形成させる。
そして、粘着剤層(X1)の粘着表面に凹凸を形成させることで、被着体と粘着表面との接触面積が減少すると共に、被着体と粘着表面との間に空間が生じることで、被着体から粘着シートをわずかな力で容易に剥離することができる。
つまり、本発明者らの検討によれば、熱膨張性粒子の膨張開始温度(t)における、熱膨張性基材(Y)の貯蔵弾性率E’(t)が1.0×107Pa以下とすることで、膨張開始温度(t)以上の温度まで加熱して熱膨張性粒子の膨張しようとした場合、膨張が抑制されることなく、熱膨張性基材(Y)の表面上に積層している粘着剤層(X1)の粘着表面の凹凸を十分に形成できる。
また、膨張した熱膨張性粒子の流動を抑制し、粘着剤層(X1)の粘着表面に形成される凹凸の形状維持性を向上させ、剥離性をより向上させる観点から、当該熱膨張性基材(Y)の要件(1)で規定する貯蔵弾性率E’(t)は、好ましくは1.0×103Pa以上、より好ましくは1.0×104Pa以上、更に好ましくは1.0×105Pa以上である。
・要件(2):23℃における、熱膨張性基材(Y)の貯蔵弾性率E’(23)が、1.0×106Pa以上である。
本発明で用いる熱膨張性粒子としては、公知の熱膨張性粒子を使用することができ、粘着シートの用途に応じて適宜選択される。
熱膨張性粒子は、熱可塑性樹脂から構成された外殻と、当該外殻に内包され、且つ所定の温度まで加熱されると気化する内包成分とから構成される、マイクロカプセル化発泡剤であることが好ましい。
マイクロカプセル化発泡剤の外殻を構成する熱可塑性樹脂としては、例えば、塩化ビニリデン−アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホン等が挙げられる。
これらの内包成分は、単独で用いてもよく、2種以上を併用してもよい。
なお、熱膨張性粒子の膨張前の平均粒子径とは、体積中位粒子径(D50)であり、レーザ回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて測定した、膨張前の熱膨張性粒子の粒子分布において、膨張前の熱膨張性粒子の粒子径の小さい方から計算した累積体積頻度が50%に相当する粒子径を意味する。
なお、熱膨張性粒子の膨張前の90%粒子径(D90)とは、レーザ回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて測定した、膨張前の熱膨張性粒子の粒子分布において、膨張前の熱膨張性粒子の粒子径の小さい方から計算した累積体積頻度が90%に相当する粒径を意味する。
なお、本明細書において、熱膨張性粒子の膨張開始温度(t)は、以下の方法に基づき測定された値を意味する。
[熱膨張性粒子の膨張開始温度(t)の測定法]
直径6.0mm(内径5.65mm)、深さ4.8mmのアルミカップに、測定対象となる熱膨張性粒子0.5mgを加え、その上からアルミ蓋(直径5.6mm、厚さ0.1mm)をのせた試料を作製する。
動的粘弾性測定装置を用いて、その試料にアルミ蓋上部から、加圧子により0.01Nの力を加えた状態で、試料の高さを測定する。そして、加圧子により0.01Nの力を加えた状態で、20℃から300℃まで10℃/minの昇温速度で加熱し、加圧子の垂直方向における変位量を測定し、正方向への変位開始温度を膨張開始温度(t)とする。
組成物(y)に含まれる樹脂としては、非粘着性の熱膨張性基材(Y)を形成可能な重合体であればよい。
なお、組成物(y)に含まれる樹脂としては、非粘着性樹脂であってもよく、粘着性樹脂であってもよい。
つまり、組成物(y)に含まれる樹脂が粘着性樹脂であっても、組成物(y)から熱膨張性基材(Y)を形成する過程において、当該粘着性樹脂が重合性化合物と重合反応し、得られる樹脂が非粘着性樹脂となり、当該樹脂を含む熱膨張性基材(Y)が非粘着性となればよい。
また、当該樹脂が2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、特に限定されず、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
また、上記アクリルウレタン系樹脂としては、以下の樹脂(U1)が好ましい。
・ウレタンプレポリマー(UP)と、(メタ)アクリル酸エステルを含むビニル化合物とを重合してなるアクリルウレタン系樹脂(U1)。
アクリルウレタン系樹脂(U1)は、主鎖骨格におけるアクリル部位間に直鎖ウレタンポリマーに由来する部位が介されるため、架橋点間距離が長くなり、その分子構造が二次元的構造(網状構造)となり易い。
また、主鎖のウレタンプレポリマーが直鎖状であるため、外力がかかった時に延伸効果が高い。
更に、(メタ)アクリル酸エステルを含むビニル化合物に由来する構成単位の側鎖が、粘着剤層(X1)に含まれる粘着性樹脂及び粘着剤層(X2)に含まれる粘着性樹脂と絡み易い構造を有している。
そのために、アクリルウレタン系樹脂(U1)は、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性、及び粘着剤層(X2)が存在する場合には、熱膨張性基材(Y)と粘着剤層(X2)との界面との界面密着性、の向上に寄与し得ると考えられる。
アクリルウレタン系樹脂(U1)の主鎖となるウレタンプレポリマー(UP)としては、ポリオールと多価イソシアネートとの反応物が挙げられる。
なお、ウレタンプレポリマー(UP)は、更に鎖延長剤を用いた鎖延長反応を施して得られたものであることが好ましい。
これらのポリオールは、単独で用いてもよく、2種以上を併用してもよい。
本発明の一態様で用いるポリオールとしては、ジオールが好ましく、エステル型ジオール、アルキレン型ジオール及びカーボネート型ジオールがより好ましく、エステル型ジオール、カーボネート型ジオールが更に好ましい。
具体的には、ポリエチレンアジペートジオール、ポリブチレンアジペートジオール、ポリヘキサメチレンアジペートジオール、ポリヘキサメチレンイソフタレートジオール、ポリネオペンチルアジペートジオール、ポリエチレンプロピレンアジペートジオール、ポリエチレンブチレンアジペートジオール、ポリブチレンヘキサメチレンアジペートジオール、ポリジエチレンアジペートジオール、ポリ(ポリテトラメチレンエーテル)アジペートジオール、ポリ(3−メチルペンチレンアジペート)ジオール、ポリエチレンアゼレートジオール、ポリエチレンセバケートジオール、ポリブチレンアゼレートジオール、ポリブチレンセバケートジオール及びポリネオペンチルテレフタレートジオール等が挙げられる。
これらの多価イソシアネートは、単独で用いてもよく、2種以上を併用してもよい。
また、これらの多価イソシアネートは、トリメチロールプロパンアダクト型変性体、水と反応させたビュウレット型変性体、イソシアヌレート環を含有させたイソシアヌレート型変性体であってもよい。
当該直鎖ウレタンプレポリマーの両末端にエチレン性不飽和基を導入する方法としては、ジオールとジイソシアネート化合物とを反応してなる直鎖ウレタンプレポリマーの末端のNCO基と、ヒドロキシアルキル(メタ)アクリレートとを反応させる方法が挙げられる。
(メタ)アクリル酸エステルとしては、アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートから選ばれる1種以上が好ましく、アルキル(メタ)アクリレート及びヒドロキシアルキル(メタ)アクリレートを併用することがより好ましい。
これらは単独で用いてもよく、2種以上を併用してもよい。
当該重合においては、さらにラジカル開始剤を加えて行うことが好ましい。
組成物(y)に含まれる樹脂として好適な、オレフィン系樹脂としては、オレフィンモノマーに由来の構成単位を少なくとも有する重合体である。
上記オレフィンモノマーとしては、炭素数2〜8のα−オレフィンが好ましく、具体的には、エチレン、プロピレン、ブチレン、イソブチレン、1−ヘキセン等が挙げられる。
これらの中でも、エチレン及びプロピレンが好ましい。
上記の不飽和カルボン酸又はその無水物としては、例えば、マレイン酸、フマル酸、イタコン酸、シトラコン酸、グルタコン酸、テトラヒドロフタル酸、アコニット酸、(メタ)アクリル酸、無水マレイン酸、無水イタコン酸、無水グルタコン酸、無水シトラコン酸、無水アコニット酸、ノルボルネンジカルボン酸無水物、テトラヒドロフタル酸無水物等が挙げられる。
なお、不飽和カルボン酸又はその無水物は、単独で用いてもよく、2種以上を併用してもよい。
上記のアルキル(メタ)アクリレートが有するアルキル基の炭素数としては、好ましくは1〜20、より好ましくは1〜16、更に好ましくは1〜12である。
上記のアルキル(メタ)アクリレートとしては、例えば、後述のモノマー(a1’)として選択可能な化合物と同じものが挙げられる。
上記の水酸基含有化合物としては、例えば、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、3−ヒドロキシブチル(メタ)アクリレート、4−ヒドロキシブチル(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート類;ビニルアルコール、アリルアルコール等の不飽和アルコール類等が挙げられる。
本発明の一態様において、組成物(y)には、本発明の効果を損なわない範囲で、アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂を含有してもよい。
そのような樹脂としては、例えば、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール等のビニル系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ポリスチレン;アクリロニトリル−ブタジエン−スチレン共重合体;三酢酸セルロース;ポリカーボネート;アクリルウレタン系樹脂には該当しないポリウレタン;ポリスルホン;ポリエーテルエーテルケトン;ポリエーテルスルホン;ポリフェニレンスルフィド;ポリエーテルイミド、ポリイミド等のポリイミド系樹脂;ポリアミド系樹脂;アクリル樹脂;フッ素系樹脂等が挙げられる。
アクリルウレタン系樹脂及びオレフィン系樹脂以外の樹脂の含有割合としては、組成物(y)中に含まれる樹脂の全量100質量部に対して、好ましくは30質量部未満、より好ましくは20質量部未満、より好ましくは10質量部未満、更に好ましくは5質量部未満、より更に好ましくは1質量部未満である。
本発明の一態様において、組成物(y)がアクリルウレタン系樹脂を含む場合、アクリルウレタン系樹脂を架橋するため、更に、架橋剤を含有することがより好ましい。
当該架橋剤としては、例えば、架橋剤としてのイソシアネート系化合物が好ましい。
架橋剤としてのイソシアネート系化合物は、前記アクリルウレタン系樹脂の官能基と反応して、架橋構造を形成するものであれば、種々のイソシアネート系化合物を用いることができる。
当該イソシアネート系化合物としては、1分子当たりイソシアネート基を2個以上有するポリイソシアネート化合物が好ましい。
また、これらのイソシアネート化合物のビウレット体、イソシアヌレート体や、これらのイソシアネート化合物とエチレングリコール、トリメチロールプロパン、ひまし油等の非芳香族性低分子活性水素含有化合物との反応物であるアダクト体等の変性体も用いることができる。
組成物(y)中、イソシアネート系化合物は、1種単独で用いてもよく、2種以上を組み合わせて用いてもよい
本発明の一態様において、組成物(y)がアクリルウレタン系樹脂及び前記架橋剤を含む場合、組成物(y)は、更に、前記架橋剤と共に、触媒を含有することが更に好ましい。
当該触媒としては、金属系触媒が好ましく、ブチル基を有するスズ系化合物を除く金属系触媒がより好ましい。
当該金属系触媒としては、例えば、スズ系触媒、ビスマス系触媒、チタン系触媒、バナジウム系触媒、ジルコニウム系触媒、アルミニウム系触媒、ニッケル系触媒等が挙げられる。この中では、好ましくはスズ系触媒又はビスマス系触媒であり、より好ましくはブチル基を有するスズ系化合物を除くスズ系触媒又はビスマス系触媒である。
また、同様に、ビスマス系触媒、チタン系触媒、バナジウム系触媒、ジルコニウム系触媒、アルミニウム系触媒、又はニッケル系触媒は、それぞれ、ビスマス、チタン、バナジウム、ジルコニウム、アルミニウム、又はニッケルの有機金属化合物であって、アルコキシド、カルボキシラート、キレート等の構造を有する化合物が挙げられ、好ましくは、それらの金属のアセチルアセトン錯体、アセチルアセトネート、オクチル酸化合物又はナフテン酸化合物等が挙げられる。
アセチルアセトネートの具体例としては、スズアセチルアセトネート、ビスマスアセチルアセトネート、チタンアセチルアセトネート、バナジウムアセチルアセトネート、ジルコニウムアセチルアセトネート、アルミニウムアセチルアセトネート、ニッケルアセチルアセトネート等が挙げられる。
オクチル酸化合物の具体例としては、2−エチルヘキシル酸ビスマス、2−エチルヘキシル酸ニッケル、2−エチルヘキシル酸ジルコニウム、2−エチルヘキシル酸スズ等が挙げられる。
ナフテン酸化合物の具体例としては、ナフテン酸ビスマス、ナフテン酸ニッケル、ナフテン酸ジルコニウム、ナフテン酸スズ等が挙げられる。
また、Lは、炭素数2〜20の脂肪族カルボン酸、芳香族カルボン酸、芳香族スルホン酸が好ましく、炭素数2〜20の脂肪族カルボン酸がより好ましい。炭素数2〜20の脂肪族カルボン酸としては、炭素数2〜20の脂肪族モノカルボン酸、炭素数2〜20の脂肪族ジカルボン酸等が挙げられる。1分子中にLが2以上の複数存在する場合は、それぞれのLは同一であってもよいし、異なっていてもよい。
組成物(y)中、前記アクリルウレタン系樹脂と触媒との含有割合は、前記アクリルウレタン系樹脂の合計100質量部に対し、触媒が固形分換算で好ましくは0.001〜5質量部、より好ましくは0.01〜3質量部、更に好ましくは0.1〜2質量部である。
本発明の一態様で用いる組成物(y)は、本発明の効果を損なわない範囲で、一般的な粘着シートが有する基材に含まれる基材用添加剤を含有してもよい。
そのような基材用添加剤としては、例えば、紫外線吸収剤、光安定剤、酸化防止剤、帯電防止剤、スリップ剤、アンチブロッキング剤、着色剤等が挙げられる。
なお、これらの基材用添加剤は、それぞれ単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらの基材用添加剤を含有する場合、それぞれの基材用添加剤の含有量は、組成物(y)中に含まれるアクリルウレタン系樹脂及びオレフィン系樹脂からなる群から選ばれる樹脂の全量100質量部に対して、好ましくは0.0001〜20質量部、より好ましくは0.001〜10質量部である。
本発明の一態様において、組成物(y)は、前述の各種有効成分と共に、希釈溶媒として、水や有機溶媒を含有し、溶液の形態としてもよい。
有機溶媒としては、例えば、トルエン、キシレン、酢酸エチル、酢酸ブチル、メチルエチルケトン、ジエチルケトン、メチルイソブチルケトン、メタノール、エタノール、イソプロピルアルコール、tert−ブタノール、s−ブタノール、アセチルアセトン、シクロヘキサノン、n−ヘキサン、シクロヘキサン等が挙げられる。
なお、これらの希釈溶媒は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
本発明の粘着シートが有する粘着剤層(X1)は、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)を乾燥させて形成された層であり、粘着性を有する。
当該粘着力が0.1N/25mm以上であれば、半導体チップ等の被着体を十分に固定することができる。
一方、当該粘着力が10.0N/25mm以下であれば、剥離時に、膨張開始温度(t)まで加熱することで、わずかな力で容易に剥離することができる。
なお、上記の粘着力は、実施例に記載の方法により測定された値を意味する。
例えば、本発明の一態様において、粘着力をより向上させた粘着シートとする観点から、組成物(x1)は、更に粘着付与剤及び/又は架橋剤を含有してもよく、これら以外にも、希釈溶媒及び/又は一般的な粘着剤に使用される粘着剤用添加剤を含有してもよい。
なお、本発明の粘着シートは、熱膨張性基材(Y)が熱膨張性粒子を含むことで、加熱剥離性を奏するため、粘着剤層(X1)形成材料である組成物(x1)が熱膨張性粒子を含む必要はない。ただし、加熱剥離性を補助する目的で、本発明の効果を損なわない範囲で、組成物(x1)が熱膨張性粒子を少量含んでもよく、熱膨張性粒子の含有量は、組成物(x1)の有効成分の全量(100質量%)に対して、好ましくは0〜50質量%、より好ましくは0〜20質量%、更に好ましくは0〜10質量%である。
粘着性樹脂の質量平均分子量(Mw)としては、粘着力の向上の観点から、好ましくは1万〜200万、より好ましくは2万〜150万、更に好ましくは3万〜100万である。
組成物(x1)に含まれる粘着性樹脂としては、例えば、前述の粘着性樹脂としての粘着力を満たすアクリル系樹脂、ウレタン系樹脂、ポリイソブチレン系樹脂等のゴム系樹脂、ポリエステル系樹脂、オレフィン系樹脂、シリコーン系樹脂、ポリビニルエーテル系樹脂等が挙げられる。
これらの粘着性樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
また、これらの粘着性樹脂が、2種以上の構成単位を有する共重合体である場合、当該共重合体の形態は、特に限定されず、ブロック共重合体、ランダム共重合体、及びグラフト共重合体のいずれであってもよい。
更に、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性をより向上させる観点から、これらの粘着性樹脂は、重合性官能基を有さない紫外線非硬化型粘着性樹脂であることが好ましい。
本発明の一態様において、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性をより向上させる観点から、組成物(x1)に含まれる粘着性樹脂が、アクリル系樹脂を含むことが好ましい。
粘着性樹脂中のアクリル系樹脂の含有割合としては、界面密着性をより向上させる観点から、組成物(x1)に含まれる粘着性樹脂の全量(100質量%)に対して、好ましくは30〜100質量%、より好ましくは50〜100質量%、更に好ましくは70〜100質量%、より更に好ましくは85〜100質量%である。
なお、モノマー(a1’)が有するアルキル基は、直鎖アルキル基であってもよく、分岐鎖アルキル基であってもよい。
これらのモノマー(a1’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
モノマー(a1’)としては、メチル(メタ)アクリレート、ブチル(メタ)アクリレート及び2−エチルヘキシル(メタ)アクリレートが好ましく、メチル(メタ)アクリレート及びブチル(メタ)アクリレートがより好ましい。
つまり、モノマー(a2’)としては、例えば、水酸基含有モノマー、カルボキシ基含有モノマー、アミノ基含有モノマー、エポキシ基含有モノマー等が挙げられる。
これらのモノマー(a2’)は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
モノマー(a2’)としては、水酸基含有モノマー及びカルボキシ基含有モノマーが好ましい。
モノマー(a2’)としては、2−ヒドロキシエチル(メタ)アクリレートが好ましい。
なお、アクリル系共重合体(A1)において、構成単位(a1)及び(a2)の含有量は、アクリル系共重合体(A1)の全構成単位(100質量%)に対して、好ましくは70〜100質量%、より好ましくは80〜100質量%、更に好ましくは90〜100質量%、より更に好ましくは95〜100質量%である。
モノマー(a3’)としては、酢酸ビニルが好ましい。
粘着性樹脂として使用し得る、ウレタン系樹脂としては、主鎖及び側鎖の少なくとも一方に、ウレタン結合及び尿素結合の1つ以上を有する重合体であれば、特に制限されない。
具体的なウレタン系樹脂としては、例えば、ポリオールと多価イソシアネート化合物とを反応して得られるウレタン系プレポリマー(UX)等が挙げられる。
なお、ウレタン系プレポリマー(UX)は、更に鎖延長剤を用いた鎖延長反応を施して得られたものであってもよい。
これらのポリオールは、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらのポリオールの中でも、入手の容易性、反応性等の観点から、ジオールが好ましく、アルキレン型ジオールがより好ましい。
これらのアルキレン型ジオールの中でも、更に鎖延長剤との反応を行う際にゲル化を抑制する観点から、質量平均分子量(Mw)が1,000〜3,000のグリコールが好ましい。
芳香族ポリイソシアネートとしては、例えば、1,3−フェニレンジイソシアネート、1,4−フェニレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート(MDI)、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、4,4’−トルイジンジイソシアネート、2,4,6−トリイソシアネートトルエン、1,3,5−トリイソシアネートベンゼン、ジアニシジンジイソシアネート、4,4’−ジフェニルエーテルジイソシアネート、4,4’,4”−トリフェニルメタントリイソシアネート、1,4−テトラメチルキシリレンジイソシアネート、1,3−テトラメチルキシリレンジイソシアネート等が挙げられる。
脂肪族ポリイソシアネートとしては、例えば、トリメチレンジイソシアネート、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート(HMDI)、ペンタメチレンジイソシアネート、1,2−プロピレンジイソシアネート、2,3−ブチレンジイソシアネート、1,3−ブチレンジイソシアネート、ドデカメチレンジイソシアネート、2,4,4−トリメチルヘキサメチレンジイソシアネート等が挙げられる。
脂環式ポリイソシアネートとしては、例えば、3−イソシアネートメチル−3,5,5−トリメチルシクロヘキシルイソシアネート(IPDI:イソホロンジイソシアネート)、1,3−シクロペンタンジイソシアネート、1,3−シクロヘキサンジイソシアネート、1,4−シクロヘキサンジイソシアネート、メチル−2,4−シクロヘキサンジイソシアネート、メチル−2,6−シクロヘキサンジイソシアネート、4,4’−メチレンビス(シクロヘキシルイソシアネート)、1,4−ビス(イソシアネートメチル)シクロヘキサン、1,4−ビス(イソシアネートメチル)シクロヘキサン等が挙げられる。
なお、これらの多価イソシアネート化合物は、前記ポリイソシアネートのトリメチロールプロパンアダクト型変性体、水と反応させたビュウレット型変性体、イソシアヌレート環を含有させたイソシアヌレート型変性体であってもよい。
脂肪族ジオールとしては、例えば、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール、1,7−ヘプタンジオール等のアルカンジオール;エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール等のアルキレングリコール;等が挙げられる。
脂肪族ジアミンとしては、例えば、エチレンジアミン、1,3−プロパンジアミン、1,4−ブタンジアミン、1,5−ペンタンジアミン、1,6−ヘキサンジアミン等が挙げられる。
アルカノールアミンとしては、例えば、モノエタノールアミン、モノプロパノールアミン、イソプロパノールアミン等が挙げられる。
ビスフェノールとしては、例えば、ビスフェノールA等が挙げられる。
芳香族ジアミンとしては、例えば、ジフェニルメタンジアミン、トリレンジアミン、キシリレンジアミン等が挙げられる。
粘着性樹脂として使用し得る、ポリイソブチレン系樹脂(以下、「PIB系樹脂」ともいう。)は、主鎖及び側鎖の少なくとも一方にポリイソブチレン骨格を有する樹脂であれば、特に制限はされない。
イソブチレンからなる構成単位の含有量は、PIB系樹脂の全構成単位(100質量%)に対して、好ましくは80〜100質量%、より好ましくは90〜100質量%、更に好ましくは95〜100質量%である。
これらのPIB系樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
より具体的には、質量平均分子量(Mw)が27万〜60万のPIB系樹脂(p1)(以下、「PIB系樹脂(p1)」ともいう。)と、質量平均分子量(Mw)が5万〜25万のPIB系樹脂(p2)(以下、「PIB系樹脂(p2)」ともいう。)とを併用することが好ましい。
質量平均分子量(Mw)の高いPIB系樹脂(p1)を用いることで、形成される粘着剤層の耐久性及び耐候性を向上させると共に、粘着力を向上させることもできる。
また、質量平均分子量(Mw)の低いPIB系樹脂(p2)を用いることで、PIB系樹脂(p1)と良好に相溶して、適度にPIB系樹脂(p1)を可塑化させることができ、粘着剤層の被着体に対する濡れ性を高め、粘着物性、柔軟性等を向上させることができる。
PIB系樹脂(p2)の質量平均分子量(Mw)は、好ましくは5万〜25万、より好ましくは8万〜23万、更に好ましくは14万〜22万、より更に好ましくは18万〜21万である。
粘着性樹脂として使用し得る、オレフィン系樹脂は、エチレン、プロピレン等のオレフィン化合物に由来する構成単位を有する重合体であれば、特に制限はされない。
当該オレフィン系樹脂は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
具体的なオレフィン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、及び線状低密度ポリエチレン等のポリエチレン、ポリプロピレン、エチレンとプロピレンとの共重合体、エチレンと他のα−オレフィンとの共重合体、プロピレンと他のα−オレフィンとの共重合体、エチレンとプロピレンと他のα−オレフィンとの共重合体、エチレンと他のエチレン性不飽和単量体との共重合体(エチレン−酢酸ビニル共重合体、エチレン−アルキル(メタ)アクリレート共重合体等)等が挙げられる。
前記のα−オレフィンとしては、例えば、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン等が挙げられる。
前記のエチレン性不飽和単量体としては、例えば、酢酸ビニル、アルキル(メタ)アクリレート、ビニルアルコール等が挙げられる。
本発明の一態様において、粘着力をより向上させた粘着シートとする観点から、組成物(x1)は、更に粘着付与剤を含有することが好ましい。
ここで、「粘着付与剤」とは、粘着性樹脂の粘着力を補助的に向上させる成分であって、質量平均分子量(Mw)が1万未満のオリゴマーを指し、前述の粘着性樹脂とは区別されるものである。
粘着付与剤の質量平均分子量(Mw)は、好ましくは400〜10,000、より好ましくは500〜8,000、更に好ましくは800〜5,000である。
これらの粘着付与剤は、単独で用いてもよく、軟化点や構造が異なる2種以上を組み合わせて用いてもよい。
なお、本明細書において、粘着付与剤の「軟化点」は、JIS K2531に準拠して測定した値を意味する。
また、2種以上の複数の粘着付与剤を用いる場合、それら複数の粘着付与剤の軟化点の加重平均が、前記範囲に属することが好ましい。
本発明の一態様において、組成物(x1)は、前述の構成単位(a1)及び(a2)を有するアクリル系共重合体等の前述の官能基を有する粘着性樹脂と共に、更に架橋剤を含有することが好ましい。
当該架橋剤は、当該粘着性樹脂が有する官能基と反応して、樹脂同士を架橋するものである。
これらの架橋剤は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。これらの架橋剤の中でも、凝集力を高めて粘着力を向上させる観点、及び入手し易さ等の観点から、イソシアネート系架橋剤が好ましい。
本発明の一態様において、組成物(x1)は、本発明の効果を損なわない範囲で、前述の粘着付与剤及び架橋剤以外の一般的な粘着剤に使用される粘着剤用添加剤を含有していてもよい。
当該粘着剤用添加剤としては、例えば、酸化防止剤、軟化剤(可塑剤)、防錆剤、顔料、染料、遅延剤、触媒、紫外線吸収剤等が挙げられる。
なお、これらの粘着剤用添加剤は、それぞれ単独で用いてもよく、2種以上を組み合わせて用いてもよい。
これらの粘着剤用添加剤を含有する場合、各粘着剤用添加剤の含有量は、それぞれ独立に、粘着性樹脂100質量部に対して、好ましくは0.0001〜20質量部、より好ましくは0.001〜10質量部である。
本発明の一態様において、組成物(x1)は、前述の各種有効成分と共に、希釈溶媒として、水や有機溶媒を含有し、溶液の形態としてもよい。
有機溶媒としては、前述の組成物(y)を溶液の形態に調製する際に使用する有機溶媒と同じものが挙げられる。
なお、組成物(x1)中に含まれる希釈溶媒は、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
本発明の一態様の粘着シートが有する粘着剤層(X2)は、粘着性樹脂を含む組成物(x2)から形成された層であり、粘着性を有する。
粘着剤層(X2)の好適な物性については、粘着剤層(X1)のそれと同様である。
また、粘着剤層(X2)の形成材料である組成物(x2)についても、粘着剤層(X1)の形成材料である組成物(x1)と同様のものを用いることができる。
本発明の一態様の粘着シートが有する剥離材13、131、132としては、両面剥離処理をされた剥離シートや、片面剥離処理された剥離シート等が用いられ、剥離材用の基材上に剥離剤を塗布したもの等が挙げられる。
本発明の一態様の粘着シートにおいて、積層体を挟持する2枚の剥離材131及び剥離材132は、剥離力の差が異なるように調整されたものであることが好ましい。
本発明の粘着シートの製造方法は、下記工程(1A)及び(2A)を含む方法であることが好ましい。
本発明の粘着シートの製造方法は、従来の製造方法と比べて、粘着シートを製造する際の工程数を低減し得るため、生産性を向上させることができる。
・工程(1A):組成物(x1)からなる塗膜(x1’)と、組成物(y)からなる塗膜(y’)とをこの順で直接積層して形成する工程。
・工程(2A):塗膜(x1’)及び塗膜(y’)を同時に乾燥させて、粘着剤層(X1)及び熱膨張性基材(Y)がこの順で直接積層されている積層体を形成する工程。
以下、工程(1A)及び(2A)について説明する。
なお、取扱性の観点から、塗膜(x1’)又は塗膜(y’)は、剥離材の剥離処理面上に形成することが好ましい。
希釈溶媒としては、粘着シートの欄で説明した前述の希釈溶媒が使用できる。
また、各組成物に希釈溶媒を配合して得られる溶液の有効成分濃度は、粘着シートの欄で前述したとおりである。
例えば、塗膜(x1’)及び塗膜(y’)の各塗膜の形成ごとに、その都度プレ乾燥処理を行ってもよく、塗膜(x1’)及び塗膜(y’)の2層の塗膜を形成後に、当該2層に同時にプレ乾燥処理を行ってもよい。プレ乾燥を行なう場合、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性をより良好とする観点からは、塗膜(x1’)及び塗膜(y’)の2層の塗膜を形成後に、当該2層を同時にプレ乾燥処理する方が好ましい。
本工程(1A)における、プレ乾燥処理を行う際の乾燥温度としては、通常は、形成した塗膜の硬化が進行しない程度の温度範囲で適宜設定されるが、好ましくは工程(2A)での乾燥温度未満である。
「工程(2A)での乾燥温度未満」との規定が示す具体的な乾燥温度としては、好ましくは10〜45℃、より好ましくは10〜34℃、更に好ましくは15〜30℃である。
この乾燥過程において、塗膜(x1’)と塗膜(y’)との界面で、混層が生じ、塗膜(x1’)中の粘着性樹脂と塗膜(y’)中の樹脂とが絡み合う状態で乾燥して硬化することで、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性が向上するものと考えられる。
・工程(3A−1):粘着性樹脂を含む組成物(x2)を加熱溶融して、工程(2A)で得られた熱膨張性基材(Y)の前記表面上に押出ラミネートする工程。
・工程(3A−2):粘着性樹脂を含む組成物(x2)からなる塗膜(x2’)を、工程(2A)で得られた熱膨張性基材(Y)の前記表面上に形成し、その塗膜(x2’)を乾燥する工程。
・工程(3A−3):粘着性樹脂を含む組成物(x2)を加熱溶融して、剥離材の剥離処理面上に、押出成形により粘着剤層(X2)を予め作成し、工程(2A)で得られた熱膨張性基材(Y)の前記表面上に、該剥離材上に形成した粘着剤層(X2)を直接貼付する工程。
・工程(3A−4):剥離材の剥離処理面上に、粘着性樹脂を含む組成物(x2)を塗布して塗膜(x2’)を形成し、その塗膜(x2’)を乾燥させて粘着剤層(X2)を予め形成し、工程(2A)で得られた熱膨張性基材(Y)の前記表面上に、該剥離材上に形成した粘着剤層(X2)を直接貼付する工程。
また、塗膜(x2’)を形成し易くし、生産性を向上させる観点から、組成物(x2)が、更に前述の希釈溶媒を含有することが好ましい。また、組成物(x2)に希釈溶媒を配合して得られる溶液の有効成分濃度も、前述のとおりである。
・工程(1B):組成物(x1)からなる塗膜(x1’)と、組成物(y)からなる塗膜(y’)と、組成物(x2)からなる塗膜(x2’)とをこの順で直接積層して形成する工程。
・工程(2B):塗膜(x1’)、塗膜(y’)、及び塗膜(x2’)を同時に乾燥させて、粘着剤層(X1)、熱膨張性基材(Y)、及び粘着剤層(X2)がこの順で直接積層されている積層体を形成する工程。
以下、工程(1B)及び(2B)について説明する。
なお、取扱性の観点から、塗膜(x1’)又は塗膜(x2’)は、剥離材の剥離処理面上に形成することが好ましい。
また、組成物(x1)、組成物(y)、及び組成物(x2)を同時に塗布する際に用いるコーターとしては、少なくとも3層以上同時に塗布可能な多層コーターが挙げられる。具体的には、多層カーテンコーター、多層ダイコーター等が挙げられる。これらの中でも、操作性の観点から、3層以上同時に塗布可能な多層ダイコーターが好ましい。
希釈溶媒としては、粘着シートの欄で説明した前述の希釈溶媒が使用できる。
また、各組成物に希釈溶媒を配合して得られる溶液の有効成分濃度は、粘着シートの欄で前述したとおりである。
例えば、塗膜(x1’)、塗膜(y’)、及び塗膜(x2’)の各塗膜の形成ごとに、その都度プレ乾燥処理を行ってもよく、塗膜(x1’)及び塗膜(y’)の2層の塗膜を形成後に、当該2層に同時にプレ乾燥処理を行った後、塗膜(x2’)を形成してもよい。プレ乾燥を行なう場合、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性をより良好とする観点からは、塗膜(x1’)及び塗膜(y’)の2層の塗膜を形成後に、当該2層を同時にプレ乾燥処理する方が好ましい。
本工程(1B)における、プレ乾燥処理を行う際の乾燥温度としては、通常は、形成した塗膜の硬化が進行しない程度の温度範囲で適宜設定されるが、好ましくは工程(2B)での乾燥温度未満である。
「工程(2B)での乾燥温度未満」との規定が示す具体的な乾燥温度としては、好ましくは10〜45℃、より好ましくは10〜34℃、更に好ましくは15〜30℃である。
この乾燥過程において、塗膜(x1’)と塗膜(y’)との界面で、混層が生じ、塗膜(x1’)中の粘着性樹脂と塗膜(y’)中の樹脂とが絡み合う状態で乾燥して硬化することで、粘着剤層(X1)と熱膨張性基材(Y)との界面密着性が向上し、また、塗膜(y’)と塗膜(x2’)との界面で、混層が生じ、塗膜(y’)中の樹脂と塗膜(x2’)中の粘着性樹脂とが絡み合う状態で乾燥して硬化することで、熱膨張性基材(Y)と粘着剤層(X2)との界面密着性が向上するものと考えられる。
本発明の粘着シートは、建材、内装材、電子部品等の製造工程時における対象物の仮固定手段として有用であり、半導体装置の製造工程時における半導体チップの仮固定手段として好適に用いることができる。特に、封止樹脂によって封止された半導体チップの表面上に、再配線層を設け、再配線層を介して、はんだボールと半導体チップとを電気的に接続した半導体パッケージ(FOWLP(Fan out Wafer Level Package)と呼ばれる)の製造時における仮固定手段として好適に用いることができる。
ゲル浸透クロマトグラフ装置(東ソー株式会社製、製品名「HLC−8020」)を用いて、下記の条件下で測定し、標準ポリスチレン換算にて測定した値を用いた。
(測定条件)
・カラム:「TSK guard column HXL−L」「TSK gel G2500HXL」「TSK gel G2000HXL」「TSK gel G1000HXL」(いずれも東ソー株式会社製)を順次連結したもの
・カラム温度:40℃
・展開溶媒:テトラヒドロフラン
・流速:1.0mL/分
株式会社テクロック製の定圧厚さ測定器(型番:「PG−02J」、標準規格:JIS K6783、Z1702、Z1709に準拠)を用いて測定した。
具体的には、測定対象の粘着シートの総厚を測定した上で、予め測定した剥離材の厚みを差し引いた値を「積層体の厚さ」とした。
走査型電子顕微鏡(日立製作所株式会社製、製品名「S−4700」)を用いて、積層体の厚さ方向における断面を観察し、積層体の厚さに対する、粘着剤層(X1)、熱膨張性基材(Y)及び粘着剤層(X2)のそれぞれの厚さ比を測定した。
そして、各層の厚さ比に基づき、上述の方法により測定した「積層体の厚さ」の実測値から、各層の厚さを算出した。
レーザ回折式粒度分布測定装置(例えば、Malvern社製、製品名「マスターサイザー3000」)を用いて、23℃における膨張前の熱膨張性粒子の粒子分布を測定した。
そして、粒子分布の粒子径の小さい方から計算した累積体積頻度が50%及び90%に相当する粒子径を、それぞれ「熱膨張性粒子の平均粒子径(D50)」及び「熱膨張性粒子の90%粒子径(D90)とした。
測定対象となる熱膨張性基材を後述の重剥離フィルムと軽剥離フィルムに挟持された状態で厚さ20μmとなるように積層体サンプル(重剥離フィルム/熱膨張性基材/軽剥離フィルム)を作成した。作成したサンプルを一辺10mmの正方形に切断した後、23℃、50%RH(相対湿度)の環境下で24時間静置し、軽剥離フィルムと重剥離フィルムを除去したものを試験サンプルとした。
そして、23℃、50%RH(相対湿度)の環境下で、タッキング試験機(日本特殊測器株式会社製,製品名「NTS−4800」)を用いて、試験サンプルの表面におけるプローブタック値を、JIS Z0237:1991に準拠して測定した。
具体的には、直径5mmのステンレス鋼製のプローブを、1秒間、接触荷重0.98N/cm2で試験サンプルの表面に接触させた後、当該プローブを10mm/秒の速度で、試験サンプルの表面から離すのに必要な力を測定した。そして、その測定した値を、その試験サンプルのプローブタック値とした。
測定対象となる熱膨張性基材を縦5mm×横30mm×厚さ200μmの大きさとし、剥離材を除去したものを試験サンプルとした。
動的粘弾性測定装置(TAインスツルメント社製,製品名「DMAQ800」)を用いて、試験開始温度0℃、試験終了温度300℃、昇温速度3℃/分、振動数1Hz、振幅20μmの条件で、所定の温度における、当該試験サンプルの貯蔵弾性率E’を測定した。
実施例及び比較例で製造した粘着シートを、縦50mm×横30mmの大きさに切断した。そして、JIS K5600−5−6に準拠して評価した。
以下の基準により、粘着剤層(X1)と、熱膨張性基材(Y)との界面、及び粘着剤層(X2)と、熱膨張性基材(Y)との界面の2つの界面における密着性を評価した。
・A:2つの界面共にJIS K5600−5−6による分類が「0(最良)」であった。
・B:少なくともいずれか一方の界面がJIS K5600−5−6による分類が「1」〜「4」であった。
・F:少なくともいずれか一方の界面がJIS K5600−5−6による分類が「5(最劣)」であった。
作製した粘着シートの軽剥離フィルムを除去し、表出した粘着剤層(X2)の粘着表面上に、厚さ50μmのポリエチレンテレフタレート(PET)フィルム(東洋紡株式会社製、製品名「コスモシャインA4100」)を積層し、基材付き粘着シートとした。そして、当該粘着シートの重剥離フィルムも除去し、被着体であるステンレス鋼板(SUS304 360番研磨)に貼付し、23℃、50%RH(相対湿度)の環境下で、24時間静置したものを試験サンプルとした。
そして、上記の試験サンプルを用いて、23℃、50%RH(相対湿度)の環境下で、JIS Z0237:2000に基づき、180°引き剥がし法により、引っ張り速度300mm/分にて、23℃における粘着力を測定した。
また、上記の試験サンプルをホットプレート上にて、熱膨張性粒子の膨張開始温度(208℃)以上となる240℃で3分間加熱し、標準環境(23℃、50%RH(相対湿度))にて60分間静置した後、JIS Z0237:2000に基づき、180°引き剥がし法により、引っ張り速度300mm/分にて、膨張開始温度以上での加熱後の粘着力も測定した。
なお、被着体であるステンレス鋼板に貼付することができないほどに粘着力の測定が困難である場合には、「測定不能」とし、その粘着力は0(N/25mm)であるとした。
・アクリル系共重合体(i):2−エチルヘキシルアクリレート(2EHA)/2−ヒドロキシエチルアクリレート(HEA)=80.0/20.0(質量比)からなる原料モノマーに由来の構成単位を有する、Mw60万のアクリル系共重合体を含む溶液。希釈溶媒:酢酸エチル、固形分濃度:40質量%。
・アクリル系共重合体(ii):n−ブチルアクリレート(BA)/メチルメタクリレート(MMA)/2−ヒドロキシエチルアクリレート(HEA)/アクリル酸=86.0/8.0/5.0/1.0(質量比)からなる原料モノマーに由来の構成単位を有する、Mw60万のアクリル系共重合体を含む溶液。希釈溶媒:酢酸エチル、固形分濃度:40質量%。
<添加剤>
・イソシアネート架橋剤(i):東ソー株式会社製、製品名「コロネートL」、固形分濃度:75質量%。
<熱膨張性粒子>
・熱膨張性粒子(i):株式会社クレハ製、製品名「S2640」、膨張開始温度(t)=208℃、平均粒子径(D50)=24μm、90%粒子径(D90)=49μm。
<剥離材>
・重剥離フィルム:リンテック株式会社製、製品名「SP−PET382150」、ポリエチレンテレフタレート(PET)フィルムの片面に、シリコーン系剥離剤から形成した剥離剤層を設けたもの、厚さ:38μm。
・軽剥離フィルム:リンテック株式会社製、製品名「SP−PET381031」、PETフィルムの片面に、シリコーン系剥離剤から形成した剥離剤層を設けたもの、厚さ:38μm。
粘着性樹脂である、上記アクリル系共重合体(i)の固形分100質量部に、上記イソシアネート系架橋剤(i)5.0質量部(固形分比)を配合し、トルエンで希釈し、均一に撹拌して、固形分濃度(有効成分濃度)25質量%の組成物(x1)を調製した。
粘着性樹脂である、上記アクリル系共重合体(ii)の固形分100質量部に、上記イソシアネート系架橋剤(i)0.8質量部(固形分比)を配合し、トルエンで希釈し、均一に撹拌して、固形分濃度(有効成分濃度)25質量%の組成物(x2)を調製した。
(1)ウレタンプレポリマーの合成
窒素雰囲気下の反応容器内に、質量平均分子量1,000のカーボネート型ジオール100質量部(固形分比)に対して、イソホロンジイソシアネート(IPDI)を、カーボネート型ジオールの水酸基とイソホロンジイソシアネートのイソシアネート基との当量比が1/1となるように配合し、さらにトルエン160質量部を加え、窒素雰囲気下にて、撹拌しながら、イソシアネート基濃度が理論量に到達するまで、80℃で6時間以上反応させた。
次いで、2−ヒドロキシエチルメタクリレート(2−HEMA)1.44質量部(固形分比)をトルエン30質量部に希釈した溶液を添加して、両末端のイソシアネート基が消滅するまで、更に80℃で6時間反応させ、質量平均分子量2.9万のウレタンプレポリマーを得た。
窒素雰囲気下の反応容器内に、上記(1)で得たウレタンプレポリマー100質量部(固形分比)、メチルメタクリレート(MMA)117質量部(固形分比)、2−ヒドロキシエチルメタクリレート(2−HEMA)5.1質量部(固形分比)、1−チオグリセロール1.1質量部(固形分比)、及びトルエン50質量部を加え、撹拌しながら、105℃まで昇温した。
そして、反応容器内に、さらにラジカル開始剤(株式会社日本ファインケム製、製品名「ABN−E」)2.2質量部(固形分比)をトルエン210質量部で希釈した溶液を、105℃に維持したまま4時間かけて滴下した。
滴下終了後、105℃で6時間反応させ、質量平均分子量10.5万のアクリルウレタン系樹脂の溶液を得た。
上記(2)で得たアクリルウレタン系樹脂の溶液の固形分100質量部に対して、上記イソシアネート系架橋剤(i)6.3質量部(固形分比)、触媒としてジオクチルスズビス(2−エチルヘキサノエート)1.4質量部(固形分比)、及び上記熱膨張性粒子(i)を配合し、トルエンで希釈し、均一に撹拌して、固形分濃度(有効成分濃度)30質量%の組成物(y)を調製した。
なお、得られた組成物(y)中の有効成分の全量(100質量%)に対する、熱膨張性粒子(i)の含有量は20質量%であった。
(1)塗膜の形成
剥離材である重剥離フィルムの剥離剤層上に、製造例1で調製した組成物(x1)、製造例3で調製した組成物(y)、及び、製造例2で調製した組成物(x2)をこの順で、多層ダイコーター(幅:250mm)を用いて、同時塗布し、塗膜(x1’)、塗膜(y’)及び塗膜(x2’)をこの順で同時に形成した。
(2)乾燥処理
形成した塗膜(x1’)、塗膜(y’)及び塗膜(x2’)を、乾燥温度125℃で60秒間、同時に乾燥させ、重剥離フィルムの剥離剤層から順に、層(X1)、層(Y)及び層(X2)を直接積層した積層体を形成した。
そして、表出している層(X2)の表面上に、軽剥離フィルムの剥離剤層を積層させ、実施例1の粘着シートを得た。
層(X1)、層(Y)及び層(X2)の厚さが、それぞれ、表1に記載の厚さになるように組成物(x1)、組成物(y)及び組成物(x2)の塗布量を変更したこと以外は、実施例1と同様の方法を用いて、実施例2の粘着シートを得た。
剥離材である重剥離フィルムの剥離剤層上に、製造例1で調製した組成物(x1)からなる塗膜(x1’)を形成し、乾燥温度110℃で120秒間乾燥させ、層(X1)を形成した。
また、層(X1)上の剥離フィルムとは別に用意した軽剥離フィルムの剥離剤層上に、製造例3で調製した組成物(y)からなる塗膜(y’)を形成し、乾燥温度110℃で120秒間乾燥させ、層(Y)を形成した。
更に、別に用意した軽剥離フィルムの剥離剤層上に、製造例2で調製した組成物(x2)を用いて、塗膜(x2’)を形成し、乾燥温度110℃で120秒間乾燥させ、層(X2)を形成した。
そして、表出している層(X1)の表面上に、層(Y)を積層し、更に層(Y)上の軽剥離フィルムを除去し、表出した層(Y)の表面上に、層(X2)を積層させ、重剥離フィルム、層(X1)、層(Y)、層(X2)、及び軽剥離フィルムの順で積層された比較例1の粘着シートを得た。
実施例及び比較例で作製した粘着シートが有する積層体の厚さ、並びに、当該積層体を構成する層(X1)、層(Y)、及び層(X2)の厚さを、前述の方法に準拠して測定した。当該測定結果を表1に示す。

2a、2b 両面粘着シート
10 積層体
11 熱膨張性基材(Y)
12、121 粘着剤層(X1)
122 粘着剤層(X2)
13、131、132 剥離材
Claims (8)
- 粘着剤層(X1)及び非粘着性である熱膨張性基材(Y)がこの順で直接積層されている積層体を有する粘着シートであって、
前記積層体が、
粘着剤層(X1)の形成材料である、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)と、
熱膨張性基材(Y)の形成材料である、樹脂及び熱膨張性粒子を含む組成物(y)からなる塗膜(y’)と、
をこの順で直接積層した後、塗膜(x1’)及び塗膜(y’)を同時に乾燥して形成されたものである、粘着シート。 - 熱膨張性基材(Y)が、下記要件(1)を満たす、請求項1に記載の粘着シート。
・要件(1):前記熱膨張性粒子の膨張開始温度(t)における、熱膨張性基材(Y)の貯蔵弾性率E’(t)が、1.0×107Pa以下である。 - 熱膨張性基材(Y)が、下記要件(2)を満たす、請求項1又は2に記載の粘着シート。
・要件(2):23℃における、熱膨張性基材(Y)の貯蔵弾性率E’(23)が、1.0×106Pa以上である。 - 熱膨張性基材(Y)の厚さが5〜140μmである、請求項1〜3のいずれかに記載の粘着シート。
- 熱膨張性基材(Y)の表面におけるプローブタックの値が、50mN/5mmφ未満である、請求項1〜4のいずれかに記載の粘着シート。
- 前記積層体が粘着剤層(X2)を更に含み、粘着剤層(X1)、熱膨張性基材(Y)、及び粘着剤層(X2)がこの順で直接積層されている、請求項1〜5のいずれに記載の粘着シート。
- 前記積層体が、
粘着剤層(X1)の形成材料である、粘着性樹脂を含む組成物(x1)からなる塗膜(x1’)と、
熱膨張性基材(Y)の形成材料である、樹脂及び熱膨張性粒子を含む組成物(y)からなる塗膜(y’)と、
粘着剤層(X2)の形成材料である、粘着性樹脂を含む組成物(x2)からなる塗膜(x2’)と、
をこの順で直接積層した後、塗膜(x1’)、(y’)及び(x2’)を同時に乾燥して形成されたものである、請求項6に記載の粘着シート。 - 前記熱膨張性粒子の23℃における膨張前の平均粒子径が、3〜100μmである、請求項1〜7のいずれかに記載の粘着シート。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017073240 | 2017-03-31 | ||
| JP2017073240 | 2017-03-31 | ||
| PCT/JP2018/013355 WO2018181768A1 (ja) | 2017-03-31 | 2018-03-29 | 粘着シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2018181768A1 JPWO2018181768A1 (ja) | 2020-02-06 |
| JP6764525B2 true JP6764525B2 (ja) | 2020-09-30 |
Family
ID=63676212
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019510155A Active JP6764525B2 (ja) | 2017-03-31 | 2018-03-29 | 粘着シート |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6764525B2 (ja) |
| KR (1) | KR102573604B1 (ja) |
| CN (1) | CN110506089B (ja) |
| TW (1) | TWI825012B (ja) |
| WO (1) | WO2018181768A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210148093A (ko) * | 2019-03-29 | 2021-12-07 | 도레이 필름 카코우 가부시키가이샤 | 적층 필름 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4651799B2 (ja) * | 2000-10-18 | 2011-03-16 | 日東電工株式会社 | エネルギー線硬化型熱剥離性粘着シート、及びこれを用いた切断片の製造方法 |
| JP4521976B2 (ja) * | 2000-11-02 | 2010-08-11 | 日東電工株式会社 | 粘着テープの製造方法およびその装置 |
| JP2006291137A (ja) * | 2005-04-14 | 2006-10-26 | Nitto Denko Cs System Kk | 粘着テープ類およびその使用方法 |
| US20090110861A1 (en) * | 2007-10-29 | 2009-04-30 | 3M Innovative Properties Company | Pressure sensitive adhesive article |
| JP6018839B2 (ja) * | 2012-08-23 | 2016-11-02 | 藤森工業株式会社 | アイコンシートの製造方法 |
| JP6036674B2 (ja) * | 2013-12-20 | 2016-11-30 | 王子ホールディングス株式会社 | 両面粘着シート、剥離シート付き両面粘着シート、その製造方法および透明積層体 |
| JP6291322B2 (ja) * | 2014-04-02 | 2018-03-14 | リンテック株式会社 | 粘着シート及び粘着シートの製造方法 |
| WO2016076131A1 (ja) * | 2014-11-13 | 2016-05-19 | Dic株式会社 | 両面粘着テープ、物品及び分離方法 |
| JP2017002190A (ja) * | 2015-06-10 | 2017-01-05 | リンテック株式会社 | 加熱剥離性粘着シート |
-
2018
- 2018-03-29 WO PCT/JP2018/013355 patent/WO2018181768A1/ja active Application Filing
- 2018-03-29 JP JP2019510155A patent/JP6764525B2/ja active Active
- 2018-03-29 CN CN201880022513.9A patent/CN110506089B/zh active Active
- 2018-03-29 KR KR1020197027701A patent/KR102573604B1/ko active IP Right Grant
- 2018-03-30 TW TW107111118A patent/TWI825012B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| KR102573604B1 (ko) | 2023-09-01 |
| WO2018181768A1 (ja) | 2018-10-04 |
| KR20190133168A (ko) | 2019-12-02 |
| TW201842115A (zh) | 2018-12-01 |
| CN110506089A (zh) | 2019-11-26 |
| JPWO2018181768A1 (ja) | 2020-02-06 |
| CN110506089B (zh) | 2022-01-18 |
| TWI825012B (zh) | 2023-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6764524B2 (ja) | 粘着シート | |
| JP6761115B2 (ja) | 半導体装置の製造方法及び両面粘着シート | |
| JP6792700B2 (ja) | 加工検査対象物の加熱剥離方法 | |
| JP6764526B2 (ja) | 粘着シート | |
| JP6761116B2 (ja) | 半導体装置の製造方法及び粘着シート | |
| JP7340457B2 (ja) | 粘着性積層体、樹脂膜付き加工対象物の製造方法、及び硬化樹脂膜付き硬化封止体の製造方法 | |
| WO2019181447A1 (ja) | 加工品の製造方法及び粘着性積層体 | |
| JP6764525B2 (ja) | 粘着シート | |
| CN112203840B (zh) | 粘合性层叠体、粘合性层叠体的使用方法、以及半导体装置的制造方法 | |
| WO2020013211A1 (ja) | 剥離検知ラベル | |
| JP6808817B2 (ja) | 粘着シート | |
| WO2018181108A1 (ja) | 印刷印字用粘着シート、及び印刷印字用粘着シートの製造方法 | |
| WO2019235217A1 (ja) | 硬化封止体の製造方法 | |
| WO2018101335A1 (ja) | 両面粘着シート、及び両面粘着シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200605 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200605 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200605 |
|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20200813 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200825 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200911 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6764525 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |