JP6756459B2 - 鋳造および成形ツールを使用することによって金属の構成部材を製造する方法および装置 - Google Patents
鋳造および成形ツールを使用することによって金属の構成部材を製造する方法および装置 Download PDFInfo
- Publication number
- JP6756459B2 JP6756459B2 JP2014188110A JP2014188110A JP6756459B2 JP 6756459 B2 JP6756459 B2 JP 6756459B2 JP 2014188110 A JP2014188110 A JP 2014188110A JP 2014188110 A JP2014188110 A JP 2014188110A JP 6756459 B2 JP6756459 B2 JP 6756459B2
- Authority
- JP
- Japan
- Prior art keywords
- base
- casting
- pressure
- component
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005266 casting Methods 0.000 title claims description 119
- 238000000034 method Methods 0.000 title claims description 69
- 238000000465 moulding Methods 0.000 title claims description 41
- 229910052751 metal Inorganic materials 0.000 title claims description 31
- 239000002184 metal Substances 0.000 title claims description 31
- 238000004519 manufacturing process Methods 0.000 title claims description 30
- 238000007906 compression Methods 0.000 claims description 66
- 229910045601 alloy Inorganic materials 0.000 claims description 48
- 239000000956 alloy Substances 0.000 claims description 48
- 230000006835 compression Effects 0.000 claims description 41
- 239000000155 melt Substances 0.000 claims description 41
- 238000005242 forging Methods 0.000 claims description 34
- 238000001816 cooling Methods 0.000 claims description 25
- 238000003825 pressing Methods 0.000 claims description 20
- 230000007246 mechanism Effects 0.000 claims description 18
- 239000000470 constituent Substances 0.000 claims description 13
- 239000007790 solid phase Substances 0.000 claims description 3
- 239000000463 material Substances 0.000 description 25
- 230000008569 process Effects 0.000 description 23
- 238000005303 weighing Methods 0.000 description 11
- 239000011261 inert gas Substances 0.000 description 10
- 239000007787 solid Substances 0.000 description 10
- 238000007711 solidification Methods 0.000 description 9
- 230000008023 solidification Effects 0.000 description 9
- 239000007788 liquid Substances 0.000 description 7
- 229910001338 liquidmetal Inorganic materials 0.000 description 7
- 239000013078 crystal Substances 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000013461 design Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 239000007791 liquid phase Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000010587 phase diagram Methods 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 238000012805 post-processing Methods 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000003908 quality control method Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000010409 ironing Methods 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007528 sand casting Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/002—Hybrid process, e.g. forging following casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D15/00—Casting using a mould or core of which a part significant to the process is of high thermal conductivity, e.g. chill casting; Moulds or accessories specially adapted therefor
- B22D15/005—Casting using a mould or core of which a part significant to the process is of high thermal conductivity, e.g. chill casting; Moulds or accessories specially adapted therefor of rolls, wheels or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/02—Pressure casting making use of mechanical pressure devices, e.g. cast-forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/04—Influencing the temperature of the metal, e.g. by heating or cooling the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/09—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting by using pressure
- B22D27/11—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting by using pressure making use of mechanical pressing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D39/00—Equipment for supplying molten metal in rations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/28—Making machine elements wheels; discs
- B21K1/32—Making machine elements wheels; discs discs, e.g. disc wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/20—Shaping
- B60B2310/202—Shaping by casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/20—Shaping
- B60B2310/208—Shaping by forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
- B60B3/06—Disc wheels, i.e. wheels with load-supporting disc body formed by casting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49481—Wheel making
- Y10T29/49492—Land wheel
- Y10T29/49496—Disc type wheel
- Y10T29/49503—Integral rim and disc making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
- Y10T29/49988—Metal casting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
- Y10T29/5184—Casting and working
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
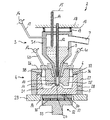
合金の溶融物を鋳造および成形ツール内へ鋳造するステップであって、その際、溶融物を、第1の圧力(P1)で上方から鋳造および成形ツールの基部またはリザーバ内へ注入するステップと;溶融物が固化しつつある間に鋳造および成形ツールの基部と上部との間で溶融物に圧力を加えるステップであって、その際、固化しつつある溶融物を、第1の圧力(P1)よりも高い第2の圧力(P2)で加圧するステップと;溶融物が少なくともほとんど固化し、構成部材を形成したとき、基部および上部のうちの少なくとも一方を基部および上部のうちの他方に対して移動させることによって構成部材を圧縮するステップであって、その際、構成部材を、第2の圧力(P2)よりも高い第3の圧力(P3)で圧縮するステップと、を含む方法である。
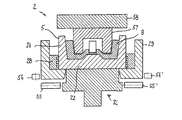
3 計量供給ユニット
4 鋳造および成形ツール
5 基部
6 上部
7 供給チャネル
8 構成部材
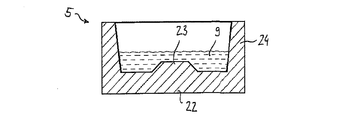
9 溶融物
10 供給管
11 出口開口
12 出口弁
13 制御センサ
14 充填レベル制御ユニット
15 温度センサ
16 不活性ガスユニット
17 供給管
18 構成部材
19 揺動機構
20 フィルタ
21 金型キャビティ
22 ベース部分
23 突出部
24 ケーシング部分
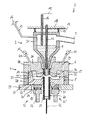
25 部分
26 フランジ部分
27 ケーシング部分
28 位置決め手段
29 ベース部材
30 開口
31 充填コンテナ
32 押圧機構
33 ストローク部材
34 支持部材
35 ベアリング手段
36 間隙
37 振動機構
38 貫通開口
39 貫通開口
40 ダクト
41 吸引ユニット
42 当接面
43 当接面
44 半径方向間隙
45 環状溝
46 ロッキング手段
47 冷却ユニット
48 冷却ユニット
49 中間部材
50 冷却ユニット
51 断熱装置
52 閉鎖シリンダ
53 入口開口
54 上側支持フレーム
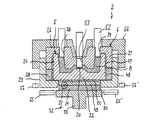
55 コンベヤローラ
56 コンベヤローラ
57 鍛造ツール
58 ホルダ
60 冷却ユニット
61 リザーバ
62 ピストン
P 圧力
S 方法ステップ
T 温度
Claims (9)
- 鋳造および成形ツールを使用して金属の構成部材を製造する方法であって、
合金の溶融物(9)を前記鋳造および成形ツール(4)内へ鋳造するステップ(S10)であって、その際、前記溶融物を、第1の圧力(P1)で前記鋳造および成形ツール(4)の基部(5)または該基部(5)に設けられたリザーバ(61)内へ注入して、前記基部(5)と前記鋳造および成形ツール(4)の上部(6)との間に形成されたキャビティ内に充填するステップと、
前記溶融物が固化しつつある間に前記鋳造および成形ツール(4)の前記基部(5)と上部(6)との間で前記溶融物に圧力を加えるステップ(S20)であって、その際、固化しつつある前記溶融物を、前記第1の圧力(P1)よりも高い第2の圧力(P2)で加圧するステップと、この場合、少なくとも、前記鋳造するステップ(S10)および前記圧力を加えるステップ(S20)のうちの一方の間、前記上部(6)を、前記基部(5)よりも低い温度に設定し、
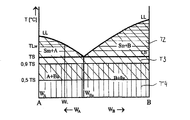
前記溶融物が少なくともほとんど固化し、前記構成部材を形成したとき初めて、前記基部(5)および前記上部のうちの少なくとも一方を全体的に前記基部(5)および前記上部(6)のうちの他方に対して移動させることによって前記構成部材を圧縮するステップ(S30)であって、その際、前記構成部材を、前記第2の圧力(P2)よりも高い第3の圧力(P3)で圧縮するステップと、を含むことを特徴とする、鋳造および成形ツールを使用して金属の構成部材を製造する方法。 - 固化しつつある前記溶融物に圧力を加える前記ステップ(S20)は、前記合金の液相線(TL)よりも低く、かつ固相線(TS)よりも高い構成部材−シェル温度(T2)において行われる請求項1記載の方法。
- 前記圧縮するステップ(S30)は、前記圧力を加えるステップ(S20)の間の前記構成部材−シェル温度(T2)よりも低い(T3<T2)、および前記合金の固相線(TS)の最小半分(T3>0.5TS)、のうちの少なくとも一方である構成部材−シェル温度(T3)で行われる請求項1又は2記載の方法。
- 前記圧縮するステップ(S30)は、前記基部(5)と前記上部(6)との相対運動によって行われ、前記鋳造および成形ツール(4)の前記基部(5)および前記上部(6)のうちの一方が、定置に保持されている請求項1から3までのいずれか1項記載の方法。
- 前記圧縮するステップ(S30)の間、前記上部(6)は、前記基部(5)よりも低い温度に設定される請求項1から4までのいずれか1項記載の方法。
- 前記基部(5)は、ベース部分(22)と環状のケーシング部分(24)とを有し、前記ケーシング部分(24)は、少なくとも、前記圧力を加えるステップ(S20)及び前記圧縮するステップ(S30)のうちの一方の間、前記基部(5)よりも低い温度に設定される請求項1から5までのいずれか1項記載の方法。
- 前記圧縮するステップ(S30)の後、構成部材が完全に固化させられたとき、前記方法は、別のステップとして、完全に固化した構成部材(8)の後圧縮のステップ(S40)を含み、前記後圧縮は、前記鋳造および成形ツール(4)の前記基部(5)内へ鍛造ツール(57)を移動させることによって行われ、これにより、構成部材は、少なくとも部分的な領域において前記鍛造ツール(57)によって圧縮および塑性変形させられる請求項1から6までのいずれか1項記載の方法。
- 前記圧縮するステップ(S30)および部分的な前記後圧縮のステップ(S40)のうちの少なくとも一方は、前記構成部材が、15%未満の変形の程度だけ変形させられるように行われる請求項1から7までのいずれか1項記載の方法。
- 請求項1記載の金属の構成部材を製造する方法の実施に使用する装置であって、
基部(5)および上部(6)を有する鋳造および成形ツール(4)であって、前記基部(5)および前記上部(6)には冷却ユニットおよび温度センサが設けられていて、前記上部(6)は前記基部(5)よりも低い温度に設定可能となっている成形ツール(4)と、
合金の溶融物(9)を上方から前記鋳造および成形ツール(4)の前記基部(5)またはリザーバ(61)内へ充填する計量供給ユニット(3)と、
少なくとも前記鋳造および成形ツール(4)内への合金の鋳造の間、前記基部(5)および前記上部(6)を互いに対して規定された位置に保持するための位置決め手段(28)と、
溶融した合金から少なくとも部分的に固化した前記構成部材が変形可能であるように前記基部(5)と前記上部(6)の全体的な相対移動を生ぜしめて前記第3の圧力(P3)で前記構成部材を圧縮する押圧機構(32)と、を備えることを特徴とする、金属の構成部材を製造する装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13184634.7 | 2013-09-16 | ||
| EP13184634.7A EP2848333B1 (de) | 2013-09-16 | 2013-09-16 | Verfahren und Vorrichtung zur Herstellung eines metallischen Bauteils mittels eines Gieß- und Formwerkzeugs |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015057294A JP2015057294A (ja) | 2015-03-26 |
| JP6756459B2 true JP6756459B2 (ja) | 2020-09-16 |
Family
ID=49226020
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014188110A Active JP6756459B2 (ja) | 2013-09-16 | 2014-09-16 | 鋳造および成形ツールを使用することによって金属の構成部材を製造する方法および装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US10022780B2 (ja) |
| EP (1) | EP2848333B1 (ja) |
| JP (1) | JP6756459B2 (ja) |
| KR (1) | KR102232632B1 (ja) |
| CN (1) | CN104439158B (ja) |
| AU (1) | AU2014218476B2 (ja) |
| BR (1) | BR102014022376A2 (ja) |
| CA (1) | CA2863313C (ja) |
| IN (1) | IN2014MU02749A (ja) |
| MX (1) | MX361898B (ja) |
| RU (1) | RU2593054C2 (ja) |
| TW (1) | TWI555595B (ja) |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3162460A1 (de) * | 2015-11-02 | 2017-05-03 | Mubea Performance Wheels GmbH | Leichtmetallgussbauteil und verfahren zum herstellen eines leichtmetallgussbauteils |
| CN106493337B (zh) * | 2016-11-18 | 2019-09-03 | 福州鸿基自动化设备有限公司 | 自吸式给汤机 |
| CN106378407A (zh) * | 2016-11-29 | 2017-02-08 | 洛阳秦汉精工股份有限公司 | 一种复合半固态模锻模具装置 |
| CN106345957A (zh) * | 2016-11-29 | 2017-01-25 | 洛阳秦汉精工股份有限公司 | 一种半固态模锻模具装置 |
| EP3330020B1 (de) | 2016-12-05 | 2021-10-06 | Mubea Performance Wheels GmbH | Giessvorrichtung und giessverfahren |
| RU2764620C2 (ru) * | 2018-07-10 | 2022-01-18 | Общество С Ограниченной Ответственностью "Бетарут" | Способ и устройство жидкой ковки двойного действия |
| CN108817350A (zh) * | 2018-07-13 | 2018-11-16 | 安徽思源三轻智能制造有限公司 | 液态模锻机的进料机构 |
| CN108672690A (zh) * | 2018-08-30 | 2018-10-19 | 福建亚亨机械股份有限公司 | 铅成型铅丝定量加铅铅锅 |
| RU2746073C1 (ru) * | 2019-12-20 | 2021-04-06 | Анвар Юсуфович Боташев | Способ литья под давлением |
| DE102020100691A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs, Vorrichtung zum Herstellen einer Kraftwagenfelge sowie Verfahren zum Herstellen von mehreren Kraftwagenfelgen |
| DE102020100701A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Kraftwagenfelge |
| DE102020100689A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie Kraftwagenfelge |
| DE102020100697A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Kraftwagenfelge |
| DE102020100702A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Vorrichtung zum Herstellen einer Kraftwagenfelge |
| DE102020100704A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie Vorrichtung zum Herstellen einer Kraftwagenfelge |
| DE102020100696A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Kraftwagenfelge |
| DE102020100703A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Kraftwagenfelge |
| DE102020100700A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Kraftwagenfelge |
| DE102020100693A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Kraftwagenfelge |
| DE102020100699A1 (de) | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Kraftwagenfelge |
| DE102020100705A1 (de) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Verfahren zum Herstellen einer Kraftwagenfelge aus Aluminium oder einer Aluminiumlegierung für ein Rad eines Kraftfahrzeugs sowie entsprechende Vorrichtung zum Herstellen einer Kraftwagenfelge |
| CN111186518A (zh) * | 2020-01-16 | 2020-05-22 | 济南慧成铸造有限公司 | 一种一体式车架及其制造方法 |
| RU2759369C1 (ru) * | 2020-11-19 | 2021-11-12 | Акционерное общество «Научно-производственная корпорация «Уралвагонзавод» имени Ф.Э. Дзержинского» | Способ контроля времени заполнения литейных форм и устройство для его осуществления |
| CN112453374A (zh) * | 2020-11-30 | 2021-03-09 | 中北大学 | 一种恒容式定量浇注方法 |
| CN112453373A (zh) * | 2020-11-30 | 2021-03-09 | 中北大学 | 一种恒容式定量浇注装置 |
| CN114160773B (zh) * | 2021-11-17 | 2024-01-30 | 浙江步阳汽轮有限公司 | 一种自动化低压铸造轮毂生产装置 |
| IT202100031076A1 (it) * | 2021-12-10 | 2023-06-10 | Paolo Zolesi | Metodo per fabbricare un pezzo in lega leggera tramite una colata di lega leggera fusa a bassa pressione e apparecchiatura per eseguire tale metodo |
| CN114433761B (zh) * | 2022-01-26 | 2023-09-15 | 太原理工大学 | 一种挤压成形带加强内筋的钛/铝复合筒形件及其成形工艺 |
| DE102022115993A1 (de) | 2022-06-28 | 2023-12-28 | Audi Aktiengesellschaft | Verfahren und Gießform zum Herstellen eines Rads für ein Kraftfahrzeug |
| TWI820882B (zh) * | 2022-08-29 | 2023-11-01 | 巧新科技工業股份有限公司 | 水平連續鑄造異型切片鑄料鍛造模具及其鍛造方法及水平連續鑄造異型鑄棒裝置 |
| CN118023501B (zh) * | 2024-03-01 | 2024-07-12 | 广州市型腔模具制造有限公司 | 一种高效的压铸模具用温控系统 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2504424A1 (fr) * | 1981-04-22 | 1982-10-29 | Amil Sa | Procede et dispositif perfectionnes de coulee par gravite avec pression additionnelle par verin |
| JPS6046856A (ja) * | 1983-08-24 | 1985-03-13 | Honda Motor Co Ltd | 加圧鋳造法 |
| SU1219242A1 (ru) * | 1984-10-31 | 1986-03-23 | Днепропетровский Ордена Трудового Красного Знамени Металлургический Институт Им.Л.И.Брежнева | Совмещенный способ лить и обработки давлением |
| SU1237308A1 (ru) * | 1984-12-06 | 1986-06-15 | Пермский политехнический институт | Пресс-форма дл лить с кристаллизацией под давлением |
| DE3812740A1 (de) | 1988-04-16 | 1989-10-26 | Wehag Leichtmetall Gmbh | Giess-schmiede-verfahren |
| IT1231211B (it) * | 1989-08-24 | 1991-11-23 | Tva Holding | Procedimento per la colata a pressione controllata di metalli fusi, particolarmente leghe leggere di alluminio e di magnesio, e apparecchiatura per la sua esecuzione |
| JP2518981B2 (ja) * | 1991-08-22 | 1996-07-31 | 株式会社レオテック | 半凝固金属の成形方法 |
| US5301739A (en) * | 1992-06-30 | 1994-04-12 | Cook Arnold J | Method for casting and densification |
| AU7928394A (en) * | 1993-10-07 | 1995-05-01 | Hayes Wheels International, Inc. | Method and apparatus for controlled directional solidification of a wheel casting |
| US5729883A (en) | 1994-09-30 | 1998-03-24 | Nissan Motor Co., Ltd. | Method of producing a forging |
| JP3343774B2 (ja) * | 1995-10-27 | 2002-11-11 | トピー工業株式会社 | 鋳造アルミホイールの製造方法 |
| JP2001232455A (ja) * | 2000-12-28 | 2001-08-28 | Bbs Motorsport & Engineering Gmbh | 溶融金属を鋳込むための方法と装置 |
| KR100548176B1 (ko) | 2003-06-23 | 2006-01-31 | 일 김 | 자동차용 알루미늄 휠 주조 장치 |
| JP2005074461A (ja) | 2003-08-29 | 2005-03-24 | Nisshin Seisakusho:Kk | 成形品の製造方法 |
| TWI265833B (en) | 2006-01-13 | 2006-11-11 | Taiwan Advanced Materials Tech | Vertical type vacuum continuous casting equipment |
| CN200954537Y (zh) | 2006-04-27 | 2007-10-03 | 葛明 | 立式全自动转子压铸机 |
| DE102006036369B4 (de) * | 2006-08-02 | 2009-04-09 | Kahn, Friedhelm, Prof. Dr. Ing. | Verfahren und Vorrichtung zur Herstellung von Bauteilen durch integriertes Schmelzen, Gießen und Umformen |
| US20080041552A1 (en) * | 2006-08-18 | 2008-02-21 | Dubay Richard L | Single-piece cooling blocks for casting and molding |
| KR20090079748A (ko) * | 2008-01-17 | 2009-07-22 | 오일광 | 프레스장치를 이용한 다단가압식 주·단조 금형유닛 및 그공법 |
| CN101468378B (zh) | 2008-06-21 | 2010-09-01 | 冯福贵 | 铝合金旋风炒锅液态模锻锻模及铝合金旋风炒锅制作工艺 |
| CN101787472B (zh) | 2010-03-18 | 2011-04-20 | 上海交通大学 | 耐热锻压镁稀土合金及其制备方法 |
| DE102011119643A1 (de) | 2011-11-28 | 2013-05-29 | UNIWHEELS Management (Switzerland) AG | Verfahren zur Herstellung eines Rohlings oder Sternrohlings für ein Fahrzeugrad |
| CN105705271A (zh) * | 2013-09-05 | 2016-06-22 | 通用汽车环球科技运作有限责任公司 | 生产高性能轴对称部件的方法和设备 |
-
2013
- 2013-09-16 EP EP13184634.7A patent/EP2848333B1/de active Active
-
2014
- 2014-08-27 IN IN2749MU2014 patent/IN2014MU02749A/en unknown
- 2014-09-01 AU AU2014218476A patent/AU2014218476B2/en not_active Ceased
- 2014-09-10 BR BR102014022376A patent/BR102014022376A2/pt not_active Application Discontinuation
- 2014-09-10 MX MX2014010868A patent/MX361898B/es active IP Right Grant
- 2014-09-12 CA CA2863313A patent/CA2863313C/en not_active Expired - Fee Related
- 2014-09-12 US US14/484,695 patent/US10022780B2/en active Active
- 2014-09-15 KR KR1020140121950A patent/KR102232632B1/ko active IP Right Grant
- 2014-09-15 RU RU2014137317/02A patent/RU2593054C2/ru not_active IP Right Cessation
- 2014-09-16 TW TW103131862A patent/TWI555595B/zh active
- 2014-09-16 CN CN201410471288.0A patent/CN104439158B/zh active Active
- 2014-09-16 JP JP2014188110A patent/JP6756459B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| RU2593054C2 (ru) | 2016-07-27 |
| KR20150032196A (ko) | 2015-03-25 |
| TWI555595B (zh) | 2016-11-01 |
| EP2848333A1 (de) | 2015-03-18 |
| CA2863313C (en) | 2017-01-03 |
| CN104439158B (zh) | 2019-04-05 |
| RU2014137317A (ru) | 2016-04-10 |
| MX361898B (es) | 2018-11-30 |
| US10022780B2 (en) | 2018-07-17 |
| JP2015057294A (ja) | 2015-03-26 |
| MX2014010868A (es) | 2015-07-16 |
| US20150074983A1 (en) | 2015-03-19 |
| KR102232632B1 (ko) | 2021-03-26 |
| TW201524637A (zh) | 2015-07-01 |
| AU2014218476A1 (en) | 2015-04-02 |
| CN104439158A (zh) | 2015-03-25 |
| IN2014MU02749A (ja) | 2015-10-09 |
| BR102014022376A2 (pt) | 2015-09-15 |
| EP2848333B1 (de) | 2021-03-24 |
| CA2863313A1 (en) | 2015-03-16 |
| AU2014218476B2 (en) | 2016-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6756459B2 (ja) | 鋳造および成形ツールを使用することによって金属の構成部材を製造する方法および装置 | |
| CN100389904C (zh) | 半固态模铸方法 | |
| TWI801360B (zh) | 澆鑄裝置及澆鑄方法 | |
| US20070199676A1 (en) | Composite mold with fugitive metal backup | |
| CN105705271A (zh) | 生产高性能轴对称部件的方法和设备 | |
| JP2005074461A (ja) | 成形品の製造方法 | |
| KR102359579B1 (ko) | 용탕 직접가압식 박육부품 주조 장치 및 방법 | |
| US20180354036A1 (en) | Production method for a shaping tool component of a press hardening tool | |
| RU2614490C2 (ru) | Способ и установка для производства формованных деталей из алюминиевого сплава для транспортных средств и бытовой техники | |
| JP2003136223A (ja) | 半凝固金属成形体の成形方法と成形金型 | |
| WO2010078201A1 (en) | Low-pressure sand casting of aluminum alloy cylinder engine parts | |
| JP2005305466A (ja) | 溶湯鍛造装置および溶湯鍛造法 | |
| KR101556980B1 (ko) | 고압주조 및 단조부재의 제조방법 | |
| US20050109479A1 (en) | Semi-solid metal casting process | |
| JPH0716779B2 (ja) | 下部加圧方式の高圧鋳造装置 | |
| US7174946B2 (en) | Chill casting process and foam casting process as well as a pressure tight closable casting mold for manufacture of form parts | |
| JPH06246420A (ja) | 延性部を有する軽合金製部材およびその製造方法 | |
| KR20170059256A (ko) | 진동형 도가니받침대를 구비한 전기용해로 | |
| JPH04182055A (ja) | 溶湯鍛造法 | |
| JP2007524756A (ja) | コントロールされた多孔性を有する金属製ツールの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170329 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180910 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190906 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200616 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200729 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200827 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6756459 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |