JP6470599B2 - Mold - Google Patents
Mold Download PDFInfo
- Publication number
- JP6470599B2 JP6470599B2 JP2015049471A JP2015049471A JP6470599B2 JP 6470599 B2 JP6470599 B2 JP 6470599B2 JP 2015049471 A JP2015049471 A JP 2015049471A JP 2015049471 A JP2015049471 A JP 2015049471A JP 6470599 B2 JP6470599 B2 JP 6470599B2
- Authority
- JP
- Japan
- Prior art keywords
- ring
- resin
- cavity
- plunger
- flange portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 claims description 256
- 239000011347 resin Substances 0.000 claims description 256
- 238000003825 pressing Methods 0.000 claims description 99
- 230000002093 peripheral effect Effects 0.000 claims description 86
- 238000000465 moulding Methods 0.000 claims description 62
- 230000000149 penetrating effect Effects 0.000 claims description 24
- 238000004891 communication Methods 0.000 claims description 12
- 238000007789 sealing Methods 0.000 description 37
- 239000000758 substrate Substances 0.000 description 15
- 238000000034 method Methods 0.000 description 13
- 239000000463 material Substances 0.000 description 12
- 229910000831 Steel Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 239000010959 steel Substances 0.000 description 9
- 238000003860 storage Methods 0.000 description 9
- 239000007788 liquid Substances 0.000 description 6
- 238000012856 packing Methods 0.000 description 6
- 239000004065 semiconductor Substances 0.000 description 6
- 239000004744 fabric Substances 0.000 description 5
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 229910000851 Alloy steel Inorganic materials 0.000 description 4
- 238000000748 compression moulding Methods 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 239000011148 porous material Substances 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 230000006837 decompression Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 230000007257 malfunction Effects 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- 238000001721 transfer moulding Methods 0.000 description 3
- 229910000639 Spring steel Inorganic materials 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 235000014443 Pyrus communis Nutrition 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- -1 Y packing Polymers 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 239000003826 tablet Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/58—Details
- B29C45/586—Injection or transfer plungers
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Description
本発明は、成形金型に適用して有効な技術に関する。 The present invention relates to a technique effective when applied to a molding die.
特開2004−134607号公報(以下、「特許文献1」という。)に記載のプランジャには、ヘッド部(先端部)に周溝が形成されると共に、該周溝よりもプランジャ先端の側面にテーパ部が形成されている。これによれば、樹脂封止動作により、周溝に樹脂が残って樹脂リングとなり、樹脂リングにより、プランジャ後端側に樹脂かすを流さないことができる。 In the plunger described in Japanese Patent Application Laid-Open No. 2004-134607 (hereinafter referred to as “Patent Document 1”), a circumferential groove is formed in the head portion (tip portion), and on the side surface of the plunger tip rather than the circumferential groove. A tapered portion is formed. According to this, resin remains in the circumferential groove by the resin sealing operation to form a resin ring, and the resin ring can prevent the resin debris from flowing on the plunger rear end side.
特開2007−15119号公報(以下、「特許文献2」という。)に記載のプランジャには、ポットを構成する金属よりも熱膨張係数が大きな材質(樹脂)からなるプランジャリングがヘッド部に設けられている。これによれば、プランジャリングの熱膨張によって、ポットとの隙間がなくなり、プランジャの下方に樹脂かすが落下するのを防止することができる。 The plunger described in Japanese Patent Application Laid-Open No. 2007-15119 (hereinafter referred to as “Patent Document 2”) is provided with a plunger ring made of a material (resin) having a thermal expansion coefficient larger than that of the metal constituting the pot in the head portion. It has been. According to this, the gap between the pot and the pot disappears due to the thermal expansion of the plunger ring, and the resin debris can be prevented from dropping below the plunger.
特開2003−175535号公報(以下、「特許文献3」という。)に記載のプランジャには、樹脂からなるシール用部材がヘッド部下に設けられている。このシール用部材には、ヘッド部から露出しているシール用部材の上面においてヘッド部を囲む溝が設けられ、この溝とシール用部材の外周側面との間に肉厚の小さい変形部が設けられている。これによれば、樹脂を圧送する際に溝を満たした樹脂からの圧力を受けて、シール用部材の外周側面側に撓むように変形部が変形し、シール用部材とポットとの間において隙間の発生を抑制することができる。 In the plunger described in Japanese Patent Laid-Open No. 2003-175535 (hereinafter referred to as “Patent Document 3”), a sealing member made of resin is provided below the head portion. The sealing member is provided with a groove surrounding the head portion on the upper surface of the sealing member exposed from the head portion, and a small deformation portion is provided between the groove and the outer peripheral side surface of the sealing member. It has been. According to this, when the resin is pumped, the deformed portion is deformed so as to bend toward the outer peripheral side surface of the sealing member under pressure from the resin filling the groove, and the gap between the sealing member and the pot Occurrence can be suppressed.
特開2012−166432号公報(以下、「特許文献4」という。)には、キャビティ凹部の底面に設けられたポットと、ポット内で型閉じ動作に応じて相対的に進退動(往復動)するように設けられたプランジャとを有する成形金型が記載されている。 Japanese Patent Application Laid-Open No. 2012-166432 (hereinafter referred to as “Patent Document 4”) describes a pot provided on the bottom surface of a cavity recess and a relative advance and retreat (reciprocation) in the pot according to a mold closing operation. A molding die having a plunger provided to do so is described.
特許第5174874号公報(以下、「特許文献5」という。)には、上型と、この上型に対向配置された、枠部材及びこの枠部材内で上下動可能な底面部材からなる下型とを備える圧縮成形型が記載されている。 In Japanese Patent No. 5174874 (hereinafter referred to as “Patent Document 5”), an upper mold, a lower mold comprising a frame member and a bottom member which can be moved up and down within the frame member, are arranged opposite to the upper mold. A compression mold is provided.
例えば半導体チップなどの電子部品が樹脂で封止された成形品(半導体装置などの樹脂封止製品)に対して、近年、薄型化(小型化)が求められている。このため、成形品の薄型化に合わせてトランスファ成形を行う場合、小容量のキャビティ内で行われ、また、より高流動性で高密着性の樹脂が用いられるようになってきている。 For example, in recent years, thinning (miniaturization) has been demanded for molded products in which electronic components such as semiconductor chips are sealed with resin (resin-sealed products such as semiconductor devices). For this reason, when performing transfer molding in accordance with the reduction in thickness of a molded product, it is performed in a small-capacity cavity, and a resin having higher fluidity and higher adhesion has been used.
トランスファ成形において高流動性の樹脂を用いた場合、プランジャ(押圧部材)の進退動の際にポット(貫通部材)とプランジャの隙間に樹脂が漏れ易くなってしまう。その結果としてプランジャ摺動面にかじりが発生し、プランジャ作動不良が起きていた。また、その隙間に樹脂が漏れてしまうと、樹脂が硬化してプランジャの進退動抵抗(摺動抵抗)が増加してしまう。その結果として樹脂プランジャの下側に樹脂が堆積することによりプランジャの作動不良がおきてプランジャ破損やトランスファユニットの破損がおきていた。このように進退動抵抗が変化してしまうと、プランジャがキャビティ内へ樹脂を圧送する圧力に差が生じてしまい、樹脂封止した際にボイドが発生する原因となる。したがって、成形品の品質(信頼性)が低下してしまう。このため、ポットとプランジャの隙間で樹脂が漏れるのを防止することが求められる。 When a highly fluid resin is used in transfer molding, the resin is likely to leak into the gap between the pot (penetrating member) and the plunger when the plunger (pressing member) moves forward and backward. As a result, galling occurred on the plunger sliding surface, causing malfunction of the plunger. Further, if the resin leaks into the gap, the resin hardens and the advance / retreat resistance (sliding resistance) of the plunger increases. As a result, the resin is deposited on the lower side of the resin plunger, resulting in malfunction of the plunger, and damage to the plunger or transfer unit. If the forward / backward resistance changes in this way, a difference occurs in the pressure with which the plunger pumps the resin into the cavity, which causes a void when the resin is sealed. Therefore, the quality (reliability) of the molded product is deteriorated. For this reason, it is required to prevent the resin from leaking through the gap between the pot and the plunger.
また、高密着性の樹脂を用いた場合、樹脂を圧送するヘッド部の押圧面(ヘッド上面)に硬化した樹脂が張り付き易くなってしまう。ヘッド部に樹脂が張り付いてしまうと、金型から成形品を離型する際に欠けてしまい、搬送できなくなる原因となる。したがって、成形品の生産性が低下してしまう。このため、プランジャのメンテナンス性を向上させることが求められる。 In addition, when a highly adhesive resin is used, the cured resin tends to stick to the pressing surface (head upper surface) of the head portion that pumps the resin. If the resin sticks to the head part, it will be chipped when the molded product is released from the mold, and this will cause conveyance failure. Therefore, the productivity of the molded product is reduced. For this reason, it is required to improve the maintainability of the plunger.
また、圧縮成形においても、キャビティの底面に設けられるプランジャ(例えば、特許文献4参照)や底面部材(例えば、特許文献5参照)を用いる場合、これらが進退動(上下動)する押圧部材(可動部材)となるため、摺動箇所(隙間)で樹脂が漏れる(入り込む)のを防止することが求められる。 Also, in compression molding, when a plunger (for example, see Patent Document 4) or a bottom member (for example, see Patent Document 5) provided on the bottom surface of the cavity is used, a pressing member (movable) that moves forward and backward (up and down movement). Therefore, it is required to prevent the resin from leaking (entering) at the sliding portion (gap).
本発明の目的は、押圧部材の周囲で樹脂が漏れるのを防止することのできる技術を提供することにある。本発明の他の目的は、可動部材のメンテナンス性を向上させることのできる技術を提供することにある。本発明の前記ならびにその他の目的と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。 The objective of this invention is providing the technique which can prevent that resin leaks around a press member. Another object of the present invention is to provide a technique capable of improving the maintainability of a movable member. The above and other objects and novel features of the present invention will be apparent from the description of this specification and the accompanying drawings.
本願において開示される発明のうち、代表的なものの概要を簡単に説明すれば、次のとおりである。 Of the inventions disclosed in the present application, the outline of typical ones will be briefly described as follows.
本発明の一実施形態に係る成形金型は、貫通孔を有する貫通部材(ポットまたはクランパ)と、前記貫通孔に挿入され、樹脂を押圧する押圧面を有する押圧部材(プランジャまたはキャビティ駒)とを備え、前記貫通部材と前記押圧部材とが相対的に進退動可能に設けられる成形金型であって、前記押圧部材は、端部にフランジ部を有すると共に、外周側面には周溝が形成され、前記押圧部材の外周側面から突き出て前記貫通部材の内周面との隙間を塞ぐようにシールリング(プランジャリングまたはキャビティリング)が前記周溝に嵌め込まれ、前記シールリングには樹脂溜まり部となる環状溝部が形成されており、前記環状溝部は、前記フランジ部側の開口縁から前記フランジ部と逆側の開口縁に至る形状が径方向内側に向かって掘設された溝状に形成され、且つ、前記フランジ部側の開口縁が面取りされて前記フランジ部と逆側の開口縁よりも開口が所定寸法径方向内側となるように形成されており、前記フランジ部の外径寸法が前記環状溝部の前記フランジ部側の開口縁の外径寸法と同じであり、且つ、前記ヘッド本体部の周溝ではない位置の外径寸法が前記環状溝部の前記フランジ部と逆側の開口縁の外径寸法よりも小さいことを特徴とする。これによれば、樹脂溜まり部に樹脂が溜まるため押圧部材の周囲で樹脂が漏れるのを防止することができる。 A molding die according to an embodiment of the present invention includes a penetrating member (pot or clamper) having a through hole, and a pressing member (plunger or cavity piece) having a pressing surface that is inserted into the through hole and presses the resin. A molding die in which the penetrating member and the pressing member are provided so as to be relatively movable back and forth. The pressing member has a flange portion at an end portion and a circumferential groove is formed on an outer peripheral side surface. A seal ring (plunger ring or cavity ring) is fitted into the circumferential groove so as to protrude from the outer peripheral side surface of the pressing member and close the gap with the inner peripheral surface of the penetrating member. Ho設of an annular groove made is formed, the annular groove, the shape extending from the opening edge of the flange portion side opening edge of the flange portion and the opposite side is radially inward The flange portion side opening edge is chamfered so that the opening is on the inner side in the predetermined dimension radial direction with respect to the opening edge opposite to the flange portion, and the flange portion The outer diameter of the annular groove is the same as the outer diameter of the opening edge on the flange portion side of the annular groove, and the outer diameter of the position that is not the circumferential groove of the head main body is the flange of the annular groove. It is characterized by being smaller than the outer diameter of the opening edge on the opposite side . According to this, since resin accumulates in the resin reservoir portion, it is possible to prevent the resin from leaking around the pressing member.
前記一実施形態に係る成形金型において、前記樹脂溜まり部に樹脂リングが形成され、前記シールリングが拡径するように変形していることがより好ましい。このように、シールリングが拡径方向に変形したりすることで、押圧部材と貫通部材の隙間を塞いで(あるいは小さくして)、押圧部材が相対的に摺動することとなる。したがって、押圧面の周囲で樹脂が漏れるのを防止することができる。 In the molding die according to the one embodiment, it is more preferable that a resin ring is formed in the resin reservoir portion and the seal ring is deformed so as to expand its diameter. As described above, the seal ring is deformed in the diameter increasing direction, thereby closing (or reducing) the gap between the pressing member and the penetrating member, and the pressing member slides relatively. Therefore, it is possible to prevent the resin from leaking around the pressing surface.
前記一実施形態に係る成形金型において、前記押圧部材の外周側面には、前記周溝と交差するように、前記押圧面から前記樹脂溜まり部に連通する連通溝が形成されていることがより好ましい。これによれば、押圧面で樹脂を押圧する際に、連通溝を介して樹脂溜まり部に樹脂を入り込むことができる。 In the molding die according to the embodiment, a communication groove that communicates from the pressing surface to the resin reservoir portion is formed on the outer peripheral side surface of the pressing member so as to intersect the circumferential groove. preferable. According to this, when the resin is pressed by the pressing surface, the resin can enter the resin reservoir through the communication groove.
本発明の他の実施形態に係る成形金型は、貫通孔を有する貫通部材と、前記貫通孔に挿入され、樹脂を押圧する押圧面を有する押圧部材とを備え、前記貫通部材と前記押圧部材とが相対的に進退動可能に設けられる成形金型であって、前記押圧部材の外周側面には周溝が形成され、前記押圧部材の外周側面から突き出て前記貫通部材の内周面との隙間を塞ぐようにシールリングが前記周溝に嵌め込まれ、前記押圧面で樹脂を押圧する押圧力の反力によって前記シールリングが拡径方向に移動することを特徴とする。ここで、前記シールリングは、第1リングと第2リングに分割されて積層されており、前記第1リングと前記第2リングとの分割面がテーパ面に形成されていること、または、前記シールリングと前記押圧部材との当接面がテーパ面に形成されていることがより好ましい。これによれば、シールリングが拡径方向に移動し、貫通部材の内周面の隙間を塞いで(あるいは小さくして)押圧部材が摺動するので、押圧面の周囲で樹脂が漏れるのを防止することができる。 A molding die according to another embodiment of the present invention includes a penetrating member having a through hole, and a pressing member having a pressing surface that is inserted into the through hole and presses the resin, and the penetrating member and the pressing member Is a molding die provided so as to be relatively movable back and forth, and a circumferential groove is formed on the outer peripheral side surface of the pressing member, and protrudes from the outer peripheral side surface of the pressing member with the inner peripheral surface of the penetrating member. A seal ring is fitted in the circumferential groove so as to close the gap, and the seal ring moves in the diameter-expanding direction by a reaction force of a pressing force pressing the resin by the pressing surface. Here, the seal ring is divided and laminated into a first ring and a second ring, and a dividing surface between the first ring and the second ring is formed as a tapered surface, or More preferably, the contact surface between the seal ring and the pressing member is a tapered surface. According to this, the seal ring moves in the diameter increasing direction, and the pressing member slides by closing (or reducing) the gap on the inner peripheral surface of the penetrating member, so that the resin leaks around the pressing surface. Can be prevented.
本発明の他の実施形態に係る成形金型は、貫通孔を有する貫通部材と、前記貫通孔に挿入され、樹脂を押圧する押圧面を有する押圧部材とを備え、前記貫通部材と前記押圧部材とが相対的に進退動可能に設けられる成形金型であって、前記押圧部材の外周側面には周溝が形成され、前記押圧部材の外周側面から突き出て前記貫通部材の内周面との隙間を塞ぐようにシールリングが前記周溝に嵌め込まれ、前記シールリングの一部がポーラス材または耐熱布であることを特徴とする。これによれば、ポーラス材または耐熱布に樹脂が溜まるため押圧部材の周囲で樹脂が漏れるのを防止することができる。 A molding die according to another embodiment of the present invention includes a penetrating member having a through hole, and a pressing member having a pressing surface that is inserted into the through hole and presses the resin, and the penetrating member and the pressing member Is a molding die provided so as to be relatively movable back and forth, and a circumferential groove is formed on the outer peripheral side surface of the pressing member, and protrudes from the outer peripheral side surface of the pressing member with the inner peripheral surface of the penetrating member. A seal ring is fitted into the circumferential groove so as to close the gap, and a part of the seal ring is a porous material or a heat-resistant cloth. According to this, since resin accumulates in the porous material or the heat resistant cloth, it is possible to prevent the resin from leaking around the pressing member.
前記実施形態に係る成形金型は、前記押圧部材は、樹脂を押圧するフランジ部と、前記フランジ部が組み付けられる前記シールリングの受け部とを備えており、前記シールリングは、前記フランジ部と前記受け部との間に形成される前記周溝に嵌め込まれて組み付けられることがより好ましい。これによれば、シールリングに不具合があっても、容易にシールリングを交換することができる。 In the molding die according to the embodiment, the pressing member includes a flange portion that presses resin, and a receiving portion of the seal ring to which the flange portion is assembled, and the seal ring includes the flange portion and the flange portion. It is more preferable that the peripheral groove formed between the receiving portion and the receiving portion is fitted and assembled. According to this, even if there is a defect in the seal ring, the seal ring can be easily replaced.
本願において開示される発明のうち、代表的なものによって得られる効果を簡単に説明すれば、次のとおりである。本発明の一実施形態によれば、押圧部材の周囲で樹脂が漏れるのを防止することができる。 Of the inventions disclosed in the present application, effects obtained by typical ones will be briefly described as follows. According to one embodiment of the present invention, it is possible to prevent the resin from leaking around the pressing member.
以下の本発明における実施形態では、必要な場合に複数のセクションなどに分けて説明するが、原則、それらはお互いに無関係ではなく、一方は他方の一部または全部の変形例、詳細などの関係にある。このため、全図において、同一の機能を有する部材には同一の符号を付し、その繰り返しの説明は省略する。 In the following embodiments of the present invention, the description will be divided into a plurality of sections when necessary. However, in principle, they are not irrelevant to each other, and one of them is related to some or all of the other modifications, details, etc. It is in. For this reason, the same code | symbol is attached | subjected to the member which has the same function in all the figures, and the repeated description is abbreviate | omitted.
また、構成要素の数(個数、数値、量、範囲などを含む)については、特に明示した場合や原理的に明らかに特定の数に限定される場合などを除き、その特定の数に限定されるものではなく、特定の数以上でも以下でも良い。また、構成要素などの形状に言及するときは、特に明示した場合および原理的に明らかにそうではないと考えられる場合などを除き、実質的にその形状などに近似または類似するものなどを含むものとする。 In addition, the number of components (including the number, numerical value, quantity, range, etc.) is limited to that specific number unless otherwise specified or in principle limited to a specific number in principle. It may be more than a specific number or less. In addition, when referring to the shape of a component, etc., it shall include substantially the same or similar to the shape, etc., unless explicitly stated or in principle otherwise considered otherwise .
(実施形態1)
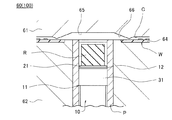
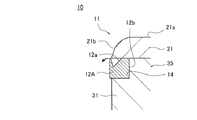
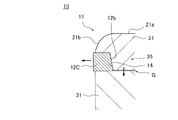
本発明の実施形態に係るプランジャ10について、主として図1〜図3を参照して説明する。図1は、プランジャ10の組み立てられる前の分解図である。また、図2はプランジャ10の組み立てられた後の側面図である。また、図3は、図2に示す一点鎖線による円Aで囲まれたプランジャ10(ヘッド部11)を拡大した断面図である。なお、説明を明解にするために、図1、図2では、プランジャ10の内部を破線で示し、特に、図2では、ロッド部24およびノックピン19にハッチングを付している。
(Embodiment 1)
A
プランジャ10は、筒状のポットP(図4、図5参照)内に進退動可能(摺動可能)に挿入され、ポットPに供給された樹脂Rを押圧する押圧面21aを有するヘッド部11(先端部)を備えている。ここで、プランジャ10は、樹脂Rを押圧する押圧面21aを有するため押圧部材となり、ポットPは、そのプランジャ10が挿入される貫通孔を有するため貫通部材となる。ヘッド部11は、樹脂Rを押圧する押圧面21a(ヘッド上面)を有するフランジ部21と、ヘッド本体部31とが分割可能に構成されている。具体的には、ヘッド部11は、フランジ部21を有する第1ホルダ20と、ヘッド本体部31を有する第2ホルダ30とが一体に組み付けられて構成されている。
The
第1ホルダ20は、図1に示すように、フランジ部21と、ロッド部24とを有している。フランジ部21は、所定の厚みを有し、ポットPの内径より若干小さい外径に形成されている。ロッド部24は、プランジャ軸10a(図2参照)方向に延在するようにフランジ部21の下面(押圧面21aとは反対の面)に連結されている。第1ホルダ20は、フランジ部21およびロッド部24が一体となるように、例えば合金鋼や超硬合金鋼から形成されてなる。
As shown in FIG. 1, the
フランジ部21の押圧面21aでは、梨地面(図示せず)が形成されている。また、フランジ部21の外周側面では、押圧面21a側に向かって窄まるようにカーブ(曲面)の付いた、一例として垂直に対してθは15〜20度程度のテーパ面(傾斜面)が形成されている(図10参照)。すなわち、押圧面21aの外周縁部21bでは曲面が形成されている。このため、ヘッド部11(フランジ部21)がドーム状となる。また、ロッド部24には、その径方向に貫通するノックピン孔25が形成されている。このノックピン孔25には、ノックピン19が挿入される(図2参照)。
On the
また、第2ホルダ30は、図1に示すように、ヘッド本体部31と、胴体部32(軸部)とを有している。ヘッド本体部31は、後述のプランジャリング12の受け部として所定の厚みを有し、ポットPの内径より若干小さい外径に形成されている。胴体部32は、プランジャ軸10a方向に延在するようにヘッド本体部31に連結され、ヘッド本体部31よりも縮径して形成されている。第2ホルダ30は、ヘッド本体部31および胴体部32が一体となるように、例えば合金鋼や超硬合金鋼から形成されてなる。
Moreover, the 2nd holder 30 has the head main-
胴体部32には、第1ホルダ20のロッド部24が挿入される挿入部33がプランジャ軸10a方向に形成されている。また、胴体部32には、胴体部32の径方向に貫通するノックピン孔34が形成されている。このノックピン孔34には、ノックピン19が挿入される(図2参照)。
An
ここで、第1ホルダ20と第2ホルダ30の組み付け方法について説明する。まず、第1ホルダ20のロッド部24を、第2ホルダのヘッド本体部31の上端面から挿入部33へ挿入する(図1の矢印参照)。この際、胴体部32のノックピン孔34と、挿入部33に挿入されたロッド部24のノックピン孔25との孔位置を一致させる。次いで、ノックピン孔34およびノックピン孔25を通過するように、胴体部32の外周側面側からノックピン19を挿入する(図2参照)。したがって、ノックピン19により第1ホルダ20が抜け止めされて、第1ホルダ20と第2ホルダ30が組み付けられる。
Here, a method of assembling the
このように、第1ホルダ20と第2ホルダ30とが組み付けられることで、プランジャ軸10aの周方向に、ヘッド部11の外周側面の全周に渡ってリング周溝14が形成される。なお、図1では、説明を明解にするために、ヘッド部11に形成されたリング周溝14を図示している。
Thus, the ring
本実施形態では、ヘッド本体部31の上端面(フランジ部21側端面)に、上端面から突き出る端面周凸部35を設けている。このため、第1ホルダ20と第2ホルダ30とが組み付けられることで、フランジ部21の下面と、ヘッド本体部31の上端面と、端面周凸部35の外周面とで囲まれた領域がリング周溝14として形成される。すなわち、ヘッド部11では、フランジ部21と、ヘッド本体部31の間であって、プランジャ軸10aの周方向に、ヘッド部11の外周側面の全周に渡ってリング周溝14が形成される。なお、端面周凸部35は、ヘッド本体部31の上端面に限らず、フランジ部21の下面に設けることもできる(図9参照)。
In the present embodiment, an end surface circumferential
このように形成されるリング周溝14に環状のプランジャリング12が周設される(嵌め込まれる)。本実施形態では、端面周凸部35の外径に対して、プランジャリング12の貫通孔12bの内径を同一としている。したがって、第1ホルダ20と第2ホルダ30とを組み付ける際に、端面周凸部35に環状のプランジャリング12を嵌め込み、第1ホルダ20と第2ホルダ30とでプランジャリング12をホールドする(組み付ける)ことができる。
An
また、本実施形態では、ヘッド本体部31の厚みに対して、プランジャリング12の厚みを薄くしている。すなわち、ヘッド本体部31は、プランジャリング12の受け部(支持部)であるため、ヘッド本体部31の厚みをフランジ部21よりも肉厚としている。また、プランジャリング12をフランジ部21でホールドするため、プランジャリング12の厚みに対して、端面周凸部35の厚みをほぼ同一あるいは若干薄くしている。
In the present embodiment, the
そして、本実施形態では、ヘッド部11の外周側面から突き出るように環状のプランジャリング12をリング周溝14に周設している。図10に記載したように、このプランジャリング12の外径は、フランジ部21やヘッド本体部31の外径よりもa寸法分大きく、ポットPの内径とほぼ同一である。
In this embodiment, an
このように、ヘッド部11の外周側面から突き出るプランジャリング12を設け、プランジャ10とポットPの隙間を小さくすることで、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。すなわち、樹脂漏れによるプランジャ10の進退動抵抗が増加してしまうのを防止することができる。ここで、プランジャリング12は、プランジャ10とポットPの隙間をシールするためシールリングとなる。
Thus, by providing the
また、ヘッド部11とポットPの間の隙間を小さくし、樹脂漏れを防止することで、プランジャ後端部側(胴体部32側)へ樹脂かすが落下するのを防止し、メンテナンス回数を抑制することができる。また、プランジャリング12の厚みを薄くすることでも、プランジャ10の進退動抵抗が増加してしまうのを防止することができる。また、プランジャリング12に不具合があっても、フランジ部21とヘッド本体部31とを分割することで、容易にプランジャリング12を交換することができ、メンテナンス性を向上することができる。
Further, by reducing the gap between the
また、本実施形態では、フランジ部21の押圧面21aを梨地面としている。梨地面の押圧面21aでは、樹脂ワックス分が保持されているので、熱硬化された樹脂Rとヘッド部11との離型を補助する(離型を容易にする)ことができる。すなわち、ヘッド部11に熱硬化した樹脂Rが付着するのを防止することができる。したがって、メンテナンス回数を抑制することができる。
Moreover, in this embodiment, the
ここで、プランジャリング12には、ポットP内で進退動しても摩耗量の少ない硬質な材質を用いることが好ましい。本実施形態では、金属(例えば、ステンレス鋼やバネ鋼などの鋼材)からなるプランジャリング12を用いている。金属からなるプランジャリング12を用いることで、樹脂からなるものと比較して硬質となり、その耐久性が向上する。したがって、プランジャリング12が破損する割合を極めて低くすることができ、メンテナンス回数を抑制することができる。また、プランジャ10の進退動不良の発生を防止することができる。
Here, it is preferable to use a hard material with a small amount of wear even if the
また、金属からなるプランジャリング12には、表面処理として例えばメッキ処理を施こすことが有効である。メッキ処理により、プランジャリング12の表面には、例えば、ハードCr膜、CrN膜、TiN膜が形成される。このため、プランジャリング12全体がより硬質となってプランジャ10の耐久性、進退動性を向上させることができる。また、プランジャリング12には、他の表面処理として例えば窒化処理を施して窒化層を形成することで進退動性を向上させることも可能である。
Further, it is effective to subject the
さらに、本実施形態では、図3に示すように、プランジャリング12のフランジ部21側の外周側面において、全周に渡って樹脂溜まり部12a(環状溝部)を形成している。フランジ部21下側においては、ストレート部b寸法(図10参照)があっても良いし、無くとも良い。そして、樹脂溜まり部12aのフランジ部21側の開口縁を面取りし、フランジ部21側で樹脂溜まり部12aの開口をa寸法分広くしている。また、前述したように、押圧面21aの外周縁部21bが曲面に形成されている。このため、ヘッド部11が樹脂Rを押圧する際に、樹脂溜まり部12aに樹脂Rが充填されて(入り込み)、プランジャリング12の外周側面に硬化した樹脂Rからなる樹脂リングRLが形成される。プランジャリング12のフランジ部21との接触部分と樹脂溜りRLとの間には僅かなストレート部c(図10参照)があっても良いし、無くとも良い。
Furthermore, in this embodiment, as shown in FIG. 3, a
このように、押圧面21aの外周縁部21bを曲面とすることで、樹脂溜まり部12aで樹脂Rを溜めて樹脂リングRLを形成することができる。このように、プランジャリング12の外周側面に樹脂リングRLを付けることで、ヘッド部11とポットPの隙間を塞いで(小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのをより防止することができる。樹脂封止後にプランジャリング12とフランジ部21との狭い境で樹脂Rが分断される(千切られる)ことにより(図3参照)、一方は樹脂リングRLとなってプランジャ10側に残り、他方はカル側となる。
Thus, by making the outer
また、ヘッド部11から樹脂リングRLを取り除く際には、フランジ部21とヘッド本体部31とを分割することで、樹脂リングRLが付いたままでプランジャリング12を交換することができる。また、分割されたプランジャリング12から樹脂リングRLを取り外せばよいので、容易にプランジャリング12をクリーニングすることができる。
Further, when the resin ring RL is removed from the
次に、前述のプランジャ10を、トランスファ機構を有する樹脂封止装置100に適用した場合について、図4、図5を参照して説明する。図4、図5は、プランジャ10を備えた樹脂封止装置100の要部(成形金型60)の断面図である。なお、説明を明解にするために、図4、図5では、プランジャ10を側面視で示している。
Next, a case where the above-described
樹脂封止装置100は、例えば、図示しない供給部と収納部との間に、少なくとも一つのプレス部を備えて構成される。各プレス部には、型閉じの状態でキャビティCが形成される成形金型60が少なくとも1つ設けられて、キャビティCまでの樹脂路に溶融した樹脂Rを圧送するプランジャ10が設けられる。
The
供給部は、ローダ(搬送装置)を用いて被成形品であるワークWや封止するための樹脂Rをプレス部に供給する公知の機構で構成される。また、収納部は、プレス部からアンローダ(搬送装置)を用いて樹脂封止成形された成形品であるワークWを取り出し、収納する公知の機構で構成される。なお、樹脂封止装置100は、供給部および収納部を備えずに、プレス部(成形金型60)のみを備えたマニュアル式であってもよい。
A supply part is comprised by the well-known mechanism which supplies the workpiece | work W which is a to-be-molded product, and resin R for sealing to a press part using a loader (conveyance apparatus). In addition, the storage unit is configured by a known mechanism that takes out and stores the workpiece W, which is a molded product molded by resin sealing, using an unloader (conveying device) from the press unit. The
ワークWは、例えば、基板(有機基板、セラミック基板等)やリードフレーム上に複数の電子部品(例えば、半導体チップに限らず、コンデンサ、抵抗等を含む電気、電子部品でも良い)が実装されたものである。樹脂Rは、例えば、タブレット状、液状、顆粒状、粉末状、シート状などの種々の封止用樹脂である。 For example, the workpiece W is mounted with a plurality of electronic components (for example, not only semiconductor chips but also electric and electronic components including capacitors, resistors, etc.) on a substrate (organic substrate, ceramic substrate, etc.) or a lead frame. Is. The resin R is a variety of sealing resins such as tablets, liquids, granules, powders, and sheets.
成形金型60(プレス部)は、上型61(一方の金型)および下型62(他方の金型)と、下型62に設けられて樹脂Rが供給される円筒状のポットPと、ポットPに型開閉方向(上下方向)に進退動可能に収容されたプランジャ10とを備えている。下型62の中央部では、パーティング面で開口するポットPの両側に、ワークWをセットするセット部64が設けられている。
The molding die 60 (press part) includes an upper die 61 (one die) and a lower die 62 (the other die), and a cylindrical pot P provided on the
下型62の下方には、プランジャ10を型開閉方向に進退動する駆動機構(図示せず)が設けられている。例えば、駆動機構は、油圧あるいは電動モータによる駆動力を利用するものであり、この駆動機構とプランジャ10とは、駆動機構に設けられた押動ロッドの上端面とプランジャ10の後端部とがキー係合して、抜け止め状態で連結されている。
A drive mechanism (not shown) for moving the
成形金型60を用いて成形品を製造するには、まず、型開きした状態において、ポットPに樹脂Rおよびセット部64にワークW(被成形品)が供給される。このとき、ポットP内のプランジャ10のヘッド部11は、パーティング面から後退した位置(待機位置)にある(図4参照)。その後、図4に示すように、型閉じすることによって、上型61と下型62とでワークWがクランプされる。このとき、成形金型60では、キャビティCが形成される。このキャビティCとポットPとは、カル65およびランナ・ゲート66を介して連通される。
In order to manufacture a molded product using the molding die 60, first, in a state where the mold is opened, the resin R is supplied to the pot P and the work W (molded product) is supplied to the set
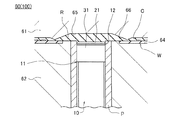
続いて、図5に示すように、溶融している樹脂Rを押圧しながら、プランジャ10のヘッド部11が上死点位置まで前進させる。これにより、ポットPからカル65およびランナ・ゲート66を介してキャビティC内へ樹脂Rが圧送(注入)される。そして、キャビティC内を樹脂Rで充填し、これを熱硬化させることで、ワークWが成形品として略完成する。なお、本実施形態では、プランジャ10の先端(ヘッド部11の上死点位置)をカル65内まで前進させない(上げない)こととしている。
Subsequently, as shown in FIG. 5, the
プランジャ10を備えた樹脂封止装置100によれば、ヘッド部11の周囲、すなわち、ヘッド部11とポットPの間の隙間(ポットPの内周面)での樹脂漏れを防止し、プランジャ10の進退動抵抗が増加するのを抑制して、キャビティC内で樹脂封止した際にボイドが発生するのを防止することができる。したがって、成形品の品質の低下を防止することができる。
According to the
また、樹脂漏れを防止することで、プランジャ後端部側(金型内部)へ樹脂かすが落下するのを防止し、メンテナンス回数を抑制することができる。また、プランジャリング12に不具合があっても、フランジ部21とヘッド本体部31とを分割することで、容易にプランジャリング12を交換することができ、メンテナンス性を向上することができる。したがって、成形品の生産性を向上することができる。
Further, by preventing resin leakage, it is possible to prevent the resin debris from dropping to the plunger rear end side (inside the mold) and to reduce the number of maintenance. Even if the
(実施形態2)
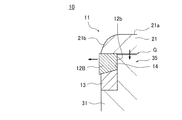
前記実施形態1では、プランジャリング12の外周側面に樹脂リングRLを形成し、ヘッド部11とポットPの隙間を塞ぐ(あるいは小さくする)場合について説明した。本実施形態では、プランジャリング12とは異なる形状のものを用いる場合について、図6を参照して説明する。図6は、本実施形態に係るプランジャ10(ヘッド部11)を拡大した断面図である。
(Embodiment 2)
In the first embodiment, the case where the resin ring RL is formed on the outer peripheral side surface of the
本実施形態に係るプランジャリング12Aは、ヘッド部11の外周側面から突き出るようにリング周溝14に周設されている。このプランジャリング12Aのフランジ部21側の端面には、全周に渡って切り込まれた樹脂溜まり部12a(環状溝部)が形成されている。そして、この樹脂溜まり部12aの開口内に、押圧面21aの外周縁部21bの端がオーバーラップしている。
The
前述したように、押圧面21aの外周縁部21bが曲面に形成されている。このため、ヘッド部11がドーム状となる。このヘッド部11が樹脂Rを押圧する際に、樹脂溜まり部12aに樹脂Rが入り込み、プランジャリング12Aの外周部がポットP側(外側)へ拡径する(倒れる)ように変形する。
As described above, the outer
このように、押圧面21aの外周縁部21bを曲面とすることで、樹脂Rからの圧力を受けてプランジャリング12Aを変形することができる。プランジャリング12Aの外周部が拡径方向へ変形することで、ヘッド部11とポットPの隙間を塞いで(あるいは小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。
Thus, the
(実施形態3)
前記実施形態1では、プランジャリング12の外周側面に樹脂リングRLを形成し、ヘッド部11とポットPの隙間を塞いだ(あるいは小さくする)場合について説明した。本実施形態では、プランジャリング12とは異なる形状のものを用いる場合について、図7を参照して説明する。図7は、本実施形態に係るプランジャ10(ヘッド部11)を拡大した断面図である。
(Embodiment 3)
In the first embodiment, the case where the resin ring RL is formed on the outer peripheral side surface of the
本実施形態に係るプランジャリング12Bは、ヘッド部11の外周側面から突き出るようにリング周溝14に周設されている。また、リング周溝14には、プランジャリング12Bの他に、ウエッジリング13がプランジャリング12Bと積層して周設されている。リング周溝14に周設されるプランジャリング12B(第1リング)とウエッジリング13(第2リング)とを合わせてプランジャリングとみなせば、これらは分割されて積層されていることとなる。
The
このウエッジリング13は、外径がポットPの内径より若干小さく、内径が端面周凸部35の外径とほぼ同一となるように形成されている。このウエッジリング13の材質は、プランジャリング12と同じ材質であってもよいし、異なる材質であってもよい。また、ウエッジリング13は、弾性体であってもよい。
The
プランジャリング12Bは、厚みが内径側で薄く、外径側で厚くなるように、ウエッジリング13側の下端面がテーパ面(傾斜面)に形成されている。一方、ウエッジリング13は、厚みが内径側で厚く、外径側で薄くなるように、プランジャリング12B側の上端面がテーパ面(傾斜面)に形成されている。
The
本実施形態では、プランジャリング12Bのテーパ面(下端面)と、ウエッジリング13のテーパ面(上端面)とを向かい合わせて、プランジャリング12Bとウエッジリング13とを一組としてウエッジ構造としている。すなわち、プランジャリング12Bとウエッジリング13との分割面がテーパ面に形成されている。後述するが、このウエッジ構造は、フランジ部21からの押圧力の反力によってプランジャリング12Bを拡径方向に移動させる。
In this embodiment, the tapered surface (lower end surface) of the
また、本実施形態では、フランジ部21がヘッド本体部31(端面周凸部35)と接しないように組み付けられ、フランジ部21とヘッド本体部31(端面周凸部35)の間には隙間Gが形成されている。一方、フランジ部21がプランジャリング12Bの上端面と接するように組み付けられている。
In the present embodiment, the
このため、ヘッド部11が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部21の押圧面21aに加わり、隙間Gの範囲内でフランジ部21がわずかにヘッド本体部31側へ下動する。そして、フランジ部21からの押圧力の反力によって、プランジャリング12Bが拡径方向(ポットP側)に移動される(押し広げられる)。
For this reason, when the
プランジャリング12Bが拡径方向へ移動することで、ヘッド部11とポットPの隙間を塞いで(あるいは小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。なお、フランジ部21からの押圧力の反力によってプランジャリング12Bが拡径方向に移動されるのであれば、プランジャリング12Bとウエッジリング13を上下逆に重ねることもできる。
By moving the
(実施形態4)
前記実施形態3では、プランジャリング12Bとウエッジリング13とを一組としたウエッジ構造を用い、プランジャリング12Bがフランジ部21からの押圧力の反力によって拡径方向に移動する場合について説明した。本実施形態では、ウエッジリング13の代わりに、リング周溝14の形状を変える場合について、図8を参照して説明する。図8は、本実施形態に係るプランジャ10(ヘッド部11)を拡大した断面図である。
(Embodiment 4)
In the third embodiment, a case where a wedge structure in which the
本実施形態に係るプランジャリング12Bは、ヘッド部11の外周側面から突き出るようにリング周溝14に周設されている。このプランジャリング12Bは、厚みが内径側で薄く、外径側で厚くなるように、下端面がテーパ面に形成されている。そして、本実施形態では、このプランジャリング12Bが嵌め込まれる端面周凸部35の裾部が、プランジャリング12Bのテーパ面に対応したテーパ面に形成されている。
The
すなわち、プランジャリング12Bとリング周溝14(ヘッド部11)との当接面がテーパ面に形成されている。このように、本実施形態では、プランジャリング12Bのテーパ面(下端面)と、リング周溝14のテーパ面とを向かい合わせて、ウエッジ構造としている。
That is, the contact surface between the
このため、ヘッド部11が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部21の押圧面21aに加わり、隙間Gの範囲内でフランジ部21がわずかにヘッド本体部31側へ下動する。そして、フランジ部21からの押圧力の反力によって、プランジャリング12Bが拡径方向(ポットP側)に移動する(押し広げられる)。プランジャリング12Bが拡径方向へ移動することで、ヘッド部11とポットPの隙間を塞いで(あるいは小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。
For this reason, when the
(実施形態5)
前記実施形態4では、ヘッド本体部31側にリング周溝14を設け、そのリング周溝14にウエッジ構造を構成するテーパ面を形成した場合について説明した。本実施形態では、フランジ部21側にリング周溝14を設け、そのリング周溝14にウエッジ構造を構成するテーパ面を形成した場合について、図9を参照して説明する。図9は、本実施形態に係るプランジャ10(ヘッド部11)を拡大した断面図である。
(Embodiment 5)
In the fourth embodiment, the case where the ring
本実施形態に係るプランジャリング12Cは、ヘッド部11の外周側面から突き出るようにリング周溝14に周設されている。このプランジャリング12Cは、厚み方向上部側で内径が大きく、厚み方向下部側で内径が小さくなるように、内周面(貫通孔12bの内壁面)がテーパ面となったウエッジ構造に形成されている。そして、本実施形態では、このプランジャリング12Cが嵌め込まれる端面周凸部35が、フランジ部21の下端面に設けられており、その端面周凸部35の外周側面が、プランジャリング12Cのテーパ面に対応したテーパ面に形成されている。
The
すなわち、プランジャリング12Cとリング周溝14(ヘッド部11)との当接面がテーパ面に形成されている。このように、本実施形態では、プランジャリング12Cのテーパ面(内周面)と、リング周溝14のテーパ面とを向かい合わせて、ウエッジ構造としている。
That is, the contact surface between the
このため、ヘッド部11が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部21の押圧面21aに加わり、隙間Gの範囲内でフランジ部21がわずかにヘッド本体部31側へ下動する。そして、フランジ部21からの押圧力の反力によって、プランジャリング12Cが拡径方向(ポットP側)に移動する(押し広げられる)。プランジャリング12Cが拡径方向に移動することで、ヘッド部11とポットPの隙間を塞いで(あるいは小さくして)、プランジャ10を摺動することができる。したがって、ヘッド部11の周囲で樹脂Rが漏れるのを防止することができる。
For this reason, when the
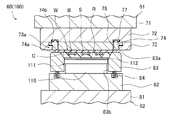
(実施形態6)
本発明の実施形態に係る樹脂封止装置100の要部である圧縮成形方式の成形金型60について図11を参照して説明する。図11は、樹脂封止装置100の要部である成形金型60(対をなす上型61および下型62)の断面図である。図11に示すプランジャ10(側面が示されている。)は、前記実施形態1〜5で説明したヘッド部11(端部)を有し、キャビティC(キャビティ凹部)の底面で開口(連通)する円筒状のポットP内に進退動可能に挿入して設けられている。図11に示す成形金型60は、公知の型開閉機構によって型開きしている(上型61と下型62とが離隔している)状態であり、上型61にワークW、下型62のキャビティCに樹脂Rがセット(配置)されている。図11に示すワークWは、基板S(例えば、配線基板)の片面でマトリクス状に複数の電子部品B(例えば、半導体チップ)が表面実装されたものである。また、図11に示す樹脂Rは、顆粒状のものであるが、液状、粉状、タブレット状のものであってもよい。なお、プランジャ10の個数、大きさ、形状には、図11に示すものに限定されず、金型構成を上下逆にしてプランジャ10およびキャビティCを上型61に設けてもよい。
(Embodiment 6)
A compression-molding molding die 60, which is a main part of the
図11に示す上型61(成形金型10の一方の金型)は、ベース71と、チェイス72と、ガイド73と、インサート74とを備えている。これらは金型ブロックであり、組み付けられて上型61を構成するものである。ベース71は、図示しない固定プラテンに固定されている。このベース71には、チェイス72が固定されている。このチェイス72には、ベース71側とは反対側の外周部にガイド73が固定されている。このガイド73には、チェイス72と当接するように、インサート74が支持されている。
An upper mold 61 (one mold of the molding mold 10) shown in FIG. 11 includes a
インサート74は、下方に凸となるように両側をガイド73で支持されており、下型62側にワークWを吸着保持する吸着面74a(金型クランプ面74aともいう)および外周側部に段差部74bが形成された断面凸状となっている。また、ガイド73は、内側に段部73aが形成され、断面L字状となっている。このため、インサート74の段部74bと、ガイド73の段部73aとが係合することによって、ガイド73には、インサート74が支持される。
The
また、インサート74には吸着面74aに通じるエア吸引路76が形成されている。このエア吸引路76は、チェイス72に形成されているエア吸引路(図示せず)と接続され、さらに、成形金型60外で設けられているエアを吸引する吸引装置(図示せず)と接続されている。また、インサート74とチェイス72との間にはリング状のシール部材77(例えば、Oリング)が挟み込まれており、エア吸引路76の気密性を確保するようになっている。このため、吸引装置が作動すると、エア吸引路76などを介してワークWがインサート74の吸着面74aに吸着保持されることとなる。
In addition, an
図11に示す下型62(成形金型10の他方の金型)は、ベース81と、チェイス82と、クランパ83と、ポットPと、プランジャ10とを備えている。これらは金型ブロックであり、組み付けられて下型62を構成するものである。ベース81は、図示しない可動プラテンに固定されている。このベース81には、チェイス82が固定されている。
A lower mold 62 (the other mold of the molding mold 10) shown in FIG. 11 includes a
このチェイス82では、クランパ83がチェイス82との間に弾装された弾性部材84により常時上方に付勢されている。クランパ83の中央部では、厚さ方向に貫通する貫通孔が形成されており、この貫通孔に筒状のポットPが抜け止めされて固定されている。下型62のクランパ83には、金型クランプ面83aから窪んで開口するキャビティCが形成されている。このキャビティCの底面にポットPが設けられており、このポットPには、その内部で型閉じ動作に応じて相対的に進退動(往復動)するプランジャリング12(シールリング)を有するプランジャ10が設けられている。
In this
ここで、プランジャ10が、クランパ83に対して相対的に進退動する構成について具体的に説明する。キャビティC(キャビティ凹部)が形成されたクランパ83が、チェイス82に弾性部材84を介して組み付けられている。このクランパ83の貫通孔(ポットP)に挿入されるプランジャ10がチェイス82に固定して組み付けられている。このため、成形金型60の型閉じの際、弾性部材84を押し縮ませてクランパ83を動かすことにより、プランジャ10を相対的に上昇させることができる。すなわち、ポットP内でプランジャ10は、可動部材となって型閉じ動作に応じて相対的に進退動(往復動)することとなる。
Here, the configuration in which the
本実施形態では、プランジャ10として、例えば、図3に示したような、平面視(クランプ面視)円形状のヘッド部11に設けられた周溝14にヘッド部11より外形が大きく、樹脂溜まり部12a(環状溝部)が形成された円形環状のプランジャリング12を有するものを用いている。このようなプランジャリング12を用いることで、プランジャ10によって樹脂Rを押圧する際に、プランジャ10(可動部材)の摺動箇所(プランジャ10とポットPとの隙間)から樹脂Rが漏れるのを防止することができる。また、プランジャリング12に不具合があった場合(例えば、摺動抵抗が増大してしまうなど)、プランジャリング12自体を容易に交換することができ、プランジャ10(可動部材)のメンテナンス性を向上させることができる。なお、図6、図7、図8、図9に示したようなプランジャリング12Bを用いることもでき、同様の作用効果を得ることができる。
In this embodiment, as the
このようなプランジャ10を備える成形金型60(樹脂封止装置100)の動作方法(樹脂成形方法)は、まず、型開きした状態で、金型内部にワークWおよび樹脂Rをセット(配置)する。ワークWは、図示しないローダによって金型内部へ搬入(供給)され、吸着面74aにセットされる。また、樹脂Rは、図示しないローダによって金型内部へ搬入(供給)され、ポットPおよびキャビティC(キャビティ凹部)内にセットされる(図11参照)。次いで、型開閉機構によって型閉じしていき、上型61と下型62とでワークWをクランプする。これにより、基板Sが上型61の金型クランプ面74aと、下型62の金型クランプ面83aとの間に挟まれ、電子部品BがキャビティC(キャビティ凹部が基板Sによって閉塞されたもの)内に収容される。なお、図示しない減圧機構によってキャビティC内は減圧されている。
The operation method (resin molding method) of the molding die 60 (resin sealing device 100) provided with such a
続いて、型開閉機構によって更に成形金型60を型閉じする(型締めする)ことによって弾性部材84を押し縮め、クランパ83に対してプランジャ10を相対的に上昇させる。これにより、キャビティC内で溶融している樹脂Rがプランジャ10で押圧され、樹脂RがキャビティC内で充填される。次いで、キャビティC内で充填された樹脂Rを所定の樹脂圧で保持(すなわち保圧)して、成形金型60を所定温度に加熱することによって樹脂Rを熱硬化(キュア)させる。その後、成形金型60を型開きして、図示しないアンローダによって、ワークW(成形品)が成形金型60から取り出されて収納部に収納される。
Subsequently, the
(実施形態7)
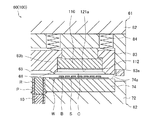
本発明の実施形態に係る樹脂封止装置100の要部である圧縮成形方式の成形金型60について図12を参照して説明する。図12は、樹脂封止装置100の要部である成形金型60(対をなす上型61および下型62)の断面図である。この樹脂封止装置100は、例えば、図示しない供給部と収納部との間に、少なくとも一つの成形金型60を有するプレス部を備えて構成される。図12に示す成形金型60は、下型62に設けられた平面視(クランプ面視)矩形状のキャビティC(キャビティ凹部)が閉塞されるよう型閉じしている(上型61と下型62とが近接し、ワークWをクランプしている)状態である。図12に示すワークWは、基板S(例えば、配線基板)の片面でマトリクス状に複数の電子部品B(例えば、半導体チップ)がワイヤボンディング実装されたものであり、上型61にセット(配置)されている。また、図12に示す樹脂Rは、顆粒状、液状、粉状などの形状したものが溶融した状態となって、下型62のキャビティC内を充填している。なお、キャビティCを上型61に設けるように、金型構成を上下逆にしてもよい。
(Embodiment 7)
A
図12に示す上型61は、図11に示した上型61と同様の構成となっている。他方、図12に示す下型62は、ベース81と、チェイス82と、クランパ83と、キャビティ駒110とを備えている。これらは金型ブロックであり、組み付けられて下型62を構成するものである。ベース81は、図示しない可動プラテンに固定されている。このベース81には、チェイス82が固定されている。チェイス82では、クランパ83がチェイス82との間に弾装された弾性部材84により常時上方に付勢されている。クランパ83の中央部では、その厚さ方向に貫通する貫通孔83b(収納部)が形成されている。この金型クランパ83の貫通孔83bに挿入されるキャビティ駒110がチェイス82に固定して組み付けられている。このため、成形金型60の型閉じの際、弾性部材84を押し縮ませてクランパ83を動かすことにより、キャビティ駒110を相対的に上昇させることができる。すなわち、クランパ83の貫通孔83b内でキャビティ駒110は、可動部材となって型閉じ動作に応じて相対的に進退動(往復動)することとなる。このため、キャビティ駒110は、キャビティC内に充填された樹脂Rを押圧することができる。なお、キャビティ駒110の進退動によってキャビティC(キャビティ凹部)の深さ(容積)が変わるため、キャビティCが可動キャビティに構成されることとなる。
The
そして、下型62のクランパ83には、金型クランプ面83aから窪んで開口するキャビティC(キャビティ凹部)が設けられている。具体的には、キャビティCの底面がクランパ83の貫通孔83bに挿入されたキャビティ駒110の上端面で構成され、キャビティCの側面(内壁面)がクランパ83の貫通孔83bから金型クランプ面83aへ拡径するクランパ83のテーパ面で構成されている。本実施形態では、キャビティCは平面視(クランプ面視)矩形状であり、このキャビティCの底面を構成するキャビティ駒110の平面視形状も矩形状である。
The
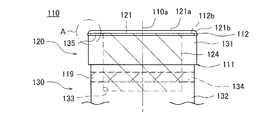
ここで、本実施形態に係るキャビティ駒110について、主として図13〜図18を参照して説明する。図13は、キャビティ駒110の組み付けられる前の分解図である。また、図14〜図16は、キャビティ駒110を構成する部材の説明図である。図14において、(a)は(b)および(c)中の矢印a視の平面図、(b)は(a)および(c)中の矢印b視の側面図、(c)は(a)および(b)中の矢印c視の正面図である。図15および図16のそれぞれについても同様である。また、図17は、キャビティ駒110の組み付けられた後の側面図である。また、図18は、図17に示す円A(一点鎖線)で囲まれたキャビティ駒110(ヘッド部111)を拡大した断面図である。なお、図13〜図17では、透視あるいは仮想視したものを破線で示している。
Here, the
前述したように、クランパ83の貫通孔83b内に相対的に進退動可能に挿入されるキャビティ駒110(図12、図17参照)は、キャビティCの底面に供給された樹脂Rを押圧する押圧面121a(ヘッド上面)を有するヘッド部111(先端部)を備えている。このヘッド部111は、樹脂Rを押圧する押圧面121a(ヘッド上面)を有するフランジ部121を有する上ホルダ120と、ヘッド本体部131を有する下ホルダ130と、上ホルダ120と下ホルダ130との間で挟まれるキャビティリング112とが一体に組み付けられて構成されている。ここで、キャビティ駒110は、樹脂Rを押圧する押圧面121aを有するため押圧部材となり、クランパ83は、そのキャビティ駒110が挿入される貫通孔83bを有するため貫通部材となる。また、キャビティリング112は、キャビティ駒110とクランパ83の隙間をシールするためシールリングとなる。本実施形態では、キャビティCの底面形状として、キャビティ駒110のヘッド部111の端面が矩形状に構成されている。また、ヘッド部111に組み付けられるキャビティリング112(図13、図15参照)は、所定幅の平面視矩形環状であり、貫通孔112bを有している。
As described above, the cavity piece 110 (see FIGS. 12 and 17) that is inserted into the through
また、上ホルダ120(図13、図14参照)は、平面視矩形状のフランジ部121および突起部124(ロッド部)を有している。フランジ部121は、所定の厚みを有し、クランパ83の貫通孔83bの大きさより若干小さい大きさに形成されている。フランジ部121の外周縁部121b全体では、押圧面121a側に向かって窄まるようにカーブ(曲面)の付いたテーパ面(傾斜面)が形成されている(例えば、図10に示すように、θが15〜20度程度)。突起部124は、中心軸110a(図17参照)方向に延在するようにフランジ部121の下面(押圧面121aとは反対の面)から突起(連結)している。また、突起部124には、その長手方向に貫通するノックピン孔125が形成されている。このノックピン孔125には、ノックピン119が挿入される(図17参照)。上ホルダ120は、フランジ部121および突起部124が一体となるように、例えば合金鋼や超硬合金鋼から形成されてなる。
Further, the upper holder 120 (see FIGS. 13 and 14) has a
また、下ホルダ130(図13、図16参照)は、平面視矩形状のヘッド本体部131および胴体部132(軸部)を有している。ヘッド本体部131は、キャビティリング112の受け部として所定の厚みを有し、貫通孔83bの大きさより若干小さく形成されている。胴体部132は、中心軸110a方向に延在するようにヘッド本体部131に連結され、ヘッド本体部131よりも若干小さく形成されている。下ホルダ130は、ヘッド本体部131および胴体部132が一体となるように、例えば合金鋼や超硬合金鋼から形成されてなる。胴体部132には、上ホルダ120の突起部124が挿入される挿入部133が中心軸110a方向に形成されている。また、胴体部132には、胴体部132の長手方向に貫通するノックピン孔134が形成されている。このノックピン孔134には、ノックピン119が挿入される(図17参照)。
Further, the lower holder 130 (see FIGS. 13 and 16) includes a
本実施形態では、ヘッド本体部131の上端面(フランジ部121側端面)に、上端面から突き出る端面周凸部135を設けている。このため、上ホルダ120と下ホルダ130とが組み付けられることで、フランジ部121の下面と、ヘッド本体部131の上端面と、端面周凸部135の外周面とで囲まれた領域がリング周溝114として形成される。すなわち、ヘッド部111の外周側面の全周に渡って平面視矩形状のリング周溝114が形成される(図13参照)。このように形成されるリング周溝114に矩形環状のキャビティリング112(図15参照)が周設される(嵌め込まれる)。具体的には、上ホルダ120と下ホルダ130とを組み付ける際に、平面視矩形状の端面周凸部135に矩形環状のキャビティリング112を嵌め込み、キャビティリング112が上ホルダ120と下ホルダ130とでホールド(接続)される。
In the present embodiment, an end surface circumferential
また、本実施形態では、ヘッド本体部131の厚みに対して、キャビティリング112の厚みを薄くしている。すなわち、ヘッド本体部131は、キャビティリング112の受け部(支持部)であるため、ヘッド本体部131の厚みをフランジ部121よりも肉厚としている。また、キャビティリング112をフランジ部121でホールドするため、キャビティリング112の厚みに対して、端面周凸部135の厚みをほぼ同一あるいは若干薄くしている。そして、ヘッド部111の外周側面から突き出るように矩形環状のキャビティリング112をリング周溝114に周設している。
In the present embodiment, the
キャビティリング112には、貫通孔83b内で進退動(摺動)しても摩耗量の少ない硬質な材質を用いることが好ましい。本実施形態では、金属(例えば、ステンレス鋼やバネ鋼などの鋼材)からなるキャビティリング112を用いている。金属からなるキャビティリング112を用いることで、樹脂からなるものと比較して硬質となり、その耐久性が向上する。したがって、キャビティリング112が破損する割合を極めて低くすることができ、メンテナンス回数を抑制することができる。また、キャビティ駒110の進退動不良の発生を防止することができる。また、金属からなるキャビティリング112には、表面処理として例えばメッキ処理を施こすことが有効である。
For the
また、キャビティリング112は、図18(a)に示すように、フランジ部121側の外周側面において、全周に渡って形成された樹脂溜まり部112a(円弧に窪む環状溝部)を有している。また、樹脂溜まり部112aのフランジ部121側の開口縁を面取りし、フランジ部121側で樹脂溜まり部112aの開口が広く形成されている。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂溜まり部112aに樹脂Rが充填されて(入り込み)、図18(b)に示すように、キャビティリング112の外周側面に硬化した樹脂Rからなる樹脂リングRLが形成される。このように、キャビティリング112の外周側面に樹脂リングRLを形成することで、ヘッド部111と貫通孔83bの隙間を塞いで(小さくして)、キャビティ駒110を摺動させることができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのをより防止することができる。
Further, as shown in FIG. 18A, the
ところで、図19に示すように、従来において成形金型60’(樹脂封止装置100’)の下型62に設けられたキャビティ駒110’を可動させて、樹脂Rを圧縮して成形する場合、樹脂漏れによる可動不良を防止するためにリリースフィルムFが設けられていた。特に、平面視(クランプ面視)矩形状のキャビティ駒110’の場合は、コーナー部でキャビティ駒110’と貫通孔83bの隙間ができやすく、可動不良になり易いため、リリースフィルムFが必要と考えられていた。
By the way, as shown in FIG. 19, when the
これに対して、本実施形態では、キャビティ駒110として、平面視(クランプ面視)矩形状のヘッド部111に設けられた周溝114にヘッド部111より外形が大きく、樹脂溜まり部112a(環状溝部)が形成された矩形環状のキャビティリング112を有するものを用いている。このようなキャビティリング112を用いることで、リリースフィルムを用いなくとも、キャビティ駒110によって樹脂Rを押圧する際に、キャビティ駒110(可動部材)の摺動箇所(キャビティ駒110と貫通孔83bとの隙間)から樹脂Rが漏れるのを防止することができる。また、キャビティリング112に不具合があった場合(例えば、摺動抵抗が増大してしまうなど)、キャビティリング112自体を容易に交換することができ、キャビティ駒110(可動部材)のメンテナンス性を向上させることができる。
On the other hand, in this embodiment, as the
このようなキャビティ駒110を備える成形金型60(樹脂封止装置100)の動作方法(樹脂成形方法)は、まず、型開きした状態で、金型内部にワークWおよび樹脂Rをセット(配置)する。ワークWは、図示しないローダによって金型内部へ搬入(供給)され、吸着面74aにセットされる。また、樹脂Rは、図示しないローダによって金型内部へ搬入(供給)され、キャビティC(キャビティ凹部)内にセットされる。次いで、型閉じしていき、上型61と下型62とでワークWをクランプする。これにより、基板Sが上型61の金型クランプ面74aと、下型62の金型クランプ面83aとの間に挟まれ、電子部品BがキャビティC(キャビティ凹部が基板Sによって閉塞されたもの)内に収容される。なお、図示しない減圧機構によってキャビティC内は減圧されている。
The operation method (resin molding method) of the molding die 60 (resin sealing device 100) provided with such a
続いて、更に成形金型60を型閉じする(型締めする)ことによって弾性部材84を押し縮め、クランパ83に対してキャビティ駒110を相対的に上昇させる。これにより、キャビティC内で溶融している樹脂Rがキャビティ駒110で押圧され、樹脂RがキャビティC内で充填される。次いで、キャビティC内で充填された樹脂Rを所定の樹脂圧で保持(すなわち保圧)して、成形金型60を所定温度に加熱することによって樹脂Rを熱硬化(キュア)させる。その後、成形金型60を型開きして、図示しないアンローダによって、ワークW(成形品)が成形金型60から取り出されて収納部に収納される。
Subsequently, the
型開きの際は、図18(b)に示すように、キャビティリング112とフランジ部121との狭い境で樹脂Rが分断される(千切られる)ことにより、一方は樹脂リングRLとなってキャビティ駒110側に残り、他方はカル側となる。また、ヘッド部111から樹脂リングRLを取り除く際には、フランジ部121とヘッド本体部131とを分割することで、樹脂リングRLが付いたままでキャビティリング112を交換することができる。また、分割されたキャビティリング112から樹脂リングRLを取り外せばよいので、容易にキャビティリング112をクリーニングすることができる。
When the mold is opened, as shown in FIG. 18B, the resin R is divided (cut into pieces) at the narrow boundary between the
(実施形態8)
前記実施形態7では、キャビティリング112の外周側面に樹脂リングRLを形成し、ヘッド部111と貫通孔83b(図12参照)の隙間を塞ぐ(あるいは小さくする)場合について説明した。本実施形態では、キャビティリング112とは異なる形状のものを用いる場合について、図20を参照して説明する。図20は、キャビティ駒110(ヘッド部111)を拡大した断面図であり、キャビティ駒110の変形例を(a)、(b)、(c)、(d)、(e)、(f)のそれぞれに示す。
(Embodiment 8)
In the seventh embodiment, the case where the resin ring RL is formed on the outer peripheral side surface of the
図20(a)に示すキャビティリング112Aは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Aのフランジ部121側の端面には、全周に渡って切り込まれた樹脂溜まり部112a(環状溝部)が形成されている。そして、この樹脂溜まり部112aの開口内に、外周縁部121b(テーパ面)の端がオーバーラップ(連通)している。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂溜まり部112aに樹脂Rが入り込み、キャビティリング112Aの外周部が外側方向(貫通孔83b側)へ倒れるように変形する。すなわち、樹脂Rからの圧力を受けてキャビティリング112Aを変形させることができる。これにより、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、キャビティ駒110の周囲で樹脂Rが漏れるのを防止することができる。
The
図20(b)に示すキャビティリング112Bは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。また、リング周溝114には、キャビティリング112Bの他に、キャビティリング112Bと同様の平面視矩形環状のウエッジリング113がキャビティリング112Bと積層して周設されている。キャビティリング112Bは、厚みが内側で薄く、外側で厚くなるように、ウエッジリング113側の下端面がテーパ面(傾斜面)に形成されている。一方、ウエッジリング113は、厚みが内側で厚く、外側で薄くなるように、キャビティリング112B側の上端面がテーパ面(傾斜面)に形成されている。そして、キャビティリング112Bのテーパ面(下端面)と、ウエッジリング113のテーパ面(上端面)とを向かい合わせて、キャビティリング112Bとウエッジリング113とを一組としてウエッジ構造としている。
The
リング周溝114に周設されるキャビティリング112B(第1リング)とウエッジリング113(第2リング)とを合わせてプランジャリングとみなせば、これらは分割されて積層されていることとなる。ウエッジリング113は、外側の大きさが貫通孔83bより若干小さく、内側の大きさが端面周凸部135の外形とほぼ同一となるように形成されている。ウエッジリング113の材質は、キャビティリング112と同じ材質であってもよいし、異なる材質であってもよい。また、ウエッジリング113は、弾性体であってもよい。
If the
このように図20(b)に示すキャビティリング112Bでは、フランジ部121がヘッド本体部131(端面周凸部135)と接しないように組み付けられ、フランジ部121とヘッド本体部131(端面周凸部135)の間には隙間Gが形成されている。一方、フランジ部121がキャビティリング112Bの上端面と接するように組み付けられている。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部121の押圧面121aに加わり、隙間Gの範囲内でフランジ部121がわずかにヘッド本体部131側へ下動する。そして、フランジ部121からの押圧力の反力によって、キャビティリング112Bが外側(貫通孔83b側)に移動される(押し広げられる)。キャビティリング112Bが外側方向へ移動することで、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。なお、フランジ部121からの押圧力の反力によってキャビティリング112Bが外側方向に移動されるのであれば、キャビティリング112Bとウエッジリング113を上下逆に重ねることもできる。
Thus, in the
図20(c)に示すキャビティリング112Bは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Bは、厚みが内側で薄く、外側で厚くなるように、下端面がテーパ面に形成されている。そして、図20(c)では、キャビティリング112Bが嵌め込まれる端面周凸部135の裾部が、キャビティリング112Bのテーパ面に対応したテーパ面に形成されている。すなわち、キャビティリング112Bとリング周溝114(ヘッド部111)との当接面がテーパ面に形成されている。そして、キャビティリング112Bのテーパ面(下端面)と、リング周溝114のテーパ面とを向かい合わせて、ウエッジ構造としている。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部121の押圧面121aに加わり、隙間Gの範囲内でフランジ部121がわずかにヘッド本体部131側へ下動する。そして、フランジ部121からの押圧力の反力によって、キャビティリング112Bが外側方向(貫通孔83b側)に移動する(押し広げられる)。キャビティリング112Bが外側方向へ移動することで、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。
The
図20(d)に示すキャビティリング112Cは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Cは、厚み方向上部側で広く、厚み方向下部側で狭くなるように、内周面(貫通孔112bの内壁面)がテーパ面となったウエッジ構造に形成されている。そして、図20(d)では、キャビティリング112Cが嵌め込まれる端面周凸部135が、フランジ部121の下端面に設けられており、その端面周凸部135の外周側面が、キャビティリング112Cのテーパ面に対応したテーパ面に形成されている。すなわち、キャビティリング112Cとリング周溝114(ヘッド部111)との当接面がテーパ面に形成されている。そして、キャビティリング112Cのテーパ面(内周面)と、リング周溝114のテーパ面とを向かい合わせて、ウエッジ構造としている。このため、ヘッド部111が樹脂Rを押圧する際に、樹脂圧(加圧)がフランジ部121の押圧面121aに加わり、隙間Gの範囲内でフランジ部121がわずかにヘッド本体部131側へ下動する。そして、フランジ部121からの押圧力の反力によって、キャビティリング112Cが外側方向(貫通孔83b側)に移動する(押し広げられる)。キャビティリング112Cが外側方向に移動することで、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。
The
図20(e)に示すキャビティリング112Dは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Dのフランジ部121側の端面には全周に渡って環状溝部112aが形成され、この環状溝部112aにフランジ部121側に開くY字状のパッキン112cが設けられている。なお、Y字状のパッキンは耐熱性シリコーン製が一例である。そして、このパッキン112cの開口内に、押圧面121aの外周縁部121b(テーパ面)の端がオーバーラップしている。このため、ヘッド部111が樹脂Rを押圧する際にパッキン112cに樹脂Rが入り込み、パッキン112cの開口が外側方向(貫通孔83b側)へ拡がるように変形する。すなわち、樹脂Rからの圧力を受けてキャビティリング112Dを変形させることができる。これにより、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、キャビティ駒110の周囲で樹脂Rが漏れるのを防止することができる。
A
図20(f)に示すキャビティリング112Eは、ヘッド部111の外周側面から突き出るようにリング周溝114に周設されている。このキャビティリング112Eのフランジ部121側の端面には全周に渡って環状溝部112aが形成され、この環状溝部112aに樹脂吸収部材112dが設けられている。この樹脂吸収部材112dは、例えば、金属またはセラミックスのポーラス材、あるいは平織りや綾織りなどの耐熱布(ガラスクロス)である。このため、ヘッド部111が樹脂Rを押圧する際に樹脂吸収部材112d(例えば、ポーラス材または耐熱布の隙間)に樹脂Rが入り込み、硬化することで、その樹脂Rが抜け落ちずにキャビティリング112Eの一部となる。このキャビティリング112Eによれば、ヘッド部111と貫通孔83bの隙間を塞いで(あるいは小さくして)、キャビティ駒110を摺動することができる。したがって、樹脂吸収剤112dに樹脂Rが溜まるためキャビティ駒110の周囲で樹脂Rが漏れるのを防止することができる。
The
なお、本実施形態では、種々のキャビティリング112A、112B、112C、112D、112Eをシールリングとしてキャビティ駒110に適用した場合について説明したが、同様のシールリングを例えば前記実施形態1で説明したプランジャリング12としてプランジャ10に適用することもできる。
In the present embodiment, the case where various cavity rings 112A, 112B, 112C, 112D, and 112E are applied to the
(実施形態9)
前記実施形態7では、上ホルダ120、キャビティリング112および下ホルダ130に三分割されるキャビティ駒110(図13および図17参照)の接続構造について説明した。本実施形態では、上ホルダ120、キャビティリング112、中ホルダ130Aおよび下ホルダ130Bに四分割されるキャビティ駒110A、110B、110Cの接続構造について、図21〜図26を参照して説明する。図21および図22はキャビティ駒110Aを構成する部材の説明図、図23および図24はキャビティ駒110Bを構成する部材の説明図、図25および図26はキャビティ駒110Cを構成する部材の説明図である。図21に示す組み付け後のキャビティ駒110Aにおいて、(a)は(b)および(c)中の矢印a視の平面図、(b)は(a)および(c)中の矢印b視の側面図、(c)は(a)および(b)中の矢印c視の正面図である。図23に示す組み付け後のキャビティ駒110Bおよび図25に示す組み付け後のキャビティ駒110Cのそれぞれについても同様である。また、図22に示す組み付け前のキャビティ駒110Aにおいて、(a)は図21(b)に対応する側面図、(b)は図21(c)に対応する正面図である。図24に示す組み付け前のキャビティ駒110Bおよび図26に示す組み付け前のキャビティ駒110Cのそれぞれについても同様である。なお、図21〜図26では、透視したものを破線で示している。
(Embodiment 9)
In the seventh embodiment, the connection structure of the cavity piece 110 (see FIGS. 13 and 17) that is divided into the
まず、キャビティ駒110A、110B、110Cの概略構成について説明する。ヘッド部111を有するキャビティ駒110A、110B、110Cは、成形金型60(図12参照)において、キャビティ駒110に置き換わってキャビティCの底面を構成し、クランパ83の貫通孔83b内に相対的に進退動可能に挿入されるものである。キャビティ駒110A、110B、110Cは、樹脂Rを押圧する押圧面121aを有するフランジ部121を有する上ホルダ120と、キャビティリング112と、ヘッド本体部131を有する中ホルダ130Aと、胴体部132を有する下ホルダ130Bとが、ノックピン119を用いて一体に組み付けられて構成されている。四分割されるキャビティ駒110A、110B、110Cでは、三分割されるキャビティ駒110と比べて上型61と下型62とを離隔させる距離を大きく取る必要がなくなり、キャビティリング112をクリーニングする際には、側面側または正面側からノックピン119を抜き取ることで容易に分割してキャビティリング112を取り外すことができる。
First, a schematic configuration of the
キャビティ駒110A、110Bでは平面視(クランプ面視)で短手方向に延在する2本のノックピン119が用いられ、キャビティ駒110Cでは長手方向に延在する1本のノックピン119が用いられる。また、キャビティ駒110A、110Cでは、ノックピン119が胴体部132側のヘッド本体部131に挿入して設けられ、キャビティ駒110Bでは、ノックピン119がフランジ部121側のヘッド本体部131に挿入して設けられる。例えば、キャビティリング112を取り外す際には、ノックピン119を抜き取ってから分割することとなるが、成形金型60の構造によってノックピン119を抜き差しし易いキャビティ駒110A、110B、110Cを選択することができる。
The
次に、キャビティ駒110Aの具体的構成について図21および図22を参照して説明する。キャビティ駒110Aの上ホルダ120は、平面視矩形状のフランジ部121および突起部124Aを有している。フランジ部121は、所定の厚みを有し、クランパ83の貫通孔83b(図12参照)の大きさより若干小さい大きさに形成されている。フランジ部121の外周縁部121bでは、押圧面121a側に向かって窄まるようにカーブ(曲面)の付いたテーパ面(傾斜面)が形成されている。突起部124Aは、フランジ部121の下面(押圧面121aとは反対の面)からL形鋼状(正面視L字状)に突起するよう形成されている。この突起部124A(一段と突起している箇所)には、短手方向に貫通するノックピン孔125Aが形成されている。
Next, a specific configuration of the
また、キャビティ駒110Aの下ホルダ130Bは、平面視矩形状の胴体部132および突起部124Bを有している。突起部124Bは、胴体部132の上面から角柱状(正面視矩形状)に突起するよう形成されている(角柱状の突起部124Bが横たわっている)。また、突起部124Bには、短手方向に貫通するノックピン孔125Bが形成されている。キャビティ駒110Aの組み付けの際には、上ホルダ120の突起部124A(L形鋼状)と下ホルダ130Bの突起部124B(角柱状)とが嵌め合わされ、突起部124Aのノックピン孔125Aと突起部124Bのノックピン125Bとが連通される。
Further, the
また、キャビティ駒110Aの中ホルダ130Aは、平面視矩形状のヘッド本体部131を有している。ヘッド本体部131は、キャビティリング112の受け部として所定の厚みを有し、クランパ83の貫通孔83b(図12参照)の大きさより若干小さく形成され、胴体部132よりも若干大きく形成されている。また、ヘッド本体部131は、上ホルダ120の突起部124Aと下ホルダ130Bの突起部124Bが嵌め合わさって挿入される挿入部133(貫通孔)を有している。ヘッド本体部131には、胴体部132の短手方向に貫通するノックピン孔134が形成されている。キャビティ駒110Aの組み付けの際には、ノックピン孔134と、突起部124Aのノックピン孔125Aと、突起部124Bのノックピン125Bとが連通して、これらにノックピン119が挿入される。
The
ヘッド本体部131の上面(フランジ部121側端面)には、上端面から突き出る端面周凸部135が設けられている。上ホルダ120と中ホルダ130Aとが組み付けられることで、フランジ部121の下面と、ヘッド本体部131の上面と、端面周凸部135の外周面とで囲まれた領域がリング周溝114として形成される。すなわち、ヘッド部111の外周側面の全周に渡って平面視矩形状のリング周溝114が形成される。このリング周溝114に矩形環状のキャビティリング112が周設される(嵌め込まれる)。具体的には、上ホルダ120と中ホルダ130Aとを組み付ける際に、平面視矩形状の端面周凸部135に矩形環状のキャビティリング112を嵌め込み、キャビティリング112が上ホルダ120と中ホルダ130Aとでホールド(接続)される。
An end surface circumferential
また、キャビティ駒110Bの具体的構成について、図23、図24に示すように、上ホルダ120に角柱状の突起部124Aと、下ホルダ130BにL形鋼状の突起部124Bとが設けられ、短手方向にノックピン119が設けられる他はキャビティ駒110Aと同様の構成である。また、キャビティ駒110Bの具体的構成について、図25、図26に示すように、上ホルダ120に二股状の突起部124Aと、下ホルダ130Bに角柱状の突起部124Bとが設けられ、長手方向にノックピン119が設けられる他はキャビティ駒110Aと同様の構成である。
As for the specific configuration of the
(実施形態10)
前記実施形態7では、フランジ部121の外周縁部121b全体がテーパ面の場合について説明した。本実施形態では、外周縁部121bの一部分にテーパ面を有する連通溝136が形成される場合について、図27および図28を参照して説明する。図27は、キャビティ駒110を構成する部材の説明図であり、(a)は上ホルダ120の平面図、(b)は上ホルダ120の側面図、(c)はキャビティ駒110の要部(ヘッド部111)の断面図である。図28は、図27に示すキャビティ駒110の変形例の説明図であり、(a)、(b)、(c)はそれぞれ異なるキャビティ駒110の要部(ヘッド部111)の断面図である。
(Embodiment 10)
In the seventh embodiment, the case where the entire outer
図27(c)に示すように、キャビティ駒110の外周側面には周溝114が形成され、周溝114には樹脂溜まり部112a(環状溝部)を有するキャビティリング112が嵌め込まれている。図27(a)、(b)に示すように、平面視矩形状のフランジ部121では、外周縁部121bが厚み方向にストレート状(鉛直面状)となっている。この外周縁部121b(キャビティ駒110の外周側面)の所定箇所(コーナー部や辺部)には、周溝114と交差するように、押圧面121a(キャビティCの底面)から樹脂溜まり部112aに連通する連通溝113(縦溝)が複数形成されている。この連通溝136では、押圧面121a側に向かって窄まるようにカーブ(曲面)の付いたテーパ面(傾斜面)が形成されている。また、キャビティリング112のフランジ部121側の端面には、全周に渡って円弧状に窪む樹脂溜まり部112a(環状溝部)が形成されている。そして、樹脂溜まり部112a側で狭くなるような連通溝136の端が樹脂溜まり部112aの開口内にオーバーラップ(連通)している。このため、ヘッド部111が押圧面121aで樹脂Rを押圧する際に、連通溝136を介して樹脂溜まり部112aに樹脂Rが充填されて(入り込み)、キャビティリング112の外周側面に硬化した樹脂Rからなる樹脂リングRLが形成される。このように、キャビティリング112の外周側面に樹脂リングRLを形成することで、ヘッド部111と貫通孔83b(図12参照)の隙間を塞いで(小さくして)、キャビティ駒110を摺動させることができる。したがって、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。
As shown in FIG. 27C, a
また、図28(a)に示すように、フランジ部121側の端面において全周に渡って矩形状に窪む樹脂溜まり部112a(環状溝部)が形成されたキャビティリング112を用いる場合であってもよい。また、図28(b)に示すように、連通溝136がテーパ面(傾斜面)ではなく、フランジ部121の厚み方向にストレート状(鉛直面状)の場合であってもよい。また、図28(c)に示すように、連通溝136が樹脂溜まり部112a側で広くなるテーパ面を有する場合であってもよい。図28に示すようなキャビティ駒110においても、ヘッド部111が押圧面121aで樹脂Rを押圧する際に、連通溝136を介して樹脂溜まり部112aに樹脂Rが充填されて(入り込み)、キャビティリング112の外周側面に硬化した樹脂Rからなる樹脂リングRLが形成される。このため、キャビティ駒110が摺動したとしても、ヘッド部111の周囲で樹脂Rが漏れるのを防止することができる。
Further, as shown in FIG. 28 (a), a
(実施形態11)
本発明の実施形態に係る樹脂封止装置100の要部であるトランスファ成形方式と圧縮成形方式とを組み合わせた成形金型60について図29を参照して説明する。図29は、樹脂封止装置100の要部である成形金型60(対をなす上型61および下型62)の断面図である。この樹脂封止装置100は、例えば、図示しない供給部と収納部との間に、少なくとも一つの成形金型60を有するプレス部を備えて構成される。図29に示す成形金型60は、公知の型開閉機構によって型開きしている(上型61と下型62とが離隔している)状態である。この成形金型60は、平面視(クランプ面視)矩形状のキャビティC(キャビティ凹部)が上型61に設けられ、下型62にワークW、ポットPに樹脂Rがセット(配置)されている。図29に示すワークWは、基板S(例えば、配線基板)の片面でマトリクス状に複数の電子部品B(例えば、半導体チップ)が表面実装されたものである。また、図29に示す樹脂Rは、タブレット状のものであるが、液状、粉状、顆粒状、シート状のものであってもよい。なお、キャビティCを上型61に設けるように、金型構成を上下逆にしてもよい。
(Embodiment 11)
A molding die 60 combining a transfer molding method and a compression molding method, which is a main part of the
本実施形態においても、キャビティ駒110として、前記実施形態7で説明したように、キャビティリング112を有するものを用いている。キャビティリング112を用いることで、キャビティ駒110によって樹脂Rを押圧する際に、キャビティ駒110(可動部材)の摺動箇所(キャビティ駒110と貫通孔83bとの隙間)から樹脂Rが漏れるのを防止している。また、キャビティリング112に不具合があった場合(例えば、摺動抵抗が増大してしまうなど)、キャビティリング112自体を容易に交換することができ、キャビティ駒110(可動部材)のメンテナンス性を向上させることができる。
Also in this embodiment, the
このようなキャビティ駒110を備える成形金型60(樹脂封止装置100)の動作方法(樹脂成形方法)は、まず、型開きした状態で、金型内部にワークWおよび樹脂Rをセット(配置)する。ワークWは、図示しないローダによって金型内部へ搬入(供給)され、吸着面74aにセットされる。また、樹脂Rは、図示しないローダによって金型内部へ搬入(供給)され、ポットP内にセットされる。ポットP内にセットされた樹脂Rは、金型内に組み込まれたヒーターによって加熱されて溶融された状態となる。次いで、型開閉機構によって型閉じしていき、上型61と下型62とでワークWをクランプする。これにより、基板Sが上型61の金型クランプ面83aと、下型62の金型クランプ面74aとの間に挟まれ、電子部品BがキャビティC(キャビティ凹部が基板Sによって閉塞されたもの)内に収容される。なお、図示しない減圧機構によってキャビティC内は減圧されている。
The operation method (resin molding method) of the molding die 60 (resin sealing device 100) provided with such a
次いで、図示しない駆動部によってプランジャ10を駆動し、溶融した樹脂Rを押圧して、カル65、ランナ・ゲート66を介してキャビティC内に注入する。この段階では、電子部品Bの上面とキャビティCの底面との間には充分な隙間があり、溶融した樹脂RはキャビティC内の隅々まで良好に充填される。次いで、型開閉機構によって更に成形金型60を型閉じする(型締めする)ことによって弾性部材84を押し縮め、クランパ83に対してプランジャ10を相対的に下降させる。これにより、クランパ83が下型62に接近し、キャビティC内の空間(容積)が狭められるから、キャビティC内の溶融した樹脂RがポットP内に押し戻される。次いで、キャビティC内で充填された樹脂Rを所定の樹脂圧で保持(すなわち保圧)して、成形金型60を所定温度に加熱することによって樹脂Rを熱硬化(キュア)させる。その後、成形金型60を型開きして、図示しないアンローダによって、ワークW(成形品)が成形金型60から取り出されて収納部に収納される。本実施形態に係る成形金型60によれば、薄型の成形品であっても樹脂Rの未充填を防止することができる。
Next, the
以上、本発明を実施形態に基づき具体的に説明したが、本発明は前記実施形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能であることはいうまでもない。 Although the present invention has been specifically described above based on the embodiments, it is needless to say that the present invention is not limited to the above-described embodiments, and various modifications can be made without departing from the scope of the invention.
例えば、前記実施形態1では、金属からなるプランジャリング12を用いた場合について説明した。これに限らず、プラスチック(例えば、フッ素系樹脂)やゴム(例えば、合成ゴムやYパッキンあるいはシリコーンゴム)のような樹脂材からなるプランジャリング12を用いることもできる。また、成形温度において熱膨張によってプランジャリング12が拡径するような、熱膨張係数(または線膨張係数)の大きい弾性材料からなるプランジャリング12を用いることもできる。
For example, in the first embodiment, the case where the
また、例えば、前記実施形態1では、押圧面21aの外周縁部21bが曲面(R面状のテーパ面)の場合について説明した。これに限らず、押圧面21aの外周縁部21bが、単なる平坦状のテーパ面(傾斜面)であったり、C面状のテーパ面であったりしてもよい。
For example, in the first embodiment, the case where the outer
また、例えば、前記実施形態1では、樹脂封止装置100にプランジャ10を用いた場合について説明した。これに限らず、樹脂などの液体を押圧して所定箇所まで液体を圧送する装置に本発明に係るプランジャを用いることもできる。
Further, for example, in the first embodiment, the case where the
10 プランジャ
11 ヘッド部
12 プランジャリング
12a 樹脂溜まり部
14 リング周溝
P ポット
R 樹脂
DESCRIPTION OF
Claims (8)
前記押圧部材は、端部にフランジ部を有すると共に、外周側面には周溝が形成され、
前記押圧部材の外周側面から突き出て前記貫通部材の内周面との隙間を塞ぐようにシールリングが前記周溝に嵌め込まれ、
前記シールリングには樹脂溜まり部となる環状溝部が形成されており、
前記環状溝部は、前記フランジ部側の開口縁から前記フランジ部と逆側の開口縁に至る形状が径方向内側に向かって掘設された溝状に形成され、且つ、前記フランジ部側の開口縁が面取りされて前記フランジ部と逆側の開口縁よりも開口が所定寸法径方向内側となるように形成されており、
前記フランジ部の外径寸法が前記環状溝部の前記フランジ部側の開口縁の外径寸法と同じであり、且つ、前記ヘッド本体部の周溝ではない位置の外径寸法が前記環状溝部の前記フランジ部と逆側の開口縁の外径寸法よりも小さいこと
を特徴とする成形金型。 A molding die provided with a penetrating member having a through hole and a pressing member having a pressing surface that is inserted into the through hole and presses the resin, and the penetrating member and the pressing member are provided so as to be relatively movable back and forth. Because
The pressing member has a flange portion at the end, and a circumferential groove is formed on the outer peripheral side surface.
A seal ring is fitted in the circumferential groove so as to protrude from the outer peripheral side surface of the pressing member and close the gap with the inner peripheral surface of the penetrating member,
The seal ring is formed with an annular groove serving as a resin reservoir ,
The annular groove portion is formed in a groove shape in which a shape extending from the opening edge on the flange portion side to the opening edge on the opposite side to the flange portion is digged radially inward, and the opening on the flange portion side The edge is chamfered and the opening is formed so that the opening is inward in the predetermined dimension radial direction from the opening edge opposite to the flange portion,
The outer diameter dimension of the flange portion is the same as the outer diameter dimension of the opening edge of the annular groove portion on the flange portion side, and the outer diameter dimension at a position other than the circumferential groove of the head main body portion is the same as that of the annular groove portion. A molding die characterized by being smaller than the outer diameter dimension of the opening edge opposite to the flange portion .
前記樹脂溜まり部に樹脂リングが形成され、前記シールリングが拡径するように変形していることを特徴とする成形金型。 The molding die according to claim 1,
A molding die, wherein a resin ring is formed in the resin reservoir, and the seal ring is deformed so as to expand its diameter.
前記押圧部材の外周側面には、前記周溝と交差するように、前記押圧面から前記樹脂溜まり部に連通する連通溝が形成されていることを特徴とする成形金型。 The molding die according to claim 1 or 2,
A molding die characterized in that a communication groove that communicates from the pressing surface to the resin reservoir is formed on the outer peripheral side surface of the pressing member so as to intersect the circumferential groove.
前記押圧部材は、樹脂を押圧するフランジ部と、前記フランジ部が組み付けられる前記シールリングの受け部とを備えており、
前記シールリングは、前記フランジ部と前記受け部との間に形成される前記周溝に嵌め込まれて組み付けられることを特徴とする成形金型。 In the molding die according to any one of claims 1 to 3 ,
The pressing member includes a flange portion that presses resin, and a receiving portion of the seal ring to which the flange portion is assembled,
The mold according to claim 1, wherein the seal ring is fitted and assembled in the circumferential groove formed between the flange portion and the receiving portion.
前記押圧部材がプランジャであり、前記貫通部材がポットであることを特徴とする成形金型。 In the molding die according to any one of claims 1 to 4 ,
The molding die, wherein the pressing member is a plunger and the penetrating member is a pot.
前記押圧部材がキャビティ駒であり、前記貫通部材がクランパであることを特徴とする成形金型。 In the molding die according to any one of claims 1 to 5 ,
The pressing mold is a cavity piece, and the penetrating member is a clamper.
前記押圧部材は、上ホルダ、中ホルダ、及び下ホルダが接続されて構成されており、The pressing member is configured by connecting an upper holder, a middle holder, and a lower holder,
前記上ホルダは、前記フランジ部、及び前記フランジ部から突起して第1ノックピン孔を有する第1突起部を備え、The upper holder includes the flange portion, and a first protrusion portion protruding from the flange portion and having a first knock pin hole,
前記下ホルダは、胴体部、及び前記胴体部から突起して第2ノックピン孔を有する第2突起部を備え、The lower holder includes a body part, and a second protrusion part protruding from the body part and having a second knock pin hole,
前記中ホルダは、前記上ホルダの前記第1突起部と前記下ホルダの前記第2突起部とが嵌め合わさって挿入される貫通孔、並びに前記貫通孔に前記第1突起部と前記第2突起部とが嵌め合わさって挿入された状態で前記第1ノックピン孔及び前記第2ノックピン孔と連通する第3ノックピン孔を備えることThe middle holder includes a through hole into which the first protrusion of the upper holder and the second protrusion of the lower holder are fitted together, and the first protrusion and the second protrusion in the through hole. A third knock pin hole communicating with the first knock pin hole and the second knock pin hole in a state in which the portion is fitted and inserted.
を特徴とする成形金型。Mold characterized by
前記フランジ部は、外周縁部の所定箇所に前記押圧面から前記樹脂溜まり部に連通する縦溝が複数形成されていることThe flange portion is formed with a plurality of longitudinal grooves communicating with the resin reservoir portion from the pressing surface at a predetermined location on the outer peripheral edge portion.
を特徴とする成形金型。Mold characterized by
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015049471A JP6470599B2 (en) | 2014-04-22 | 2015-03-12 | Mold |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014087821 | 2014-04-22 | ||
| JP2014087821 | 2014-04-22 | ||
| JP2015049471A JP6470599B2 (en) | 2014-04-22 | 2015-03-12 | Mold |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015214140A JP2015214140A (en) | 2015-12-03 |
| JP6470599B2 true JP6470599B2 (en) | 2019-02-13 |
Family
ID=54751497
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015049471A Active JP6470599B2 (en) | 2014-04-22 | 2015-03-12 | Mold |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6470599B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017212419A (en) * | 2016-05-27 | 2017-11-30 | Towa株式会社 | Resin sealed product manufacturing method and resin sealing device |
| NL2018533B1 (en) * | 2017-03-16 | 2018-09-24 | Besi Netherlands Bv | Plunger for feeding encapsulating material to a mould cavity |
| US11213883B2 (en) | 2018-04-12 | 2022-01-04 | Ahresty Corporation | Casting device, method for manufacturing casting, and seal structure |
| JP7218646B2 (en) * | 2019-03-27 | 2023-02-07 | セイコーエプソン株式会社 | Material supply device, injection molding device and three-dimensional modeling device |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002187159A (en) * | 2000-12-22 | 2002-07-02 | Towa Corp | Plunger of resin molding device |
| JP3790461B2 (en) * | 2001-12-11 | 2006-06-28 | Towa株式会社 | Plunger for resin molding equipment |
| JP5174874B2 (en) * | 2010-09-16 | 2013-04-03 | Towa株式会社 | Compression molding die and compression molding method |
-
2015
- 2015-03-12 JP JP2015049471A patent/JP6470599B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015214140A (en) | 2015-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6470599B2 (en) | Mold | |
| JP6444381B2 (en) | Resin mold and resin molding method | |
| KR101643451B1 (en) | Resin-sealing apparatus and resin-sealing method | |
| JP5776094B2 (en) | Resin molding method and resin molding apparatus | |
| TWI645952B (en) | Resin molding metal mold and resin molding method | |
| JP5174874B2 (en) | Compression molding die and compression molding method | |
| JP5799422B2 (en) | Resin molding method and resin molding apparatus | |
| JP5930394B2 (en) | Resin molding equipment | |
| JP4084844B2 (en) | Resin sealing molding method and apparatus for electronic parts | |
| JP2017209904A (en) | Resin molding die and resin molding method | |
| JP6431757B2 (en) | Mold | |
| JP6259263B2 (en) | Resin mold and resin mold molding method | |
| JP5514366B2 (en) | Sealing material molding method | |
| JP6546767B2 (en) | Resin mold | |
| JP4855026B2 (en) | Resin sealing molding method and apparatus for electronic parts | |
| JP6111459B2 (en) | Resin molding method and resin molding apparatus | |
| WO2016125571A1 (en) | Resin molding die, resin molding method, and method for producing resin molded article | |
| JP5870385B2 (en) | Mold and resin sealing device | |
| JP5776093B2 (en) | Resin sealing device | |
| JP2012143937A (en) | Resin molding apparatus | |
| JP6397808B2 (en) | Resin molding die and resin molding method | |
| JP6564227B2 (en) | Resin molding die, resin molding apparatus and resin molding method | |
| KR101972960B1 (en) | Plunger, resin molding machine and method of resin molding | |
| JP6028465B2 (en) | Resin molding method and resin molding apparatus | |
| JP6919805B2 (en) | Molding mold, molding equipment and manufacturing method for medical rubber stoppers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181211 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6470599 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |