JP6760972B2 - 結合部材を位置決めする装置及び方法 - Google Patents
結合部材を位置決めする装置及び方法 Download PDFInfo
- Publication number
- JP6760972B2 JP6760972B2 JP2017562739A JP2017562739A JP6760972B2 JP 6760972 B2 JP6760972 B2 JP 6760972B2 JP 2017562739 A JP2017562739 A JP 2017562739A JP 2017562739 A JP2017562739 A JP 2017562739A JP 6760972 B2 JP6760972 B2 JP 6760972B2
- Authority
- JP
- Japan
- Prior art keywords
- lever
- coupling member
- slider
- arm
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000008878 coupling Effects 0.000 title claims description 123
- 238000010168 coupling process Methods 0.000 title claims description 123
- 238000005859 coupling reaction Methods 0.000 title claims description 123
- 238000000034 method Methods 0.000 title description 8
- 230000000903 blocking effect Effects 0.000 claims description 70
- 230000013011 mating Effects 0.000 description 4
- 230000004913 activation Effects 0.000 description 1
- 230000002146 bilateral effect Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
- B23P19/062—Pierce nut setting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/006—Holding or positioning the article in front of the applying tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/007—Picking-up and placing mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/30—Particular elements, e.g. supports; Suspension equipment specially adapted for portable riveters
- B21J15/32—Devices for inserting or holding rivets in position with or without feeding arrangements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
- Labeling Devices (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Insertion Pins And Rivets (AREA)
Description
なお、本願発明の実施形態として、以下の参考例も含まれる。
[参考例]
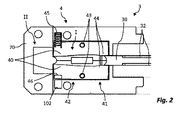
結合部材(2)を位置決めする方法であって、結合部材(2)が送り装置によって引き取り領域(I)から接合装置のための引き渡し領域(II)内へ移動され、前記引き取り領域(I)から前記引き渡し領域(II)内への前記結合部材(2)の移動が、阻止装置(4)の阻止位置に配置された少なくとも1つのレバー(40)によって阻止され、前記阻止装置(4)の前記少なくとも1つのレバー(40)が、前記結合部材(2)を前記引き渡し領域(II)へ移動させるために、解放位置へ移動される、ものにおいて、
前記結合部材(2)が前記引き取り領域内に引き取られる場合に、前記阻止位置から前記解放位置への前記少なくとも1つのレバー(40)の移動が、終端ストッパによって阻止され、
前記少なくとも1つのレバー(40)が、第1のアーム(41)と第2のアーム(42)を有する両側のレバー(40)として形成されており、
前記引き取り領域(I)内に前記結合部材(2)が引き取られる場合に、前記少なくとも1つのレバー(40)の第1のアーム(41)は前記終端ストッパと協働するので、前記阻止位置から前記解放位置への前記レバー(40)の移動が阻止され、かつ
前記引き取り領域(I)から前記引き渡し領域(II)内への前記結合部材(2)の移動が、前記阻止装置(4)の前記阻止位置に配置された前記少なくとも1つの両側のレバ−(40)の第2のアーム(42)によって阻止される、
ことを特徴とする結合部材を位置決めする方法。
Claims (7)
- −送り装置(3)と、
−阻止位置と解放位置との間で揺動可能な少なくとも1つのレバー(40)を備えた、阻止装置(4)と
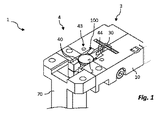
を有する、結合部材(2)を位置決めする装置であって、
前記送り装置(3)が、前記少なくとも1つのレバー(40)に対して線形に摺動可能なスライダ(30)を有しており、かつ、前記結合部材(2)が前記送り装置(3)によって引き取り領域(I)から接合装置のための引き渡し領域(II)へ移動可能であり、少なくとも1つのレバー(40)が前記阻止位置と前記解放位置との間で揺動可能であり、かつ前記少なくとも1つのレバー(40)が前記阻止位置において、前記引き取り領域(I)から前記引き渡し領域(II)内への前記結合部材(2)の移動を阻止する、ものにおいて、
前記少なくとも1つのレバー(40)に対して変位可能な少なくとも1つの終端ストッパが設けられており、該少なくとも1つの終端ストッパによって、前記阻止位置から前記解放位置への前記少なくとも1つのレバー(40)の移動が阻止可能であって、
前記スライダ(30)の第1の部分が、終端ストッパとして機能し、
前記少なくとも1つのレバー(40)が、第1のアーム(41)と第2のアーム(42)を有する両側のレバー(40)として形成されており、かつ
前記少なくとも1つのレバー(40)の前記第1のアーム(41)が、前記阻止位置から前記解放位置への前記少なくとも1つのレバー(40)の移動を阻止するために前記スライダ(30)の前記第1の部分と協働し、かつ前記少なくとも1つのレバー(40)の前記第2のアーム(42)が、前記阻止位置において前記結合部材(2)のための保持ジョーとして機能し、かつ
前記第2のアーム(42)はガイド面を有し、前記結合部材(2)は、前記スライダ(30)によって、前記少なくとも1つのレバー(40)の前記第2のアーム(42)の前記ガイド面に沿って前記引き渡し領域(II)内へ移動可能である、
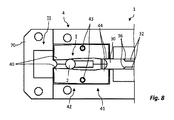
ことを特徴とする結合部材を位置決めする装置。 - 前記阻止装置は、逆方向に揺動可能な2つの両側のレバー(40)を有しており、前記レバー(40)の前記第1のアーム(41)が、前記阻止位置から前記解放位置への前記レバー(40)の移動を阻止するために前記終端ストッパと協働し、かつ前記レバー(40)の前記第2のアーム(42)が、前記結合部材(2)用の保持ジョーとして機能する、ことを特徴とする請求項1に記載の装置。
- 前記少なくとも1つのレバー(40)に力部材が対応づけられており、前記力部材がレバー(40)を前記阻止位置へ強制移動させる、ことを特徴とする請求項1又は2に記載の装置。
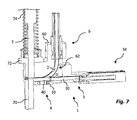
- 前記スライダ(30)が、長手方向において前記第1の部分に対して離隔した第2の部分を有しており、該第2の部分は、アンロック位置を通過した後に前記少なくとも1つのレバー(40)の前記解放位置への揺動を可能にするための形状を有している、ことを特徴とする請求項1から3のいずれか1項に記載の装置。
- 前記レバー(40)の前記第1のアーム(41)が、前記スライダ(30)の操作ルート内へ突出する、前記終端ストッパと協働する突出部(44)を有しており、好ましくは前記スライダ(30)の前記突出部(44)へ向いた壁が前記第2の部分内に溝(32)を有している、ことを特徴とする請求項4に記載の装置。
- アイドルストロークの場合の、前記引き渡し領域(II)の方向における前記送り装置(3)の最大の操作移動が、結合部材(2)の位置決めストロークの場合の、前記引き渡し領域(II)の方向における前記送り装置(3)の最大の操作移動よりも大きい、ことを特徴とする請求項1から5のいずれか1項に記載の装置。
- 結合部材を引き取り領域(I)へ個々に供給するための供給装置(6)と、
引き渡し領域(II)内に位置決めされた結合部材(2)をセットするためのセッティングピストン(7)と、
送り装置(3)及び阻止装置(4)を有しており、結合部材(2)を前記引き取り領域(I)から前記引き渡し領域(II)内へ移動させることのできる、請求項1から6のいずれか1項に記載の装置と、
を有する、結合部材をセットする装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015210322.6 | 2015-06-03 | ||
| DE102015210322.6A DE102015210322A1 (de) | 2015-06-03 | 2015-06-03 | Vorrichtung und Verfahren zum Positionieren von Verbindungselementen |
| PCT/EP2016/061985 WO2016193140A1 (de) | 2015-06-03 | 2016-05-27 | Vorrichtung und verfahren zum positionieren von verbindungselementen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018519172A JP2018519172A (ja) | 2018-07-19 |
| JP2018519172A5 JP2018519172A5 (ja) | 2019-02-14 |
| JP6760972B2 true JP6760972B2 (ja) | 2020-09-23 |
Family
ID=56108621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017562739A Active JP6760972B2 (ja) | 2015-06-03 | 2016-05-27 | 結合部材を位置決めする装置及び方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20180154488A1 (ja) |
| EP (1) | EP3302875B1 (ja) |
| JP (1) | JP6760972B2 (ja) |
| KR (1) | KR102613541B1 (ja) |
| CN (1) | CN108025408A (ja) |
| DE (1) | DE102015210322A1 (ja) |
| WO (1) | WO2016193140A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106670759B (zh) * | 2016-12-01 | 2019-01-11 | 江苏通正机械科技有限公司 | 割刀压板上料机构的上料装置 |
| GB2569126A (en) | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Fastener magazines, and related supply systems and methods |
| GB2569127A (en) | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Nose arrangements for fastener setting machines, and related methods |
| GB2569122A (en) | 2017-12-05 | 2019-06-12 | Atlas Copco Ias Uk Ltd | Fastener handling devices for fastener setting machines, and related methods |
| CN109127994B (zh) * | 2018-11-23 | 2024-04-02 | 东莞市诚大机械科技有限公司 | 一种铆钉送料装置及送料方法 |
| CN110252933A (zh) * | 2019-06-29 | 2019-09-20 | 山东红旗机电集团股份有限公司 | 飞行器尾杆与铆钉合装装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3969808A (en) * | 1975-05-05 | 1976-07-20 | Multifastener Corporation | Fastener installation head |
| DE2603439A1 (de) * | 1975-05-05 | 1976-12-02 | Multifastener Corp | Stanzkopf zum befestigen von muttern |
| JPS5721895A (en) * | 1980-07-15 | 1982-02-04 | Nichiden Kikai Kk | Part inserting device |
| AU2214399A (en) * | 1998-01-07 | 1999-07-26 | Fabristeel Products, Inc. | A fastener installation head having a pivoting fastener drive assembly |
| DE102004025492A1 (de) | 2004-05-21 | 2009-08-06 | Volkswagen Ag | Verfahren zum Fügen mittels mechanischen Eintreibens und Verschweißens eines Fügeelementes, sowie derartiges Fügeelement |
| DE102004042969A1 (de) * | 2004-09-02 | 2006-03-09 | Heiko Schmidt | System zum Verbinden von Schweißbolzen mit Werkstücken sowie Vorrichtung zum Positionieren und Vereinzeln von Schweißbolzen für ein derartiges System |
| DE102006016255A1 (de) | 2006-03-31 | 2007-10-04 | Arnold & Shinjo Gmbh & Co. Kg | Einpressen von Bolzen |
| CN100569435C (zh) * | 2008-03-27 | 2009-12-16 | 中国华录·松下电子信息有限公司 | 用于重力式机壳打螺钉机的螺刀头装置 |
| DE102009024433A1 (de) * | 2009-06-05 | 2010-12-09 | Newfrey Llc, Newark | Vereinzelungsschieber für eine Vorrichtung zum Zuführen eines Verbindungselements |
| CN202607211U (zh) * | 2011-05-17 | 2012-12-19 | 深圳市卓胜通科技有限公司 | 一种使用弹簧复位的夹嘴螺丝定位机构 |
| US8769788B2 (en) * | 2011-06-17 | 2014-07-08 | Btm Corporation | Rivet machine |
| JP6198743B2 (ja) | 2012-09-28 | 2017-09-20 | 富士機械製造株式会社 | 作業装置 |
| CN103862273A (zh) * | 2012-12-18 | 2014-06-18 | 富泰华工业(深圳)有限公司 | 螺钉定位装置 |
| CN104647014A (zh) * | 2013-11-21 | 2015-05-27 | 天津北科精工自动化科技发展有限责任公司 | 螺钉输送夹头 |
| CN204277419U (zh) * | 2014-10-30 | 2015-04-22 | 东莞市米勒机器人有限公司 | 一种防止螺丝翻转的夹头及其自动锁螺丝机 |
| US11000926B2 (en) * | 2017-12-20 | 2021-05-11 | Penn Automotive, Inc. | Fastener feed head |
-
2015
- 2015-06-03 DE DE102015210322.6A patent/DE102015210322A1/de not_active Withdrawn
-
2016
- 2016-05-27 EP EP16727389.5A patent/EP3302875B1/de active Active
- 2016-05-27 JP JP2017562739A patent/JP6760972B2/ja active Active
- 2016-05-27 WO PCT/EP2016/061985 patent/WO2016193140A1/de active Application Filing
- 2016-05-27 KR KR1020187000218A patent/KR102613541B1/ko active IP Right Grant
- 2016-05-27 CN CN201680032050.5A patent/CN108025408A/zh active Pending
- 2016-05-27 US US15/578,425 patent/US20180154488A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016193140A1 (de) | 2016-12-08 |
| CN108025408A (zh) | 2018-05-11 |
| US20180154488A1 (en) | 2018-06-07 |
| EP3302875B1 (de) | 2019-05-22 |
| EP3302875A1 (de) | 2018-04-11 |
| JP2018519172A (ja) | 2018-07-19 |
| KR102613541B1 (ko) | 2023-12-13 |
| DE102015210322A1 (de) | 2016-12-08 |
| KR20180038438A (ko) | 2018-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6760972B2 (ja) | 結合部材を位置決めする装置及び方法 | |
| US10160068B2 (en) | Device for positioning and supplying fixing elements | |
| US7475468B2 (en) | Method of operating a rivet machine | |
| JP5903159B2 (ja) | チャック装置 | |
| US9409227B2 (en) | Method and device for feeding fasteners | |
| KR101866179B1 (ko) | 부품 삽입 조립 장치 | |
| US8887364B2 (en) | Rivet setter | |
| KR101757983B1 (ko) | 너트 인서트장치 | |
| JP2018519172A5 (ja) | ||
| CN112247554A (zh) | 液压铰链自动组装机 | |
| KR20190041419A (ko) | 절단 장치 | |
| US9149864B2 (en) | Rivet setter | |
| KR101113298B1 (ko) | 인서트 사출을 위한 인서트부재 자동 공급장치 | |
| JP2013066978A (ja) | 小物部品の供給装置 | |
| JP6114811B1 (ja) | ねじ締め機 | |
| EP2604374B1 (en) | Joining-element feeding method, joining-element holding arrangement and joining apparatus | |
| CN107626877B (zh) | 铆钉吸取机械爪与铆钉吸取装置 | |
| JP2008229793A (ja) | ワーク把持装置 | |
| JP2014162645A (ja) | 押し出し式部品供給装置 | |
| CN210676812U (zh) | 燃油喷射系统支架自动铆铜装置 | |
| CN210335013U (zh) | 一种汽车座椅解锁机构手柄弹簧自动装配机构 | |
| US9954336B2 (en) | Feeder device | |
| US10286503B2 (en) | Fastener delivery system | |
| JPH0114355Y2 (ja) | ||
| JP2022150111A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181225 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190712 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200513 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200903 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6760972 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |