JP6538435B2 - サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 - Google Patents
サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 Download PDFInfo
- Publication number
- JP6538435B2 JP6538435B2 JP2015122388A JP2015122388A JP6538435B2 JP 6538435 B2 JP6538435 B2 JP 6538435B2 JP 2015122388 A JP2015122388 A JP 2015122388A JP 2015122388 A JP2015122388 A JP 2015122388A JP 6538435 B2 JP6538435 B2 JP 6538435B2
- Authority
- JP
- Japan
- Prior art keywords
- support
- area
- target object
- arrangement
- added
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
Description
図1は、本実施形態に係る3次元造形システム10の断面図である。図2は、3次元造形システム10の平面図である。なお、図面中の符号F、Rr、L、Rは、それぞれ前、後、左、右を示している。ただし、これらは説明の便宜上の方向に過ぎず、3次元造形システム10の設置態様を何ら限定するものではない。
T=ST/SF ・・・(1)
ここで、安全率SFとは、材料毎の強度のばらつき、または、樹脂層の荷重誤差などの不確定な要因を考慮して設定するものである。
L<T ・・・(2)
T=S×A×N/SF ・・・(3)
L<S×A×N/SF ・・・(4)
重心74=(V1×G1+V2×G2+・・・+Vn×Gn)/Vall・・・(5)
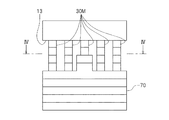
図15は、対象造形物モデル72にサポート30Mを追加および配置した状態を示した対象造形物モデル72の正面図である。図16は、対象造形物モデル72にサポート30Mを追加および配置した状態を示した対象造形物モデル72の底面図である。
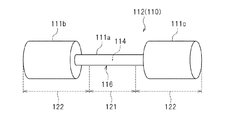
次に、第3実施形態に係る配置決定装置について説明する。図17は、対象造形物110の対象造形物モデル112の一例を示す斜視図である。図17に示すように、対象造形物110は、鉄アレイ状のものであり、棒形状の第1分割造形物111aと、第1分割造形物111aの一端に配置された円柱状の第2分割造形物111bと、第1分割造形物111aの他端に配置された円柱状の第3分割造形物111cとを組み合わせたものである。対象造形物110では、重心は重心114である。ここでは、対象造形物モデル112におけるサポート30が追加および配置される配置面116は、対象造形物モデル112の下面とする。上記各実施形態と同様に、重心114の近くに第1の領域121を設定し、重心114から離れた位置に第2の領域122を設定する。この場合、例えば、第1実施形態と同様に、配置部63は、第1サポート30Lと第1の領域121との単位面積当たりの接触面積が、第2サポート30Sと第2の領域122との単位面積当たりの接触面積よりも大きくなるように、配置面116にサポート30(第1サポート30Lおよび第2サポート30S)を追加および配置する。このとき、第1分割造形物111aの荷重が第2分割造形物111bおよび第3分割造形物111cの荷重よりも小さいにも関わらず、第1分割造形物111aには、より太い第1サポート30Lが追加および配置される。しかし、対象造形物モデル112では、荷重が大きい第2分割造形物111bおよび第3分割造形物111cに、より太い第1サポート30Lが追加および配置されることが好ましい。
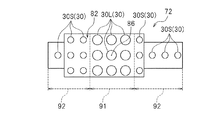
上記各実施形態では、領域分割部62は、例えば、配置面82を第1の領域91と第2の領域92との2つの領域に分割していた。しかし、領域分割部62は、配置面82を3つ以上の領域に分割してもよい。例えば、配置面82を第1の領域、第2の領域、および、第3の領域に分ける場合、例えば、第1の領域は、基準点が含まれる領域である。第2の領域は、第1の領域を除いた領域であって、第3の領域よりも基準点に近い領域である。第3の領域は、第1の領域および第2の領域を除いた領域であって、第1の領域および第2の領域よりも基準点から遠い領域である。
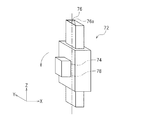
上記各実施形態では、配置決定装置100は、対象造形物モデル72の下面にサポート30が追加および配置されるようにして、サポート30の配置位置を決定していた。しかし、対象造形物モデル72におけるサポート30の配置位置は上面であってもよい。この場合、回転部67は、傾け部66によって傾けられた対象造形物モデル72において、対象造形物モデル72の外周面上の点であって、対象造形物モデル72の重心74から最も近い最近点80が、平面視において主軸78と重なり、かつ、主軸78よりも上方に位置するように、主軸78を軸に対象造形物モデル72を回転させる。そして、配置部63は、回転部67によって回転された対象造形物モデル72において、最近点80が含まれる面、すなわち、上面にサポート30を追加および配置する。この場合、対象造形物モデル72の上面が配置面となる。
10A 3次元造形装置
13 ホルダ
30 サポート(サポート造形物)
52 記憶部
56 重心算出部
60 配置面決定部
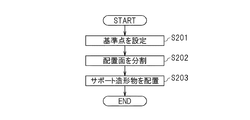
61 基準点設定部
62 領域分割部
63 配置部
64 表示部
72 対象造形物モデル(3次元モデル)
74 重心
86 基準点
91 第1の領域
92 第2の領域
100 配置決定装置(サポートの配置決定装置)
Claims (15)
- 造形対象である対象造形物にサポートを追加および配置して、前記対象造形物および前記サポートを造形する3次元造形装置において、前記サポートの配置位置を決定する配置決定装置であって、
前記対象造形物の3次元モデルのデータを記憶する記憶部と、
前記記憶部に記憶された前記3次元モデルの重心を算出する重心算出部と、
前記3次元モデルにおける前記サポートを追加および配置する配置面を決定する配置面決定部と、
前記重心算出部によって算出された前記重心から、前記配置面決定部によって決定された前記配置面に向かう垂線を引き、前記垂線と前記配置面とが交わる基準点を設定する基準点設定部と、
前記配置面決定部によって決定された前記配置面において、前記基準点設定部によって設定された前記基準点を含む所定の範囲内である第1の領域と、前記第1の領域を除く第2の領域とに分割する領域分割部と、
前記領域分割部によって分割された前記第1の領域および前記第2の領域において、前記第1の領域の単位面積当たりの前記第1の領域と前記サポートとの接触面積が、前記第2の領域の単位面積当たりの前記第2の領域と前記サポートとの接触面積よりも大きくなるように、前記配置面に前記サポートを追加および配置する配置部と、
を備えた、サポートの配置決定装置。 - 前記配置部は、前記第1の領域に第1の太さの前記サポートを追加および配置し、前記第2の領域に前記第1の太さよりも細い第2の太さの前記サポートを追加および配置する、請求項1に記載されたサポートの配置決定装置。
- 前記配置部は、前記第1の領域に追加および配置される前記サポートにおける前記第1の領域の単位面積当たりの数が前記第2の領域に追加および配置される前記サポートにおける前記第2の領域の単位面積当たりの数よりも多くなるように、前記配置面に前記サポートを追加および配置する、請求項1または2に記載されたサポートの配置決定装置。
- 前記配置部は、前記配置面の前記基準点上に前記サポートを追加および配置する、請求項1から3までの何れか一つに記載されたサポートの配置決定装置。
- 前記領域分割部は、前記第1の領域の中心に前記基準点が配置されるように、前記配置面を前記第1の領域と前記第2の領域とに分割する、請求項1から4までの何れか一つに記載されたサポートの配置決定装置。
- 前記対象造形物は、前記サポートを追加および配置しない禁止面を有し、
前記配置面決定部は、前記禁止面を除く前記3次元モデルの面の中から前記配置面を決定する、請求項1から5までの何れか一つに記載されたサポートの配置決定装置。 - 前記配置部によって前記サポートが追加および配置された前記3次元モデルが表示される表示画面と、
前記サポートが追加および配置された前記3次元モデルを前記表示画面に表示させる表示部と、
を備えた、請求項1から6までの何れか一つに記載されたサポートの配置決定装置。 - 前記3次元造形装置と、
請求項1から7までの何れか一つに記載されたサポートの配置決定装置と、
を備えた、3次元造形システム。 - 造形対象である対象造形物にサポートを配置して、前記対象造形物および前記サポートを造形する3次元造形装置において、前記サポートの配置位置を決定する配置決定方法であって、
前記3次元モデルの重心を算出する重心算出工程と、
前記3次元モデルにおける前記サポートを追加および配置する配置面を決定する配置面決定工程と、
前記重心算出工程で算出した前記重心から、前記配置面決定工程で決定した前記配置面に向かう垂線を引き、前記垂線と前記配置面とが交わる基準点を設定する基準点設定工程と、
前記配置面決定工程で決定した前記配置面において、前記基準点設定工程で設定した前記基準点を含む所定の範囲内である第1の領域と、前記第1の領域を除く第2の領域とに分割する領域分割工程と、
前記領域分割工程で分割した前記第1の領域および前記第2の領域において、前記第1の領域の単位面積当たりの前記第1の領域と前記サポートとの接触面積が、前記第2の領域の単位面積当たりの前記第2の領域と前記サポートとの接触面積よりも大きくなるように、前記配置面に前記サポートを追加および配置する配置工程と、
を包含する、サポートの配置決定方法。 - 前記配置工程では、前記第1の領域に第1の太さの前記サポートを追加および配置し、前記第2の領域に前記第1の太さよりも細い第2の太さの前記サポートを追加および配置する、請求項9に記載されたサポートの配置決定方法。
- 前記配置工程では、前記第1の領域に追加および配置される前記サポートにおける前記第1の領域の単位面積当たりの数が前記第2の領域に追加および配置される前記サポートにおける前記第2の領域の単位面積当たりの数よりも多くなるように、前記配置面に前記サポートを追加および配置する、請求項9または10に記載されたサポートの配置決定方法。
- 前記配置工程では、前記配置面の前記基準点上に前記サポートを追加および配置する、請求項9から11までの何れか一つに記載されたサポートの配置決定方法。
- 前記領域分割工程では、前記第1の領域の中心に前記基準点が配置されるように、前記配置面を前記第1の領域と前記第2の領域とに分割する、請求項9から12までの何れか一つに記載されたサポートの配置決定方法。
- 前記対象造形物は、前記サポートを追加および配置しない禁止面を有し、
前記配置面決定工程では、前記禁止面を除く前記3次元モデルの面の中から前記配置面を決定する、請求項9から13までの何れか一つに記載されたサポートの配置決定方法。 - 前記3次元モデルが表示される表示画面に、前記サポートが追加および配置された前記3次元モデルを表示する表示工程を包含する、請求項9から14までの何れか一つに記載されたサポートの配置決定方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015122388A JP6538435B2 (ja) | 2015-06-17 | 2015-06-17 | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 |
| US15/184,070 US10232554B2 (en) | 2015-06-17 | 2016-06-16 | Three-dimensional printing system including three-dimensional printing apparatus and support arrangement determining apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015122388A JP6538435B2 (ja) | 2015-06-17 | 2015-06-17 | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017007128A JP2017007128A (ja) | 2017-01-12 |
| JP6538435B2 true JP6538435B2 (ja) | 2019-07-03 |
Family
ID=57587374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015122388A Active JP6538435B2 (ja) | 2015-06-17 | 2015-06-17 | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US10232554B2 (ja) |
| JP (1) | JP6538435B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6538434B2 (ja) * | 2015-06-17 | 2019-07-03 | ローランドディー.ジー.株式会社 | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 |
| JP2017007126A (ja) * | 2015-06-17 | 2017-01-12 | ローランドディー.ジー.株式会社 | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 |
| US20170291373A1 (en) * | 2016-04-08 | 2017-10-12 | Mimaki Engineering Co., Ltd. | Three-dimensional object manufacturing system and three-dimensional object manufacturing method |
| CN107471651B (zh) | 2017-03-03 | 2019-12-13 | 珠海赛纳打印科技股份有限公司 | 支撑结构、支撑结构的打印方法以及打印系统 |
| JP2022527271A (ja) * | 2019-03-27 | 2022-06-01 | 香港科能有限公司 | 三次元印刷製品の自動位置決め加工システム |
| KR102338498B1 (ko) * | 2020-11-25 | 2021-12-13 | 한국전자기술연구원 | 3d 프린팅 출력 안정성을 위한 보조 서포트 생성 방법 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2597778B2 (ja) * | 1991-01-03 | 1997-04-09 | ストラタシイス,インコーポレイテッド | 三次元対象物組み立てシステム及び組み立て方法 |
| DE20106887U1 (de) | 2001-04-20 | 2001-09-06 | Envision Technologies GmbH, 45768 Marl | Vorrichtung zum Herstellen eines dreidimensionalen Objekts |
| CN101855061B (zh) * | 2007-09-17 | 2014-09-24 | 3D系统公司 | 利用实体自由成形制造生产的零件的基于区域的支撑件 |
| US9561622B2 (en) * | 2008-05-05 | 2017-02-07 | Georgia Tech Research Corporation | Systems and methods for fabricating three-dimensional objects |
| JP5615668B2 (ja) * | 2010-11-01 | 2014-10-29 | 株式会社キーエンス | 三次元造形装置用の設定データ作成装置、三次元造形装置用の設定データ作成方法及び三次元造形装置用の設定データ作成プログラム並びにコンピュータで読み取り可能な記録媒体 |
| US20130053995A1 (en) * | 2011-08-25 | 2013-02-28 | Konica Minolta Business Technologies, Inc. | Three-dimensional object molding apparatus and control program |
| DE102013003760A1 (de) * | 2013-03-06 | 2014-09-11 | MTU Aero Engines AG | Verfahren und Vorrichtung zur Qualitätsbeurteilung eines mittels eines generativen Lasersinter- und/oder Laserschmelzverfahrens hergestellten Bauteils |
| US10022914B2 (en) * | 2013-11-12 | 2018-07-17 | Adobe Systems Incorporated | Method and apparatus for automatically adding utility holes to printable 3-dimensional models |
| US10137678B2 (en) * | 2014-10-02 | 2018-11-27 | Disney Enterprises, Inc. | Electrical power source for a 3D printed object |
| JP6538434B2 (ja) * | 2015-06-17 | 2019-07-03 | ローランドディー.ジー.株式会社 | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 |
| RU2732637C2 (ru) * | 2015-08-03 | 2020-09-21 | Мэйд Ин Спэйс, Инк. | Устройство и методика производства и сборки устройства космического корабля в космосе |
-
2015
- 2015-06-17 JP JP2015122388A patent/JP6538435B2/ja active Active
-
2016
- 2016-06-16 US US15/184,070 patent/US10232554B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US10232554B2 (en) | 2019-03-19 |
| US20160368223A1 (en) | 2016-12-22 |
| JP2017007128A (ja) | 2017-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6538435B2 (ja) | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 | |
| JP6538434B2 (ja) | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 | |
| JP6377364B2 (ja) | 3次元造形装置を用いて造形物を造形するためのコンピュータプログラムおよびそれを備えた3次元造形システム | |
| Bryden | CAD and rapid prototyping for product design | |
| JP4610341B2 (ja) | 非接触光学測定装置を用いて、カスタムフィットする人工爪を作成するシステム及び方法 | |
| JP5615667B2 (ja) | 三次元造形装置用の設定データ作成装置、三次元造形装置用の設定データ作成方法及び三次元造形装置用の設定データ作成プログラム並びにコンピュータで読み取り可能な記録媒体 | |
| EP3643480B1 (en) | Data processing method for three-dimensional model, and 3d printing method and system | |
| JP5615668B2 (ja) | 三次元造形装置用の設定データ作成装置、三次元造形装置用の設定データ作成方法及び三次元造形装置用の設定データ作成プログラム並びにコンピュータで読み取り可能な記録媒体 | |
| JP5408221B2 (ja) | 立体物造形装置及び制御プログラム | |
| JP2017007126A (ja) | サポートの配置決定装置、3次元造形システム、および、サポートの配置決定方法 | |
| CN105310692B (zh) | 用于确定人脚的生物计量数据的测量方法和基座测量系统 | |
| US9390534B2 (en) | Computer system and assembly animation generation method | |
| CN104723560B (zh) | Dlp三维打印机及三维打印方法 | |
| JP6542038B2 (ja) | スライス画像作成装置、3次元造形システム、および、スライス画像作成方法 | |
| CN112706407A (zh) | 数据处理方法、3d打印设备及其打印方法、存储介质 | |
| JP3687677B1 (ja) | 光造形方法と光造形システム並びに光造形用プログラム | |
| CN107627610A (zh) | 信息处理装置、造型系统、记录介质、数据处理方法 | |
| JP6538452B2 (ja) | スライス画像作成装置、3次元造形システム、および、スライス画像作成方法 | |
| JP2017094616A (ja) | 立体物製造装置、立体物製造方法及びプログラム | |
| JP6519756B2 (ja) | ステレオリソグラフィによる三次元物体の作製への使用に適した三次元物体の数値表現を生成する方法及び機器 | |
| CN107978012A (zh) | 一种数据处理方法及电子设备 | |
| JP6798826B2 (ja) | 三次元造形物製造方法 | |
| CN108920785A (zh) | 一种复杂单体模型规则化建模方法及系统 | |
| KR20220164238A (ko) | 이미지 블록 기반 도형 패턴 생성 장치, 방법, 컴퓨터 판독 가능한 기록 매체 및 컴퓨터 프로그램 | |
| JP6413331B2 (ja) | 立体情報処理装置、立体情報処理プログラム及び立体物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180427 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190606 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6538435 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |