JP6373007B2 - ノズル及びノズルを作製する方法 - Google Patents
ノズル及びノズルを作製する方法 Download PDFInfo
- Publication number
- JP6373007B2 JP6373007B2 JP2013552627A JP2013552627A JP6373007B2 JP 6373007 B2 JP6373007 B2 JP 6373007B2 JP 2013552627 A JP2013552627 A JP 2013552627A JP 2013552627 A JP2013552627 A JP 2013552627A JP 6373007 B2 JP6373007 B2 JP 6373007B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- hole
- forming
- pattern
- holes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 0 C*(CN)[C@@]1N=C1C Chemical compound C*(CN)[C@@]1N=C1C 0.000 description 7
- XIIJQOYMVIJNEP-XPLVVLGFSA-N C1[C@H]2C(C3)C3CC12 Chemical compound C1[C@H]2C(C3)C3CC12 XIIJQOYMVIJNEP-XPLVVLGFSA-N 0.000 description 1
- JLFMJDSXFCSCIV-GCVQQVDUSA-N CCCC1=C[C@H](C)C2(CC2)C2C1C2 Chemical compound CCCC1=C[C@H](C)C2(CC2)C2C1C2 JLFMJDSXFCSCIV-GCVQQVDUSA-N 0.000 description 1
Images














































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/42—Moulds or cores; Details thereof or accessories therefor characterised by the shape of the moulding surface, e.g. ribs or grooves
- B29C33/424—Moulding surfaces provided with means for marking or patterning
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/08—Perforated or foraminous objects, e.g. sieves
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/10—Moulds; Masks; Masterforms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M43/00—Fuel-injection apparatus operating simultaneously on two or more fuels, or on a liquid fuel and another liquid, e.g. the other liquid being an anti-knock additive
- F02M43/04—Injectors peculiar thereto
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/168—Assembling; Disassembling; Manufacturing; Adjusting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/18—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/18—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for
- F02M61/1806—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for characterised by the arrangement of discharge orifices, e.g. orientation or size
- F02M61/1833—Discharge orifices having changing cross sections, e.g. being divergent
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/18—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for
- F02M61/1806—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for characterised by the arrangement of discharge orifices, e.g. orientation or size
- F02M61/184—Discharge orifices having non circular sections
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/18—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for
- F02M61/1806—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for characterised by the arrangement of discharge orifices, e.g. orientation or size
- F02M61/1846—Dimensional characteristics of discharge orifices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/18—Injection nozzles, e.g. having valve seats; Details of valve member seated ends, not otherwise provided for
- F02M61/1853—Orifice plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8046—Fuel injection apparatus manufacture, repair or assembly the manufacture involving injection moulding, e.g. of plastic or metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8069—Fuel injection apparatus manufacture, repair or assembly involving removal of material from the fuel apparatus, e.g. by punching, hydro-erosion or mechanical operation
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9092—Sintered materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49405—Valve or choke making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
Description
ノズルの上面及び下面の平坦化は、従来技術を用いて実行できる。例えば、ある技術では、Ultra−Tec Manufacturing,Inc製のUltrapol Edge Polisherの改良版を使用できる。市場では、多くの他の同等なシステムが入手可能である。

直径10.2cmの円形のシリコンウェーハ(図1Aの基板110)を、Wafer World,Inc.,West Palm Beach,Floridaから入手した。このシリコンウェーハを、濃硫酸と30重量%の含水過酸化水素との容量で3:1の混合物中に、約10分間浸漬することによって洗浄した。このウェーハを、次いで脱イオン水で、次にイソプロパノールですすぎ、その後に、空気流の下で乾燥させた。このウェーハを次いで、酪酸で酸性(pH 4〜5)にした190プルーフのエタノールに3−(トリメトキシシリル)プロピルメタクリレートを溶かした2重量パーセントの溶液中に浸した。このウェーハを次いで無水エタノールですすぎ、次いで130℃のオーブン内で10分間加熱した。
定義
本特許出願で使用されるとき、
「硬化」とは、重合をもたらすこと、及び/又は架橋をもたらすことを意味する。
「電子励起状態」とは、分子の電子基底状態よりもエネルギーが高い分子の電子状態を意味し、この状態は電磁放射線の吸収によって達し、10−13秒よりも長い存続期間を有する。
「露光システム」とは、光学システムに光源を追加したものを意味する。
「マスター」とは、複製ツールの製造に用いることができる、最初に製造された物品を意味する。
「多光子吸収」とは、2つ以上の光子が同時に吸収されることによって、同じエネルギーの単一の光子の吸収によってはエネルギー的にアクセス不能である反応性の電子的な励起状態に達することを意味する。
「開口数」とは、レンズの焦点距離に対するレンズの直径の比率(つまり、1/fナンバー)を意味する。
「光学システム」とは、光を制御するためのシステムを意味し、このシステムは、レンズなどの屈折光学素子、ミラーなどの反射光学素子、及び回折格子などの回折光学素子から選択された少なくとも1つの素子を含む。光学素子はまた、拡散体、光導体、及び光学分野で既知の他の素子を含むものとする。
(光開始剤系の成分の)「光化学的に有効な量」とは、選択された露光条件下において、(例えば、密度、粘度、色、pH、屈折率、又は他の物理的若しくは化学的特性から明らかなように)反応種が少なくとも部分的に反応できるようにするのに十分な分量を意味する。
「光増感剤」とは、光開始剤の活性化に必要とされるエネルギーよりも低い光エネルギーを吸収し、光開始剤と相互作用することによって光開始剤を活性化するのに必要なエネルギーを低下させて光開始化学種を生成する、分子のことを意味する。
「同時」とは、10−14秒以下の時間内に起こる2つの事象を意味する。
「十分な光」とは、多光子吸収を行うのに十分な強度と適切な波長を有する光を意味する。
分子二光子吸収は、1931年にGoppert−Mayerによって予測された。1960年のパルスルビーレーザーの発明で、二光子吸収の実験的観察が現実のものとなった。引き続いて、二光子励起が、生物学及び光学的データ蓄積、並びに他の分野に適用された。
光反応組成物内で使用するのに好適な反応種としては、硬化性の化学種と非硬化性の化学種の双方が挙げられる。硬化性の化学種が一般に好ましく、また硬化性の化学種としては、例えば、付加重合性モノマー及びオリゴマーと付加架橋性ポリマー(例えばアクリレート、メタクリレート、及びスチレンなどの特定のビニル化合物を含む、ラジカル重合性又は架橋性のエチレンシステム不飽和の化学種)、並びにカチオン重合性モノマー及びオリゴマー、カチオン架橋性ポリマー(この化学種は最も一般的には酸開始されており、またこの化学種には、例えばエポキシ、ビニルエーテル、シアネートエステルなどが挙げられる)、その他同種のもの、それらの混合物が挙げられる。
この光開始剤系は多光子光開始剤系であるが、これは、そのような系を使用することにより、光の集束ビームの焦点領域に反応を制限又は限定することが可能となるからである。このような系は好ましくは、少なくとも1つの多光子光増感剤と、少なくとも1つの光開始剤(又は電子受容体)と、任意に少なくとも1つの電子供与体と、を含む二成分又は三成分系である。このような多成分系は感度の向上をもたらすことができ、光反応をより短い期間で成し遂げることが可能であり、それによって、サンプル及び/又は露光システムの1つ以上の成分の動きに起因する問題が生じる可能性が減じられる。
光反応性組成物の多光子光開始剤系における使用に好適な多光子光増感剤は、十分な光に暴露されると少なくとも2つの光子を同時に吸収できるものである。好ましくは、光増感剤は、フルオレセインよりも大きい(即ち、3’,6’−ジヒドロキシスピロ[イソベンゾフラン−1(3H),9’−[9H]キサンテン]3−オンよりも大きい)二光子吸収断面積を有している。一般に、好ましい断面は、C.Xu及びW.W.WebbによるJ.Opt.Soc.Am.B,13,481(1996)(Marder及びPerryらによる国際公開第98/21521号、85ページの18〜22行に引用されている)に記載された方法で測定される、約50×10−50cm4秒/光子を超えることができる。
光反応性組成物の多光子光開始剤系に有用な電子供与体化合物は、電子を光増感剤の電子励起状態に供与できるこれらの化合物(光増感剤自体以外)である。このような化合物は、任意に、光開始剤系の多光子感光性を増大させ、それによって光反応性組成物の光反応を成し遂げるのに必要な露光を減少させるために使用することができる。電子供与体化合物は好ましくは、ゼロより大きく、かつp−ジメトキシベンゼンの酸化電位以下である酸化電位を有している。好ましくは、酸化電位は、標準飽和カロメル電極(「S.C.E.」)に対して約0.3〜1ボルトである。
Ar3B−(n−C4H9)N+(C2H5)4
Ar3B−(n−C4H9)N+(CH3)4
Ar3B−(n−C4H9)N+(n−C4H9)4
Ar3B−(n−C4H9)Li+
Ar3B−(n−C4H9)N+(C6H13)4
Ar3B−−(C4H9)N+(CH3)3(CH2)2CO2(CH2)2CH3
Ar3B−−(C4H9)N+(CH3)3(CH2)2OCO(CH2)2CH3
Ar3B−−(sec−C4H9)N+(CH3)3(CH2)2CO2(CH2)2CH3
Ar3B−−(sec−C4H9)N+(C6H13)4
Ar3B−−(C4H9)N+(C8H17)4
Ar3B−−(C4H9)N+(CH3)4
(p−CH3O−C6H4)3B−(n−C4H9)N+(n−C4H9)4
Ar3B−−(C4H9)N+(CH3)3(CH2)2OH
ArB−(n−C4H9)3N+(CH3)4
ArB−(C2H5)3N+(CH3)4
Ar2B−(n−C4H9)2N+(CH3)4
Ar3B−(C4H9)N+(C4H9)4
Ar4B−N+(C4H9)4
ArB−(CH3)3N+(CH3)4
(n−C4H9)4B−N+(CH3)4
Ar3B−(C4H9)P+(C4H9)4
(式中、Arは、フェニル、ナフチル、置換(好ましくは、フッ素置換)フェニル、置換ナフチル及び多数の縮合芳香環を有するその類の基である)、並びに、テトラメチルアンモニウムn−ブチルトリフェニルボレート及びテトラブチルアンモニウムn−ヘキシル−トリス(3−フルオロフェニル)ボレート、及びこれらの混合物が挙げられる。
光反応性組成物の反応種に好適な光開始剤(すなわち、電子受容体化合物)は、電子励起状態の多光子光増感剤から電子を受容し、結果として、少なくとも1つのフリーラジカル及び/又は酸が形成されることによって光増感することが可能なものである。このような光開始剤としては、ヨードニウム塩(例えば、ジアリールヨードニウム塩)、スルホニウム塩(例えば、任意にアルキル基又はアルコキシ基で置換されており、隣接アリール部分を架橋する2,2’オキシ基を任意に有するトリアリールスルホニウム塩)、その他同種のもの、及びこれらの混合物が挙げられる。
トリフェニルスルホニウムテトラフルオロホウ酸塩
メチルジフェニルスルホニウムテトラフルオロホウ酸塩
ジメチルフェニルスルホニウムヘキサフルオロリン酸塩
トリフェニルスルホニウムヘキサフルオロリン酸塩
トリフェニルスルホニウムヘキサフルオロアンチモン酸塩
ジフェニルナフチルスルホニウムヘキサフルオロヒ酸塩
トリトリスルホニウムヘキサフルオロリン酸塩
アニシルジフェニルスルホニウムヘキサフルオロアンチモン酸塩
4−ブトキシフェニルジフェニルスルホニウムテトラフルオロホウ酸塩
4−クロロフェニルジフェニルスルホニウムヘキサフルオロリン酸塩
トリ(4−フェノキシフェニル)スルホニウムヘキサフルオロリン酸塩
ジ(4−エトキシフェニル)メチルスルホニウムヘキサフルオロヒ酸塩
4−アセトニルフェニルジフェニルスルホニウムテトラフルオロホウ酸塩
4−チオメトキシフェニルジフェニルスルホニウムヘキサフルオロリン酸塩
ジ(メトキシスルホニルフェニル)メチルスルホニウムヘキサフルオロアンチモン酸塩
ジ(ニトロフェニル)フェニルスルホニウムヘキサフルオロアンチモン酸塩
ジ(カルボメトキシフェニル)メチルスルホニウムヘキサフルオロリン酸塩
4−アセトアミドフェニルジフェニルスルホニウムテトラフルオロホウ酸塩
ジメチルナフチルスルホニウムヘキサフルオロリン酸塩
トリフロオロメチルジフェニルスルホニウムテトラフルオロホウ酸塩
p−(フェニルチオフェニル)ジフェニルスルホニウムヘキサフルオロアンチモン酸塩
10−メチルフェノキサチイニウム(phenoxathiinium)ヘキサフルオロリン酸塩
5−メチルチアントレニウムヘキサフルオロリン酸塩
10−フェニル−9,9−ジメチルチオキサンテニウム(thioxanthenium)ヘキサフルオロリン酸塩
10−フェニル−9−オキソチオキサンテニウムテトラフルオロホウ酸塩
5−メチル−10−オキソチアントレニウムテトラフルオロホウ酸塩
5−メチル−10,10−ジオキソチアントレニウムヘキサフルオロリン酸塩が含まれる。
反応種、多光子光増感剤、電子供与体化合物、及び光開始剤は、上述の方法によって又は当該技術分野において既知の他の方法で調製することができ、また、複数のものが商業的に入手可能である。これらの4つの構成成分は、「安全光」の条件下で、混合の任意の順序及び方法を使用して(任意選択的に、かき混ぜ又は攪拌を用いて)混合することができるが、ときには(貯蔵寿命及び熱的安定性の観点から)光開始剤を最後に(かつ、他の構成成分の溶解を促進するために任意選択で用いられる加熱工程の後に)添加するのが好ましい。溶媒を組成物の構成成分と目に付くほど反応しないように選定するという条件で、所望により溶媒を使用することができる。好適な溶媒として、例えば、アセトン、ジクロロメタン、及びアセトニトリルが挙げられる。反応種自体が、ときには他の構成成分の溶媒として働くことができる。
発明の方法を実施するにあたり、光反応性組成物は、多光子吸収が行われる条件で光に露光され、それにより露光前の光反応性組成物と比べて異なる溶解度特性(例えば、特定の溶媒中でより小さい又はより大きい溶解度)の領域をもたらす。前記露光は、十分な光の強度を得ることができる任意の既知の手段で達成できる。
微細構造の実施形態
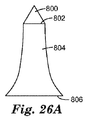
図26A〜26Fを参照すると、ノズル穴形成部、つまり微細構造の一実施形態は、湾曲側部804と、その微細構造頂部802の形状によって示されるように、円形の穴出口を形成するように構成されている平面制御空洞形成部800と、に加えて、円形基部806を備える。
方法の実施形態
1.ノズルを作製する方法であって、該方法は以下を含む。
(a)複数の複製ノズル穴と、複数の複製平面制御空洞と、を含み、金型の少なくとも一部を画定する微細構造化金型パターンを準備すること(複製ノズル穴のそれぞれは、少なくとも1つの複製平面制御空洞に連結されていても(例えば、流体連通している)、連結されていなくてもよい)。
(b)微細構造化金型パターンを用いて第1の材料をノズル形成微細構造化パターンに成形することであって、該ノズル形成微細構造化パターンが、複数のノズル穴形成部と、複数の平面制御空洞形成部と、を含むこと。(ノズル穴形成部のそれぞれが、少なくとも1つの平面制御空洞形成部に連結されていても(例えば、流体連通している)、連結されていなくてもよい)、を含む。ノズル穴形成部は、実質的に複製ノズル穴のネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)であり、平面制御空洞形成部は、複製平面制御空洞の実質的にネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)である。
(c)ノズル形成微細構造化パターンを用いて第2の材料をノズルプリフォームに焼結する、金属射出成形(MIM)する、電着させる、ないしは別の方法で堆積させるか、形成することであって、ノズルプリフォームは、複数のノズルプリフォーム穴と、複数の犠牲平面制御空洞と、備える。ノズルプリフォーム穴のそれぞれが入口開口部を備え、少なくとも1つの犠牲平面制御空洞に連結されていても(例えば、流体連通している)、連結されていなくてもよい。ノズルプリフォーム穴は、実質的にノズル穴形成部のネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)であり、犠牲平面制御空洞は、実質的に平面制御空洞形成部のネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)である。つまり、ノズルプリフォーム穴は、実質的に複製ノズル穴のポジティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のポジティブ複製)であり、犠牲平面制御空洞は、複製平面制御空洞の実質的にポジティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)である。
(d)ノズルプリフォームから少なくとも1つのノズルを形成することであって、ノズルプリフォームの上面をノズルの平面的な上面に形成し(すなわち、上面を平坦化し)、穴入口と、内面によって画定された空洞によって穴入口に連結されている(例えば、流体連通している)穴出口と、を備える完成ノズル貫通穴にノズルプリフォーム穴のそれぞれを形成するように、犠牲平面制御空洞を除去するのに十分な第2の材料を除去する(例えば、放電加工、機械的研削などによって)こと、を含む。ノズルはまた、平面的な下面と、平面的な上面と、を有し、平面的な下面は、互いに平行であるか、互いに鋭角であってよい。
(a)第3の材料を複数の複製ノズル穴形成部と、複数の複製平面制御空洞形成部と、を含む金型形成微細構造化パターンに形成すること。複製ノズル穴形成部のそれぞれが、少なくとも1つの複製平面制御空洞形成部に連結されていても(例えば、流体連通している)、連結されていなくてもよい。
(b)金型形成微細構造化パターンを用いて第4の材料を微細構造化金型パターンに焼結する、金属射出成形(MIM)する、電着させる、ないしは別の方法で堆積させるか、形成することであって、複製ノズル穴形成部が、実質的に複製ノズル穴のネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)であり、複製平面制御空洞形成部が、実質的に複製平面制御空洞のネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)である。
(a)例えば、多光子を同時に吸収することによって多光子反応を受けることが可能である材料など第1の材料を準備すること。
(a)(1)第1の材料内の所望の/指定の位置において多光子を同時に吸収することによって第1の材料内に多光子反応を引き起こす多光子過程、及び/又は(2)焼結プロセスであって、第1の微細構造化パターンがノズル貫通穴を形成するための複数の複製ノズル穴形成部と複数の複製平面制御空洞形成部とを含むこと。複製ノズル穴形成部のそれぞれは、少なくとも1つの複製平面制御空洞形成部に連結されていても(例えば、流体連通している)、連結されていなくてもよい。
(b)第1の微細構造化パターンを用いて第2の材料を第2の微細構造化パターンに焼結する、金属射出成形(MIM)する、電着させる、ないしは別の方法で堆積させるか、形成することであって、第2の微細構造化パターンが、金型空洞の少なくとも一部を画定し、実質的に第1の微細構造化パターンのネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)を含むこと(つまり、第2の微細構造化パターンは、複数の複製ノズル穴と、複数の複製平面制御空洞と、を含む)。複製ノズル穴のそれぞれが、少なくとも1つの複製平面制御空洞に連結されていても(例えば、流体連通している)、連結されていなくてもよい。
(c)金型の第2の微細構造化パターンを用いて第3の材料を第3の微細構造化パターンに成形することであって、第3の微細構造化パターンは、複数のノズル穴形成部と、複数の平面制御空洞形成部と、を含むこと。ノズル穴形成部のそれぞれが、少なくとも1つの平面制御空洞形成部に連結されていても(例えば、流体連通している)、連結されていなくてもよい。第3の微細構造化パターンは、実質的に第2の微細構造化パターンのネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)を含む。換言すれば、第3の微細構造化パターンは、複数の複製ノズル穴形成部と、複製平面制御空洞形成部と、を含む、実質的に第1の微細構造化パターンのポジティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のポジティブ複製)を含む。
(d)第3の微細構造化パターンを用いて第4の材料を微細構造化パターンに焼結する、金属射出成形(MIM)する、電着させる、ないしは別の方法で堆積させるか、形成することであって、第4の微細構造化パターンは、複数のノズルプリフォーム穴と、複数の犠牲平面制御空洞と、を含み、ノズルプリフォーム穴のそれぞれが、入口開口部を備え、少なくとも1つの犠牲平面制御空洞に連結されていても(例えば、流体連通している)、連結されていなくてもよい。第4の微細構造化パターンは、複数のノズル穴形成部と、平面制御空洞形成部と、を含む、実質的に第3の微細構造化パターンのネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)を含む。つまり、第4の微細構造化パターンは、実質的に第2の微細構造化パターンのポジティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のポジティブ複製)を含む。
(e)第4の微細構造化パターンからノズルを形成することであって、ノズルを形成することは、第4の微細構造化パターンの上面をノズルの平面的な上面に形成し(すなわち、上面を平坦化し)、入口開口部と、内面によって画定された空洞によって入口開口部に連結されている(例えば、流体連通している)少なくとも1つの穴出口と、を備える完成ノズル貫通穴にノズルプリフォーム穴それぞれを形成するように、犠牲平面制御空洞を除去するのに十分な第4の材料を除去する(例えば、放電加工、機械的研削などによって)ことを含む。ノズルはまた、平面的な下面と、平面的な上面と、を有し、平面的な下面は、互いに平行であるか、互いに鋭角であってよい。
(a)複数の複製ノズル穴を含み、金型空洞の少なくとも一部を画定する微細構造化金型パターンを準備することと、
(b)微細構造化金型パターンを用いて第1の材料をノズル形成微細構造化パターンに成形することであって、ノズル形成微細構造化パターンが、複数のノズル穴形成部を含むことと、
(c)ノズル形成微細構造化パターンを用いて第2の材料をノズルプリフォームに焼結する、金属射出成形(MIM)する、電着させる、ないしは別の方法で堆積させるか、形成することであって、ノズルプリフォームが、複数のノズルプリフォーム穴を備え、第2の材料が複数の異なる第2の材料を含み、ノズルプリフォームが、得られるノズルプリフォーム、ひいてはノズルが、層毎に又は部分毎に異なる第2の材料からなる多層又は複数の部分を含むように、ノズル形成微細構造化パターンの全体、大部分、又は少なくとも相当部分の上に独立層、又は他の部分として、第2の材料のそれぞれを個別に堆積させることによって形成されることと、
(d)ノズルプリフォームからノズルを形成することであって、ノズルを形成することが、ノズルプリフォームの穴のそれぞれに出口開口部を開口し、それによって前記ノズルプリフォーム穴のそれぞれを、入口開口部と、内面によって画定された空洞によって入口開口部に連結されている(例えば、流体連通している)少なくとも1つの穴出口と、を備える完成ノズル貫通穴に形成するのに十分な前記第2の材料を(例えば、放電加工、機械的研削などによって)除去することと、を含む。
(a)第3の材料を複数の複製ノズル穴形成部を含む金型形成微細構造化パターンに形成することと、
(b)金型形成微細構造化パターンを用いて第4の材料を微細構造化金型パターンに焼結する、金属射出成形(MIM)する、電着させる、ないしは別の方法で堆積させるか、形成することであって、複製ノズル穴形成部が、実質的に複製ノズル穴のネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)を形成することと、を含む実施形態23〜26のいずれか1つに記載の方法。
(a)例えば、多光子を同時に吸収することによって多光子反応を受けることが可能である材料など第1の材料を準備すること。
(a)(1)第1の材料内の所望の/指定の位置において、多光子を同時に吸収することによって第1の材料内に多光子反応を引き起こす多光子過程、及び/又は(2)焼結プロセスであって、ノズル貫通穴を形成するための複数の複製ノズル穴形成部を含む第1の微細構造化パターンを含む焼結プロセスを用いて、第1の材料を第1の微細構造化パターンに形成すること。
(b)第1の微細構造化パターンを用いて第2の材料を第2の微細構造化パターンに焼結する、金属射出成形(MIM)する、電着させる、ないしは別の方法で堆積させるか、形成することであって、第2の微細構造化パターンが金型空洞の少なくとも一部を画定し、第1の微細構造化パターンの実質的にネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)を含むこと(つまり、第2の微細構造化パターンが複数の複製ノズル穴を含む)。
(c)金型の第2の微細構造化パターンを用いて第3の材料を第3の微細構造化パターンに成形することであって、第3の微細構造化パターンは、複数のノズル穴形成部を含むこと。第3の微細構造化パターンは、実質的に第2の微細構造化パターンのネガティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のネガティブ複製)を含む。換言すれば、第3の微細構造化パターンは、複数の複製ノズル穴形成部を含む、に第1の微細構造化パターンの実質的にポジティブ複製(すなわち、全部分、大部分、又は少なくとも相当部分のポジティブ複製)を含む。
(d)第3の微細構造化パターンを用いて第4の材料を第4の微細構造化パターンに焼結する、金属射出成形(MIM)する、電着させる、ないしは別の方法で堆積させるか、形成することであって、第4の微細構造化パターンは複数のノズルプリフォーム穴を含み、第4の材料は複数の異なる第4の材料を含み、第4の微細構造化パターンは、得られるノズルプリフォーム、ひいてはノズルが層毎に異なる第2の材料からなる堆積物を含むか、ないしは別の方法で多層を含むように、第4の微細構造化パターンの全体、大部分、又は少なくとも相当部分の上に層として第4の材料のそれぞれを個別に堆積させることにより形成される。
(e)第4の微細構造化パターンからノズルを形成することであって、ノズルを形成することは、ノズルプリフォーム穴それぞれに出口開口部を開口するのに十分な第4の材料を除去し(例えば、放電加工、機械的研削などによって)、それによって、入口開口部と、内面によって画定された空洞によって入口開口部に連結されている(例えば、流体連通している)少なくとも1つの穴出口と、を備える完成ノズル貫通穴に、ノズルプリフォーム穴それぞれを形成すること。
64.複数のノズルプリフォーム穴と、複数の犠牲平面制御空洞と、外側平面外周部と、を備えるノズルプリフォームを形成するための微細構造化パターンであって、
実質的にノズルプリフォーム穴のネガティブ複製である、複数のノズル穴形成部と、
実質的に犠牲平面制御空洞のネガティブ複製である、複数の平面制御空洞形成部と、を含む微細構造化パターン。
68.複数のノズル貫通穴を備えるノズルを形成するためのノズルプリフォームであって、ノズル貫通穴それぞれが、入口開口部と、内面で画定された空洞によって入口開口部に連結されている(例えば、流体連通している)少なくとも1つの出口開口部と、を備え、
ノズル貫通穴に対応する複数のノズルプリフォーム穴と、
複数の犠牲平面制御空洞と、を備え、
ノズルプリフォーム穴のそれぞれが、少なくとも1つの犠牲平面制御空洞に連結されていても、連結されていなくてもよい、ノズルプリフォーム。
75.複数のノズル貫通穴を含む微細構造化パターンを含むノズルであって、ノズル貫通穴それぞれが、入口開口部と、内面で画定された空洞によって入口開口部に連結されている(例えば、流体連通している)少なくとも1つの出口開口部と、を備え、微細構造化パターンが外側周辺部を有し、ノズルが層毎に異なる材料からなる多層堆積物を含み、(a)多層のいずれもが薄い導電性シード層の形態ではない、(b)多層が少なくとも3層である、又は(c)(a)及び(b)の両方である、のいずれかである、ノズル。
少なくとも1つのノズル貫通穴を(a)少なくとも1つの他のノズル貫通穴、(b)微細構造化パターンの外側周辺部の一部、又は(c)(a)及び(b)の両方、に連結させる、少なくとも1つ以上の流体(すなわち、ガス又は液体)チャネル、つまりアンダーカット部と、を含むノズル。
複数のノズル貫通穴を含む微細構造化パターンであって、ノズル貫通穴のそれぞれが、入口開口部と、内面で画定された空洞によって入口開口部に連結されている(例えば、流体連通している)少なくとも1つの出口開口部と、を備え、外側周辺部を有する微細構造化パターンと、
ノズル貫通穴の出口開口部を通過して、そこからり流出する流体によって形成されるプリュームの形状を制御する、少なくとも1つの流体プリューム形状制御部と、を含むノズル。
ノズル貫通穴を通過し、ノズル貫通穴の対応する出口開口部から出る流体によって形成される液滴のプリュームに良い影響を及ぼすように、発生させる、ないしは別の方法で、空洞化にする、乱流を誘発させる、ないしは別の方法でノズルを通過する流体(例えば、液体燃料)の流れを妨げる、少なくとも1つ、又はそれ以上の流体流影響部を備える内面を有する、少なくとも1つのノズル貫通穴と、を備えるノズル。
好ましい実施形態のシード層の厚さ≦50μm又は≦100μm(最大厚さ≦200μm)。
硬質クロム0.0003インチ(8μm)〜0.002インチ(50μm)。
無電解ニッケル0.0001インチ(2.5μm)〜0.005インチ(127μm)。
PTFE/ニッケル/リン
スパッタリング及びイオンメッキは、他のコーティング方法であり得る。
Claims (9)
- ノズルを作製する方法であって、
(a)複数の複製ノズル穴と、複数の複製錐体状平面制御空洞と、を含み、金型の少なくとも一部を画定する構造化金型パターンを準備することと、
(b)前記構造化金型パターンを用いて第1の材料をノズル形成構造化パターンに成形することであり、該ノズル形成構造化パターンが、前記複製ノズル穴から成形された複数のノズル穴形成部と、前記複製錐体状平面制御空洞から成形された複数の錐体状平面制御空洞形成部と、を含むことと、
(c)前記ノズル形成構造化パターンを用いて第2の材料をノズルプリフォームに形成することであり、該ノズルプリフォームが、前記ノズル穴形成部から形成された複数のノズルプリフォーム穴と、前記錐体状平面制御空洞形成部から形成された複数の犠牲錐体状平面制御空洞と、を備えることと、
(d)前記ノズルプリフォームからノズルを形成することであり、前記ノズルプリフォームの上面を前記ノズルの平面的な上面に形成し、前記ノズルプリフォーム穴のそれぞれをノズル貫通穴に形成するように、前記犠牲錐体状平面制御空洞を除去するために前記第2の材料の一部を除去し、前記犠牲錐体状平面制御空洞の前記除去によって、前記ノズル貫通穴が所望の方法で開口されることを可能にすることと、
を含む作製方法。 - 前記構造化金型パターンを準備することが、
(a)複数の複製ノズル穴形成部と、複数の複製錐体状平面制御空洞形成部と、を含む金型形成構造化パターンに第3の材料を形成することと、
(b)前記金型形成構造化パターンを用いて、第4の材料を前記構造化金型パターンに形成することであり、前記複製ノズル穴形成部が、前記複製ノズル穴のネガティブ複製であり、前記複製錐体状平面制御空洞形成部が、前記複製錐体状平面制御空洞のネガティブ複製であることと、
を含む、請求項1に記載の方法。 - ノズルを作製する方法であって、
(a)複数の複製ノズル穴形成部と、複数の複製錐体状平面制御空洞形成部と、を含む第1の構造化パターンに第1の材料を形成することと、
(b)前記第1の構造化パターンを用いて、第2の材料を第2の構造化パターンに形成することであり、該第2の構造化パターンが、金型の少なくとも一部を画定し、前記第1の構造化パターンのネガティブ複製を含むことと、
(c)前記金型の前記第2の構造化パターンを用いて第3の材料を第3の構造化パターンに形成することであり、該第3の構造化パターンが、前記第2の構造化パターンのネガティブ複製を含むことと、
(d)前記第3の構造化パターンを用いて第4の材料を第4の構造化パターンに形成することであり、該第4の構造化パターンが、前記第3の構造化パターンのネガティブ複製を形成する、複数のノズルプリフォーム穴および複数の犠牲錐体状平面制御空洞を含むことと、
(e)前記第4の構造化パターンからノズルを形成することであり、前記第4の構造化パターンの上面を前記ノズルの平面的な上面に形成し、前記ノズルプリフォーム穴のそれぞれをノズル貫通穴に形成するように、前記犠牲錐体状平面制御空洞を除去するために前記第4の材料の一部を除去することと、
を含む方法。 - ノズルを作製する方法であって、
(a)複数の複製ノズル穴を含み、金型の少なくとも一部を画定する構造化金型パターンを準備することと、
(b)前記構造化金型パターンを用いて第1の材料をノズル形成構造化パターンに成形することであり、該ノズル形成構造化パターンが、複数のノズル穴形成部を含むことと、
(c)前記ノズル形成構造化パターンを用いて第2の材料をノズルプリフォームに形成することであり、該ノズルプリフォームが複数のノズルプリフォーム穴を備え、前記第2の材料が複数の異なる第2の材料を含み、前記ノズルプリフォームが、得られる前記ノズルプリフォームが部分毎に異なる第2の材料からなる複数の部分を含むように、前記ノズル形成構造化パターンの上に別個の部分として前記異なる第2の材料のそれぞれを堆積させることにより形成されることと、
(d)前記ノズルプリフォームからノズルを形成することであり、前記ノズルプリフォーム穴のそれぞれに出口開口部を開口し、前記ノズルプリフォーム穴のそれぞれをノズル貫通穴に形成するために前記第2の材料の一部を除去することと、
を含む方法。 - ノズルを作製する方法であって、
(a)複数の複製ノズル穴形成部を含む第1の構造化パターンに第1の材料を形成することと、
(b)前記第1の構造化パターンを用いて第2の材料を第2の構造化パターンに形成することであり、該第2の構造化パターンが、金型の少なくとも一部を画定し、前記第1の構造化パターンのネガティブ複製を含むことと、
(c)前記金型の第2の構造化パターンを用いて第3の材料を第3の構造化パターンに形成することであり、該第3の構造化パターンが、前記第2の構造化パターンのネガティブ複製を含むことと、
(d)前記第3の構造化パターンを用いて第4の材料を第4の構造化パターンに形成することであり、該第4の構造化パターンが複数のノズルプリフォーム穴を含み、前記第4の材料が複数の異なる第4の材料を含み、前記第4の構造化パターンが、得られるノズルプリフォームが層毎に異なる第4の材料からなる多層堆積物を含むように、前記第4の構造化パターンの上に層として前記第4の材料のそれぞれを堆積させることによって形成されることと、
(e)前記第4の構造化パターンからノズルを形成することであり、前記ノズルプリフォーム穴のそれぞれに出口開口部を開口し、前記ノズルプリフォーム穴のそれぞれをノズル貫通穴に形成するために前記第4の材料の一部を除去することと、
を含む方法。 - 複数のノズルプリフォーム穴と、複数の犠牲錐体状平面制御空洞と、外側平面外周部と、を備えるノズルプリフォームを形成するための構造化パターンであって、
前記ノズルプリフォーム穴のネガティブ複製である複数のノズル穴形成部と、
前記犠牲錐体状平面制御空洞のネガティブ複製である複数の錐体状平面制御空洞形成部と、
を含む、構造化パターン。 - 複数のノズル貫通穴を備えるノズルを形成するためのノズルプリフォームであって、
前記ノズル貫通穴のそれぞれが、入口開口部と、内面で画定された空洞によって前記入口開口部に連結されている少なくとも1つの出口開口部と、を備え、
当該ノズルプリフォームが、前記ノズル貫通穴に対応する複数のノズルプリフォーム穴と、複数の犠牲錐体状平面制御空洞と、を備え、
前記ノズルプリフォーム穴のそれぞれが、前記犠牲錐体状平面制御空洞の少なくとも1つに連結されている、ノズルプリフォーム。 - 内燃機関の燃料噴射器のためのノズルであって、
当該ノズルが、複数のノズル貫通穴を含む構造化パターンを含み、
前記ノズル貫通穴のそれぞれが入口開口部と、内面で画定された空洞によって前記入口開口部に連結されている少なくとも1つの出口開口部と、を備え、前記構造化パターンが外側周辺部を有し、前記ノズルが、前記入口開口部側から、(a)シード層、(b)構造層及び/又は性能付与層、及び(c)当該ノズルの残部の大部分又は全てを構成するバルク層が順に積層されてなる多層堆積物を含み、前記構造層及び/又は性能付与層は、前記バルク層よりも高い耐腐食性又は高い耐摩耗性を有している、ノズル。 - 複数のノズル貫通穴を含む構造化パターンであり、前記ノズル貫通穴のそれぞれが、入口開口部と、内面で画定された空洞によって前記入口開口部に連結されている少なくとも1つの出口開口部と、を備え、前記構造化パターンが外側周辺部を有する、構造化パターンと、
前記ノズル貫通穴を通過し、前記ノズル貫通穴の対応する前記出口開口部から流出する流体によって形成される液滴に良い影響を及ぼすように、空洞化、乱流を発生させるか、ないしは別の方法で当該ノズルを通過する流体の流れを妨げる、少なくとも1つの流体流影響部を備える内面を有する、少なくとも1つのノズル貫通穴と、を備え、
前記流体流影響部が、前記内面上の、連続環状隆起部、離間された不連続隆起部、又は、リブレットの形態である、ノズル。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161438848P | 2011-02-02 | 2011-02-02 | |
| US61/438,848 | 2011-02-02 | ||
| PCT/US2012/023624 WO2012106512A2 (en) | 2011-02-02 | 2012-02-02 | Nozzle and method of making same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017001211A Division JP6556171B2 (ja) | 2011-02-02 | 2017-01-06 | ノズル及びノズルを作製する方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014504699A JP2014504699A (ja) | 2014-02-24 |
| JP2014504699A5 JP2014504699A5 (ja) | 2015-03-19 |
| JP6373007B2 true JP6373007B2 (ja) | 2018-08-15 |
Family
ID=45757772
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013552627A Expired - Fee Related JP6373007B2 (ja) | 2011-02-02 | 2012-02-02 | ノズル及びノズルを作製する方法 |
| JP2017001211A Active JP6556171B2 (ja) | 2011-02-02 | 2017-01-06 | ノズル及びノズルを作製する方法 |
| JP2019087544A Active JP6745943B2 (ja) | 2011-02-02 | 2019-05-07 | ノズル及びノズルを作製する方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017001211A Active JP6556171B2 (ja) | 2011-02-02 | 2017-01-06 | ノズル及びノズルを作製する方法 |
| JP2019087544A Active JP6745943B2 (ja) | 2011-02-02 | 2019-05-07 | ノズル及びノズルを作製する方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10054094B2 (ja) |
| EP (2) | EP3467300A1 (ja) |
| JP (3) | JP6373007B2 (ja) |
| KR (1) | KR101971745B1 (ja) |
| CN (2) | CN103459824B (ja) |
| BR (1) | BR112013019670A2 (ja) |
| CA (1) | CA2826443A1 (ja) |
| WO (1) | WO2012106512A2 (ja) |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6129197B2 (ja) | 2011-11-02 | 2017-05-17 | スリーエム イノベイティブ プロパティズ カンパニー | ノズルの製造方法 |
| US10993309B2 (en) * | 2012-07-13 | 2021-04-27 | Perkinelmer Health Sciences, Inc. | Torches and methods of using them |
| US9516735B2 (en) * | 2012-07-13 | 2016-12-06 | Perkinelmer Health Sciences, Inc. | Torches and methods of using them |
| BR112015002190A2 (pt) * | 2012-08-01 | 2017-07-04 | 3M Innovative Properties Co | injetores de combustível com coeficiente aprimorado de descarga de combustível |
| KR101337713B1 (ko) * | 2012-12-20 | 2013-12-06 | 주식회사 현대케피코 | 연료 미립화 밸브 시트 바디를 구비한 차량용 고압 직분식 인젝터 |
| EP2935861A1 (en) * | 2012-12-21 | 2015-10-28 | 3M Innovative Properties Company | Method of making a nozzle including injection molding |
| JP6186130B2 (ja) | 2013-02-04 | 2017-08-23 | 日立オートモティブシステムズ株式会社 | 燃料噴射弁及び燃料噴射弁の製造方法 |
| EP2808533B1 (en) * | 2013-05-29 | 2019-08-14 | Delphi Technologies IP Limited | Fuel injector |
| CN105492758A (zh) * | 2013-09-06 | 2016-04-13 | 3M创新有限公司 | 具有底切微观特征结构的注模喷嘴预成型件 |
| CN108350825B (zh) * | 2015-08-27 | 2021-11-16 | 西港能源有限公司 | 用于使气体燃料喷射器的沉积物减少的技术 |
| SE539875C2 (en) * | 2015-09-14 | 2017-12-27 | Scania Cv Ab | A fuel injector |
| DE102016000761A1 (de) * | 2016-01-27 | 2017-07-27 | Roman TANIEL | Emulgiersystem und Emulgierverfahren |
| DE102016103202A1 (de) * | 2016-02-24 | 2017-08-24 | Klingelnberg Ag | Verfahren zum Bereitstellen einer Fluidzufuhrvorrichtung und Verwendung einer solchen |
| US10697756B2 (en) * | 2016-09-15 | 2020-06-30 | Delavan Inc. | 3D scanning systems |
| WO2018116179A1 (en) | 2016-12-23 | 2018-06-28 | 3M Innovative Properties Company | Nozzle structures with thin welding rings and fuel injectors using the same |
| CN110121574A (zh) * | 2016-12-23 | 2019-08-13 | 3M创新有限公司 | 在结构化表面上制作喷嘴结构 |
| EP3559316A1 (en) | 2016-12-23 | 2019-10-30 | 3M Innovative Properties Company | Method of electroforming microstructured articles |
| WO2019126457A1 (en) | 2017-12-21 | 2019-06-27 | 3M Innovative Properties Company | Fluid injector nozzle with swirl chamber |
| WO2019133585A1 (en) | 2017-12-26 | 2019-07-04 | 3M Innovative Properties Company | Fuel injector nozzle structure with choked through-hole outlet opening |
| CN108149281B (zh) * | 2018-01-12 | 2021-11-05 | 河南理工大学 | 一种金属喷嘴的加工方法 |
| DE102018203065A1 (de) * | 2018-03-01 | 2019-09-05 | Robert Bosch Gmbh | Verfahren zur Herstellung eines Injektors |
| WO2019215642A1 (en) | 2018-05-09 | 2019-11-14 | 3M Innovative Properties Company | Fuel injector nozzle plate and valve guide |
| US11015559B2 (en) * | 2018-07-27 | 2021-05-25 | Ford Global Technologies, Llc | Multi-hole fuel injector with twisted nozzle holes |
| CN110801954A (zh) * | 2018-08-05 | 2020-02-18 | 大连理工大学 | 一种带部分扭转式8字形喷孔的喷嘴 |
| CN110801948A (zh) * | 2018-08-05 | 2020-02-18 | 大连理工大学 | 一种带扭转式8字形喷孔的喷嘴 |
| CN112689708A (zh) | 2018-09-13 | 2021-04-20 | 3M创新有限公司 | 具有微结构化通孔的喷嘴 |
| CN109898104A (zh) * | 2019-02-20 | 2019-06-18 | 合肥永淇智材科技有限公司 | 一种锥状开口的fmm电铸母板制作方法 |
| WO2020263400A1 (en) * | 2019-06-27 | 2020-12-30 | The Regents Of The University Of California | Additive-free manufacturing of geometrically complex components for electrical energy storage systems |
| CN110424032A (zh) * | 2019-09-10 | 2019-11-08 | 江苏师范大学 | 一种用于压力机主轴修复的射流电沉积装置及其方法 |
| CN111765032B (zh) * | 2020-06-12 | 2022-06-14 | 沈阳航空航天大学 | 一种滑动弧等离子体-高扰动交叉结构的燃油雾化喷嘴 |
| US11530629B2 (en) * | 2020-06-26 | 2022-12-20 | GM Global Technology Operations LLC | Method to attach copper alloy valve inserts to aluminum cylinder head |
| KR102399663B1 (ko) * | 2020-10-08 | 2022-05-19 | 국방과학연구소 | 핀틀 어셈블리 및 이를 포함하는 비행체 |
| CN114483403B (zh) * | 2022-01-24 | 2023-02-24 | 宁波兴马油嘴油泵有限公司 | 一种油嘴检测方法、系统、存储介质及智能终端 |
| CN117265609B (zh) * | 2023-11-20 | 2024-04-09 | 圆周率半导体(南通)有限公司 | 一种提升pcb板填孔电镀镀铜均匀性的电镀设备及方法 |
Family Cites Families (64)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3018262A (en) | 1957-05-01 | 1962-01-23 | Shell Oil Co | Curing polyepoxides with certain metal salts of inorganic acids |
| US3729313A (en) | 1971-12-06 | 1973-04-24 | Minnesota Mining & Mfg | Novel photosensitive systems comprising diaryliodonium compounds and their use |
| US3808006A (en) | 1971-12-06 | 1974-04-30 | Minnesota Mining & Mfg | Photosensitive material containing a diaryliodium compound, a sensitizer and a color former |
| US3779778A (en) | 1972-02-09 | 1973-12-18 | Minnesota Mining & Mfg | Photosolubilizable compositions and elements |
| US3741769A (en) | 1972-10-24 | 1973-06-26 | Minnesota Mining & Mfg | Novel photosensitive polymerizable systems and their use |
| AU497960B2 (en) | 1974-04-11 | 1979-01-25 | Minnesota Mining And Manufacturing Company | Photopolymerizable compositions |
| US4250053A (en) | 1979-05-21 | 1981-02-10 | Minnesota Mining And Manufacturing Company | Sensitized aromatic iodonium or aromatic sulfonium salt photoinitiator systems |
| US4279717A (en) | 1979-08-03 | 1981-07-21 | General Electric Company | Ultraviolet curable epoxy silicone coating compositions |
| US4491628A (en) | 1982-08-23 | 1985-01-01 | International Business Machines Corporation | Positive- and negative-working resist compositions with acid generating photoinitiator and polymer with acid labile groups pendant from polymer backbone |
| JPS59123628A (ja) * | 1982-12-29 | 1984-07-17 | Mitsubishi Rayon Co Ltd | フレネルレンズ用金型の製造方法 |
| US4642126A (en) | 1985-02-11 | 1987-02-10 | Norton Company | Coated abrasives with rapidly curable adhesives and controllable curvature |
| CA1254238A (en) | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4652274A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Coated abrasive product having radiation curable binder |
| CA1323949C (en) | 1987-04-02 | 1993-11-02 | Michael C. Palazzotto | Ternary photoinitiator system for addition polymerization |
| US4859572A (en) | 1988-05-02 | 1989-08-22 | Eastman Kodak Company | Dye sensitized photographic imaging system |
| JPH0710471B2 (ja) | 1989-09-25 | 1995-02-08 | 株式会社日立製作所 | 複数部材からなる精密部品の同心結合方法、及びこれを利用した燃料噴射弁のノズル組立方法 |
| JPH0395073U (ja) * | 1990-01-18 | 1991-09-27 | ||
| JP2519568Y2 (ja) * | 1990-08-31 | 1996-12-04 | いすゞ自動車株式会社 | 燃料噴射ノズル |
| US5235015A (en) | 1991-02-21 | 1993-08-10 | Minnesota Mining And Manufacturing Company | High speed aqueous solvent developable photopolymer compositions |
| TW268969B (ja) | 1992-10-02 | 1996-01-21 | Minnesota Mining & Mfg | |
| DE4404021A1 (de) * | 1994-02-09 | 1995-08-10 | Bosch Gmbh Robert | Düsenplatte, insbesondere für Einspritzventile und Verfahren zur Herstellung einer Düsenplatte |
| JPH07289953A (ja) | 1994-03-03 | 1995-11-07 | Nippondenso Co Ltd | 流体噴射ノズル |
| DE4409848A1 (de) | 1994-03-22 | 1995-10-19 | Siemens Ag | Vorrichtung zur Zumessung und Zerstäubung von Fluiden |
| US5856373A (en) | 1994-10-31 | 1999-01-05 | Minnesota Mining And Manufacturing Company | Dental visible light curable epoxy system with enhanced depth of cure |
| CN1149907A (zh) | 1995-03-29 | 1997-05-14 | 罗伯特·博施有限公司 | 孔片的制造方法 |
| JPH10502131A (ja) * | 1995-03-29 | 1998-02-24 | ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング | 孔付円板、特に噴射弁のための孔付円板並びに孔付円板を製造する方法 |
| RU2157912C2 (ru) | 1995-03-29 | 2000-10-20 | Роберт Бош Гмбх | Диск с отверстиями, в частности, для клапанных форсунок |
| DE19527846A1 (de) | 1995-07-29 | 1997-01-30 | Bosch Gmbh Robert | Ventil, insbesondere Brennstoffeinspritzventil |
| WO1998021521A1 (en) | 1996-11-12 | 1998-05-22 | California Institute Of Technology | Two-photon or higher-order absorbing optical materials and methods of use |
| US6608228B1 (en) | 1997-11-07 | 2003-08-19 | California Institute Of Technology | Two-photon or higher-order absorbing optical materials for generation of reactive species |
| US6025406A (en) | 1997-04-11 | 2000-02-15 | 3M Innovative Properties Company | Ternary photoinitiator system for curing of epoxy resins |
| US5998495A (en) | 1997-04-11 | 1999-12-07 | 3M Innovative Properties Company | Ternary photoinitiator system for curing of epoxy/polyol resin compositions |
| US5859251A (en) | 1997-09-18 | 1999-01-12 | The United States Of America As Represented By The Secretary Of The Air Force | Symmetrical dyes with large two-photon absorption cross-sections |
| US5770737A (en) | 1997-09-18 | 1998-06-23 | The United States Of America As Represented By The Secretary Of The Air Force | Asymmetrical dyes with large two-photon absorption cross-sections |
| US5933700A (en) | 1998-09-21 | 1999-08-03 | Tilton; Charles L | Method for manufacturing pressure swirl atomizers |
| US6100405A (en) | 1999-06-15 | 2000-08-08 | The United States Of America As Represented By The Secretary Of The Air Force | Benzothiazole-containing two-photon chromophores exhibiting strong frequency upconversion |
| JP2001030306A (ja) * | 1999-07-27 | 2001-02-06 | Nippon Sheet Glass Co Ltd | 樹脂正立レンズアレイおよびその製造方法 |
| US6572693B1 (en) | 1999-10-28 | 2003-06-03 | 3M Innovative Properties Company | Aesthetic dental materials |
| DE60042038D1 (de) | 1999-10-28 | 2009-05-28 | 3M Innovative Properties Co | Siliziumdioxid-Nanoteilchen in Form eines trockenen Pulvers |
| US6387981B1 (en) | 1999-10-28 | 2002-05-14 | 3M Innovative Properties Company | Radiopaque dental materials with nano-sized particles |
| JP4036592B2 (ja) * | 1999-12-27 | 2008-01-23 | 株式会社オプトニクス精密 | オリフィスプレートの製造方法 |
| JP2002115627A (ja) * | 2000-10-05 | 2002-04-19 | Optonix Seimitsu:Kk | オリフィスプレートおよびオリフィスプレートの製造方法 |
| JP2002258490A (ja) * | 2001-02-27 | 2002-09-11 | Optonix Seimitsu:Kk | 微細精密部品あるいは光学部品のx線あるいは紫外線を用いた製造方法およびその製品 |
| WO2003063804A1 (en) | 2002-01-31 | 2003-08-07 | 3M Innovative Properties Company | Dental pastes, dental articles, and methods |
| US6824378B2 (en) * | 2002-05-31 | 2004-11-30 | 3M Innovative Properties Company | Microreplication tool with gas release features |
| JP3759918B2 (ja) * | 2002-10-16 | 2006-03-29 | 三菱電機株式会社 | 燃料噴射弁 |
| JP3941109B2 (ja) | 2003-04-30 | 2007-07-04 | 株式会社デンソー | 燃料噴射弁 |
| JP2004316598A (ja) * | 2003-04-18 | 2004-11-11 | Denso Corp | 内燃機関用燃料噴射ノズル |
| DE102004005727A1 (de) | 2004-02-05 | 2005-09-01 | Robert Bosch Gmbh | Brennstoffeinspritzsystem |
| JP4345522B2 (ja) | 2004-03-03 | 2009-10-14 | 株式会社デンソー | X線による材料の加工方法 |
| JP2006002720A (ja) | 2004-06-21 | 2006-01-05 | Mitsubishi Electric Corp | 燃料噴射装置および、その製造方法 |
| JP4324881B2 (ja) * | 2004-10-26 | 2009-09-02 | 株式会社デンソー | 燃料噴射弁 |
| DE602005008774D1 (de) | 2004-12-29 | 2008-09-18 | 3M Innovative Properties Co | Multiphoton-polymerisierbare vorkeramische polymerzusammensetzungen |
| US7297374B1 (en) | 2004-12-29 | 2007-11-20 | 3M Innovative Properties Company | Single- and multi-photon polymerizable pre-ceramic polymeric compositions |
| US7237730B2 (en) * | 2005-03-17 | 2007-07-03 | Pratt & Whitney Canada Corp. | Modular fuel nozzle and method of making |
| DE102005017420A1 (de) * | 2005-04-15 | 2006-10-19 | Robert Bosch Gmbh | Brennstoffeinspritzventil |
| US7583444B1 (en) | 2005-12-21 | 2009-09-01 | 3M Innovative Properties Company | Process for making microlens arrays and masterforms |
| JP2007182767A (ja) * | 2006-01-05 | 2007-07-19 | Hitachi Ltd | 燃料噴射弁 |
| US8858807B2 (en) | 2006-03-24 | 2014-10-14 | 3M Innovative Properties Company | Process for making microneedles, microneedle arrays, masters, and replication tools |
| EP2468487B1 (en) | 2006-05-18 | 2017-07-12 | 3M Innovative Properties Company | Light extraction structures and light guides incorporating same |
| JP2008064038A (ja) | 2006-09-07 | 2008-03-21 | Denso Corp | 燃料噴射装置 |
| WO2009048705A1 (en) | 2007-10-11 | 2009-04-16 | 3M Innovative Properties Company | Highly functional multiphoton curable reactive species |
| JP2009098237A (ja) * | 2007-10-15 | 2009-05-07 | Toyota Central R&D Labs Inc | 無反射構造体、光学素子および金型ならびにそれらの製造方法 |
| US20090308953A1 (en) | 2008-06-16 | 2009-12-17 | Amfog Nozzle Technology, Inc. | Atomizing nozzle |
-
2012
- 2012-02-02 US US13/982,866 patent/US10054094B2/en not_active Expired - Fee Related
- 2012-02-02 KR KR1020137022589A patent/KR101971745B1/ko active IP Right Grant
- 2012-02-02 WO PCT/US2012/023624 patent/WO2012106512A2/en active Application Filing
- 2012-02-02 CN CN201280017063.7A patent/CN103459824B/zh not_active Expired - Fee Related
- 2012-02-02 JP JP2013552627A patent/JP6373007B2/ja not_active Expired - Fee Related
- 2012-02-02 EP EP18206998.9A patent/EP3467300A1/en not_active Withdrawn
- 2012-02-02 CN CN201611197538.1A patent/CN106671317A/zh active Pending
- 2012-02-02 CA CA2826443A patent/CA2826443A1/en not_active Abandoned
- 2012-02-02 BR BR112013019670-0A patent/BR112013019670A2/pt not_active Application Discontinuation
- 2012-02-02 EP EP12705929.3A patent/EP2670972A2/en not_active Withdrawn
-
2017
- 2017-01-06 JP JP2017001211A patent/JP6556171B2/ja active Active
-
2018
- 2018-08-13 US US16/101,775 patent/US20180363613A1/en not_active Abandoned
-
2019
- 2019-05-07 JP JP2019087544A patent/JP6745943B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US10054094B2 (en) | 2018-08-21 |
| JP6745943B2 (ja) | 2020-08-26 |
| KR20140003581A (ko) | 2014-01-09 |
| JP2017122455A (ja) | 2017-07-13 |
| WO2012106512A3 (en) | 2012-11-08 |
| US20130313339A1 (en) | 2013-11-28 |
| WO2012106512A2 (en) | 2012-08-09 |
| CN106671317A (zh) | 2017-05-17 |
| KR101971745B1 (ko) | 2019-04-23 |
| BR112013019670A2 (pt) | 2020-08-04 |
| JP2014504699A (ja) | 2014-02-24 |
| CA2826443A1 (en) | 2012-08-09 |
| JP2019194477A (ja) | 2019-11-07 |
| EP3467300A1 (en) | 2019-04-10 |
| US20180363613A1 (en) | 2018-12-20 |
| EP2670972A2 (en) | 2013-12-11 |
| JP6556171B2 (ja) | 2019-08-07 |
| CN103459824B (zh) | 2017-06-27 |
| CN103459824A (zh) | 2013-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6556171B2 (ja) | ノズル及びノズルを作製する方法 | |
| JP6216811B2 (ja) | 抽出構造体を備えた導光体の製造方法及びその方法で製造された導光体 | |
| US8858807B2 (en) | Process for making microneedles, microneedle arrays, masters, and replication tools | |
| JP5221375B2 (ja) | マイクロレンズアレイ及び原型を作製する方法 | |
| KR20120046757A (ko) | 노즐 및 그 제조 방법 | |
| WO2009048705A1 (en) | Highly functional multiphoton curable reactive species | |
| CN110121574A (zh) | 在结构化表面上制作喷嘴结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150128 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150929 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160104 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160129 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160229 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160329 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170106 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170117 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20170317 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180131 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180228 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180501 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180717 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6373007 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |