JP6532790B2 - 巻取装置 - Google Patents
巻取装置 Download PDFInfo
- Publication number
- JP6532790B2 JP6532790B2 JP2015175703A JP2015175703A JP6532790B2 JP 6532790 B2 JP6532790 B2 JP 6532790B2 JP 2015175703 A JP2015175703 A JP 2015175703A JP 2015175703 A JP2015175703 A JP 2015175703A JP 6532790 B2 JP6532790 B2 JP 6532790B2
- Authority
- JP
- Japan
- Prior art keywords
- winding
- core
- web
- new
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 title claims description 241
- 230000003068 static effect Effects 0.000 claims description 47
- 230000005611 electricity Effects 0.000 claims description 46
- 238000005520 cutting process Methods 0.000 claims description 41
- 238000003825 pressing Methods 0.000 claims description 15
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 13
- 230000037303 wrinkles Effects 0.000 description 8
- 229910052742 iron Inorganic materials 0.000 description 7
- 238000004458 analytical method Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 5
- 239000002390 adhesive tape Substances 0.000 description 4
- 238000007639 printing Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 150000002505 iron Chemical class 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images






Landscapes
- Replacement Of Web Rolls (AREA)
Description
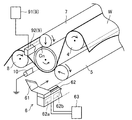
図1及び図2に、本実施形態の巻取装置1を示す。この巻取装置1は、巻芯Cに巻かれた状態の原反から、例えば、PETやOP、CP等、合成樹脂製のウエブWを連続的に巻き出しながら、そのウエブWに印刷や塗工を行って、再度、別の巻芯Cに巻き取っていく、いわゆるロールツーロール方式の印刷機や塗工機の製造ライン(図示せず)の最終工程に使用される。巻取装置1は、製造ラインを止めることなく、巻芯Cを自動的に交互に切り替えながら、連続してウエブWを巻き取れるように構成されている。
図4に、巻き取り時における巻取装置1の状態の一例を示す。巻き取り時の巻付ローラ4及びカウンタローラ7は、いずれも非切替位置に位置している。各軸支部36には、直径が6インチの巻芯Cが装着されており、巻取位置に位置する巻芯Cに、各種ガイドローラR、ダンサローラ11、サポートローラ81b、ニアローラ8に誘導されて、200m/分以上の高速で走行するウエブWが巻き取られている。ロールの直径が所定の大きさになるまで、連続してウエブWの巻き取りが行われる。
2 制御装置
3 ターレット
4 巻付ローラ
5 ニップローラ
6 カッター
7 カウンタローラ
8 ニアローラ
9 静電気発生装置
10 鉄棒(静電気除去装置)
37b タッチローラ
61 切刃
62 ロッドレスシリンダ(アクチュエータ)
R ガイドローラ
C 巻芯
Cn 新巻芯
W ウエブ
Claims (7)
- 巻芯を交互に切り替えながらウエブを連続してロール状に巻き取る巻取装置であって、
前記巻芯を個別に装着して回転制御する一対の軸支部を有し、前記ウエブの巻き取りが行われる巻取位置と、前記巻芯の入れ替えが行われる待機位置とに、前記巻芯の位置を交換するターレットと、
切り替え時に、前記巻取位置に位置する巻取前の前記巻芯である新巻芯の近傍に進出することにより、前記待機位置に位置する前記巻芯に巻き取られて走行する前記ウエブを、前記新巻芯の一部に巻き付ける巻付ローラと、
前記新巻芯に巻き付いている前記ウエブの下流側の部位を当該新巻芯に押し付けるニップローラと、
前記ニップローラで押し付けられた前記ウエブの前記新巻芯から下流側に離れた部位を切断するカッターと、
前記ニップローラと連動して、前記新巻芯の前記ウエブが巻き付いていない範囲に押し付けられるカウンタローラと、
前記新巻芯の近傍で静電気を発生させる静電気発生装置と、
を備え、
前記ウエブが前記新巻芯に巻き付く前に、前記静電気発生装置が、当該ウエブ及び当該新巻芯の少なくともいずれか一方に静電気を帯電させる巻取装置。 - 請求項1に記載の巻取装置において、
前記カッターは、
切刃と、
前記新巻芯に沿って前記切刃をスライドさせるアクチュエータと、
を有し、
前記ウエブが、前記切刃によって一方の側縁から切り裂いて切断される巻取装置。 - 請求項2に記載の巻取装置において、
前記アクチュエータは、空圧で制御されるロッドレスシリンダからなり、
押圧と背圧の空圧差によって前記切刃がスライドするように設定されている巻取装置。 - 請求項1〜請求項3のいずれか一つに記載の巻取装置において、
前記巻付ローラは、走行する前記ウエブに対して前記新巻芯の下流側に進出し、
走行する前記ウエブに対して前記新巻芯の上流側の近傍に進出するニアローラを更に備える巻取装置。 - 請求項4に記載の巻取装置において、
前記ウエブが、V字状に拡がった状態で前記新巻芯の外周を略二分した範囲に巻き付くように設定されている巻取装置。 - 請求項4又は請求項5に記載の巻取装置において、
前記静電気発生装置が、前記ニアローラと前記新巻芯との間を走行する前記ウエブに対して、前記新巻芯に接触する面側で静電気を発生させる巻取装置。 - 請求項6に記載の巻取装置において、
前記ニアローラと前記新巻芯との間を走行する前記ウエブに対して、前記新巻芯に接触しない面側で静電気を除去する静電気除去装置を更に備える巻取装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015175703A JP6532790B2 (ja) | 2015-09-07 | 2015-09-07 | 巻取装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015175703A JP6532790B2 (ja) | 2015-09-07 | 2015-09-07 | 巻取装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017052571A JP2017052571A (ja) | 2017-03-16 |
| JP6532790B2 true JP6532790B2 (ja) | 2019-06-19 |
Family
ID=58316990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015175703A Active JP6532790B2 (ja) | 2015-09-07 | 2015-09-07 | 巻取装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6532790B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6868898B2 (ja) * | 2017-05-18 | 2021-05-12 | 富士機械工業株式会社 | ウエブ巻取装置 |
| WO2020223870A1 (zh) * | 2019-05-06 | 2020-11-12 | 桂林电器科学研究院有限公司 | 一种薄膜自动切断的收卷换卷装置 |
| JP7632762B2 (ja) * | 2023-03-16 | 2025-02-19 | 株式会社Tmeic | 紙巻取装置及び紙巻取方法 |
| JP2024142600A (ja) * | 2023-03-30 | 2024-10-11 | 株式会社日本製鋼所 | 巻取機及び巻取方法 |
| CN116853868A (zh) * | 2023-07-18 | 2023-10-10 | 浙江盛龙装饰材料有限公司 | 一种装饰纸印刷后收集装置及其收集系统 |
| CN117886150B (zh) * | 2024-03-14 | 2024-05-17 | 四川炬美盛新材料科技有限公司 | 一种玄武岩纤维输送机构及使用方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58220038A (ja) * | 1982-06-14 | 1983-12-21 | Kataoka Kikai Seisakusho:Kk | シ−ト端巻付方法とその装置 |
| JPH0724353Y2 (ja) * | 1989-02-21 | 1995-06-05 | 三菱重工業株式会社 | フィルム切断装置 |
| JPH0467984A (ja) * | 1990-07-09 | 1992-03-03 | Yakult Honsha Co Ltd | 印字検出方法及び装置 |
| JPH06206650A (ja) * | 1993-01-11 | 1994-07-26 | Fuji Photo Film Co Ltd | ウェブ切断巻付方法および装置 |
| JP2807857B2 (ja) * | 1993-10-04 | 1998-10-08 | 株式会社ヒラノテクシード | ウエブの巻取装置 |
| JPH08301489A (ja) * | 1995-05-02 | 1996-11-19 | Dainippon Printing Co Ltd | 帯状物の巻取方法及び装置 |
| JP3642647B2 (ja) * | 1997-01-30 | 2005-04-27 | 大日本印刷株式会社 | 巻取軸切替装置 |
| US5823461A (en) * | 1997-03-10 | 1998-10-20 | Faustel, Inc. | No-fold back splicer with electrostatic web transfer device |
-
2015
- 2015-09-07 JP JP2015175703A patent/JP6532790B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017052571A (ja) | 2017-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6532790B2 (ja) | 巻取装置 | |
| RU2120399C1 (ru) | Перемоточный станок | |
| CN103534185B (zh) | 生产幅状材料的卷筒的复卷机及方法 | |
| EP2578522B1 (en) | Coreless paper roll rewinding machine | |
| JP2014156305A (ja) | 巻取り装置 | |
| WO2012159573A1 (zh) | 间歇涂布装置和应用涂布装置的压力涂布机及涂布方法 | |
| CN104310088A (zh) | 柔性物料加工生产设备 | |
| JP6868898B2 (ja) | ウエブ巻取装置 | |
| JP2018067492A (ja) | 巻回装置 | |
| JP6754181B2 (ja) | ウエブ巻取装置 | |
| JP2012016641A (ja) | 塗布装置 | |
| JP7173519B2 (ja) | シート巻取装置 | |
| JP6969890B2 (ja) | ウエブの巻取り装置 | |
| JP2017114581A (ja) | シート巻取装置 | |
| JP2016107296A (ja) | セパレーター装置、コイル製品の製造装置及び製造方法 | |
| WO2010133037A1 (zh) | 将纸张卷到卷芯上的复卷机及其方法 | |
| JP6235111B2 (ja) | 巻取り装置 | |
| JP7095650B2 (ja) | 蛇行補正装置のグリス供給方法 | |
| JP2020033181A (ja) | フィルムの原反径の計測システム | |
| JP5996978B2 (ja) | 巻付装置、及び巻付方法 | |
| KR20170100073A (ko) | 슬릿 장치 및 세퍼레이터 권회체의 제조 방법 | |
| JP4301725B2 (ja) | ウエブ巻き付け装置 | |
| JP2009220991A (ja) | ロール紙の巻替装置 | |
| JP4011869B2 (ja) | 輪転印刷機におけるウエブの切断方法および輪転印刷機 | |
| JP2011042436A (ja) | ウェブ搬送装置及びウェブ搬送方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190326 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6532790 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |