JP6635022B2 - インタークーラおよびそのインタークーラの製造方法 - Google Patents
インタークーラおよびそのインタークーラの製造方法 Download PDFInfo
- Publication number
- JP6635022B2 JP6635022B2 JP2016251185A JP2016251185A JP6635022B2 JP 6635022 B2 JP6635022 B2 JP 6635022B2 JP 2016251185 A JP2016251185 A JP 2016251185A JP 2016251185 A JP2016251185 A JP 2016251185A JP 6635022 B2 JP6635022 B2 JP 6635022B2
- Authority
- JP
- Japan
- Prior art keywords
- duct
- pipe
- tube
- flat
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B29/00—Engines characterised by provision for charging or scavenging not provided for in groups F02B25/00, F02B27/00 or F02B33/00 - F02B39/00; Details thereof
- F02B29/04—Cooling of air intake supply
- F02B29/0406—Layout of the intake air cooling or coolant circuit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/008—Soldering within a furnace
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01P—COOLING OF MACHINES OR ENGINES IN GENERAL; COOLING OF INTERNAL-COMBUSTION ENGINES
- F01P11/00—Component parts, details, or accessories not provided for in, or of interest apart from, groups F01P1/00 - F01P9/00
- F01P11/04—Arrangements of liquid pipes or hoses
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B29/00—Engines characterised by provision for charging or scavenging not provided for in groups F02B25/00, F02B27/00 or F02B33/00 - F02B39/00; Details thereof
- F02B29/04—Cooling of air intake supply
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02D—CONTROLLING COMBUSTION ENGINES
- F02D23/00—Controlling engines characterised by their being supercharged
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M31/00—Apparatus for thermally treating combustion-air, fuel, or fuel-air mixture
- F02M31/20—Apparatus for thermally treating combustion-air, fuel, or fuel-air mixture for cooling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M35/00—Combustion-air cleaners, air intakes, intake silencers, or induction systems specially adapted for, or arranged on, internal-combustion engines
- F02M35/10—Air intakes; Induction systems
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0031—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other
- F28D9/0043—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other the plates having openings therein for circulation of at least one heat-exchange medium from one conduit to another
- F28D9/0056—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by paired plates touching each other the plates having openings therein for circulation of at least one heat-exchange medium from one conduit to another with U-flow or serpentine-flow inside conduits; with centrally arranged openings on the plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/001—Casings in the form of plate-like arrangements; Frames enclosing a heat exchange core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/006—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D2021/0019—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for
- F28D2021/008—Other heat exchangers for particular applications; Heat exchange systems not otherwise provided for for vehicles
- F28D2021/0082—Charged air coolers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2275/00—Fastening; Joining
- F28F2275/04—Fastening; Joining by brazing
- F28F2275/045—Fastening; Joining by brazing with particular processing steps, e.g. by allowing displacement of parts during brazing or by using a reservoir for storing brazing material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Materials Engineering (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Description
過給機(SC)を介して内燃機関(105)に供給される過給吸気を冷却するインタークーラであって、
チューブ積層方向(DRs)に積層された複数の冷却チューブ(21)を有する積層コア(2)と、
積層コアに対しチューブ積層方向の一方側に配置され、複数の冷却チューブへ連通する連通管(4、5)と、
過給吸気が流通するダクト通路(13)が形成され、そのダクト通路に積層コアを収容するダクト(1)と、
積層部材(7)とを備え、
複数の冷却チューブ内には、過給吸気と熱交換する冷却流体が流通し、
連通管は、複数の冷却チューブへ接続される扁平管部(41、51)を有し、
扁平管部は、チューブ積層方向と交差する方向へ拡がる扁平断面形状を成しており、ダクトに対するチューブ積層方向の一方側に配置されると共に、そのダクトに接合され、
ダクトにはダクト連通孔(124a、125a)が形成され、
そのダクトは、扁平管部に接合されたダクト接合部(126、127)をダクト連通孔の周りに有し、
扁平管部は、ダクト連通孔を介して複数の冷却チューブへ連通しており、
積層部材は、扁平管部とダクト接合部との間に配置されその扁平管部とダクト接合部とのそれぞれに対して積層された積層板部(71)と、その積層板部と一体構成された支持部(72)とを有し、
ダクトには、チューブ積層方向に交差するダクト方向(DRd)の一方側に設けられ過給吸気が流入するダクト通路の流入口(13a)と、ダクト方向の他方側に設けられ過給吸気が流出するダクト通路の流出口(13b)とが形成され、
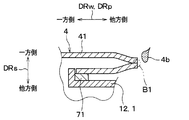
連通管は、支持部に接合された管接合部(42、52)と、冷却流体を連通管へ流入させ又は冷却流体を連通管から流出させる外部配管部材(93、94)が接続される管先端部(44、54)とを有し、且つ、チューブ積層方向とダクト方向とに交差する管延伸方向(DRp)に延びるように形成され、
ダクト接合部は、積層板部が扁平管部とダクト接合部とのそれぞれに接合されることにより、積層板部を介して扁平管部に接合されており、
管接合部は扁平管部よりも管延伸方向の一方側に配置され、
管先端部は管接合部よりも管延伸方向の一方側に配置されている。
過給機(SC)を介して内燃機関(105)に供給される過給吸気と熱交換する冷却流体が流通しチューブ積層方向(DRs)に積層された複数の冷却チューブ(21)を有し、過給吸気と冷却流体との熱交換によりその過給吸気を冷却する積層コア(2)と、
チューブ積層方向に交差するダクト方向(DRd)の一方側から他方側へと過給吸気が流通するダクト通路(13)が形成され、そのダクト通路に積層コアを収容するダクト(1)とを備えたインタークーラの製造方法であって、
ダクトを用意すること(S01)と、
扁平断面形状を成す扁平管部(41、51)と、その扁平管部よりも管延伸方向(DRp)の一方側に配置され外部配管部材(93、94)が接続される管先端部(44、54)と、管延伸方向で扁平管部と管先端部との間に配置された管接合部(42、52)とを有し、管延伸方向に延びるように形成された連通管(4、5)を用意すること(S01)と、
両面にロウ材を有する板材で構成され、積層板部(71)とその積層板部に一体構成された支持部(72)とを有する積層部材(7)を用意すること(S01)と、
管延伸方向がチューブ積層方向とダクト方向との各々に対して交差するように連通管を配置しつつ、ダクトに形成されたダクト連通孔(124a、125a)を介して扁平管部を複数の冷却チューブへ連通させると共に、積層板部に対するチューブ積層方向の一方側に扁平管部を積層配置し、且つ積層板部に対するチューブ積層方向の他方側に、ダクトのうちダクト連通孔の周りを構成するダクト接合部(126、127)を積層配置すること(S02)と、
積層配置の後に、ダクトと連通管と積層部材とを一旦加熱することにより、ロウ材によって、積層板部を介して扁平管部をダクト接合部にロウ付けすると共に管接合部を支持部にロウ付けすること(S03)とを含む。
以下、第1実施形態について説明する。図1および図2に示すように、本実施形態のインタークーラ100は、車両90のフロントエンジンルーム92(以下、単に「エンジンルーム92」と呼ぶ)内に配置される。図1は、車両90の前方側からエンジンルーム92内のインタークーラ100等を透過的に表した図である。図2は、エンジンルーム92内を車両90の幅方向から見たときの、インタークーラ100、エンジン105等の配置を示す図である。
次に、第2実施形態について説明する。本実施形態では、前述の第1実施形態と異なる点を主として説明する。また、前述の実施形態と同一または均等な部分については省略または簡略化して説明する。このことは後述の実施形態の説明においても同様である。
次に、第3実施形態について説明する。本実施形態では、前述の第1実施形態と異なる点を主として説明する。
次に、第4実施形態について説明する。本実施形態では、前述の第1実施形態と異なる点を主として説明する。
次に、第5実施形態について説明する。本実施形態では、前述の第1実施形態と異なる点を主として説明する。
次に、第6実施形態について説明する。本実施形態では、前述の第1実施形態と異なる点を主として説明する。
(1)上述の各実施形態では図3に示すように、入口管5は出口管4に対しダクト方向DRdの一方側に配置されているが、逆に、出口管4が入口管5に対しダクト方向DRdの一方側に配置されていても差し支えない。
上記各実施形態の一部または全部で示された第1の観点によれば、インタークーラは、チューブ積層方向に積層された複数の冷却チューブを有する積層コアと、その積層コアに対しチューブ積層方向の一方側に配置され複数の冷却チューブへ連通する連通管とを備える。そして、複数の冷却チューブ内には、過給吸気と熱交換する冷却流体が流通する。連通管は、複数の冷却チューブへ接続される扁平管部を有し、その扁平管部は、チューブ積層方向と交差する方向へ拡がる扁平断面形状を成している。
4 出口管(連通管)
41 出口管の扁平管部
5 入口管(連通管)
51 入口管の扁平管部
21 冷却チューブ
100 インタークーラ
105 エンジン(内燃機関)
SC 過給機
DRs チューブ積層方向
Claims (8)
- 過給機(SC)を介して内燃機関(105)に供給される過給吸気を冷却するインタークーラであって、
チューブ積層方向(DRs)に積層された複数の冷却チューブ(21)を有する積層コア(2)と、
前記積層コアに対し前記チューブ積層方向の一方側に配置され、前記複数の冷却チューブへ連通する連通管(4、5)と、
前記過給吸気が流通するダクト通路(13)が形成され、該ダクト通路に前記積層コアを収容するダクト(1)と、
積層部材(7)とを備え、
前記複数の冷却チューブ内には、前記過給吸気と熱交換する冷却流体が流通し、
前記連通管は、前記複数の冷却チューブへ接続される扁平管部(41、51)を有し、
前記扁平管部は、前記チューブ積層方向と交差する方向へ拡がる扁平断面形状を成しており、前記ダクトに対する前記チューブ積層方向の前記一方側に配置されると共に、該ダクトに接合され、
前記ダクトにはダクト連通孔(124a、125a)が形成され、
該ダクトは、前記扁平管部に接合されたダクト接合部(126、127)を前記ダクト連通孔の周りに有し、
前記扁平管部は、前記ダクト連通孔を介して前記複数の冷却チューブへ連通しており、
前記積層部材は、前記扁平管部と前記ダクト接合部との間に配置され該扁平管部と該ダクト接合部とのそれぞれに対して積層された積層板部(71)と、該積層板部と一体構成された支持部(72)とを有し、
前記ダクトには、前記チューブ積層方向に交差するダクト方向(DRd)の一方側に設けられ前記過給吸気が流入する前記ダクト通路の流入口(13a)と、前記ダクト方向の他方側に設けられ前記過給吸気が流出する前記ダクト通路の流出口(13b)とが形成され、
前記連通管は、前記支持部に接合された管接合部(42、52)と、前記冷却流体を前記連通管へ流入させ又は前記冷却流体を前記連通管から流出させる外部配管部材(93、94)が接続される管先端部(44、54)とを有し、且つ、前記チューブ積層方向と前記ダクト方向とに交差する管延伸方向(DRp)に延びるように形成され、
前記ダクト接合部は、前記積層板部が前記扁平管部と前記ダクト接合部とのそれぞれに接合されることにより、前記積層板部を介して前記扁平管部に接合されており、
前記管接合部は前記扁平管部よりも前記管延伸方向の一方側に配置され、
前記管先端部は前記管接合部よりも前記管延伸方向の前記一方側に配置されているインタークーラ。 - 前記扁平管部内に形成された流路の流路断面積(Aa)は、前記管先端部内に形成された流路の流路断面積(Ab)以上になっている請求項1に記載のインタークーラ。
- 前記扁平管部と前記管先端部はそれぞれ、前記管延伸方向に延びる中心軸線(CLa、CLb)を有し、
前記扁平管部の中心軸線(CLa)は、前記管先端部の中心軸線(CLb)に対し前記チューブ積層方向の前記一方側に位置している請求項1または2に記載のインタークーラ。 - 前記ダクトは、前記ダクト通路に対し前記管延伸方向の前記一方側から面する一方側ダクト壁部(115)を有し、
前記支持部は、前記一方側ダクト壁部よりも前記管延伸方向の前記一方側に位置している請求項1ないし3のいずれか1つに記載のインタークーラ。 - 前記連通管は、該連通管の径方向外側へ突き出た突部(43、53)を有し、
前記支持部は、前記管延伸方向の前記一方側に先端(721)を有し、
前記支持部の先端は、前記連通管の突部に対し、前記管延伸方向の前記一方側とは反対側の他方側から突き当たっている請求項1ないし4のいずれか1つに記載のインタークーラ。 - 前記流入口と前記流出口とのうちの一方であるダクト開口を囲むように該ダクト開口の周縁に沿って延びる溝部(33)を有し、前記ダクトに接合された結合プレート(3)を備え、
前記ダクト開口は前記ダクト方向を向いて開口し、
前記ダクトは、前記チューブ積層方向に延びるフランジ部(123)を、前記ダクト開口の周縁を形成するダクト端部(123a)に有し、
前記フランジ部は、前記溝部の底を形成する壁部(32)に接合されている請求項1ないし5のいずれか1つに記載のインタークーラ。 - 前記流入口と前記流出口とのうちの一方であるダクト開口を囲むように形成された結合プレート(3)を備え、
該結合プレートは、前記チューブ積層方向の前記一方側の端に一方側側縁(35a)を有し、
該結合プレートの一方側側縁は、前記ダクト接合部よりも前記チューブ積層方向の前記一方側に位置し、
前記連通管の全体は、前記結合プレートの一方側側縁よりも、前記チューブ積層方向の前記一方側とは反対側の他方側に位置している請求項1ないし5のいずれか1つに記載のインタークーラ。 - 過給機(SC)を介して内燃機関(105)に供給される過給吸気と熱交換する冷却流体が流通しチューブ積層方向(DRs)に積層された複数の冷却チューブ(21)を有し、前記過給吸気と前記冷却流体との熱交換により該過給吸気を冷却する積層コア(2)と、
前記チューブ積層方向に交差するダクト方向(DRd)の一方側から他方側へと前記過給吸気が流通するダクト通路(13)が形成され、該ダクト通路に前記積層コアを収容するダクト(1)とを備えたインタークーラの製造方法であって、
前記ダクトを用意すること(S01)と、
扁平断面形状を成す扁平管部(41、51)と、該扁平管部よりも管延伸方向(DRp)の一方側に配置され外部配管部材(93、94)が接続される管先端部(44、54)と、前記管延伸方向で前記扁平管部と前記管先端部との間に配置された管接合部(42、52)とを有し、前記管延伸方向に延びるように形成された連通管(4、5)を用意すること(S01)と、
両面にロウ材を有する板材で構成され、積層板部(71)と該積層板部に一体構成された支持部(72)とを有する積層部材(7)を用意すること(S01)と、
前記管延伸方向が前記チューブ積層方向と前記ダクト方向との各々に対して交差するように前記連通管を配置しつつ、前記ダクトに形成されたダクト連通孔(124a、125a)を介して前記扁平管部を前記複数の冷却チューブへ連通させると共に、前記積層板部に対する前記チューブ積層方向の一方側に前記扁平管部を積層配置し、且つ前記積層板部に対する前記チューブ積層方向の他方側に、前記ダクトのうち前記ダクト連通孔の周りを構成するダクト接合部(126、127)を積層配置すること(S02)と、
前記積層配置の後に、前記ダクトと前記連通管と前記積層部材とを一旦加熱することにより、前記ロウ材によって、前記積層板部を介して前記扁平管部を前記ダクト接合部にロウ付けすると共に前記管接合部を前記支持部にロウ付けすること(S03)とを含むインタークーラの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016251185A JP6635022B2 (ja) | 2016-12-26 | 2016-12-26 | インタークーラおよびそのインタークーラの製造方法 |
| DE112017006539.9T DE112017006539B4 (de) | 2016-12-26 | 2017-11-16 | Zwischenkühler und Herstellungsverfahren für einen Zwischenkühler |
| PCT/JP2017/041350 WO2018123332A1 (ja) | 2016-12-26 | 2017-11-16 | インタークーラおよびそのインタークーラの製造方法 |
| US16/449,494 US20190309675A1 (en) | 2016-12-26 | 2019-06-24 | Intercooler and method for manufacturing intercooler |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016251185A JP6635022B2 (ja) | 2016-12-26 | 2016-12-26 | インタークーラおよびそのインタークーラの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018105192A JP2018105192A (ja) | 2018-07-05 |
| JP2018105192A5 JP2018105192A5 (ja) | 2019-02-28 |
| JP6635022B2 true JP6635022B2 (ja) | 2020-01-22 |
Family
ID=62708044
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016251185A Expired - Fee Related JP6635022B2 (ja) | 2016-12-26 | 2016-12-26 | インタークーラおよびそのインタークーラの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20190309675A1 (ja) |
| JP (1) | JP6635022B2 (ja) |
| DE (1) | DE112017006539B4 (ja) |
| WO (1) | WO2018123332A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CR20180122A (es) * | 2016-10-31 | 2018-07-04 | Yue Zhang | Panel sándwich metálico de tubos huecos y aplicaciones del mismo |
| USD912701S1 (en) * | 2018-09-12 | 2021-03-09 | Resource International Inc. | Transmission cooler for automotive applications |
| USD900161S1 (en) * | 2018-09-21 | 2020-10-27 | Resource International Inc. | Transmission cooler for automotive applications |
| USD907063S1 (en) * | 2018-09-27 | 2021-01-05 | Resource International Inc. | Air to water intercooler for automotive applications |
| USD905116S1 (en) * | 2018-10-09 | 2020-12-15 | Resource International Inc. | Transmission cooler for automotive applications |
| USD905115S1 (en) * | 2018-10-09 | 2020-12-15 | Resource International Inc. | Transmission cooler for automotive applications |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0645153Y2 (ja) * | 1989-06-02 | 1994-11-16 | 昭和アルミニウム株式会社 | 積層型熱交換器 |
| US5964281A (en) * | 1996-07-31 | 1999-10-12 | Modine Manufacturing Company | Heat exchanger with adapter |
| JP3219125B2 (ja) * | 1995-11-28 | 2001-10-15 | カルソニックカンセイ株式会社 | ラジエータ |
| DE102005010493A1 (de) | 2005-03-08 | 2006-09-14 | Modine Manufacturing Co., Racine | Wärmeübertrager mit flachen Rohren und flaches Wärmeübertragerrohr |
| FR2886391B1 (fr) * | 2005-05-24 | 2014-01-03 | Valeo Systemes Thermiques | Echangeur de chaleur comportant un faisceau d'echange de chaleur loge dans un boitier |
| DE102013200448A1 (de) | 2013-01-15 | 2014-07-17 | Bayerische Motoren Werke Aktiengesellschaft | Kühlvorrichtung, insbesondere für Batteriemodule, und Fahrzeug, umfassend eine solche Kühlvorrichtung |
| WO2016049776A1 (en) * | 2014-10-03 | 2016-04-07 | Dana Canada Corporation | Heat exchanger with self-retaining bypass seal |
| DE102016001391A1 (de) * | 2015-02-23 | 2016-08-25 | Modine Manufacturing Company | WÄRMETAUSCHER ZUR KÜHLUNG ElNER STRÖMUNG VON VERDlCHTETER LUFT UNTER VERWENDUNG ElNES FLÜSSlGEN KÜHLMlTTELS |
| CN107407537B (zh) * | 2015-03-02 | 2019-04-23 | 株式会社电装 | 热交换器 |
-
2016
- 2016-12-26 JP JP2016251185A patent/JP6635022B2/ja not_active Expired - Fee Related
-
2017
- 2017-11-16 WO PCT/JP2017/041350 patent/WO2018123332A1/ja active Application Filing
- 2017-11-16 DE DE112017006539.9T patent/DE112017006539B4/de not_active Expired - Fee Related
-
2019
- 2019-06-24 US US16/449,494 patent/US20190309675A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| DE112017006539B4 (de) | 2021-12-30 |
| WO2018123332A1 (ja) | 2018-07-05 |
| DE112017006539T5 (de) | 2019-09-12 |
| US20190309675A1 (en) | 2019-10-10 |
| JP2018105192A (ja) | 2018-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6635022B2 (ja) | インタークーラおよびそのインタークーラの製造方法 | |
| CN104011494B (zh) | 排气热交换装置 | |
| CN106917667B (zh) | 间接中冷器 | |
| US10508865B2 (en) | Heat exchanger | |
| WO2014021026A1 (ja) | 熱交換器 | |
| US20070062671A1 (en) | Heat exchanger and production method for the heat exchanger | |
| US20150129186A1 (en) | Heat Exchanger Having A Reinforced Collector | |
| JP6601384B2 (ja) | インタークーラ | |
| JP2008170140A (ja) | 車両用熱交換器 | |
| JP4690883B2 (ja) | 熱交換器および空気調和機 | |
| KR101971483B1 (ko) | 열교환기 | |
| WO2014103639A1 (ja) | 複合型熱交換器 | |
| US20050274504A1 (en) | Heat exchanger having projecting fluid passage | |
| JP2014055758A (ja) | 複合型熱交換器 | |
| JP2010007629A (ja) | 車両用熱交換器 | |
| WO2018123335A1 (ja) | インタークーラ | |
| JP2007278557A (ja) | 熱交換器 | |
| JP6566142B2 (ja) | 熱交換器 | |
| JP3812021B2 (ja) | 積層型熱交換器 | |
| JP4276893B2 (ja) | 車両用熱交換装置 | |
| US20170010056A1 (en) | Heat exchanger | |
| WO2018173536A1 (ja) | 熱交換器 | |
| JP2000304489A (ja) | 熱交換器及び放熱器 | |
| JP2004044920A (ja) | 熱交換器用タンク | |
| WO2018037897A1 (ja) | 冷却装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190114 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191202 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6635022 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |