JP6622741B2 - ハニカム構造体 - Google Patents
ハニカム構造体 Download PDFInfo
- Publication number
- JP6622741B2 JP6622741B2 JP2017042737A JP2017042737A JP6622741B2 JP 6622741 B2 JP6622741 B2 JP 6622741B2 JP 2017042737 A JP2017042737 A JP 2017042737A JP 2017042737 A JP2017042737 A JP 2017042737A JP 6622741 B2 JP6622741 B2 JP 6622741B2
- Authority
- JP
- Japan
- Prior art keywords
- outer peripheral
- peripheral wall
- honeycomb structure
- thickness
- honeycomb
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000002093 peripheral effect Effects 0.000 claims description 270
- 238000005192 partition Methods 0.000 claims description 67
- 239000012530 fluid Substances 0.000 claims description 5
- 239000000463 material Substances 0.000 description 32
- 230000035939 shock Effects 0.000 description 21
- 238000011156 evaluation Methods 0.000 description 15
- 238000005259 measurement Methods 0.000 description 15
- 239000011248 coating agent Substances 0.000 description 14
- 238000000576 coating method Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 14
- 230000000052 comparative effect Effects 0.000 description 11
- 239000000919 ceramic Substances 0.000 description 10
- 238000001125 extrusion Methods 0.000 description 10
- 238000010304 firing Methods 0.000 description 10
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 8
- 230000003139 buffering effect Effects 0.000 description 7
- 239000002994 raw material Substances 0.000 description 7
- 239000011230 binding agent Substances 0.000 description 6
- 238000003754 machining Methods 0.000 description 6
- 239000002245 particle Substances 0.000 description 6
- 229910052878 cordierite Inorganic materials 0.000 description 5
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 description 5
- 239000002270 dispersing agent Substances 0.000 description 5
- 238000000746 purification Methods 0.000 description 5
- 239000003054 catalyst Substances 0.000 description 4
- 239000004927 clay Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000000227 grinding Methods 0.000 description 3
- 229910010271 silicon carbide Inorganic materials 0.000 description 3
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000002612 dispersion medium Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000001866 hydroxypropyl methyl cellulose Substances 0.000 description 2
- 229920003088 hydroxypropyl methyl cellulose Polymers 0.000 description 2
- 235000010979 hydroxypropyl methyl cellulose Nutrition 0.000 description 2
- UFVKGYZPFZQRLF-UHFFFAOYSA-N hydroxypropyl methyl cellulose Chemical compound OC1C(O)C(OC)OC(CO)C1OC1C(O)C(O)C(OC2C(C(O)C(OC3C(C(O)C(O)C(CO)O3)O)C(CO)O2)O)C(CO)O1 UFVKGYZPFZQRLF-UHFFFAOYSA-N 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 229910000505 Al2TiO5 Inorganic materials 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- JFBZPFYRPYOZCQ-UHFFFAOYSA-N [Li].[Al] Chemical compound [Li].[Al] JFBZPFYRPYOZCQ-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- AABBHSMFGKYLKE-SNAWJCMRSA-N propan-2-yl (e)-but-2-enoate Chemical compound C\C=C\C(=O)OC(C)C AABBHSMFGKYLKE-SNAWJCMRSA-N 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/74—General processes for purification of waste gases; Apparatus or devices specially adapted therefor
- B01D53/86—Catalytic processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
- C04B38/0009—Honeycomb structures characterised by features relating to the cell walls, e.g. wall thickness or distribution of pores in the walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2068—Other inorganic materials, e.g. ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2474—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure of the walls along the length of the honeycomb
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2482—Thickness, height, width, length or diameter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2484—Cell density, area or aspect ratio
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2486—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure characterised by the shapes or configurations
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/16—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay
- C04B35/18—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay rich in aluminium oxide
- C04B35/195—Alkaline earth aluminosilicates, e.g. cordierite or anorthite
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/022—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous
- F01N3/0222—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous the structure being monolithic, e.g. honeycombs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
- F01N3/2842—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration specially adapted for monolithic supports, e.g. of honeycomb type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2258/00—Sources of waste gases
- B01D2258/01—Engine exhaust gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2279/00—Filters adapted for separating dispersed particles from gases or vapours specially modified for specific uses
- B01D2279/30—Filters adapted for separating dispersed particles from gases or vapours specially modified for specific uses for treatment of exhaust gases from IC Engines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/92—Chemical or biological purification of waste gases of engine exhaust gases
- B01D53/94—Chemical or biological purification of waste gases of engine exhaust gases by catalytic processes
-
- B01J35/56—
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00793—Uses not provided for elsewhere in C04B2111/00 as filters or diaphragms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/0081—Uses not provided for elsewhere in C04B2111/00 as catalysts or catalyst carriers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/20—Resistance against chemical, physical or biological attack
- C04B2111/2084—Thermal shock resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/34—Non-shrinking or non-cracking materials
- C04B2111/343—Crack resistant materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
- C04B2235/3218—Aluminium (oxy)hydroxides, e.g. boehmite, gibbsite, alumina sol
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids, or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
- C04B2235/3481—Alkaline earth metal alumino-silicates other than clay, e.g. cordierite, beryl, micas such as margarite, plagioclase feldspars such as anorthite, zeolites such as chabazite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/349—Clays, e.g. bentonites, smectites such as montmorillonite, vermiculites or kaolines, e.g. illite, talc or sepiolite
Description
前記ハニカム構造部の外側を囲繞するように配設された第二外周壁と、を備え、
前記ハニカム構造部は、前記隔壁と前記第一外周壁の界面がないものであり、且つ、
前記セルの延びる方向に直交する面において、前記第一外周壁の最大厚さが0.1〜0.3mmであり、
前記第一外周壁の表面が、凹凸を有した凹凸面であり、当該凹凸面が、波長が5.1〜8.5mmの波状の波形を有し、
前記セルの延びる方向に直交する面において、前記第一外周壁の表面の周長が、当該第一外周壁によって囲われる範囲の面積と等価な円の周長の1.001〜1.003倍の長さである、ハニカム構造体。
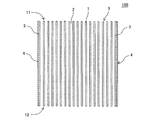
ハニカム構造体の第一実施形態は、図1〜図4に示すようなハニカム構造体100である。ハニカム構造体100は、ハニカム構造部5の外側に、第二外周壁4を更に備えたものである。ハニカム構造部5は、多孔質の隔壁1と、第一外周壁3とを有する。ハニカム構造部5は、隔壁1と第一外周壁3の界面がないものである。即ち、ハニカム構造部5は、隔壁1と第一外周壁3とが連続する1つの構造物であるといえる。ハニカム構造部5の隔壁1は、流入端面11から流出端面12まで延びる流体の流路となる複数のセル2を区画形成するものである。第一外周壁3は、隔壁1の外周の少なくとも一部を取り囲むように配設されている。第二外周壁4は、ハニカム構造部5の外側を囲繞するように配設されている。そして、本実施形態のハニカム構造体100は、セル2の延びる方向に直交する面における第一外周壁3の最大厚さが、0.1〜0.3mmである。
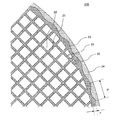
次に、本発明のハニカム構造体の第二実施形態について説明する。第二実施形態のハニカム構造体は、第一外周壁の表面の形状が、凹凸を有した凹凸面であること以外は、これまでに説明した第一実施形態のハニカム構造体と同様に構成されていることが好ましい。ここで、図5は、本発明のハニカム構造体の第二実施形態の流入端面を模式的に示す平面図である。図6は、図5に示すハニカム構造体の、第一外周壁及び第二外周壁の一部を拡大した拡大平面図である。
次に、本発明のハニカム構造体を製造する方法について説明する。
コージェライト化原料100質量部に、分散媒を35質量部、有機バインダを6質量部、分散剤を0.5質量部、それぞれ添加し、それらを混合し、混練して押出成形用の坏土を調製した。コージェライト化原料としては、アルミナ、水酸化アルミニウム、カオリン、タルク、及びシリカを使用した。分散媒としては水を使用し、造孔材としては平均粒子径1〜10μmのコークスを使用し、有機バインダとしてはヒドロキシプロピルメチルセルロースを使用し、分散剤としてはエチレングリコールを使用した。

まず、評価対象のハニカム構造体を焼成炉に投入し、徐々に焼成炉内の温度を上昇させた。ハニカム構造体が規定温度に達した後、焼成炉からハニカム構造体を取り出し、ハニカム構造体を常温まで冷却した。その後、第二外周壁及びハニカム構造部のクラックの有無を確認した。クラックが確認された場合は、ハニカム構造体を加熱した焼成炉内の温度を、クラック発生温度とする。クラックが確認されない場合は、更に焼成炉内の温度を上げた条件でハニカム構造体を加熱し、上述した方法と同様の方法で、再度クラックの有無を確認する。耐熱衝撃性の評価においては、測定されたクラック発生温度に基づき、以下の評価基準によって評価を行った。クラック発生温度が、650℃以上の場合を、評価「A」とする。クラック発生温度が、600℃以上、650℃未満の場合を、評価「B」とする。クラック発生温度が、550℃以上、600℃未満の場合を、評価「C」とする。クラック発生温度が、500℃以上、550℃未満の場合を、評価「D」とする。500℃未満の場合を、評価「E」とする。耐熱衝撃性の評価においては、「A」、「B」、「C」及び「D」の場合を合格とした。
形状精度の評価については、円柱状のハニカム構造体の真円度を測定して、以下の評価基準に基づいて評価を行った。なお、真円度とは、円形状の幾何学的円からの差の大きさを表すものである。本実施例では、ハニカム構造体の端面における最大径と最小径をノギスで測定し、その差を求めることによって、真円度(mm)を算出した。そして、測定した真円度が、3.2mm以下の場合を「優」とし、真円度が、3.2mmを超え、5.0mm以下の場合を「可」とし、5.0mmを超える場合を「不可」とした。
第一外周壁の最大厚さAmax及び最小厚さAmin並びに第二外周壁の平均厚さBを、表1に示すように変更した以外は、実施例1と同様の方法で、実施例2〜10のハニカム構造体を製造した。第二外周壁の平均厚さBは、外周コート材の塗工量によって調節した。実施例2〜10のハニカム構造体について、実施例1と同様の方法で、「耐熱衝撃性」及び「形状精度」の評価を行った。結果を、表2に示す。
第一外周壁の最大厚さAmax及び最小厚さAmin並びに第二外周壁の平均厚さBを、表1に示すように変更した以外は、実施例1と同様の方法で、比較例1〜4のハニカム構造体を製造した。第二外周壁の平均厚さBは、外周コート材の塗工量によって調節した。比較例1〜4のハニカム構造体について、実施例1と同様の方法で、「耐熱衝撃性」及び「形状精度」の評価を行った。結果を、表2に示す。
比較例5〜8においては、実施例1と同様の方法によって、第一外周壁の最大厚さAmax及び最小厚さAminが、表1に示す値となるハニカム構造体を作製した。比較例5〜8のハニカム構造体は、外周コート材を塗工することによって作製された第二外周壁を備えていない、一体型ハニカム構造体である。比較例5〜8のハニカム構造体について、実施例1と同様の方法で、「耐熱衝撃性」及び「形状精度」の評価を行った。結果を、表2に示す。
実施例1〜10のハニカム構造体は、耐熱衝撃性の評価において、全て合格基準を満たすものであった。また、実施例1〜10のハニカム構造体は、形状精度の評価においても、全て「優」又は「可」の良好な結果を得ることができた。
Claims (5)
- 流入端面から流出端面まで延びる流体の流路となる複数のセルを区画形成する多孔質の隔壁、及び前記隔壁の外周の少なくとも一部に配設された第一外周壁を有するハニカム構造部と、
前記ハニカム構造部の外側を囲繞するように配設された第二外周壁と、を備え、
前記ハニカム構造部は、前記隔壁と前記第一外周壁の界面がないものであり、且つ、
前記セルの延びる方向に直交する面において、前記第一外周壁の最大厚さが0.1〜0.3mmであり、
前記第一外周壁の表面が、凹凸を有した凹凸面であり、当該凹凸面が、波長が5.1〜8.5mmの波状の波形を有し、
前記セルの延びる方向に直交する面において、前記第一外周壁の表面の周長が、当該第一外周壁によって囲われる範囲の面積と等価な円の周長の1.001〜1.003倍の長さである、ハニカム構造体。 - 前記セルの延びる方向に直交する面において、前記第二外周壁の平均厚さが0.8〜1.4mmである、請求項1に記載のハニカム構造体。
- 前記セルの延びる方向に直交する面において、前記第一外周壁の最大厚さと前記第二外周壁の平均厚さとの合計が1.0〜1.7mmである、請求項1又は2に記載のハニカム構造体。
- 前記セルの延びる方向に直交する面において、前記第二外周壁の平均厚さに対する、前記第一外周壁の最大厚さの比率が、0.1〜0.3である、請求項1〜3のいずれか一項に記載のハニカム構造体。
- 前記第一外周壁の最大厚さと最小厚さとの差の値が0.1〜0.3mmである、請求項1〜4のいずれか一項に記載のハニカム構造体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017042737A JP6622741B2 (ja) | 2017-03-07 | 2017-03-07 | ハニカム構造体 |
| US15/906,202 US11339099B2 (en) | 2017-03-07 | 2018-02-27 | Honeycomb structure |
| CN201810165454.2A CN108568209B (zh) | 2017-03-07 | 2018-02-28 | 蜂窝结构体 |
| DE102018001791.6A DE102018001791B4 (de) | 2017-03-07 | 2018-03-06 | Wabenstruktur |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017042737A JP6622741B2 (ja) | 2017-03-07 | 2017-03-07 | ハニカム構造体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018143973A JP2018143973A (ja) | 2018-09-20 |
| JP6622741B2 true JP6622741B2 (ja) | 2019-12-18 |
Family
ID=63259090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017042737A Active JP6622741B2 (ja) | 2017-03-07 | 2017-03-07 | ハニカム構造体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11339099B2 (ja) |
| JP (1) | JP6622741B2 (ja) |
| CN (1) | CN108568209B (ja) |
| DE (1) | DE102018001791B4 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3801827A1 (en) * | 2018-05-31 | 2021-04-14 | Corning Incorporated | Honeycomb bodies with honeycomb structure strengthening features and extrusion dies therefor |
| WO2021138034A1 (en) * | 2020-01-03 | 2021-07-08 | Corning Incorporated | Ceramic honeycomb articles with improved isostatic strength, and method for fabricating same |
| JP7305695B2 (ja) | 2021-03-26 | 2023-07-10 | 日本碍子株式会社 | 柱状ハニカム焼成体の製造方法 |
| JP2022156352A (ja) * | 2021-03-31 | 2022-10-14 | 日本碍子株式会社 | ハニカム構造体 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH042737Y2 (ja) | 1986-04-26 | 1992-01-30 | ||
| JP2892258B2 (ja) | 1993-07-29 | 1999-05-17 | 日本碍子株式会社 | セラミックハニカム構造体 |
| CA2119604C (en) | 1993-07-29 | 1997-02-18 | Minoru Machida | Ceramic honeycomb structural body and catalyst comprising the same |
| JP2001261428A (ja) | 2000-03-14 | 2001-09-26 | Ngk Insulators Ltd | セラミックハニカム構造体 |
| US6304999B1 (en) | 2000-10-23 | 2001-10-16 | Advanced Micro Devices, Inc. | Method and apparatus for embedded process control framework in tool systems |
| JP2005230680A (ja) | 2004-02-19 | 2005-09-02 | Ngk Insulators Ltd | ハニカム構造体 |
| WO2005110578A1 (ja) * | 2004-05-18 | 2005-11-24 | Ibiden Co., Ltd. | ハニカム構造体及び排気ガス浄化装置 |
| JP5402638B2 (ja) * | 2007-10-12 | 2014-01-29 | 日立金属株式会社 | コージェライト質セラミックハニカムフィルタ及びその製造方法 |
| JP4998346B2 (ja) | 2008-03-25 | 2012-08-15 | 株式会社デンソー | セラミックハニカム構造体の製造方法 |
| WO2009141892A1 (ja) * | 2008-05-20 | 2009-11-26 | イビデン株式会社 | ハニカム構造体 |
| JP2010001205A (ja) * | 2008-05-20 | 2010-01-07 | Ibiden Co Ltd | ハニカム構造体 |
| JP2013017967A (ja) * | 2011-07-12 | 2013-01-31 | Sumitomo Chemical Co Ltd | ハニカム構造体 |
| JP5543565B2 (ja) | 2012-10-17 | 2014-07-09 | 日本碍子株式会社 | ハニカム構造体 |
| US10232299B2 (en) | 2014-09-11 | 2019-03-19 | Ngk Insulators, Ltd. | Honeycomb structure |
-
2017
- 2017-03-07 JP JP2017042737A patent/JP6622741B2/ja active Active
-
2018
- 2018-02-27 US US15/906,202 patent/US11339099B2/en active Active
- 2018-02-28 CN CN201810165454.2A patent/CN108568209B/zh active Active
- 2018-03-06 DE DE102018001791.6A patent/DE102018001791B4/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018143973A (ja) | 2018-09-20 |
| US20180257998A1 (en) | 2018-09-13 |
| DE102018001791A1 (de) | 2018-09-13 |
| DE102018001791B4 (de) | 2022-09-08 |
| CN108568209A (zh) | 2018-09-25 |
| US11339099B2 (en) | 2022-05-24 |
| CN108568209B (zh) | 2022-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5144075B2 (ja) | ハニカム構造体及びその製造方法 | |
| JP6622741B2 (ja) | ハニカム構造体 | |
| JP5771549B2 (ja) | フィルタエレメント | |
| JP2019171318A (ja) | ハニカムフィルタ | |
| US9890673B2 (en) | Honeycomb filter | |
| JP6110751B2 (ja) | 目封止ハニカム構造体 | |
| US9957861B2 (en) | Honeycomb filter | |
| JP6767914B2 (ja) | ハニカム構造体 | |
| JP6782659B2 (ja) | ハニカム構造体 | |
| JP6320798B2 (ja) | ハニカム構造体 | |
| US20180280961A1 (en) | Honeycomb structure | |
| JP2018122511A (ja) | ハニカム構造体の製造方法及びハニカム構造体 | |
| JP6775458B2 (ja) | ハニカム構造体 | |
| JP6862245B2 (ja) | ハニカムフィルタ | |
| JP6110750B2 (ja) | 目封止ハニカム構造体 | |
| US10730804B2 (en) | Honeycomb structure | |
| JP2018167200A (ja) | ハニカムフィルタ | |
| JP2011056463A (ja) | ハニカム構造体 | |
| JP5378842B2 (ja) | ハニカム構造体 | |
| JP2020049428A (ja) | ハニカムフィルタ | |
| JP2005144250A (ja) | ハニカム構造体 | |
| US9555359B2 (en) | Plugged honeycomb structure | |
| JP2018167221A (ja) | ハニカム構造体 | |
| JP2019171245A (ja) | ハニカム構造体 | |
| JP7165088B2 (ja) | ハニカム構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181012 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6622741 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |