JP6464136B2 - 端面切削加工装置及び端面切削加工方法 - Google Patents
端面切削加工装置及び端面切削加工方法 Download PDFInfo
- Publication number
- JP6464136B2 JP6464136B2 JP2016249765A JP2016249765A JP6464136B2 JP 6464136 B2 JP6464136 B2 JP 6464136B2 JP 2016249765 A JP2016249765 A JP 2016249765A JP 2016249765 A JP2016249765 A JP 2016249765A JP 6464136 B2 JP6464136 B2 JP 6464136B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- face
- rotating body
- rotation
- cutting blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 260
- 238000000034 method Methods 0.000 title claims description 13
- 238000011144 upstream manufacturing Methods 0.000 claims description 11
- 230000032798 delamination Effects 0.000 description 10
- 239000000463 material Substances 0.000 description 4
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 241000446313 Lamella Species 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/12—Trimming or finishing edges, e.g. deburring welded corners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/06—Face-milling cutters, i.e. having only or primarily a substantially flat cutting surface
Description
かかる切断によって形成されたシートの端面は、ササクレが発生したり、粘着剤が食み出していたりして粗い状態となっている場合が多いため、これらを除くべく、シートの端面を切削加工する端面切削加工装置が提案されている。
ここで、切削刃部の未切削領域との接触を回避すべく、切削刃部に、刃先から該刃先とは反対側の端部に向かって、上記端面から離れる方向に傾斜した傾斜部を設けることが考えられる。
しかし、かかる傾斜部の角度(すくい角、ラジアルレーキ角)を大きくすると、その分、切削刃部の強度が低下するおそれがある。
積層されたシートの端面を切削加工する端面切削加工装置であって、
回転軸を有し、該回転軸を中心として回転する回転体部と、
前記回転体部の一方の面に固定されて前記端面を切削加工する切削部とを備え、
前記切削部は、前記回転体部に固定される固定部と、該固定部から前記端面に向けて突出している切削刃部とを有し、
前記切削刃部は、その前記回転体部の回転方向下流側の端部に前記端面を切削する刃先を有し、
前記刃先は、前記切削刃部の側面部と直交する方向に対して傾斜し、且つ、前記回転軸と前記刃先の前記回転軸側の端部とを通る仮想直線に対して前記回転方向下流側に傾斜しているように構成されている。
ここで、前述の通り、切削刃部の側面部に直交する方向に沿って刃先が形成されてなる切削刃部を用いる場合、上記仮想直線に対して回転方向下流側に刃先を傾斜させるためには、切削刃部全体を傾斜させる必要がある(図7参照)。しかし、この場合には、回転体部の回転に伴って切削刃部が回動する際、切削刃部における上記回転軸側の端部に対して対角に相当する部分(切削刃部の回転方向上流側の部分であって、上記回転軸側の端部から最も離れた部分)が描く回動軌跡の半径が、刃先の回転軸と反対の側の端部が描く回動軌跡の半径よりも大きくなる。このため、刃先の回動軌跡よりも外側に食み出した切削刃部の上記上流側の部分がシートの端面の未切削領域に接触することになり、その結果、端面切削加工に不具合を生じさせるおそれがある。
これに対し、上記のように、刃先が、切削刃部の側面部と直交する方向に対して傾斜しており、且つ、上記仮想直線に対して回転方向下流側に傾斜していることによって、切削部全体を傾斜させなくても、また、傾斜させる場合であっても比較的小さく傾斜させることによって、刃先を上記回転方向下流側に比較的大きく傾斜させることが可能となる。これにより、その分、切削刃部が未切削領域と接触することが抑制される。また、このように、切削刃部に前述の傾斜部を設けることが不要となるか、または、傾斜部を設ける場合であってもその傾斜角度を比較的小さいものとすることができるため、切削刃部の強度が比較的大きなものとなる。
従って、クラックやデラミを抑制することができ、切削部の強度が比較的高く、しかも、端面切削加工を十分に行うことが可能となる。
前記切削刃部が、前記仮想直線に垂直な方向に沿って、または、該垂直な方向に対して前記回転方向上流側の端部の方が下流側の端部よりも前記回転軸側に近いように傾斜されて配されていることが、好ましい。
積層されたシートの端面を切削加工する端面切削加工方法であって、
請求項1または2に記載の端面切削加工装置を用い、前記回転軸を中心として前記回転体部を回転させることによって前記切削部を回動させながら、該回動する前記切削部の前記刃先によって、前記シートの端面を切削加工する方法である。
積層されたシート50の端面50aを切削加工する端面切削加工装置1であって、
回転軸Rを有し、該回転軸Rを中心として回転する回転体部11と、
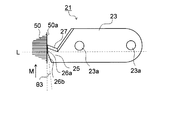
前記回転体部11の一方の面11aに固定されて前記端面50aを切削加工する切削部21とを備え、
前記切削部21は、前記回転体部11に固定される固定部23と、該固定部23から前記端面50aに向けて突出している切削刃部25とを有し、
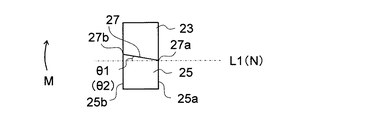
前記切削刃部25は、その前記回転体部11の回転方向Mの下流側の端部に前記端面50aを切削する刃先27を有し、
前記刃先27は、前記切削刃部25の側面部25aと直交する方向Nに対して傾斜し、且つ、前記回転軸Rと前記刃先27の前記回転軸R側の端部27aとを通る仮想直線L1に対して前記回転方向Mの下流側に傾斜しているように構成されている。
端面切削加工装置1は、回転体部11を回転させることが可能であり、且つ、支持する切削部21が端面50a全体を切削するように移動可能な支持部31と、回転体部11を回転駆動させる駆動部33と、積層されたシート50を最下面側及び最上面側から挟んで保持する保持部35とを、さらに備えている。
シート50の形状は、例えば、矩形状である。
積層されるシート50の数量は、特に限定されない。
回転体部11の形状、材質、大きさ等は、特に限定されるものではない。
例えば、回転体部11の形状は、円盤状であり、回転体部11は、ステンレス等の金属材料によって形成される。
回転体部11の大きさは、積層されるシート50の数量等に応じて適宜設定され得る。
回転体部11は、支持部31の移動に伴って、回転軸R方向及び回転軸Rに垂直な方向に移動可能に構成されている。
回転体部11は、支持部31に配された支軸32に回転可能に支持されている。
図1及び図2に示す態様では、回転体部11は、切削部21がぴったりと嵌め込まれるように、回転体部11の外周縁から内側に凹んで形成された凹部12を有している。
回転体部11の回転速度は、特に限定されないが、例えば、1000〜6000rpmとされ得る。
図1及び図2には、6つの切削部21が回転体部11に配されている態様を示すが、回転体部11に配される切削部21の数量は特に限定されるものではない。
固定部23は、回転軸Rの延在方向に沿って見たとき、矩形状に形成されている。
固定部23は、例えば、回転体部11に形成された凹部12に嵌め込まれて固定されるようになっている。図1及び図2の態様では、回転体部11の凹部12に嵌め込まれて、ビス等の固定部材23aによって固定されるように構成されている。
かかる固定部23の回転体部11上での配置が、切削刃部25の配置を決定するようになっている。
切削刃部25は、固定部23から回転体部11とは反対の側に突出しており、回転方向Mの下流側の端部に刃先27を有している。
切削刃部25は、回転軸Rの延在方向に沿って見たとき、矩形状に形成されており、回転軸R側の側面部25a及び回転軸Rから離れた側の側面部25bを有している。
刃先27は、積層されたシート50の端面50aを切削するように形成されている。
刃先27は、切削刃部25の側面部25aに直交する方向Nに対して傾斜している。
刃先27は、固定部23が回転体部11に固定された状態で、上記仮想直線L1に対して回転方向Mの下流側に傾斜している(回転軸R側の端部27aよりも、回転軸Rと反対の側の端部27bの方が回転方向Mの下流側に位置するように傾斜している)ように配される。
0°を超えて20°以下(0°<θ1≦20°)が好ましい。
また、刃先27が上記直交する方向Nに対してなす角度(回転方向Mを含む仮想平面上での角度)θ2も、特に限定されるものではないが、0°を超えて15°以下(0°<θ2≦15°)が好ましい。
刃先27の材質は、端面50aを切削可能であれば、特に限定されるものではない。例えば、刃先27は、炭素鋼(S45C)の表面にダイヤモンド結晶の層を、最表面に有していてもよい。かかるダイヤモンド粒子の粒径としては、例えば、5〜50μmが挙げられる。
湾曲している場合、その曲率半径は、回転軸Rと刃先27の回転軸R側の端部27aとを最短で結ぶ距離に対して1〜50%であることが好ましい。
切削刃部25が傾斜部26a、26bを有することによって、切削刃部25が端面50aの未切削領域と接触することを、より抑制し得る。
傾斜部26a、26bのうち、刃先27に最も近い傾斜部26aの傾斜角度(第1の前逃角であって、回転方向Mを含む仮想平面に対してなす角度)θ3は、例えば、0°を超えて15°以下(0°<θ3≦15°)とされ得る。
傾斜部26bの傾斜角度(第2の前逃角であって、回転方向Mを含む仮想平面に対してなす角度)は、適宜設定され得る。
また、回転方向Mを含む仮想平面に対する刃先27の傾斜角度(すくい角)は、0°を超えて20°以下(0°<すくい角≦20°)とされ得る。
なお、本発明においては、切削刃部25が傾斜部26a、26bを有さない態様を採用してもよい。
この場合には、回転体部11が回転すると、図5に示すように、切削刃部25の刃先27は、その通過する領域、すなわち、最も回転軸R側(回転軸Rに近い側の)の端部27aの回動軌跡D1と、最も回転軸Rとは反対の側(回転軸Rから離れた側)の端部27bの回動軌跡D2との間の領域で、端面50aを切削する。
このとき、切削刃部25における端部27aに対して対角に相当する部分(すなわち、切削刃部25の回転方向Mの上流側の部分であって、端部27aから最も離れた部分)の回動軌跡D3は、上記した刃先27の回転軸Rとは反対の側の端部27bの回動軌跡D2と略一致する。すなわち、回動軌跡D3は、端部27bの回動軌跡D2よりも外側に食み出していない。
よって、未切削領域(図5では回動軌跡D2よりも右側の領域)との接触が抑制されることになる。
この場合においても、回転体部11が回転すると、図6に示すように、切削刃部25の刃先27は、その通過する領域、すなわち、最も回転軸R側(回転軸Rに近い側の)の端部27aの回動軌跡D1と、最も回転軸Rとは反対の側(回転軸Rから離れた側)の端部27bの回動軌跡D2との間の領域で、端面50aを切削する。
このとき、切削刃部25における端部27aに対して対角に相当する部分の回動軌跡D3は、上記した刃先27の回転軸Rとは反対の側の端部27bの回動軌跡D2よりも、小さくなる。具体的には、切削刃部25における端部27aに対して対角に相当する部分の回動軌跡D3は、上記した刃先27の回転軸Rとは反対の側の端部27bの回動軌跡D2よりも小さく、刃先27の回転軸R側の端部27aの回動軌跡D1よりも大きくなる。すなわち、回動軌跡D3は、端部27bの回動軌跡D2よりも外側に食み出していない。
よって、未切削領域(図6では回動軌跡D2よりも右側の領域)との接触が抑制されることになる。
この場合には、切削刃部25における端部27aに対して対角に相当する部分の回動軌跡D3は、上記した刃先27の回転軸Rとは反対の側の端部27bの回動軌跡D2よりも大きくなる。すなわち、回動軌跡D3は、端部27bの回動軌跡D2よりも外側に食み出している。
よって、刃先27の回転軸Rとは反対の側の端部27bの回動軌跡D2よりも食み出した切削刃部25の部分が、未切削領域(図7では回動軌跡D2よりも右側)と接触してしまうことになり、その結果、端面切削加工によって端面50aに不具合が発生し易くなってしまう。
しかし、上記のように、図5及び図6の態様では、回動軌跡D3の半径が回動軌跡D2の半径と同じか、それよりも小さくなる。よって、図5及び図6の態様の方が、図7の態様よりも、切削刃部25が端面50aの未切削領域と接触することを抑制し得る。
支持部31が上記平行な方向に移動することによって、端面50aの一端から他端まで全体を切削することができ、上記垂直な方向に移動することによって、刃先27の端面50aに対する切削深さが調整されるように構成されている。
保持部35は、積層されたシート50を最下面側及び最上面側から挟んで保持するものである。保持部35は、積層されたシート50の最上面と接触する第1の部分35aと、最下面と接触する第2の部分35bとを有し、これら第1及び第2の部分35a、35bで挟まれることによって、積層されたシート50が保持されるようになっている。保持部35は、シート50の最下面の中心と最上面の中心とを結ぶ仮想直線L2を中心として回転するようになっており(図1参照)、これにより、積層されたシート50における端面加工される端面50aを変更できるようになっている。
支持部31が移動されながら、回転体部11が駆動部33によって回転されると、積層されたシート50(積層体60)の回転体部11と対向する端面50a(積層体60の端面60a)が、その一端から他端に至るまで、切削部21の切削刃部25の刃先27によって切削される。
積層されたシート50の端面50aを切削加工する端面切削加工装置1であって、
回転軸Rを有し、該回転軸Rを中心として回転する回転体部11と、
前記回転体部11の一方の面11aに固定されて前記端面50aを切削加工する切削部21とを備え、
前記切削部21は、前記回転体部11に固定される固定部23と、該固定部23から前記端面50aに向けて突出している切削刃部25とを有し、
前記切削刃部25は、その前記回転体部11の回転方向Mの下流側の端部に前記端面50aを切削する刃先27を有し、
前記刃先27は、前記切削刃部25の側面部25aと直交する方向Nに対して傾斜し、且つ、前記回転軸Rと前記刃先27の前記回転軸R側の端部27aとを通る仮想直線L1に対して前記回転方向Mの下流側に傾斜しているように構成されている。
ここで、図7に示すように、切削刃部25の側面部25aに直交する方向Nに沿って刃先27が形成されてなる切削刃部25を用いる場合、上記仮想直線L1に対して回転方向Mの下流側に刃先27を傾斜させるためには、切削部21全体を傾斜させる必要がある。しかし、この場合には、回転体部11の回転に伴って切削刃部25が回動する際、切削刃部25における上記回転軸R側の端部27aに対して対角に相当する部分(切削刃部25の回転方向Mの上流側の部分であって、上記回転軸R側の端部27aから最も離れた部分)が描く回動軌跡D3の半径が、刃先27の回転軸Rとは反対の側の端部27bが描く回動軌跡D2の半径よりも大きくなる。このため、刃先27の回動軌跡D2よりも外側に食み出した切削刃部25の上記上流側の部分がシート50の端面50aの未切削領域に接触することになり、その結果、端面切削加工に不具合を生じさせるおそれがある。
これに対し、本実施形態のように、刃先27が、切削刃部25の側面部25aと直交する方向Nに対して傾斜しており、且つ、上記仮想直線L1に対して回転方向Mの下流側に傾斜していることによって、切削部21全体を傾斜させなくても、また、傾斜させる場合であっても比較的小さく傾斜させることによって、刃先27を上記回転方向Mの下流側に傾斜させることが可能となる。これにより、その分、切削刃部が未切削領域と接触することが抑制される。また、このように、切削刃部25に傾斜部26a、26bを設けることが不要となるか、または、傾斜部26a、26bを設ける場合であってもその傾斜角度θ3を比較的小さいものとすることができるため、切削刃部25の強度が比較的大きなものとなる。
従って、クラックやデラミを抑制することができ、切削部21の強度が比較的高く、しかも、端面切削加工を十分に行うことが可能となる。
切削刃部25が、仮想直線L1に垂直な方向Pに沿って、または、該垂直な方向Pに対して前記回転方向Mの上流側の端部の方が下流側の端部よりも回転軸R側に近いように傾斜されて配されるように構成されていることが、好ましい。
かかる構成によれば、切削刃部25における上記回転軸R側の端部27aに対して対角に相当する部分の回動軌跡D3を比較的小さくできるため、切削刃部25がシート50の端面50aの未切削領域と接触することをより抑制し得る。よって、端面加工をより十分に行うことが可能となる。
積層されたシート50の端面50aを切削加工する端面切削加工方法であって、
上記端面切削加工装置1を用い、前記回転軸Rを中心として前記回転体部11を回転させることによって前記切削部21を回動させながら、該回動する前記切削部21の前記刃先27によって、前記シート50の端面50aを切削加工する方法である。
Claims (4)
- シートが積層されてなる積層体の端面を切削加工する端面切削加工装置であって、
回転軸を有し、該回転軸を中心として回転する回転体部と、
前記回転体部の一方の面に固定されて前記端面を切削加工する切削部とを備え、
前記切削部は、前記回転体部に固定される固定部と、該固定部から前記端面に向けて突出している切削刃部とを有し、
前記切削刃部は、その前記回転体部の回転方向下流側の端部に前記端面を切削する刃先を有し、
前記刃先は、前記切削刃部の側面部と直交する方向に対して傾斜し、且つ、前記回転軸と直交し前記刃先の前記回転軸側の端部を通る仮想直線に対して前記刃先の前記回転軸と反対側の端部の方が前記回転軸側の端部よりも、回転方向下流側に位置するように傾斜しており、
前記回転軸の軸方向に見たとき、前記切削刃部の側面部は、前記仮想直線に垂直な方向に沿って延在しているように構成された、端面切削加工装置。 - 前記切削刃部が、前記仮想直線に垂直な方向に沿って、または、該垂直な方向に対して前記回転方向上流側の端部の方が下流側の端部よりも前記回転軸側に近くなるように傾斜して配された、請求項1に記載の端面切削加工装置。
- 前記刃先が、前記回転軸の延在方向において前記端面を向いている、請求項1又は2に記載の端面切削加工装置。
- シートが積層されてなる積層体の端面を切削加工する端面切削加工方法であって、
請求項1〜3の何れか1項に記載の端面切削加工装置を用い、前記回転軸を中心として前記回転体部を回転させることによって前記切削部を回動させながら、該回動する前記切削部の前記刃先によって、前記端面を切削加工する、端面切削加工方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016249765A JP6464136B2 (ja) | 2016-12-22 | 2016-12-22 | 端面切削加工装置及び端面切削加工方法 |
| KR1020187037390A KR102019138B1 (ko) | 2016-12-22 | 2017-11-28 | 단면 절삭 가공 장치 및 단면 절삭 가공 방법 |
| CN201780049829.2A CN109562467B (zh) | 2016-12-22 | 2017-11-28 | 端面切削加工装置以及端面切削加工方法 |
| PCT/JP2017/042603 WO2018116761A1 (ja) | 2016-12-22 | 2017-11-28 | 端面切削加工装置及び端面切削加工方法 |
| TW106143896A TWI670126B (zh) | 2016-12-22 | 2017-12-14 | 端面切削加工裝置及端面切削加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016249765A JP6464136B2 (ja) | 2016-12-22 | 2016-12-22 | 端面切削加工装置及び端面切削加工方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018103276A JP2018103276A (ja) | 2018-07-05 |
| JP2018103276A5 JP2018103276A5 (ja) | 2019-01-10 |
| JP6464136B2 true JP6464136B2 (ja) | 2019-02-06 |
Family
ID=62626171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016249765A Active JP6464136B2 (ja) | 2016-12-22 | 2016-12-22 | 端面切削加工装置及び端面切削加工方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6464136B2 (ja) |
| KR (1) | KR102019138B1 (ja) |
| CN (1) | CN109562467B (ja) |
| TW (1) | TWI670126B (ja) |
| WO (1) | WO2018116761A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024022329A (ja) | 2022-08-05 | 2024-02-16 | 日東電工株式会社 | 切削加工フィルムの製造方法および切削加工フィルム |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5354490U (ja) * | 1976-10-13 | 1978-05-10 | ||
| JP2547925Y2 (ja) * | 1991-05-31 | 1997-09-17 | 東芝タンガロイ株式会社 | スローアウェイカッタ |
| JP2002059308A (ja) * | 2000-08-21 | 2002-02-26 | Tadashi Sugiyama | フライスカッター |
| JP3619813B2 (ja) * | 2002-02-08 | 2005-02-16 | 三和研磨工業株式会社 | 回転工具 |
| JP2008200801A (ja) * | 2007-02-20 | 2008-09-04 | Hitachi Constr Mach Co Ltd | 切削工具 |
| JP2008260077A (ja) * | 2007-04-10 | 2008-10-30 | Nakao Technica Kk | 切削加工機用旋回同期装置及び切削加工機 |
| CN201192736Y (zh) * | 2008-05-23 | 2009-02-11 | 张晓艳 | 一种平装自滚式平面铣刀 |
| DE102009012433A1 (de) * | 2009-03-10 | 2010-09-16 | Kennametal Inc. | Zerspanungswerkzeug für eine Werkzeugmaschine |
| CN101628347B (zh) * | 2009-07-29 | 2011-02-16 | 常州市西夏墅工具研究所有限公司 | 汽轮机转子叶根圆弧槽粗铣刀 |
| TWI566863B (zh) * | 2009-09-30 | 2017-01-21 | 住友化學股份有限公司 | 膜片之端面加工用切刀及具有該切刀之加工機,以及膜片之端面加工方法 |
| JP6381334B2 (ja) * | 2013-09-04 | 2018-08-29 | 東友ファインケム株式会社Dongwoo Fine−Chem Co., Ltd. | 端面加工偏光板の製造方法 |
| CN104551151A (zh) * | 2013-10-29 | 2015-04-29 | 常州市海力工具有限公司 | 圆环槽铣刀 |
| EP2893997B1 (en) * | 2014-01-08 | 2019-03-13 | Sandvik Intellectual Property AB | A milling tool |
| JP6391442B2 (ja) * | 2014-11-26 | 2018-09-19 | 住友化学株式会社 | 切削方法、切削方法を含む偏光板の製造方法、および偏光板 |
-
2016
- 2016-12-22 JP JP2016249765A patent/JP6464136B2/ja active Active
-
2017
- 2017-11-28 KR KR1020187037390A patent/KR102019138B1/ko active IP Right Grant
- 2017-11-28 WO PCT/JP2017/042603 patent/WO2018116761A1/ja active Application Filing
- 2017-11-28 CN CN201780049829.2A patent/CN109562467B/zh active Active
- 2017-12-14 TW TW106143896A patent/TWI670126B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190027791A (ko) | 2019-03-15 |
| JP2018103276A (ja) | 2018-07-05 |
| CN109562467A (zh) | 2019-04-02 |
| TW201829098A (zh) | 2018-08-16 |
| KR102019138B1 (ko) | 2019-09-06 |
| TWI670126B (zh) | 2019-09-01 |
| CN109562467B (zh) | 2019-10-01 |
| WO2018116761A1 (ja) | 2018-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108367379B (zh) | 电极头修磨用切削刀和电极头修磨器 | |
| JP5823677B2 (ja) | フィルムの端面加工用カッターおよびこれを備える加工機、並びに、フィルムの端面加工方法 | |
| JP2000219527A (ja) | ガラスカッタホィール | |
| JP7014653B2 (ja) | 非直線加工された粘着剤層付光学積層体の製造方法 | |
| JP7278091B2 (ja) | 光学フィルムの製造方法 | |
| WO2018151035A1 (ja) | スパッタリングターゲット用削り工具、スパッタリングターゲットの加工方法およびスパッタリングターゲット製品の製造方法 | |
| JP6464136B2 (ja) | 端面切削加工装置及び端面切削加工方法 | |
| JP2011067876A (ja) | 加工装置 | |
| JP2008110411A (ja) | Cbnエンドミル | |
| JP2010052084A (ja) | ハブ付きブレード | |
| JP2006192567A (ja) | 丸駒インサート着脱式ラフィングエンドミルおよび丸駒インサート | |
| JP6482522B2 (ja) | 端面切削加工装置及び端面切削加工方法 | |
| JP2009072900A (ja) | シート切断装置 | |
| KR20170112147A (ko) | 절삭 장치 및 이를 포함하는 면취기 | |
| CN113423527A (zh) | 光学薄膜的制造方法 | |
| WO2018180977A1 (ja) | 非直線加工された粘着剤層付光学積層体の製造方法 | |
| JP2008100316A (ja) | 切削工具及び仕上げ刃インサート | |
| JP7475289B2 (ja) | 光学フィルムの製造方法 | |
| KR20190105944A (ko) | 절삭 장치 및 이를 이용한 필름 적층체의 면취 방법 | |
| JP3211231U (ja) | チップソー | |
| TW202040174A (zh) | 光學薄膜的製造方法 | |
| JP2010017820A (ja) | ハブ付きブレード | |
| WO2020129565A1 (ja) | 切削加工装置 | |
| JP2004017172A (ja) | 溝切工具及び溝切方法 | |
| JP2013103296A (ja) | 切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180713 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181120 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181120 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20181120 |
|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20181206 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181214 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6464136 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |