JP6433997B2 - マルチセグメントフィルタのセグメントを圧縮するための方法及びシュー - Google Patents
マルチセグメントフィルタのセグメントを圧縮するための方法及びシュー Download PDFInfo
- Publication number
- JP6433997B2 JP6433997B2 JP2016518616A JP2016518616A JP6433997B2 JP 6433997 B2 JP6433997 B2 JP 6433997B2 JP 2016518616 A JP2016518616 A JP 2016518616A JP 2016518616 A JP2016518616 A JP 2016518616A JP 6433997 B2 JP6433997 B2 JP 6433997B2
- Authority
- JP
- Japan
- Prior art keywords
- shoe
- segment
- filter
- row
- nozzles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 8
- 230000006835 compression Effects 0.000 description 27
- 238000007906 compression Methods 0.000 description 27
- 239000000463 material Substances 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 235000019504 cigarettes Nutrition 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 3
- 230000006837 decompression Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 241000208125 Nicotiana Species 0.000 description 1
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
Images


















Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0229—Filter rod forming processes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0229—Filter rod forming processes
- A24D3/0233—Filter rod forming processes by means of a garniture
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0287—Manufacture of tobacco smoke filters for filters with special features for composite filters
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Treatment Of Fiber Materials (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Paper (AREA)
Description
Claims (12)
- 列をなして移動するフィルタセグメントを圧縮する方法において、
前記フィルタセグメントはシュー(10,10A,10‘,10“)によって圧縮されるが、前記フィルタセグメントの列を包み紙で包み接着する前に、前記シューの底面(11,11A,111,111A,211,211A,311,411)で該フィルタセグメントを圧縮すると同時に、該シューの底面と前記包み紙の上に置かれた前記フィルタセグメントにおける前記包み紙に覆われていない部分との間に、前記シュー(10,10A,10‘,10“)内に設けられたダクト(14,15,16)によって圧縮空気を供給する、
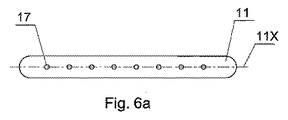
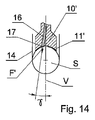
ことを特徴とする方法。 - 連続マルチセグメントロッドのフィルタセグメントを圧縮するためのシュー(10,10A,10’,10”)において、前記フィルタセグメントの列を包み紙で包み接着する前に、前記包み紙の上に置かれたフィルタセグメント(S)を圧縮するために、前記シューの底面(11,11A,111,111A,211,211A,311,411)に、ダクト(12,13,14)を通して供給される圧縮空気を前記シューの底面と前記フィルタセグメントにおける前記包み紙に覆われていない部分との間に噴出する一組のノズル(17,17A、19)が設けられ、前記ノズル(17A)は前記連続マルチセグメントロッドのフィルタセグメント(S)の方向に幅広である、ことを特徴とするシュー。
- 前記ノズル(17,17A)は、主に前記フィルタセグメント(S)の列の軸(SA)に沿って直線的に、少なくとも一つの列に位置し、3〜10個のノズルが単一の列をなす、ことを特徴とする請求項2に記載のシュー。
- 前記ノズルの列は、前記底面(11,11A,111,111A,211,211A,311,411)の対称軸に対して対象に配列されている、ことを特徴とする請求項2−3のいずれかに記載のシュー。
- 前記ノズルの列は、前記底面(11,11A,111,111A,211,211A,311,411)の対称軸に対して非対象に配列されている、ことを特徴とする請求項2−3のいずれかに記載のシュー。
- 前記底面(11,11A,111,111A,211,211A,311,411)は円筒表面である、ことを特徴とする請求項2−5のいずれかに記載のシュー。
- 前記円筒表面の半径(R)は、前記フィルタセグメントの半径(r)の1.5倍から10倍の間、または2倍から5倍の間である、ことを特徴とする請求項6記載のシュー。
- 前記底面は平面である、ことを特徴とする請求項2−5のいずれかに記載のシュー。
- 前記底面は圧縮空気を分配する溝(18)を有する、ことを特徴とする請求項2−8のいずれかに記載のシュー。
- 前記シュー(10,10A,10’,10”)は、前記フィルタセグメントの軸(SA)に対して0.7°〜2°の範囲の角度で取り付けられている、ことを特徴とする請求項2−9のいずれかに記載のシュー。
- 前記ダクト(14,15,16)は、垂直方向(V)に対して0°〜30°の範囲内、または10°〜20°の範囲の角度(β)をなしている、ことを特徴とする請求項2−10のいずれかに記載のシュー。
- 前記底面(11,11A,11’、11”)は、前記フィルタセグメント(S)の軸(SA)に対して非対称に位置している、ことを特徴とする請求項2−11のいずれかに記載のシュー。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PLPL404263 | 2013-06-11 | ||
| PL404263A PL238487B1 (pl) | 2013-06-11 | 2013-06-11 | Sposób i stopka do nagniatania segmentów filtra segmentowego |
| PCT/IB2014/062076 WO2014199284A1 (en) | 2013-06-11 | 2014-06-09 | Method and shoe for pressing segments of multi-segment filter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016521560A JP2016521560A (ja) | 2016-07-25 |
| JP6433997B2 true JP6433997B2 (ja) | 2018-12-05 |
Family
ID=51022935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016518616A Expired - Fee Related JP6433997B2 (ja) | 2013-06-11 | 2014-06-09 | マルチセグメントフィルタのセグメントを圧縮するための方法及びシュー |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20160120215A1 (ja) |
| EP (1) | EP3007570B1 (ja) |
| JP (1) | JP6433997B2 (ja) |
| CN (1) | CN105307518B (ja) |
| PL (2) | PL238487B1 (ja) |
| RU (1) | RU2652017C9 (ja) |
| WO (1) | WO2014199284A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL223115B1 (pl) | 2013-02-15 | 2016-10-31 | Int Tobacco Machinery Poland Spółka Z Ograniczoną Odpowiedzialnością | Sposób, mechanizm i urządzenie do chwilowego kompresowania materiału filtracyjnego |
| JP6824959B2 (ja) * | 2015-08-24 | 2021-02-03 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | フィルターロッドを乾燥するための方法 |
| IT201900005856A1 (it) * | 2019-04-16 | 2020-10-16 | Gd Spa | Dispositivo e metodo per il trattamento di un semilavorato continuo dell’industria del tabacco |
| JP2023535139A (ja) * | 2020-07-16 | 2023-08-16 | インターナショナル タバコ マシーナリー ポーランド スポルカ ジー オグラニクゾナ オドパウイエドジアルノシア | マルチセグメントロッド状製品を製造するためのデバイス |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1876029A (en) * | 1931-11-11 | 1932-09-06 | American Mach & Foundry | Cigarette rod forming mechanism |
| US2617426A (en) * | 1944-12-02 | 1952-11-11 | American Mach & Foundry | Rod former tongue |
| GB737329A (en) * | 1953-03-30 | 1955-09-21 | Desmond Walter Molins | Improvements in or relating to the manufacture of mouthpiece cigarettes |
| US2995481A (en) * | 1955-02-15 | 1961-08-08 | Muller Paul Adolf | Crimped flat material for filter plugs |
| GB790747A (en) * | 1955-11-28 | 1958-02-12 | Kurt Koerber | Improved filter rod for cigarettes or the like |
| US3081951A (en) * | 1959-12-02 | 1963-03-19 | Eastman Kodak Co | Slot venturi fluffing jet |
| US3716443A (en) | 1969-04-10 | 1973-02-13 | Molins Machine Co Ltd | Continuous rod making machines |
| GB1314512A (en) * | 1969-04-10 | 1973-04-26 | Molins Machine Co Ltd | Continuous rod making machines and tongues for use in them |
| BE759195A (fr) * | 1969-12-06 | 1971-04-30 | Martin Brinkmann A G | Procede et dispositif pour le tronconnage d'un boudin de tabac en portions de meme poids |
| CH517448A (de) * | 1970-10-12 | 1972-01-15 | Burrus & Cie | Verfahren zur Herstellung einer Zigarettenfiltereinheit und Einrichtung zur Durchführung des Verfahrens |
| US4010981A (en) * | 1973-09-20 | 1977-03-08 | Hodge Trevor A | Air conveyor with tunnel guide |
| DE2419706A1 (de) * | 1974-04-24 | 1975-11-06 | Sandco Ltd | Doppelbandpresse |
| GB1578140A (en) * | 1976-07-14 | 1980-11-05 | Molins Ltd | Cigarette manufacture |
| GB1578737A (en) * | 1976-07-22 | 1980-11-05 | Molins Ltd | Apparatus for assembling rod-like articles |
| CH627056A5 (ja) * | 1977-12-15 | 1981-12-31 | Baumgartner Papiers Sa | |
| US4312698A (en) * | 1980-01-11 | 1982-01-26 | Philip Morris, Inc. | Fibrous rod forming device |
| JPS59170491U (ja) * | 1983-04-27 | 1984-11-14 | 日本たばこ産業株式会社 | シガレツト巻管用トング |
| CA1167797A (en) * | 1983-06-30 | 1984-05-22 | Herbert E. Gladish | Air conveyor components |
| US4747814A (en) * | 1986-07-23 | 1988-05-31 | American Filtrona Corporation | Fiber separator |
| US5203757A (en) * | 1986-11-29 | 1993-04-20 | Rhone Poulenc Rhodia Ag | Method and apparatus for producing tobacco smoke filter rods |
| US4889139A (en) * | 1987-05-27 | 1989-12-26 | Korber Ag | Method of and machine for making a rod-like filler of fibrous material |
| US4979521A (en) * | 1988-07-19 | 1990-12-25 | R. J. Reynolds Tobacco Company | Process for manufacturing cigarette rods |
| NL8900787A (nl) * | 1989-03-31 | 1990-10-16 | Turmac Tobacco Co Nv | Werkwijze en inrichting voor het vervaardigen van een door een papierstrook omsloten strang uit tabak of dergelijke, alsmede sigaret vervaardigd onder toepassing van deze werkwijze. |
| DE3936846C1 (ja) * | 1989-11-06 | 1991-04-18 | Hilmar 5653 Leichlingen De Vits | |
| US5163452A (en) * | 1990-09-20 | 1992-11-17 | R. J. Reynolds Tobacco Company | Rod making apparatus for use in the manufacture of smoking articles |
| DE19751598B4 (de) * | 1997-11-21 | 2008-04-17 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Behandeln eines Filtertowstreifens |
| US7281540B2 (en) * | 2002-12-20 | 2007-10-16 | R.J. Reynolds Tobacco Company | Equipment and methods for manufacturing cigarettes |
| DE10354815A1 (de) * | 2003-11-21 | 2005-06-30 | Hauni Maschinenbau Ag | Kühlung |
| BRPI0512308B1 (pt) * | 2004-06-21 | 2016-10-04 | Philip Morris Products Sa | aparelho e método para a produção de bastões. |
| EP1767107A1 (en) * | 2004-07-07 | 2007-03-28 | Japan Tobacco Inc. | Filter rod manufacturing machine |
| DE102006025056B4 (de) * | 2006-05-24 | 2008-03-06 | International Tobacco Machinery B.V. | Vorrichtung zum Verkleben der Umhüllung eines Endlosstrangs aus Filtermaterial |
| CN101317694B (zh) * | 2008-07-22 | 2010-06-09 | 常德瑞华制造有限公司 | 多次双面气吹式废烟支烟丝回收机 |
| IT1395035B1 (it) * | 2009-08-10 | 2012-09-05 | Gd Spa | Macchina a doppia linea e metodo per la realizzazione di filtri composti per sigarette, sigari o simili. |
| DE102010042766A1 (de) * | 2010-10-21 | 2012-04-26 | Hauni Maschinenbau Ag | Strangführungseinrichtung einer Maschine der Tabak verarbeitenden Industrie |
| RU2639625C2 (ru) * | 2011-07-07 | 2017-12-21 | Эссентра Филтер Продактс Девелопмент Ко. Пти. Лтд | Фильтр для табачного дыма |
| GB201114956D0 (en) * | 2011-08-31 | 2011-10-12 | British American Tobacco Co | Methods and apparatuses for manufacture of smoking article filters |
| PL223115B1 (pl) | 2013-02-15 | 2016-10-31 | Int Tobacco Machinery Poland Spółka Z Ograniczoną Odpowiedzialnością | Sposób, mechanizm i urządzenie do chwilowego kompresowania materiału filtracyjnego |
-
2013
- 2013-06-11 PL PL404263A patent/PL238487B1/pl unknown
-
2014
- 2014-06-09 WO PCT/IB2014/062076 patent/WO2014199284A1/en active Application Filing
- 2014-06-09 US US14/896,798 patent/US20160120215A1/en not_active Abandoned
- 2014-06-09 RU RU2015154475A patent/RU2652017C9/ru active
- 2014-06-09 JP JP2016518616A patent/JP6433997B2/ja not_active Expired - Fee Related
- 2014-06-09 EP EP14733721.6A patent/EP3007570B1/en active Active
- 2014-06-09 PL PL14733721T patent/PL3007570T3/pl unknown
- 2014-06-09 CN CN201480033580.2A patent/CN105307518B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN105307518A (zh) | 2016-02-03 |
| PL404263A1 (pl) | 2014-12-22 |
| EP3007570A1 (en) | 2016-04-20 |
| RU2652017C2 (ru) | 2018-04-24 |
| RU2015154475A (ru) | 2017-07-14 |
| PL238487B1 (pl) | 2021-08-30 |
| EP3007570B1 (en) | 2020-04-15 |
| JP2016521560A (ja) | 2016-07-25 |
| RU2652017C9 (ru) | 2018-06-29 |
| CN105307518B (zh) | 2020-06-30 |
| PL3007570T3 (pl) | 2020-08-10 |
| WO2014199284A1 (en) | 2014-12-18 |
| US20160120215A1 (en) | 2016-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5870131B2 (ja) | フィルタ材料の一時的な圧縮のための方法、機構及び装置 | |
| JP6433997B2 (ja) | マルチセグメントフィルタのセグメントを圧縮するための方法及びシュー | |
| JP4454035B2 (ja) | 熱源ロッドを製造するための製造機及びその製造方法 | |
| KR100574679B1 (ko) | 궐련용 필터 어셈블리 및 그 제조방법 | |
| JP2015110215A (ja) | 流体供給方法及びノズル | |
| JPS6234387B2 (ja) | ||
| JP6813861B2 (ja) | タバコ用フィルターとその製造装置及び製造方法 | |
| JP6103676B2 (ja) | フィルタシガレットの製造機、その製造方法及びフィルタシガレット | |
| US3470884A (en) | Method for making filter tip cigarettes | |
| JP6976927B2 (ja) | 堅い包装用ウェブ材料を取り扱うための改良型フィルターロッドメーカー | |
| TW201804917A (zh) | 煙品及其製造方法 | |
| EP2837295A1 (en) | Method and apparatus for glue application | |
| US11412778B2 (en) | Feeding device for feeding a continuous strip into a continuous fibrous band in a tobacco industry machine for manufacturing rod-like elements and a machine for manufacturing rod-like elements | |
| JP2005270103A (ja) | 紙巻タバコ製造装置 | |
| KR20200071007A (ko) | 담배 산업 기계용 지지 요소 | |
| WO2018091484A1 (en) | A feeding device for feeding a continuous thread into a continuous fibrous band in a tobacco industry machine for manufacturing rod-like elements and a machine for manufacturing rod-like elements | |
| WO2015022597A1 (en) | Method and apparatus for application of glue |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170526 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6433997 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |