KR20170059256A - 진동형 도가니받침대를 구비한 전기용해로 - Google Patents
진동형 도가니받침대를 구비한 전기용해로 Download PDFInfo
- Publication number
- KR20170059256A KR20170059256A KR1020150163386A KR20150163386A KR20170059256A KR 20170059256 A KR20170059256 A KR 20170059256A KR 1020150163386 A KR1020150163386 A KR 1020150163386A KR 20150163386 A KR20150163386 A KR 20150163386A KR 20170059256 A KR20170059256 A KR 20170059256A
- Authority
- KR
- South Korea
- Prior art keywords
- crucible
- vibrator
- melting furnace
- electric melting
- molten metal
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/28—Melting pots
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B14/00—Crucible or pot furnaces
- F27B14/06—Crucible or pot furnaces heated electrically, e.g. induction crucible furnaces with or without any other source of heat
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B14/00—Crucible or pot furnaces
- F27B14/08—Details peculiar to crucible or pot furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D27/00—Stirring devices for molten material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Crucibles And Fluidized-Bed Furnaces (AREA)
Abstract
진동형 도가니받침대를 구비한 전기용해로가 제공된다. 제공된 전기용해로는 도가니받침대와, 이 도가니받침대의 상부에 안착되는 도가니가 본체에 설치되는 전기용해로에 있어서, 상기 도가니받침대에는 진동수단인 바이브레이터를 설치하기 위한 설치부가 마련하되, 상기 바이브레이터는 단열부재로 그 외부를 감싸고, 상기 도가니받침대의 내부에는 강도보강부재가 도가니받침대와 일체로 설치된 것을 특징으로 한다.
Description
본 발명은 전기용해로에 관한 것으로, 더욱 상세하게는 도가니받침대에 진동수단을 구비하여 용탕내의 기포를 용이하게 추출할 수 있도록 한 진동형 도가니받침대를 구비한 전기용해로에 관한 것이다.
일반적으로, 비교적 용해용량이 적은 금속 용해로는 도가니로, 반사로, 전기로 등이 있고, 상기 도가니로는 그 사용연료 또는 이용방식에 따라 전기용해로, 고주파유도가열로, 중유로 등 다양하게 나눌 수 있다.
도 1은 종래 도가니용 전기용해로를 설명하기 위한 단면도이다.
도 1을 참조하면, 종래 전기용해로는 중앙 하단의 도가니받침대(11a) 위에 도가니(12)가 놓여지고, 그 외측에 중공부분을 갖도록 내화벽돌(131)과 단열벽돌(132)에 의한 벽체(13a)가 형성된다. 아울러, 상기 벽체(13a)에는 도가니(12)를 가열하기 위한 전열히터(14)가 설치되는데, 이러한 전열히터(14)는 도가니(12)를 고르게 가열함과 동시에 도가니(12)의 파손시 도가니(12)에서 누설된 용탕에 의해 파손되는 것을 방지할 수 있도록 도가니(12)와 소정 간격으로 이격된 위치에 설치된다.
통상적인 알루미늄 단조품의 제조방법으로서, 알루미늄 주조제를 균질화 처리한 후 압출한 소재 또는 알루미늄 연속주조제를 열간 단조함으로써 성품을 얻는데, 이러한 방법은 고신뢰성을 가진 제품을 얻을 수 있는 반면, 원소재로부터 마무리된 최종 단조품 완성까지의 공정수가 많고, 고가의 설비를 투자하여야 함은 물론, 형상에 있어서도 단순한 형상으로만 제한되는 등 생산성이 낮고, 제조비용이 높아 제품 경쟁력이 매우 낮은 문제점이 있게 된다.
이에 따라, 상기 단조법의 단점을 보완하고자 다이캐스팅(dai casting)에 의해 각종 공업제품 및 자동차 부품을 제조하는 시도가 이루어지고 있는 바, 상기 다이캐스팅은 용융 금속을 고온상태에서 고압으로 압입하여 표면이 고정밀도를 가지는 주물을 단시간 내에 대량으로 생산할 수 있는 고압주조법으로서 기계자동화율 및 생산성이 높은 장점을 지닌다.
그러나, 이러한 다이캐스팅은 뛰어난 생산성에 비해 주조조건에 따른 품질의 차이가 현격하기 때문에 알루미늄 합금에 대해서 적용하기에는 용이하지 않다는 문제점이 있다.
즉, 용탕이 고속 고압으로 충진되기 때문에 내부 함유 가스량의 과다로 인해 내압성이 떨어지고, 주물 형성부인 캐비티(cavity)보다 탕도부가 먼저 응고함으로써 주물의 두께가 가장 두꺼운 부위에 기공(氣孔)이나 수축공을 발생시킨다.
이러한 기공이나 수축공의 결함은 최종 성품의 강도를 저하시킬 뿐만 아니라 후속적인 열처리 및 용접 등의 장애 요인으로 작용한다.
다이캐스팅에 있어서 상기와 같은 기공 및 수축공을 제어하기 위한 다수의 방법들이 알려졌는데, 진공 다이캐스팅 및 무공성(無孔性) 다이캐스팅(Pore-free die casting) 등이 그 대표적인 예이다.
상기 진공 다이캐스팅은 다이캐스팅 금형내에 마련된 캐비티를 진공상태로 유지하여 공기의 혼입을 방지하는 방법이며, 상기 무공성 다이캐스팅은 용탕을 주입하기 전에 탕부에 활성가스인 산소를 취입함으로써 이 산소와 예컨대, 알루미늄과 같은 용탕을 서로 반응시켜 산화물 보호피막이 형성되도록 함으로써 공기의 혼입을 억제하여 기공이 없는 치밀한 주물을 얻는 방법이다.
그러나, 진공 다이캐스팅 및 무공성 다이캐스팅의 작업을 수행할 때에도 용탕내에 존재하는 기포를 제거하지 못하게 되면 생산된 제품이 취성(brittleness)을 갖게 됨으로써, 불량품이 생산되는 문제점이 있게 된다.
이에 따라, 다이캐스팅 금형 내에 마련된 캐비티로 용탕을 주입하기 전에 도가니(용탕이 담긴 용기를 뜻함)내에 담겨진 용탕속의 기포를 미리 제거한 후, 상기 캐비티로 용탕을 주입하는 방법을 사용하기도 한다.
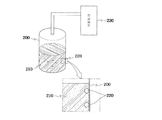
그 일례로서, 도 2에는 진공펌프(230)를 이용하여 도가니(200)내에 담겨진 용탕(210)속의 기포(220)를 제거하는 장치가 도시되어 있다.
그러나, 상기와 같이 진공펌프(230)를 사용하더라도 도가니(200)의 벽면에 붙어있는 기포(220)들은 표면장력에 때문에 쉽게 제거되지 못하는 문제점이 있고, 또한 작업시간이 과다하게 소요됨으로써 생산성을 둔화시키게 되는 문제점이 있다.
이에, 본 발명은 종래 전기용해로가 갖는 제반적인 문제점을 해결하기 위해 창안된 것으로,
본 발명이 해결하고자 하는 과제는 도가니받침대에 진동수단을 구비하여 도가니를 진동시킴으로써 용탕내에 존재하는 가스 또는 불순물이 용이하게 용탕 외부로 추출될 수 있도록 한 진동형 도가니받침대를 구비한 전기용해로를 제공하는 데 있다.
본 발명이 해결하고자 하는 다른 과제는 진동수단에 의한 진동에도 형태변형을 최소화할 수 있도록 도가니받침대의 구조를 개선한 진동형 도가니받침대를 구비한 전기용해로를 제공하는 데 있다.
상기한 과제를 해결하기 위한 본 발명의 구체적인 수단으로는;
도가니받침대와, 이 도가니받침대의 상부에 안착되는 도가니가 본체에 설치되는 전기용해로에 있어서,
상기 도가니받침대에는 진동수단인 바이브레이터를 설치하기 위한 설치부가 마련하되, 상기 바이브레이터는 단열부재로 그 외부를 감싸고, 상기 도가니받침대의 내부에는 강도보강부재가 도가니받침대와 일체로 설치된 것을 특징으로 하는 진동형 도가니받침대를 구비한 전기용해로를 구비한다.
바람직한 실시예로써, 상기 설치부는 봉형태로 된 상기 바이브레이터를 수용하기 위해 상기 도가니받침대의 하부면에 홈형태로 형성되고, 상기 단열부재는 봉형태로 된 상기 바이브레이터를 수용하기 위한 봉형태로 구성되며, 상기 강도보강부재는 상기 도가니받침대의 내부에 배근되는 다수의 금속바 또는 다수의 금속매쉬망으로 구성할 수 있다.
이상과 같이, 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로는 도가니받침대에 진동수단인 바이브레이터를 설치하여 도가니를 진동시킴으로써 용탕 내에 존재하는 가스 또는 불순물이 용이하게 용탕 외부로 추출할 수 있는 효과가 있다. 또한, 본 발명의 도가니받침대는 강도보강부재를 포함함으로써 진동수단인 바이브레이터에 의한 진동에도 형태변형을 최소화할 수 있는 장점이 있다.
도 1은 종래 도가니용 전기용해로를 설명하기 위한 단면도이다.
도 2에는 종래 용탕의 기포제거장치를 설명하기 위한 구성도이다.
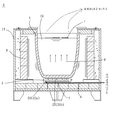
도 3은 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로를 설명하기 위한 단면도이다.
도 4는 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로에 있어, 도가니받침대를 설명하기 위한 사시도이다.
도 5는 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로에 있어, 바이브레이터와 단열부재를 설명하기 위한 구성도이다.
도 6은 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로의 작용상태를 설명하기 위한 단면도이다.
도 7은 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로에 있어, 바이브레이터의 다른 설치예를 설명하기 위한 단면도이다.
도 2에는 종래 용탕의 기포제거장치를 설명하기 위한 구성도이다.
도 3은 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로를 설명하기 위한 단면도이다.
도 4는 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로에 있어, 도가니받침대를 설명하기 위한 사시도이다.
도 5는 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로에 있어, 바이브레이터와 단열부재를 설명하기 위한 구성도이다.
도 6은 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로의 작용상태를 설명하기 위한 단면도이다.
도 7은 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로에 있어, 바이브레이터의 다른 설치예를 설명하기 위한 단면도이다.
이하, 본 발명의 바람직한 실시예를 첨부도면에 의거하여 상세하게 설명하기로 한다.
도 3을 참조하면, 본 발명의 전기용해로(1)는 도가니받침대(2)와, 도가니(4)와, 내화층(3)과, 전열히터(5)와, 덮개(6)를 포함하여 구성된다.
여기서, 본 발명이 적용되는 전기용해로(1)는 원통형체 또는 그 밖의 다각형체로 구성되는 본체(11)의 내부에 상기 내화층(3)이 마련된다. 이와 같은 내화층(3)은 다수의 내화벽돌을 적층하거나, 내화재를 충진시킴으로써 형성된다. 이때, 상기 내화층(3)의 외부는 통상 단열재층과, 전기용해로 본체(11)의 프레임이 순차적으로 수직적층됨과 아울러 본체(11)의 내부 바닥면에도 설치된다. 또한, 상기 내화층(3)의 내면에는 다양한 형태, 예컨대 막대형태 또는 코일형태 등으로 구성되는 다수의 전열히터(5)가 소정간격을 두고 수직설치되며, 상기 본체(11)의 상부에는 덮개(6)가 설치된다.
한편, 상기 도가니받침대(2)는 상기 본체(11)의 내부 바닥면에 설치된다. 이와 같은 도가니받침대(2)는 도가니(4) 바닥에 균일한 열을 전달함과 동시에 열 변형을 최소화하기 위해 도가니(4)의 재료와 같은 재질, 예컨대 세라믹재질로 제조하는 것이 바람직하다. 아울러, 상기 도가니받침대(2)는 통상 소정두께를 갖는 원판형태로 구성되거나 그 밖의 다각판형태로 구성되는데, 그 크기는 도가니(4) 바닥의 사이즈보다 약간 넓은 지름이 부여되고, 높이는 도가니받침대(2) 상부면과 전열히터(5)의 열선 끝이 같은 위치에 놓여있는 것이 바람직하다.
여기서, 본 발명에서는 상기 도가니받침대에 진동수단인 바이브레이터(7 : VIBRATOR)를 설치하기 위한 설치부(21)를 마련한다. 이와 같은 설치부(21)는 상기 바이브레이터(7)를 수용하기 위해 상기 도가니받침대(2)의 하부면에 홈형태로 형성되는데, 진동수단인 바이브레이터(7 : VIBRATOR)가 봉형태로 된 구조일 경우 이러한 봉형태 바이브레이터를 수용하기 위한 반원형홈으로 구성할 수 있다. 또 다르게, 상기 설치부(21')는 봉형태 바이브레이터(7 : VIBRATOR)가 삽입방식으로 설치될 수 있도록 도가니받침대(2)의 측벽에 관통공형태로 구성할 수도 있다.
이때, 전기용해로(1) 본체(11) 내부에서 발생하는 고열환경에서 상기 바이브레이터(7 : VIBRATOR)를 보호할 수 있도록 단열부재(8)로 그 외부를 감싸는 것이 바람직한데, 이러한 단열부재(8)는 세라믹 또는 녹는점이 높은 금속재(예컨대, sus(서스)) 등을 구성재질로 하되, 봉형태로 된 상기 바이브레이터(전원을 공급하는 전선을 포함한다.)를 수용하기 위한 봉형태(일측이 밀폐된 구조)로 구성되며, 본체(11)의 외부까지 연장형성된다. 여기서, 상기 바이브레이터(7 : VIBRATOR)의 전원공급방식은 전기용해로(1)의 배전반(도면에 미도시됨.)을 통해 제어하는 것이 바람직하며, 적용되는 바이브레이터(7 : VIBRATOR)는 진동강도 또는 가동시간 등을 조절할 수 있는 것을 적용하는 것이 바람직하다.
또한, 상기 도가니받침대(2)의 내부에는 강도보강부재(22)가 도가니받침대(2)와 일체로 설치되는데, 이러한 상기 강도보강부재(22)는 상기 도가니받침대(2)의 내부에 배근되는 다수의 금속바(22a : 통상의 철근콘크리트 구조물에 적용되는 철근과 같이 배근됨.) 또는 다수의 금속매쉬망(22b : 소정 간격을 두고 다단으로 설치하는 것이 바람직 함.)으로 구성할 수 있다. 이와 같은 강도보강부재(22)는 도가니받침대(2)의 성형시 성형틀에 우선 배치한 이후 도가니받침대(2)를 성형함으로써 도가니받침대(2)와 일체로 구성된다.
이에, 상기와 같은 구성을 갖는 본 발명에 따른 진동형 도가니받침대를 구비한 전기용해로의 작용상태에 대하여 살펴보기로 한다.
우선, 용탕의 품질은 ①화학 성분, ②가스, ③개재물, ④온도로 평가되는 것이 일반적이다.
① 화학 성분은 사용하는 지금(地金)이나 리턴재의 Si, Cu, Mg, Fe 등으로 주요한 성분이 결정되지만, 이 밖에도 공정Si의 형태를 정하는 개량 처리용의 Na나 Sr 등의 미량 성분의 조정, 혹은 결정을 미세화하는 Ti나 Ti-B 등의 첨가 조정도 중요해진다. 더욱이 미량의 성분이 영향을 주기도 하여, 원하는 성분을 맞추는 것은, 가장 중요한 작업이라고 할 수 있다.
② 가스는 수소 가스 등이며, 대기 중에 포함되어 있는 수분과 알루미늄용탕이 반응하여 수소 원자의 형태로 용탕 중에 받아들여진 것을 말한다. 고온의 용탕에서는 많은 수소 원자가 용입되지만, 온도가 내려가서 응고하여 고체가 되면, 그 양은 극단적으로 적게 된다. 이 때문에, 수소 원자는 응고 과정에서 분자가 되어 기포가 된다. 기포는 주물 중에 갇혀져 가스 결함이 된다. 이것들은, 기계적 성질, 특히 연신력, 충격수치, 피로강도 등의 중요한 특성을 현저하게 저하시킨다. 이 때문에, 일반적으로 용탕 중의 가스는 철저히 제거하는 것이 필요하다.
③ 개재물에는 산화물 등의 많은 종류가 있지만, 가장 일반적인 개재물은 알루미늄의 산화 피막이라고 할 수 있다. 알루미늄 용탕은 쉽게 대기 중의 산소와 반응하여 산화알루미늄이 되어, 처음엔 지극히 얇은 피막으로서 용탕면을 덮는다. 시간이 지나면서 그 두께가 늘어난다. 알루미늄 용탕은 비중이 가볍고, 산화 피막과의 비중차이도 작기 때문에, 쉽게 용탕에 섞이게 되고, 또, 분리하기도 어렵다. 이것이 혼입하게 되면 가스와 같이 기계적 성질을 열화시킬 뿐만 아니고, 용탕의 흐름을 저해하여 불량 발생을 증가시키는 경우도 많다. 가스와 달리, 냉각 속도와는 관계없이 유해하기 때문에, 다이캐스팅를 포함한 모든 주물에 대해 철저한 제거가 필요하다.
④ 온도는 주물을 만드는 모든 공정으로 가장 중요한 인자라고 할 수 있다. 용탕 품질에 대해서 ①~③의 조건이 만족되어도 온도가 부적당하면, 양호한 용탕 품질이라고는 하지 못하므로 주조 최적인 온도로 조정해야 한다.
이에 따라서, 용탕의 처리는 지금(地金)이나 리턴재 등의 원재료를 녹여 얻을 수 있는 용탕을, 최고 품질로 완성하는 처리라고 할 수 있다. 내용으로서는 상기의 ①~④의 각각의 요구 특성을 만족시키는 것이지만, 일반적으로는 성분과 온도(①와④)는 일반적이기 때문에, 가스와 산화 피막(②와③)에 중점이 두어 탈가스와 탈개재물을 의미하는 경우가 많다. 구체적으로는, 현재 일반적으로 이용되고 있는 방법은, 용해로에서 보관유지로로 이탕 중에서의 처리 혹은, 보관유지로 중에서의 처리 등이 많다.
따라서, 본 발명에 따른 진동형 도가니받침대(2)는 용해로용도 또는 보관유지로용도로 사용되는 전기용해로(1)에 설치되어 가스(g)와 개재물(i)을 용이하게 추출할 수 있는 작용을 수행한다. 다시 말하면, 도가니받침대(2)에 설치되어 있는 바이브레이터(7 : VIBRATOR)의 진동을 도가니받침대(2)를 통해 도가니(4)로 간접전달하면, 도가니에 있는 용탕(41)을 진동시켜서 용탕(41) 내에 존재하는 가스(g)를 용탕의 외부로 배출하는 기능을 수행하고, 아울러 용탕(41) 내에 존재하는 개재물(i : 또는 불순물)을 용탕(41)의 표면에 모이도록 촉진하는 기능을 수행한다(용탕(41)의 표면에 모인 개재물(i)은 별도의 도구를 이용해 용탕(41)의 외부로 추출한다). 즉, Ar가스 등의 불활성 가스의 기포를 용탕(41)의 진동시키는 것에 의해 미세하게 분산시켜 용탕(41)에 많은 기액계면을 만들어, 수소 가스를 기포에 확산시켜 제거하는 것과 동시에, 개재물(i)을 기포에 흡착시켜 분리시키는 기능을 수행한다.
이때, 바이브레이터(7 : VIBRATOR)에 의한 진동은 외력에 취약한 도가니(4)가 파손되지 않는 범위에서 진동력을 조절하는 것이 바람직하며, 도가니받침대(2)는 강도보강부재(22)가 내설되어 있어서 바이브레이터(7 : VIBRATOR)에 의한 진동에 의해 파손되는 현상을 방지할 수 있는 것이다.
한편, 본 발명에서는 진동수단인 바이브레이터(7' : VIBRATOR)를 도가니받침대가 설치되는 본체의 내부 바닥면을 구성하는 내화층(3'), 예컨대 내화벽돌에 설치할 수도 있다. 이때에는 내화벽돌에 홈형태 설치부 또는 관통공형태 설치부를 마련하여 바이브레이터(7' : VIBRATOR)를 설치할 수 있다. 이와 같은 구성에 따르면, 내화층(3')에 설치된 바이브레이터(7' : VIBRATOR)의 진동은 도가니받침대(2)와 도가니(4)를 통해 용탕(41)에 간접전달되어 상기의 가스(g)와 개재물(i)을 용이하게 추출할 수 있는 작용을 수행한다.
한편, 전술한 실시예들은 당업자가 본 발명을 용이하게 이해하고 실시할 수 있도록 구체적인 예를 든 것일 뿐, 본 발명의 권리범위를 한정하려는 것은 아니다. 따라서, 전술한 실시예들에 대해 다양한 변형이나 변경이 가능함을 주목하여야 한다. 본 발명의 권리범위는 원칙적으로 후술되는 특허청구범위에 의해 정하여진다.
1 : 전기용해로
2 : 도가니받침대
3, 3' : 내화층 4 : 도가니
5 : 전열히터 6 : 덮개
7, 7' : 바이브레이터 8 : 단열부재
11 : 본체 21,21' : 설치부
22 : 강도보강부재 22a : 금속바
22b : 금속매쉬망 41 : 용탕
g : 가스 i : 개재물
3, 3' : 내화층 4 : 도가니
5 : 전열히터 6 : 덮개
7, 7' : 바이브레이터 8 : 단열부재
11 : 본체 21,21' : 설치부
22 : 강도보강부재 22a : 금속바
22b : 금속매쉬망 41 : 용탕
g : 가스 i : 개재물
Claims (2)
- 도가니받침대와, 이 도가니받침대의 상부에 안착되는 도가니가 본체에 설치되는 전기용해로에 있어서,
상기 도가니받침대에는 진동수단인 바이브레이터를 설치하기 위한 설치부가 마련하되, 상기 바이브레이터는 단열부재로 그 외부를 감싸고, 상기 도가니받침대의 내부에는 강도보강부재가 도가니받침대와 일체로 설치된 것을 특징으로 하는 진동형 도가니받침대를 구비한 전기용해로.
- 제 1항에 있어서,
상기 설치부는 봉형태로 된 상기 바이브레이터를 수용하기 위해 상기 도가니받침대의 하부면에 홈형태로 형성되고, 상기 단열부재는 봉형태로 된 상기 바이브레이터를 수용하기 위한 봉형태로 구성되며, 상기 강도보강부재는 상기 도가니받침대의 내부에 배근되는 다수의 금속바 또는 다수의 금속매쉬망으로 구성된 것을 특징으로 하는 진동형 도가니받침대를 구비한 전기용해로.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150163386A KR20170059256A (ko) | 2015-11-20 | 2015-11-20 | 진동형 도가니받침대를 구비한 전기용해로 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150163386A KR20170059256A (ko) | 2015-11-20 | 2015-11-20 | 진동형 도가니받침대를 구비한 전기용해로 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170059256A true KR20170059256A (ko) | 2017-05-30 |
Family
ID=59053032
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150163386A KR20170059256A (ko) | 2015-11-20 | 2015-11-20 | 진동형 도가니받침대를 구비한 전기용해로 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170059256A (ko) |
-
2015
- 2015-11-20 KR KR1020150163386A patent/KR20170059256A/ko not_active Application Discontinuation
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110144472B (zh) | 一种锰铜减振合金的真空感应熔炼方法 | |
| CN110983262B (zh) | 一种铝钪合金靶材的制备方法 | |
| CN105436437B (zh) | 用于形成金属棒的机器 | |
| CN110284030B (zh) | 一种超声波辅助铸造装置及制造铝锂合金的方法 | |
| US7134477B2 (en) | Lightweight part, as well as process and device for its production | |
| US944370A (en) | Process and apparatus for making metal ingots. | |
| KR102528758B1 (ko) | 필터 캐비티의 다이캐스팅 방법 | |
| CN101234420A (zh) | 超声波压缩成型铸造法及其专用设备 | |
| JP2007216239A (ja) | 鋳造方法 | |
| GB2516990A (en) | Forming a metal component | |
| JP4924997B2 (ja) | ロータス形状ポーラス金属の製造装置 | |
| CN110062671B (zh) | 活性金属的铸造方法 | |
| KR20160147716A (ko) | 복합 구성성분을 형성하는 방법 | |
| KR20170059256A (ko) | 진동형 도가니받침대를 구비한 전기용해로 | |
| US20190070659A1 (en) | Apparatus for Low-Pressure Casting | |
| CN1296502C (zh) | 镁合金型材毛坯、其连续铸造方法及连续铸造装置 | |
| US8312913B2 (en) | Casting process | |
| RU2725531C1 (ru) | Способ изготовления композиционных материалов | |
| US20070114000A1 (en) | Method and apparatus for making semi-solid metal slurry | |
| WO2005065866A1 (en) | Method and apparatus for manufacturing forming material with spherical structure | |
| CN108465777B (zh) | 一种新能源全铝车身用倾转重力砂芯铸造ab柱工艺 | |
| RU2725529C1 (ru) | Способ изготовления композиционных материалов | |
| JP7406074B2 (ja) | チタン鋳塊の製造方法およびチタン鋳塊製造鋳型 | |
| CN213671743U (zh) | 一种半连续铸造装置 | |
| JP5022184B2 (ja) | TiAl基合金の鋳塊製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |