JP6685752B2 - 積層板及び積層板の加工方法 - Google Patents
積層板及び積層板の加工方法 Download PDFInfo
- Publication number
- JP6685752B2 JP6685752B2 JP2016026261A JP2016026261A JP6685752B2 JP 6685752 B2 JP6685752 B2 JP 6685752B2 JP 2016026261 A JP2016026261 A JP 2016026261A JP 2016026261 A JP2016026261 A JP 2016026261A JP 6685752 B2 JP6685752 B2 JP 6685752B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- hard
- difficult
- cut
- laminated plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title description 11
- 239000010410 layer Substances 0.000 claims description 168
- 239000000835 fiber Substances 0.000 claims description 35
- 229920005989 resin Polymers 0.000 claims description 33
- 239000011347 resin Substances 0.000 claims description 33
- 239000002131 composite material Substances 0.000 claims description 24
- 238000005520 cutting process Methods 0.000 claims description 22
- 239000000463 material Substances 0.000 claims description 17
- 229920001230 polyarylate Polymers 0.000 claims description 17
- 229920001187 thermosetting polymer Polymers 0.000 claims description 7
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 6
- 229920000508 Vectran Polymers 0.000 claims description 6
- 239000004979 Vectran Substances 0.000 claims description 6
- 239000012790 adhesive layer Substances 0.000 claims description 6
- 239000004917 carbon fiber Substances 0.000 claims description 6
- 238000003672 processing method Methods 0.000 claims description 3
- 238000003754 machining Methods 0.000 claims 1
- 230000032798 delamination Effects 0.000 description 9
- 238000013016 damping Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 2
- 102100040287 GTP cyclohydrolase 1 feedback regulatory protein Human genes 0.000 description 2
- 101710185324 GTP cyclohydrolase 1 feedback regulatory protein Proteins 0.000 description 2
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000011151 fibre-reinforced plastic Substances 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- 239000000805 composite resin Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/12—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by the relative arrangement of fibres or filaments of different layers, e.g. the fibres or filaments being parallel or perpendicular to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B35/00—Methods for boring or drilling, or for working essentially requiring the use of boring or drilling machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/56—Damping, energy absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/58—Cuttability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/58—Cuttability
- B32B2307/581—Resistant to cut
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/706—Anisotropic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/708—Isotropic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Drilling And Boring (AREA)
Description
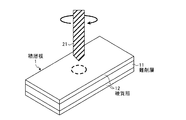
実施形態1に係る積層板は、例えば、航空機の構造体を形成するために用いられるものであり、具体的に、航空機の尾翼及び主翼を含む翼体のスキン(外板)等に用いられる。以下、図1及び図2を参照して、積層板及び積層板の加工方法について説明する。図1は、実施形態1に係る積層板の一例を示す断面図であり、図2は、実施形態1に係る積層板の加工方法を示す斜視図である。
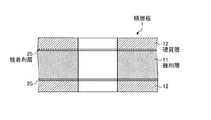
次に、図4を参照して、実施形態2に係る積層板50について説明する。図4は、実施形態2に係る積層板の一例を示す断面図である。なお、実施形態2では、重複した記載を避けるべく、実施形態1と異なる部分について説明し、実施形態1と同様の構成である部分については、同じ符号を付して説明する。
11 難削層
12 硬質層
21 穿孔工具
25 接着剤層
50 積層板(実施形態2)
Claims (10)
- 繊維と樹脂材とを含む複合材で形成される難削層と、
前記難削層の表面及び裏面の少なくとも一方の面に積層され、前記複合材よりも硬質となる硬質材で形成される硬質層と、を備え、
前記難削層は、前記繊維として、ポリアリレート系繊維を含み、前記樹脂材として、熱硬化性樹脂を含むことを特徴とする積層板。 - 前記ポリアリレート系繊維は、ベクトラン(登録商標)であることを特徴とする請求項1に記載の積層板。
- 前記硬質層は、炭素繊維と樹脂とからなる複合材で形成されることを特徴とする請求項1または請求項2に記載の積層板。
- 前記硬質層が、複合材で形成される場合、
前記難削層と前記硬質層とは、一体に成形されることを特徴とする請求項1から3のいずれか1項に記載の積層板。 - 前記難削層と前記硬質層との間に設けられ、前記難削層と前記硬質層とを接着する接着剤層を、さらに備えることを特徴とする請求項1から4のいずれか1項に記載の積層板。
- 前記硬質層が、複合材で形成される場合、
前記難削層に含まれる樹脂と、前記硬質層に含まれる樹脂とは、同系樹脂であることを特徴とする請求項1から5のいずれか1項に記載の積層板。 - 前記難削層は、積層方向に所定の間隔を空けて分散するように複数設けられることを特徴とする請求項1から6のいずれか1項に記載の積層板。
- 複数の前記難削層の前記繊維の繊維方向は、相互に交差するようにそれぞれ設けられることを特徴とする請求項7に記載の積層板。
- 前記難削層及び前記硬質層は、積層方向の中心に対称となる構造に形成されていることを特徴とする請求項1から8のいずれか1項に記載の積層板。
- 繊維と樹脂材とを含む複合材で形成される難削層と、
前記難削層の表面及び裏面の少なくとも一方の面に積層され、前記複合材よりも硬質となる硬質材で形成される硬質層と、
前記難削層と前記硬質層との間に設けられ、前記難削層と前記硬質層とを接着する接着剤層と、
を合わせた状態で、前記硬質層の側から切削加工を行った後、前記硬質層を前記難削層から剥がすことを特徴とする積層板の加工方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026261A JP6685752B2 (ja) | 2016-02-15 | 2016-02-15 | 積層板及び積層板の加工方法 |
| EP16890634.5A EP3418047A4 (en) | 2016-02-15 | 2016-10-26 | LAMINATE PLATE AND METHOD FOR TREATING LAMINATE PLATE |
| PCT/JP2016/081693 WO2017141497A1 (ja) | 2016-02-15 | 2016-10-26 | 積層板及び積層板の加工方法 |
| US16/067,892 US20200262177A1 (en) | 2016-02-15 | 2016-10-26 | Laminated board and method for processing laminated board |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026261A JP6685752B2 (ja) | 2016-02-15 | 2016-02-15 | 積層板及び積層板の加工方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017144590A JP2017144590A (ja) | 2017-08-24 |
| JP2017144590A5 JP2017144590A5 (ja) | 2019-01-10 |
| JP6685752B2 true JP6685752B2 (ja) | 2020-04-22 |
Family
ID=59624945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016026261A Active JP6685752B2 (ja) | 2016-02-15 | 2016-02-15 | 積層板及び積層板の加工方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20200262177A1 (ja) |
| EP (1) | EP3418047A4 (ja) |
| JP (1) | JP6685752B2 (ja) |
| WO (1) | WO2017141497A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018163411A1 (ja) * | 2017-03-10 | 2018-09-13 | 日産自動車株式会社 | 複合材料部材、複合材料部材の製造方法及びその成形用型 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0618359Y2 (ja) * | 1986-09-10 | 1994-05-11 | ソマ−ル株式会社 | X線フイルムカセツテ用表板 |
| EP0510927A3 (en) * | 1991-04-23 | 1993-03-17 | Teijin Limited | Fiber-reinforced thermoplastic sheet and process for the production thereof |
| JPH05117411A (ja) * | 1991-04-23 | 1993-05-14 | Teijin Ltd | 繊維強化熱可塑性樹脂シート及びその製造方法 |
| JPH0897562A (ja) * | 1994-09-28 | 1996-04-12 | Risho Kogyo Co Ltd | 多層プリント配線用基板 |
| US20140087617A1 (en) * | 2012-09-27 | 2014-03-27 | Rogers Corporation | Aluminum poly(aryl ether ketone) laminate, methods of manufacture thereof, and articles comprising the same |
| JP6181943B2 (ja) * | 2013-03-01 | 2017-08-16 | 達 喜岡 | 高強度繊維で補強してなる繊維強化プラスチック板の切断方法 |
| KR102182769B1 (ko) * | 2013-03-27 | 2020-11-25 | 미츠비시 가스 가가쿠 가부시키가이샤 | 섬유 강화 복합재 또는 금속의 절삭 가공용 엔트리 시트 및 그 절삭 가공 방법 |
| JP6415885B2 (ja) * | 2014-07-25 | 2018-10-31 | 株式会社イノアックコーポレーション | 孔あき炭素繊維複合材の製造方法 |
-
2016
- 2016-02-15 JP JP2016026261A patent/JP6685752B2/ja active Active
- 2016-10-26 WO PCT/JP2016/081693 patent/WO2017141497A1/ja not_active Ceased
- 2016-10-26 EP EP16890634.5A patent/EP3418047A4/en not_active Withdrawn
- 2016-10-26 US US16/067,892 patent/US20200262177A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP3418047A1 (en) | 2018-12-26 |
| JP2017144590A (ja) | 2017-08-24 |
| US20200262177A1 (en) | 2020-08-20 |
| WO2017141497A1 (ja) | 2017-08-24 |
| EP3418047A4 (en) | 2019-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5628671B2 (ja) | 複合積層構造体 | |
| JP7020333B2 (ja) | 車両構成部材及びその製造方法 | |
| KR102752702B1 (ko) | 적층재, 중간시트의 제조방법 및 복합재의 제조방법 | |
| US11518541B2 (en) | Composite panel comprising a perforated metallic foil for lightning strike protection and a perforated metallic foil | |
| KR20070083765A (ko) | 얇은 플라이 라미네이트 | |
| JP2004525010A (ja) | 3次元的に曲げ変形可能な面エレメントを製造する方法 | |
| JP2017061068A (ja) | 金属−cfrp複合部材 | |
| JP2020124837A (ja) | 繊維強化樹脂構造体の縁部構造 | |
| JP5861448B2 (ja) | サンドイッチパネルの製造方法 | |
| JP3335666B2 (ja) | 炭素繊維強化プラスチック積層板の端面切削方法 | |
| JP6685752B2 (ja) | 積層板及び積層板の加工方法 | |
| JP6112178B2 (ja) | サンドイッチパネルおよびサンドイッチパネルの製造方法 | |
| JP2007015203A (ja) | プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物 | |
| JP2018189028A5 (ja) | ||
| JP6949474B2 (ja) | 複合材及び複合材の成形方法 | |
| JP7385480B2 (ja) | 積層体及び積層体の製造方法 | |
| JP4928403B2 (ja) | サンドイッチパネルの剥離進展防止構造 | |
| GB2485758A (en) | Method of forming a composite component by machining a frangible separation line | |
| EP2826622A1 (en) | Impact-absorbing member, protective clothing, and process for producing impact-absorbing member | |
| EP3210764B1 (en) | Composite structure, aircraft, and method for designing corner fillet section | |
| JP2017144590A5 (ja) | ||
| EP4659926A1 (en) | Core material sheet, composite material, method for manufacturing core material sheet, and method for manufacturing composite material | |
| WO2026034469A1 (ja) | 中間シート、及び、複合材の製造方法 | |
| CN114633871A (zh) | 增强复合层压件、包括其的结构及飞行器及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181115 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190723 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200303 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6685752 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |