JP6592017B2 - 多層繊維を含む熱安定性メルトブローンウェブ - Google Patents
多層繊維を含む熱安定性メルトブローンウェブ Download PDFInfo
- Publication number
- JP6592017B2 JP6592017B2 JP2016574434A JP2016574434A JP6592017B2 JP 6592017 B2 JP6592017 B2 JP 6592017B2 JP 2016574434 A JP2016574434 A JP 2016574434A JP 2016574434 A JP2016574434 A JP 2016574434A JP 6592017 B2 JP6592017 B2 JP 6592017B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- meltblown
- web
- fibers
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 title claims description 272
- 229920000642 polymer Polymers 0.000 claims description 198
- 238000000034 method Methods 0.000 claims description 38
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 30
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 30
- 238000002425 crystallisation Methods 0.000 claims description 22
- 230000008025 crystallization Effects 0.000 claims description 22
- 238000009413 insulation Methods 0.000 claims description 8
- 239000002657 fibrous material Substances 0.000 claims description 6
- 229920000728 polyester Polymers 0.000 claims description 6
- 238000001914 filtration Methods 0.000 claims description 5
- UHPJWJRERDJHOJ-UHFFFAOYSA-N ethene;naphthalene-1-carboxylic acid Chemical compound C=C.C1=CC=C2C(C(=O)O)=CC=CC2=C1 UHPJWJRERDJHOJ-UHFFFAOYSA-N 0.000 claims description 4
- 229920000747 poly(lactic acid) Polymers 0.000 claims description 4
- 239000012530 fluid Substances 0.000 claims description 3
- 229920002215 polytrimethylene terephthalate Polymers 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 166
- 239000000463 material Substances 0.000 description 21
- 230000008569 process Effects 0.000 description 21
- 229920000306 polymethylpentene Polymers 0.000 description 15
- 239000011116 polymethylpentene Substances 0.000 description 15
- 238000007664 blowing Methods 0.000 description 14
- 229920001707 polybutylene terephthalate Polymers 0.000 description 14
- 238000001816 cooling Methods 0.000 description 12
- 239000000155 melt Substances 0.000 description 11
- 238000002844 melting Methods 0.000 description 11
- 230000008018 melting Effects 0.000 description 11
- 239000000203 mixture Substances 0.000 description 9
- 239000002667 nucleating agent Substances 0.000 description 8
- 239000000654 additive Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 239000004750 melt-blown nonwoven Substances 0.000 description 6
- 239000002356 single layer Substances 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 5
- 238000010583 slow cooling Methods 0.000 description 5
- 239000000725 suspension Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 229920001169 thermoplastic Polymers 0.000 description 5
- 230000001747 exhibiting effect Effects 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- -1 polyethylene Polymers 0.000 description 4
- 229920010524 Syndiotactic polystyrene Polymers 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000002074 melt spinning Methods 0.000 description 3
- 239000002861 polymer material Substances 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000011160 research Methods 0.000 description 3
- 229920006126 semicrystalline polymer Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920002959 polymer blend Polymers 0.000 description 2
- 229920005594 polymer fiber Polymers 0.000 description 2
- 238000010094 polymer processing Methods 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 240000004246 Agave americana Species 0.000 description 1
- 244000198134 Agave sisalana Species 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 244000060011 Cocos nucifera Species 0.000 description 1
- 235000013162 Cocos nucifera Nutrition 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 244000068988 Glycine max Species 0.000 description 1
- 235000010469 Glycine max Nutrition 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 239000012963 UV stabilizer Substances 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 229920006125 amorphous polymer Polymers 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 150000001491 aromatic compounds Chemical class 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000012792 core layer Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000006166 lysate Substances 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical class CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- 238000000399 optical microscopy Methods 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000012216 screening Methods 0.000 description 1
- 238000007573 shrinkage measurement Methods 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 125000003258 trimethylene group Chemical group [H]C([H])([*:2])C([H])([H])C([H])([H])[*:1] 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
- D01D5/0985—Melt spinning methods with simultaneous stretching by means of a flowing gas (e.g. melt-blowing)
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43918—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres nonlinear fibres, e.g. crimped or coiled fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5414—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Nonwoven Fabrics (AREA)
- Multicomponent Fibers (AREA)
Description
熱安定性ウェブとは、本明細書の実施例に記載するように、試験を行ったとき、10%未満の熱収縮を示すウェブを意味する。
実施形態1は、複数のメルトブローン多層繊維を含む熱安定性メルトブローン繊維ウェブであって、少なくとも選択されたメルトブローン多層繊維は、それぞれ、少なくとも約200℃のTmを有する結晶化が遅いポリマーである第1のポリマーから構成される少なくとも1つの第1の層と、少なくとも約200℃のTmを有する結晶化が速いポリマーである第2のポリマーから構成される少なくとも1つの第2の層と、を含み、メルトブローン多層繊維の第1のポリマー対第2のポリマーの平均重量比が約45:55から約95:05であり、かつ熱安定性メルトブローン繊維ウェブは約10%未満の熱収縮を示す。
熱収縮
熱収縮メルトブローンウェブは、10cm×10cmの3つの試料を使用して得ることができる。各試料の寸法を、180℃のFisher Scientific Isotemp Oven(又は等価物)内に15分間配置した前後に、機械方向(MD)及び横断方向(CD)の双方で測定する。各試料の収縮は、次の式を使用してMD及びCDについて計算する。

ポリマー試料のTmは、TA Instruments Q2000 Modulated Differential Scanning Calorimeter(MDSC)又は等価物を使用して得ることができる。試料の重量を計量し、適合性アルミニウム製の鍋に入れる。第1の熱を加えて、試料の推定Tmを上回る温度まで試料を加熱し、その後、十分に遅い速度(例えば、10℃/分)で試料を冷却し、結晶化を発生させる。これらの予熱/冷却工程後、例えば、10℃/分の加熱速度で第2の熱を加えて、熱流を観察する。結晶融点Tmは、当業者によって確実に理解されるように、明確に定義された一次溶融ピークの頂点として(このようなピークが存在する場合)、第2の熱データから得ることができる。
メルトブローンウェブは、Wente,Van A.,「Superfine Thermoplastic Fibers」((Industrial Engineering Chemistry,Vol.48、ページ1342以下(1956))及びNaval Research LaboratoriesのReport No.4364、1954年5月25日出版の表題「Manufacture of Superfine Organic Fibers」)Wente,Van.A.Boone,C.D.,及びFluharty,E.Lによる)に記載されているものと類似した装置及び工程を使用して製造された。この装置は、ギアポンプを備えた押出機を使用してポリマーのメルトフローを制御し、そのメルトフローを長さと直径との比率が5:1である輪状滑面オリフィスを有するメルトブローダイに分配した。本オリフィスを10オリフィス/cmの間隔でダイ面に直線状に配置させた。空気溶融フィラメントがメルトブローダイのオリフィスから吐出した本質的な直後に、集束方法で「吹込」空気を高速で溶融フィラメント上に衝突させるために、供給デバイス(エアナイフ)をダイ面に提供した。
(実施例1)
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブを、上述の装置及び一般的な方法を使用して製造し、後述のとおりに操作した。第1のポリマーは、Nan Ya Plastics Corporation(America,Livingston,NJ)から商標名N211として得たポリ(エチレンテレフタレート)(PET;0.54固有粘度)樹脂であった。第2のポリマーは、SABIC Innovative Plastics,Pittsfield,MAから入手したポリ(ブチレンテレフタレート)(PBT)(商標名Valox−195−1001)であった。
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブを、概して実施例1と類似の方法で製造した。ただし、ギアポンプは、PET対PBTの重量比が50:50の溶融ポリマーが送達されるように調整した。ダイ及びフィードブロックはいずれも約280℃に保持し、第1の押出機及び第2の押出機の溶融温度は、それぞれ約280℃及び270℃で保持した。高速吹込空気の温度は、設定点である約390℃に保持した。このように形成したメルトブローン多層繊維は、DCD(ダイ/コレクター距離)約30.5cmで回収した。メルトブローン多層繊維は、平均直径約10マイクロメートル未満を示し、メルトブローン繊維ウェブは、坪量約130g/m2を有していた。
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブを、概して実施例1と類似の方法で製造した。ただし、第2のポリマーは、ポリ(ブチレンテレフタレート)ではなくポリメチルペンテン(PMP;Mitsui Chemicals,Rye Brook,NYから商標名TPXで入手)とした。第1のポリマー:第2のポリマー(PET:PMP)重量比は、約75:25であり、メルトブローダイでは、合計ポリマー処理速度0.14kg/hr/cmダイ幅を維持した。
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブを、概して実施例3と類似の方法で製造した。ただし、第1:第2(PET:PMP)重量比は、約90:10とした。
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブを、概して実施例3と類似の方法で製造した。ただし、第1:第2(PET:PMP)重量比は、約80:20とした。
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブを、概して実施例3と類似の方法で製造した。ただし、第1:第2(PET:PMP)重量比は、約70:30とした。
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブを、概して実施例3と類似の方法で製造した。ただし、第1:第2(PET:PMP)重量比は、約60:40とした。
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブを、実施例3と類似の常法で製造した。ただし、スプリッタフィードブロックは、多層繊維が17の交互層(8つの第1のPET層及び9つの第2のPMP層)を含むように構成した。PET:PMP重量比は、約75:25で保持した。ダイ及びフィードブロックは、双方とも約300℃に保持し、第1の押出機及び第2の押出機の溶融温度は、それぞれ約285℃及び300℃で保持した。高速吹込空気の温度は、設定点の約400℃に保持した。このように形成したメルトブローン多層繊維を、DCD(ダイ/コレクター距離)約15cmで回収した。
複数のメルトブローン多層繊維を含むメルトブローン繊維ウェブは、実施例3と概して類似の方法で製造した。ただし、スプリッタフィードブロックは、多層繊維が2つの交互層(1つの第1のPET層及び1つの第2のPMP層)を含むように構成した。PET:PMP重量比は、約75:25で保持した。ダイ及びフィードブロックは、双方とも約300℃に保持し、第1の押出機及び第2の押出機の溶融温度は、それぞれ約285℃及び300℃で保持させた。高速吹込空気の温度は、設定点の約400℃に保持した。このように形成したメルトブローン多層繊維を、約15cmのDCD(ダイ/コレクター距離)で回収した。
比較例1
メルトブローン不織布ウェブは、実施例1のものと概ね類似している加工条件を用いて製造した。ただし、スプリッタフィードブロックは使用せず、メルトブローン繊維は全て第1のポリマー、具体的には、Nan Ya Plastics Corporation(America,Livingston,NJ)から商標名N211で得たポリ(エチレンテレフタレート)(PET、固有粘度0.54)樹脂からなる単層繊維であった。
収縮データは、全ての繊維が、第2のポリマー、具体的にはSABIC Innovative Plastics(Pittsfield,MA)から商標名Valox−195−1001で入手したポリ(ブチレンテレフタレート)(PBT)からなる単層繊維であるメルトブローン不織布ウェブから得た。工程条件は得られなかったが、従来(単層繊維)のメルトブローン装置及び工程条件を用いたものと考えられた。また、本材料の報告された熱収縮測定値は、上述の手順とはわずかに異なる熱収縮試験(PCT特許出願番号第PCT/CN2014/080901(Chenら)、代理人整理番号75424WO003、表題「THERMALLY STABLE NONWOVEN WEB COMPRISING MELTBLOWN BLENDED−POLYMER FIBERS」に記載されている)を用いて得た。例えば、試料は、180℃で15分間ではなく、170℃で15分間保持した。したがって、比較実施例2の収縮数は、他のデータと正確に比較できなくてもよいが、比較実施例2は、依然として、本明細書にて開示された一般的な傾向を示すにあたって有用である。
前述の実施例は、利用可能な記録により提供され、明確に理解するためにのみ提供され、これらによって不要な限定をするものと理解されるべきではない。実施例に記載した試験及び試験結果は予測的なものではなく、例示的なものであることが意図され、試験方法の変更により、得られる結果も異なるものと予想され得る。実施例の全ての定量的値は、使用された手順に含まれる周知の許容差の観点から近似値であると理解されるべきである。
[1]
複数のメルトブローン多層繊維を含む熱安定性メルトブローン繊維ウェブであって、少なくとも選択されたメルトブローン多層繊維は、それぞれ、少なくとも約200℃のT m を有する結晶化が遅いポリマーである第1のポリマーから構成される少なくとも1つの第1の層と、少なくとも約200℃のT m を有する結晶化が速いポリマーである第2のポリマーから構成される少なくとも1つの第2の層と、を含み、
前記メルトブローン多層繊維は、前記第1のポリマー対前記第2のポリマーの平均重量比が約45:55〜約95:05を示し、かつ前記熱安定性メルトブローン繊維ウェブは、約10%未満の熱収縮を示す、熱安定性メルトブローン繊維ウェブ。
[2]
前記第1のポリマーは、少なくとも約240℃のT m を示し、前記第2のポリマーは、少なくとも約240℃のT m を示す、項目1に記載のウェブ。
[3]
前記メルトブローン繊維の、第1のポリマー対第2のポリマーの平均重量比が約60:40〜約90:10を示す、項目1に記載のウェブ。
[4]
前記メルトブローン繊維の、第1のポリマー対第2のポリマーの平均重量比が約70:30〜約80:20を示す、項目1に記載のウェブ。
[5]
前記第1のポリマーは、ポリ(エチレンテレフタレート)、ポリ(エチレンナフタレート)、ポリ(乳酸)、ポリ(トリメチレンテレフタレート)、及びこれらの組み合わせからなる群から選択されるポリエステルである、項目1に記載のウェブ。
[6]
前記第1のポリマーは、ポリ(エチレンテレフタレート)である、項目1に記載のウェブ。
[7]
前記第1のポリマーは、非ポリマー成核剤を実質的に含まない、項目1に記載のウェブ。
[8]
前記第2のポリマーは、ポリ(ブチレンテレフタレート)、ポリメチルペンテン、及びシンジオタクチックポリスチレンからなる群から選択される、項目1に記載のウェブ。
[9]
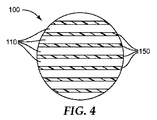
少なくとも選択された多層繊維は、それぞれ、少なくとも一対の第1の層、及びそれらの間に個別に挟まれている第2の層を含む、項目1に記載のウェブ。
[10]
少なくとも選択された多層繊維は、それぞれ、少なくとも
3つの第1の層及び少なくとも2つの第2の層を含み、それぞれの第2の層は、一対の第1の層の間に個別に挟まれている、項目1に記載のウェブ。
[11]
少なくとも選択された多層繊維は、それぞれ、少なくとも5つの第1の層及び少なくとも4つの第2の層を備え、それぞれの第2の層は、一対の第1の層の間に個別に挟まれている、項目1に記載のウェブ。
[12]
少なくとも選択された多層繊維は、それぞれ、少なくともnの第1の層及び少なくともn−1の第2の層を備え、前記第2の層のうち少なくともn−2は、第1の層の間に個別に挟まれ、nは、数字7〜51である、項目1に記載のウェブ。
[13]
前記第1の層は単一成分層であり、前記第2の層は単一成分層である、項目1に記載のウェブ。
[14]
前記複数のメルトブローン繊維は、集合的に、平均繊維直径約10マイクロメートル未満を示す、項目1に記載のウェブ。
[15]
前記ウェブは、短繊維を更に備え、前記短繊維は、前記ウェブの前記繊維材料の総重量に対して、約5重量%〜約50重量%を占める、項目1に記載のウェブ。
[16]
前記ウェブは、約6%未満の熱収縮を示す、項目1に記載のウェブ。
[17]
前記ウェブは、約2%未満の熱収縮を示す、項目1に記載のウェブ。
[18]
前記ウェブの前記メルトブローン繊維は、200℃未満のT m を示す任意のポリマー材料を約5重量%以下含む、項目1に記載のウェブ。
[19]
前記ウェブの前記メルトブローン繊維は、200℃未満のT m を示す任意のポリマー材料を実質的に含まない、項目1に記載のウェブ。
[20]
項目1に記載の熱安定性メルトブローン繊維ウェブを含む物品であって、前記物品は、断熱物品、防音物品、流体濾過物品、又はこれらの組み合わせからなる群から選択される、物品。
[21]
前記物品は、約5%未満の熱収縮を示す防音物品である、項目20に記載の物品。
[22]
メルトブローダイのオリフィスを通して溶融多層フローストリームを押出し、溶融多層フィラメントを形成することと、
高速気体流により前記溶融多層フィラメントを細化し、多層メルトブローン繊維を形成することと、
繊維の塊として前記多層メルトブローン繊維を回収することと、を含む、方法であって、
前記回収された繊維の塊のフローストリームの少なくとも選択された多層メルトブローン繊維は、それぞれ、少なくとも約200℃のT m を有する結晶化が遅いポリマーである溶融した第1のポリマーから構成される少なくとも1つの第1の層と、少なくとも約200℃のT m を有する結晶化が速いポリマーである溶融した第2のポリマーから構成される少なくとも1つの第2の層と、を含む、方法。
[23]
前記細化された多層フィラメントは多層メルトブローン繊維の空気浮遊流を形成し、かつ短繊維の空気浮遊流を前記多層繊維の空気浮遊流に注入することと、前記混合した多層メルトブローン繊維及び短繊維を繊維の塊として回収することと、を更に含む、項目22に記載の方法。
[24]
前記繊維の塊のうち少なくともいくつかの前記繊維を互いに結合して、熱安定性メルトブローン繊維ウェブを形成することを更に含む、項目22に記載の方法。
Claims (7)
- 複数のメルトブローン多層繊維を含む熱安定性メルトブローン繊維ウェブであって、少なくとも選択されたメルトブローン多層繊維は、それぞれ、少なくとも200℃のTmを有する結晶化が遅いポリマーである第1のポリマーから構成される少なくとも1つの第1の層と、少なくとも200℃のTmを有する結晶化が速いポリマーである第2のポリマーから構成される少なくとも1つの第2の層と、を含み、
前記メルトブローン多層繊維は、前記第1のポリマー対前記第2のポリマーの平均重量比が45:55〜95:05を示し、かつ前記熱安定性メルトブローン繊維ウェブは、10%未満の熱収縮を示す、熱安定性メルトブローン繊維ウェブ。 - 前記第1のポリマーは、少なくとも240℃のTmを示し、前記第2のポリマーは、少なくとも240℃のTmを示す、請求項1に記載のウェブ。
- 前記第1のポリマーは、ポリ(エチレンテレフタレート)、ポリ(エチレンナフタレート)、ポリ(乳酸)、ポリ(トリメチレンテレフタレート)、及びこれらの組み合わせからなる群から選択されるポリエステルである、請求項1に記載のウェブ。
- 少なくとも選択された多層繊維は、それぞれ、少なくとも一対の第1の層、及びそれらの間に個別に挟まれている第2の層を含む、請求項1に記載のウェブ。
- 前記ウェブは、短繊維を更に備え、前記短繊維は、前記ウェブの前記繊維材料の総重量に対して、5重量%〜50重量%を占める、請求項1に記載のウェブ。
- 請求項1に記載の熱安定性メルトブローン繊維ウェブを含む物品であって、前記物品は、断熱物品、防音物品、流体濾過物品、又はこれらの組み合わせからなる群から選択される、物品。
- メルトブローダイのオリフィスを通して溶融多層フローストリームを押出し、溶融多層フィラメントを形成することと、
高速気体流により前記溶融多層フィラメントを細化し、多層メルトブローン繊維を形成することと、
繊維の塊として前記多層メルトブローン繊維を回収することと、を含む、方法であって、
前記回収された繊維の塊のフローストリームの少なくとも選択された多層メルトブローン繊維は、それぞれ、少なくとも200℃のTmを有する結晶化が遅いポリマーである溶融した第1のポリマーから構成される少なくとも1つの第1の層と、少なくとも200℃のTmを有する結晶化が速いポリマーである溶融した第2のポリマーから構成される少なくとも1つの第2の層と、を含む、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462017864P | 2014-06-27 | 2014-06-27 | |
| US62/017,864 | 2014-06-27 | ||
| PCT/US2015/035334 WO2015199998A1 (en) | 2014-06-27 | 2015-06-11 | Thermally stable meltblown web comprising multilayer fibers |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017519916A JP2017519916A (ja) | 2017-07-20 |
| JP2017519916A5 JP2017519916A5 (ja) | 2018-07-12 |
| JP6592017B2 true JP6592017B2 (ja) | 2019-10-16 |
Family
ID=54938667
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016574434A Expired - Fee Related JP6592017B2 (ja) | 2014-06-27 | 2015-06-11 | 多層繊維を含む熱安定性メルトブローンウェブ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170191197A1 (ja) |
| EP (1) | EP3161198A4 (ja) |
| JP (1) | JP6592017B2 (ja) |
| KR (1) | KR20170026496A (ja) |
| CN (1) | CN106460270B (ja) |
| WO (1) | WO2015199998A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PE20190865A1 (es) | 2016-08-02 | 2019-06-18 | Fitesa Germany Gmbh | Sistema y proceso para la preparacion de telas no tejidas de acido polilactico |
| US11441251B2 (en) | 2016-08-16 | 2022-09-13 | Fitesa Germany Gmbh | Nonwoven fabrics comprising polylactic acid having improved strength and toughness |
| CN111094639B (zh) * | 2017-09-15 | 2023-04-04 | 3M创新有限公司 | 非织造纤维幅材及其方法 |
| EP3990686B1 (en) | 2019-06-26 | 2024-01-03 | 3M Innovative Properties Company | Method of making a nonwoven fiber web, and a nonwoven fiber web |
| MX2022003697A (es) * | 2019-09-25 | 2022-04-26 | Bast Fibre Tech Inc | Fibra de liber, telas fabricadas con la misma y metodo de fabricacion relacionado. |
| US12433794B2 (en) | 2019-10-28 | 2025-10-07 | Solventum Intellectual Properties Company | Wound dressing material and methods of making and using the same |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57167418A (en) * | 1981-04-03 | 1982-10-15 | Kuraray Co Ltd | Heat bonding composite spun fiber |
| JP2538602B2 (ja) * | 1987-08-03 | 1996-09-25 | 旭化成工業株式会社 | スパンボンド不織布用繊維 |
| JP2599847B2 (ja) * | 1991-08-13 | 1997-04-16 | 株式会社クラレ | ポリエチレンテレフタレート系メルトブローン不織布とその製造法 |
| US5232770A (en) * | 1991-09-30 | 1993-08-03 | Minnesota Mining And Manufacturing Company | High temperature stable nonwoven webs based on multi-layer blown microfibers |
| US5190812A (en) * | 1991-09-30 | 1993-03-02 | Minnesota Mining And Manufacturing Company | Film materials based on multi-layer blown microfibers |
| AT400840B (de) * | 1994-01-21 | 1996-03-25 | Melcher Gerhard Dr | Verfahren zur herstellung einer überwiegend anorganischen geschäumten masse, sowie ein(e) nach diesem verfahren herstellbare(r) masse oder formteil |
| US5439741A (en) * | 1994-08-03 | 1995-08-08 | Hoechst Celanese Corporation | Heterofilament composite yarn |
| WO1996026232A1 (en) * | 1995-02-22 | 1996-08-29 | The University Of Tennessee Research Corporation | Dimensionally stable fibers and non-woven webs |
| US5665235A (en) * | 1995-05-09 | 1997-09-09 | Pall Corporation | Supported fibrous web assembly |
| JP3458924B2 (ja) * | 1995-10-19 | 2003-10-20 | 東洋紡績株式会社 | 不織布およびその製造法 |
| US5773375A (en) * | 1996-05-29 | 1998-06-30 | Swan; Michael D. | Thermally stable acoustical insulation |
| US6187699B1 (en) * | 1996-09-06 | 2001-02-13 | Chisso Corporation | Laminated nonwoven fabric and method of manufacturing same |
| US6007914A (en) * | 1997-12-01 | 1999-12-28 | 3M Innovative Properties Company | Fibers of polydiorganosiloxane polyurea copolymers |
| US20050039836A1 (en) * | 1999-09-03 | 2005-02-24 | Dugan Jeffrey S. | Multi-component fibers, fiber-containing materials made from multi-component fibers and methods of making the fiber-containing materials |
| JP2002124238A (ja) * | 2000-10-18 | 2002-04-26 | Tonen Tapyrus Co Ltd | 耐熱性セパレータ |
| US20030207639A1 (en) * | 2002-05-02 | 2003-11-06 | Tingdong Lin | Nonwoven web with improved adhesion and reduced dust formation |
| US20060035555A1 (en) * | 2004-06-22 | 2006-02-16 | Vasanthakumar Narayanan | Durable and fire resistant nonwoven composite fabric based military combat uniform garment |
| JP2007105163A (ja) * | 2005-10-12 | 2007-04-26 | Toyobo Co Ltd | 使い捨てカイロ |
| US8802002B2 (en) * | 2006-12-28 | 2014-08-12 | 3M Innovative Properties Company | Dimensionally stable bonded nonwoven fibrous webs |
| PL3284854T3 (pl) * | 2007-08-17 | 2024-03-25 | Fiberweb, Llc | Dwuskładnikowe włókienko ciągłe utworzone z pojedynczego układu polimerowego |
| JP5744925B2 (ja) * | 2011-02-15 | 2015-07-08 | 三井化学株式会社 | 不織布積層体 |
-
2015
- 2015-06-11 CN CN201580033212.2A patent/CN106460270B/zh not_active Expired - Fee Related
- 2015-06-11 WO PCT/US2015/035334 patent/WO2015199998A1/en not_active Ceased
- 2015-06-11 KR KR1020177001928A patent/KR20170026496A/ko not_active Withdrawn
- 2015-06-11 JP JP2016574434A patent/JP6592017B2/ja not_active Expired - Fee Related
- 2015-06-11 US US15/323,614 patent/US20170191197A1/en not_active Abandoned
- 2015-06-11 EP EP15811945.3A patent/EP3161198A4/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| CN106460270A (zh) | 2017-02-22 |
| CN106460270B (zh) | 2019-11-12 |
| EP3161198A4 (en) | 2018-03-07 |
| JP2017519916A (ja) | 2017-07-20 |
| KR20170026496A (ko) | 2017-03-08 |
| EP3161198A1 (en) | 2017-05-03 |
| US20170191197A1 (en) | 2017-07-06 |
| WO2015199998A1 (en) | 2015-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6592017B2 (ja) | 多層繊維を含む熱安定性メルトブローンウェブ | |
| JP5241841B2 (ja) | 単一のポリマー系から製造される区域接合された不織布 | |
| JP6191320B2 (ja) | 吸音性に優れた不織布 | |
| JP6508942B2 (ja) | メルトブロープロセス、低収縮性メルトブローポリマー繊維及び繊維構造体、並びにメルトブロー可能なポリマー組成物 | |
| CN103717796A (zh) | 混纤长纤维无纺布 | |
| US11946169B2 (en) | Process for making a spunmelt nonwoven batt or web from recycled polypropylene | |
| JPWO2014038722A1 (ja) | 不織布構造体およびその製造方法 | |
| JPWO2017142021A1 (ja) | 不織布、フィルタ及び不織布の製造方法 | |
| JP6653476B2 (ja) | 繊維集合体及び吸音材 | |
| JP6480477B2 (ja) | メルトブローンブレンドポリマー繊維を含む熱安定性不織布ウェブ | |
| JP2017519916A5 (ja) | ||
| JP2016539258A (ja) | 柔軟性が向上したポリ乳酸ブレンド不織布及びその製造方法 | |
| JP2008169509A (ja) | 熱接着性複合繊維およびその製造方法 | |
| KR102653795B1 (ko) | 이성분 섬유 및 이들의 중합체 조성물 | |
| JP2010047657A (ja) | ポリマアロイチップ、ポリマアロイ繊維および超極細繊維ならびにそれらの製造方法 | |
| JP6077369B2 (ja) | 熱接着性複合繊維 | |
| US7470748B2 (en) | Polymeric fibers and fabrics | |
| Dhar | Processing, Structure, and Properties of Bio-Based (PLA, PHA, and PBS) Melt-Blown Nonwoven Webs for Filter Media | |
| JP2008031443A (ja) | ポリマアロイチップおよびポリマアロイ繊維および超極細繊維ならびにそれらの製造方法 | |
| JPH02160966A (ja) | 長繊維不織布及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180530 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180530 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6592017 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |