JP6292914B2 - Method for knitting tubular knitted fabric - Google Patents
Method for knitting tubular knitted fabric Download PDFInfo
- Publication number
- JP6292914B2 JP6292914B2 JP2014024666A JP2014024666A JP6292914B2 JP 6292914 B2 JP6292914 B2 JP 6292914B2 JP 2014024666 A JP2014024666 A JP 2014024666A JP 2014024666 A JP2014024666 A JP 2014024666A JP 6292914 B2 JP6292914 B2 JP 6292914B2
- Authority
- JP
- Japan
- Prior art keywords
- knitting
- base portion
- yarn
- knitted
- feeder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000009940 knitting Methods 0.000 title claims description 133
- 238000000034 method Methods 0.000 title claims description 39
- 239000004744 fabric Substances 0.000 title claims description 33
- 238000003780 insertion Methods 0.000 description 31
- 230000037431 insertion Effects 0.000 description 31
- 238000010586 diagram Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 230000007704 transition Effects 0.000 description 6
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
- D04B1/18—Other fabrics or articles characterised primarily by the use of particular thread materials elastic threads
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B7/00—Flat-bed knitting machines with independently-movable needles
- D04B7/30—Flat-bed knitting machines with independently-movable needles specially adapted for knitting goods of particular configuration
- D04B7/32—Flat-bed knitting machines with independently-movable needles specially adapted for knitting goods of particular configuration tubular goods
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Of Fabric (AREA)
- Knitting Machines (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
Description
本発明は、筒状ベース部に線材を編み込む筒状編地の編成方法に関する。 The present invention relates to a knitting method of a tubular knitted fabric in which a wire is knitted into a tubular base portion.
例えば特許文献1には、手袋の挿入口の近傍部分に弾性糸(線材)を編み込み、挿入口に伸縮性を持たせる筒状編地の編成方法が開示されている。上記近傍部分への弾性糸の編み込みには、例えばタックを用いることもできるし、インレイ編成を用いることもできる。
For example,
線材を筒状ベース部に編み込む場合、筒状ベース部を複数段編成するごとに線材を1段分編み込むことがある。例えば、線材として弾性糸を編み込む場合、弾性糸の量が多過ぎると、筒状編地の伸縮性が強くなり過ぎる場合があるからである。 When the wire material is knitted into the cylindrical base part, the wire material may be knitted by one stage every time the cylindrical base part is knitted in a plurality of stages. For example, when an elastic yarn is knitted as a wire, if the amount of the elastic yarn is too large, the stretchability of the tubular knitted fabric may become too strong.
複数段ごとに線材を1段分編み込む場合、従来は図4の編成イメージ図に示すような編成を行う。まず、図4(A)には、ベース編糸8Yを供給するベース給糸口8を用いて筒状ベース部1を編成し、その筒状ベース部1を構成するフロントベース部1Fとバックベース部1Bに筒状に線材9Yを編み込んだ筒状挿入部5を形成した状態が示されている。線材9Yを供給する給線口9は、筒状ベース部1の外側に待機している。この状態から、複数段の筒状ベース部1を編成し(図4(B)参照)、その筒状ベース部1に筒状に線材9Yを編み込んだ筒状挿入部5を形成する(図4(C)参照)ことを繰り返す。
In the case of knitting a wire rod for every plurality of stages, the knitting as shown in the knitting image diagram of FIG. 4 is conventionally performed. First, in FIG. 4A, the
図4に示す従来の編成方法では、n回目の筒状挿入部5と、n+1回目の筒状挿入部5と、を繋ぐ渡り糸4が、筒状ベース部1の外側に配置される。その渡り糸4は、ウエール方向に隣接する筒状挿入部5の間に編成する筒状ベース部1の段数が多くなるほど長くなり、編地の見栄えを損なう恐れがある。
In the conventional knitting method shown in FIG. 4, the
本発明は上記事情に鑑みてなされたものであり、本発明の目的は、複数段の筒状ベース部を編成すると共に、それら筒状ベース部に線材を編み込む際、筒状ベース部の外側をウエール方向に渡る渡り糸を目立たなくする筒状編地の編成方法を提供することにある。 The present invention has been made in view of the above circumstances, and an object of the present invention is to knitting a plurality of steps of a cylindrical base portion, and when knitting a wire rod into the cylindrical base portion, the outside of the cylindrical base portion is formed. An object of the present invention is to provide a knitting method of a tubular knitted fabric that makes a crossover yarn extending in the wale direction inconspicuous.
本発明は、前後に対向する前針床および後針床と、ベース編糸を供給するベース給糸口と、線材を供給する給線口と、を備える横編機を用いて、前針床で編成されるフロントベース部と後針床で編成されるバックベース部とで構成される筒状ベース部を複数段編成すると共に、筒状ベース部に線材を編み込む筒状編地の編成方法に係る。この本発明の筒状編地の編成方法は、ベース給糸口を用いて筒状ベース部をk段分編成する間に、給線口を1回往復させ、m段目の筒状ベース部におけるフロントベース部に線材を編み込むと共に、n段目の筒状ベース部におけるバックベース部に線材を編み込む。
但し、kは2以上の自然数、mは1以上k以下の自然数、nは1以上k以下でかつm以外の自然数である。例えば、k=4の場合、m=2でn=4、あるいはm=4でn=2とすることが挙げられる。あるいはk=2の場合、m=1でn=2、あるいはm=2でn=1とすることが挙げられる。
The present invention relates to a front needle bed using a flat knitting machine including a front needle bed and a rear needle bed facing front and rear, a base yarn feeder for supplying a base knitting yarn, and a feeder port for supplying a wire. The present invention relates to a knitting method of a tubular knitted fabric in which a tubular base portion composed of a front base portion to be knitted and a back base portion knitted on a rear needle bed is knitted in a plurality of stages and a wire is knitted into the tubular base portion . In the knitting method of the tubular knitted fabric of the present invention, while the tubular base portion is knitted into k stages using the base yarn feeder, the feeder port is reciprocated once, and the m-th tubular base portion is A wire rod is knitted into the front base portion, and a wire rod is knitted into the back base portion of the n-th cylindrical base portion.
However, k is a natural number of 2 or more, m is a natural number of 1 to k, and n is a natural number of 1 to k and other than m. For example, when k = 4, m = 2 and n = 4, or m = 4 and n = 2. Alternatively, in the case of k = 2, m = 1 and n = 2, or m = 2 and n = 1.
本発明の筒状編地の編成方法として、糸交差側にある給線口を非交差側に移動させて、筒状ベース部に線材を編み込む編成動作は、非交差側にベース給糸口があるときに行う形態を挙げることができる。ここで、『交差側』とは、ベース給糸口と給線口とが、筒状ベース部の編幅方向の同じ側における筒状ベース部の外側にある状態から給線口を動かしたときに、給線口から伸びる線材が、ベース給糸口から伸びるベース編糸に交差する側のことであり、『非交差側』とは給線口から伸びる線材が、ベース給糸口から伸びるベース編糸に交差しない側のことである。 As a knitting method of the tubular knitted fabric of the present invention, the knitting operation in which the wire feeder on the yarn crossing side is moved to the non-crossing side and the wire is knitted into the cylindrical base portion has the base yarn feeder on the non-crossing side. it can be given form to take when. Here, “crossing side” means that the base yarn feeder and the feeder port are moved from the state where the base yarn port and the feeder port are outside the cylindrical base portion on the same side in the knitting width direction of the cylindrical base portion. The wire that extends from the feeder is the side that intersects the base knitting yarn that extends from the base yarn feeder, and the "non-crossing side" is the base knitting yarn that extends from the feeder to the base knitting yarn that extends from the base yarn feeder. The side that does not intersect.
本発明の筒状編地の編成方法として、給線口を移動させて、筒状ベース部に線材を編み込む際、筒状ベース部における給線口の移動方向の終端側の端部編目に線材をタックする形態を挙げることができる。 As the knitting method of the tubular knitted fabric of the present invention, when the wire opening is moved and the wire is knitted into the tubular base portion, the wire rod is connected to the end knitting on the terminal side in the moving direction of the wire opening in the tubular base portion. The form which tacks can be mentioned.
本発明の筒状編地の編成方法として、kは4以下である形態を挙げることができる。 Examples of the knitting method for the tubular knitted fabric of the present invention include a mode in which k is 4 or less.
本発明の筒状編地の編成方法では、k段の筒状ベース部を編成する間に、m段目のフロントベース部とn段目のバックベース部に線材を編み込むことで、筒状ベース部に螺旋状に線材を編み込んだ筒状編地を編成することができる。このように筒状ベース部に螺旋状に線材を編み込むことで、筒状ベース部の外側をウエール方向に渡る渡り糸が、筒状ベース部の編幅方向の左側と右側に振り分けられる。つまり、従来の筒状編地の編成方法では、筒状ベース部の編幅方向の一方に偏っていた渡り糸が、本発明の筒状編地の編成方法では、当該編幅方向の左右に振り分けられ、従来よりも短くなる。その結果、筒状ベース部において渡り糸を目立ち難くすることができる。 In the knitting method of the tubular knitted fabric of the present invention, the tubular base is formed by weaving the wire into the m-th stage front base part and the n-th stage back base part while knitting the k-stage tubular base part. A tubular knitted fabric in which a wire is spirally knitted in the part can be knitted. In this way, by knitting a wire rod in a spiral shape in the cylindrical base portion, the crossover yarn that crosses the outer side of the cylindrical base portion in the wale direction is distributed to the left side and the right side in the knitting width direction of the cylindrical base portion. That is, in the conventional knitting method of the tubular knitted fabric, the transition yarn that is biased to one side in the knitting width direction of the cylindrical base portion is left and right in the knitting width direction of the present invention. Sorted and shorter than before. As a result, the crossover yarn can be made inconspicuous in the cylindrical base portion.
上記交差側において給線口から伸びる線材がベース給糸口から伸びるベース編糸に交差しないように給線口とベース給糸口の移動順序を調整する本発明の筒状編地の編成方法によれば、筒状ベース部における交差側の渡り糸を目立ち難くすることができる。 According to the knitting method of the tubular knitted fabric of the present invention, the movement order of the wire feeder and the base yarn feeder is adjusted so that the wire extending from the feeder yarn does not intersect the base knitting yarn extending from the base yarn feeder on the crossing side. The crossover side crossover thread in the cylindrical base portion can be made inconspicuous.
筒状ベース部における給線口の移動方向の終端側の端部編目に線材をタックする本発明の編地の編成方法によれば、筒状ベース部における当該終端側の渡り糸を目立ち難くすることができる。 According to the knitting method of the knitted fabric of the present invention in which the wire rod is tucked to the end side end stitch in the moving direction of the feeder opening in the cylindrical base portion, the transition yarn on the end side in the cylindrical base portion is made inconspicuous. be able to.
本発明の編地の編成方法において筒状ベース部の段数(上記k)を4以下とすれば、筒状ベース部における渡り糸を殆ど見えなくすることができる。 In the knitting method of the knitted fabric of the present invention, if the number of steps of the cylindrical base portion (the above k) is 4 or less, the transition yarns in the cylindrical base portion can be made almost invisible.
以下、本発明の編地の編成方法を図面に基づいて説明する。実施形態では、左右方向に延び、かつ、前後方向に互いに対向する前針床(以下、FB)と後針床(以下、BB)を備え、BBが左右にラッキング可能な2枚ベッド横編機を用いた編成例を説明する。もちろん、使用する横編機は、2枚ベッド横編機に限定されるわけではなく、4枚ベッド横編機であっても良い。 Hereinafter, a knitting method of a knitted fabric of the present invention will be described with reference to the drawings. In the embodiment, a two-bed flat knitting machine that includes a front needle bed (hereinafter referred to as FB) and a rear needle bed (hereinafter referred to as BB) that extend in the left-right direction and oppose each other in the front-rear direction and that can be racked left and right. An example of knitting using will be described. Of course, the flat knitting machine to be used is not limited to the two-bed flat knitting machine, and may be a four-bed flat knitting machine.
<実施形態1>
実施形態1では、本発明の筒状編地の編成方法を図1の編成イメージ図に基づいて説明する。より具体的には、ベース編糸を供給するベース給糸口を用いて筒状ベース部を複数段分編成すると共に、それら複数段の筒状ベース部に螺旋状に弾性編糸(線材)を編み込む例を説明する。
<
In
図1(A)では、ベース編糸8Yを供給するベース給糸口8を用いた筒状編成によって、少なくとも1段分の筒状ベース部1を編成する。筒状ベース部1は、FB(図示せず)で編成されるフロントベース部1Fと、BB(図示せず)で編成されるバックベース部1Bと、が筒状に繋がることで形成される。なお、図1(A)では図示していないが、給線口9から供給される弾性編糸(線材9Y)が筒状編地に編み込まれた状態にある。
In FIG. 1A, at least one stage of the
図1(B)では、紙面右側に給線口9を移動させ、図1(A)で編成した筒状ベース部1におけるバックベース部1Bに線材9Yを編み込む。筒状ベース部1への線材9Yの編み込みには、バックベース部1Bの編目に線材9Yをタックする編成や、バックベース部1Bの編目の間に線材9Yを挟み込むインレイ編成を用いることができる。なお、インレイ編成を用いる場合でも、給線口9の移動方向の終端ではタックによって線材9Yをバックベース部1Bに接続することが好ましい。
In FIG. 1 (B), the
図1(C)では、ベース給糸口8を用いた筒状編成によって少なくとも1段分の筒状ベース部1を編成する。その際、給線口9は、筒状ベース部1の外側に待機させておく。
In FIG. 1C, at least one stage of the
図1(D)では、給線口9を左方向に移動させ、図1(C)で編成した筒状ベース部1におけるフロントベース部1Fに線材9Yを編み込む。
In FIG. 1 (D), the
以上説明した手順に従うことで、図1(A)で編成した筒状ベース部1のバックベース部1Bに編み込まれたバック挿入部2B(図1(B)参照)と、図1(C)で編成した筒状ベース部1のフロントベース部1Fに編み込まれたフロント挿入部2F(図1(D)参照)と、が螺旋状に繋がった螺旋状挿入部2が形成される。その結果、筒状ベース部1の外側をウエール方向に渡る渡り糸4,4が、筒状ベース部1の編幅方向の左側と右側に振り分けられる。左右に振り分けられた渡り糸4,4は、図4に示す従来の渡り糸4よりも短いため、目立ち難い。
By following the procedure described above, the
図1(D)以降、さらに複数段の筒状ベース部1を編成すると共に、それら筒状ベース部1に線材9Yを編み込むのであれば、図1(A)〜図1(D)の編成を繰り返すと良い。その繰り返しにあたって、筒状ベース部1の段数を変化させることもできる。例えば、筒状ベース部1の段数を徐々に少なくしていけば、ウエール方向の上方側に向かうに従って弾性編糸(線材9Y)による締付が強い筒状編地を編成することができる。逆に、筒状ベース部1の段数を徐々に多くしていけば、ウエール方向の上方側に向かうに従って弾性編糸(線材9Y)による締付が弱い筒状編地を編成することができる。
After knitting a plurality of steps of the
以上説明した筒状編地の編成方法を適用する筒状編地は特に限定されない。例えば、靴下の履き口近傍の部分、手袋の挿入口近傍の部分、セーターなどのニットウェアの袖口近傍の部分などを挙げることができる。 The tubular knitted fabric to which the tubular knitted fabric knitting method described above is applied is not particularly limited. For example, a part near the mouth of socks, a part near the insertion opening of gloves, a part near the cuff of knitwear such as a sweater, and the like can be given.
また、筒状編地の編成方法に用いる線材9Yは、弾性編糸に限定されるわけではない。例えば線材9Yは、筒状ベース部1の伸びを抑制する高強度の伸び難い編糸であっても良い。線材9Yの材質は、どのような用途で線材9Yを筒状ベース部1に編み込むかによって適宜選択することができる。例えば、線材9Yの材質としては、ウールやシルク、綿、アクリル、レーヨン、ナイロン、ポリエステル、アラミド、ポリプロピレン、炭素繊維、金属(合金を含む)などを挙げることができる。
Further, the
<実施形態2>
実施形態1に示すように螺旋状挿入部2を構成するフロント挿入部2Fとバック挿入部2Bを編み込むウエール方向の位置を変えることに加えて、給線口9を移動させるタイミングなどを調整することで、筒状編地における線材9Yをさらに目立たなくすることができる。実施形態2では、その具体的な方法を図2,3の編成工程図に基づいて説明する。
<
In addition to changing the position in the wale direction in which the
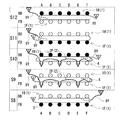
図2,3の編成工程図における左欄の「S+数字」は編成工程の番号を示し、右欄には各編成工程における編目の係止状態が示されている。右欄の黒点はFBおよびBBに備わる編針を、丸印は編目を示し、大文字アルファベットA〜Fは編針の位置を示す。この編成工程図では、ベース編糸8Yを供給するベース給糸口8として、FBとBBの対向方向におけるFB側にある給糸口を利用しており、線材9Yを供給する給線口9として、上記対向方向におけるベース給糸口8よりもBB側にある給糸口を利用している。
“S + number” in the left column in the knitting process diagrams of FIGS. 2 and 3 indicates the number of the knitting process, and the right column shows the stitches locked in each knitting process. Black dots in the right column indicate knitting needles provided in FB and BB, circles indicate stitches, and capital letters A to F indicate positions of the knitting needles. In this knitting process diagram, as the
ここで、ベース給糸口8と給線口9とが、筒状ベース部1の編幅方向(針床の長手方向に同じ)の同じ側における筒状ベース部1の外側にある状態から給線口9を動かして螺旋状挿入部2を編成した場合、給線口9から延びる線材9Yが、ベース給糸口8から延びるベース編糸8Yに交差して絡んでしまう。本実施形態のように、BBの紙面左側から右側に向かう編成と、FBの右側から左側に向かう編成と、を繰り返す時計回りの編成を行う場合、右側から左側に向かって給線口9を動かしてFBに螺旋状挿入部2(フロント挿入部2F)を編成するときにベース給糸口8が右側端部にあると、線材9Yとベース編糸8Yとの交差が生じる。一方で、その左側端部では給線口9を動かすときに線材9Yとベース編糸8Yとの交差は生じない。つまり、本例においては、筒状ベース部1の編幅方向の右側端部が『交差側』、左側端部が『非交差側』である。上記交差は、線材9Yを筒状ベース部1の外側に渡らせ、線材9Y(渡り糸4)を目立たせる恐れがある。以下に説明する編成工程では、この交差の問題を解消するように給線口9を動かすタイミングを調整している。なお、本例における筒状ベース部1の編成方向は時計回りであるが、反時計回りでも構わない。
Here, the
S1では、ベース給糸口8を紙面左方向に移動させ、FBの編針F,E,D,C,B,Aにフロントベース部1Fを編成し、S2では、ベース給糸口8を右方向に移動させ、BBの編針A,B,C,D,E,Fにバックベース部1Bを編成する。これらS1,S2によって、筒状ベース部1が1段分編成される。
In S1, the
S3では、ベース給糸口8を左方向に移動させ、FBの編針F,E,D,C,B,Aに2段目のフロントベース部1Fを編成する。BBに係止されるバックベース部1Bは、1段目の筒状ベース部1のものである。
In S3, the
S4では、給線口9を右方向に移動させ、BBの編針B,D,Fにタックを行う。このS4によって、1段目の筒状ベース部1のバックベース部1Bに線材9Yを編み込んだバック挿入部2Bが形成される。なお、給線口9の右方向への移動開始時に、給線口9と同じ左側端部にベース給糸口8が配置されているが、給線口9がベース給糸口8よりもBB側にあるため、給線口9を右方向に移動させても、給線口9から伸びる線材9Yはベース給糸口8から伸びるベース編糸8Yに交差しない。但し、線材9Yは、フロントベース部1Fとバックベース部1Bとを繋ぐ渡り糸には交差する。この渡り糸はS2において形成されたものである。
In S4, the
上記S4において最後に行うタックは、給線口9の進行方向におけるバックベース部1Bの端部編目3(S3を参照)であることが好ましい。つまり、BBの編針B,D,Fにタックを行う方が、BBの編針A,C,Eにタックを行うよりも好ましい。その理由は、後述する。
The last tack in S4 is preferably the end stitch 3 (see S3) of the
S5では、ベース給糸口8を右方向に移動させ、BBの編針A,B,C,D,E,Fに二段目のバックベース部1Bを編成する。このとき、S4においてBBの編針Fに形成されるタック目が、バックベース部1Bの編成のために編針Fが歯口に進出するのに伴って編針Fから外れる。それは、タック目の紙面右側が給線口9に直接繋がっており、タック目に張力が作用しているためである。一方、S4においてBBの編針A,C,Eにタックを行っていた場合、編針Eのタック目は編針Eから外れることはない。
In S5, the
ここで、S5においてBBの編針Fから外れた線材9Yは、BBの編針FとFBの編針Fとを繋ぐベース編糸8Yよりも上側に交差する。仮に、S4においてBBの編針A,C,Eにタックを行った場合、給線口9から伸びる線材9Yは、BBの編針FとFBの編針Fとを繋ぐベース編糸8Yよりも下側に交差する。つまり、S3の終端編目3に対してS4でタックを行うことで、フロントベース部1Fとバックベース部1Bとの境界の位置で、線材9Yの位置が1段上に遷移する。その結果、右側に形成される渡り糸4(図1(D)参照)が1段分短くなり、渡り糸4が目立ち難くなる。
Here, the
S6では、ベース給糸口8を左方向に移動させ、3段目のフロントベース部1Fを編成し、S7では、ベース給糸口8を右方向に移動させ、3段目のバックベース部1Bを編成する。
In S6, the
図3に示すS8では、ベース給糸口8を左方向に移動させ、4段目のフロントベース部1Fを編成する。本実施形態では、この4段目のフロントベース部1Fに、図1(D)に示すフロント挿入部2Fを形成する。
In S8 shown in FIG. 3, the
ここで、この実施形態の冒頭で述べたように、給線口9を右側から左側に移動させるときに、ベース給糸口8が給線口9と同じ右側にあると、給線口9から伸びる線材9Yが、ベース給糸口8から伸びるベース編糸8Yに交差してしまう。そのため、S9では、ベース給糸口8が左側にあるうちに、給線口9を左方向に移動させ、FBの編針E,C,Aにタックを行う。当該交差を回避することで、フロントベース部1Fとバックベース部1Bとの境界における編目の乱れを抑制し、当該境界渡り糸4を目立たなくすることができる。
Here, as described at the beginning of this embodiment, when the
なお、S9においても、S4と同様に、給線口9の進行方向におけるフロントベース部1Fの端部編目3(S8参照)にタック目を形成することが好ましい。
In S9 as well, as in S4, it is preferable to form a tack on the end stitch 3 (see S8) of the
S10では、ベース給糸口8を右方向に移動させ、4段目のバックベース部1Bを編成する。S1〜S10によって、筒状ベース部1を4段分編成するごとに、1周分の螺旋状挿入部2を形成することができる。さらに、複数段の筒状ベース部1を編成すると共に、それら複数段の筒状ベース部1に螺旋状挿入部2を編み込むのであれば、S11,S12に示すように、まず1段目の筒状ベース部1を編成する。
In S10, the
<実施形態3>
実施形態2では、ベース給糸口8がFB側、給線口9がBB側に配置され、時計回りに筒状ベース部1と螺旋状挿入部2を編成する例を説明した。これに対して、実施形態3では、ベース給糸口8と給線口9の位置関係、および筒状ベース部1と螺旋状挿入部2の周回方向が異なる例を説明する。
<
In the second embodiment, an example in which the
≪3−1≫
ベース給糸口8がBB側で給線口9がFB側に配置された状態で時計回りの編成を行う場合、図2,3においては紙面左側が交差側となる。従って、給線口9を左側から右側に動かしてBBに螺旋状挿入部2を編成する場合、ベース給糸口8が右側の非交差側にあるときに給線口9を動かすことが好ましい。
≪3-1≫
When performing clockwise knitting with the
≪3−2≫
ベース給糸口8がFB側で給線口9がBB側に配置された状態で反時計周りの編成を行う場合、図2,3においては紙面左側が交差側となる。従って、給線口9を左側から右側に動かしてFBに螺旋状挿入部2を編成する場合、ベース給糸口8が右側の非交差側にあるときに給線口9を動かすことが好ましい。
≪3-2≫
When knitting counterclockwise with the
≪3−3≫
ベース給糸口8がBB側で給線口9がFB側に配置された状態で反時計回りの編成を行う場合、図2,3においては紙面右側が交差側となる。従って、給線口9を右側から左側に動かしてBBに螺旋状挿入部2を編成する場合、ベース給糸口8が紙面左側の非交差側にあるときに給線口9を動かすことが好ましい。
≪3-3≫
When knitting counterclockwise with the
上記いずれの手順を行うにせよ、給線口9を移動させて螺旋状挿入部2を編成する際、筒状ベース部1における給線口9の移動方向の終端側にある端部編目にタックを行うことが好ましい。
Regardless of which procedure is performed, when knitting the
1 筒状ベース部 1F フロントベース部 1B バックベース部
2 螺旋状挿入部 2F フロント挿入部 2B バック挿入部
3 端部編目
4 渡り糸
5 筒状挿入部
8 ベース給糸口 8Y ベース編糸
9 給線口 9Y 線材
FB 前針床 BB 後針床
DESCRIPTION OF
Claims (4)
前記前針床で編成されるフロントベース部と前記後針床で編成されるバックベース部とで構成される筒状ベース部を複数段編成すると共に、前記筒状ベース部に前記線材を編み込む筒状編地の編成方法において、
前記ベース給糸口を用いて前記筒状ベース部をk段分編成する間に、前記給線口を1回往復させ、m段目の前記筒状ベース部における前記フロントベース部に前記線材を編み込むと共に、n段目の前記筒状ベース部における前記バックベース部に前記線材を編み込む筒状編地の編成方法。
但し、kは2以上の自然数、mは1以上k以下の自然数、nは1以上k以下でかつm以外の自然数である。 Using a flat knitting machine comprising a front needle bed and a rear needle bed facing front and rear, a base yarn feeder for supplying base knitting yarn, and a feeder port for supplying wire,
A cylindrical base portion composed of a front base portion knitted on the front needle bed and a back base portion knitted on the rear needle bed, and a tube in which the wire is knitted into the cylindrical base portion. In the knitting method of the knitted fabric,
While the cylindrical base portion is k-knitted using the base yarn feeder, the wire feeder is reciprocated once to knit the wire into the front base portion of the m-th cylindrical base portion. A method for knitting a tubular knitted fabric in which the wire is knitted into the back base portion of the tubular base portion at the nth stage.
However, k is a natural number of 2 or more, m is a natural number of 1 to k, and n is a natural number of 1 to k and other than m.
前記糸交差側にある前記給線口を前記非交差側に移動させて、前記筒状ベース部に前記線材を編み込む編成動作は、前記非交差側に前記ベース給糸口があるときに行う請求項1に記載の筒状編地の編成方法。 When the wire feeder port is moved from a state where the base yarn feeder port and the feeder port are outside the cylindrical base portion on the same side in the knitting width direction of the cylindrical base portion, When the wire extending from the base yarn thread crossing the base knitting yarn extending from the base yarn feeder is the yarn crossing side, and the non-crossing side is the non-crossing side,
The knitting operation of knitting the wire rod into the cylindrical base portion by moving the supply line port on the yarn crossing side to the non-crossing side is performed when the base yarn supply port is on the non-crossing side. The knitting method of the tubular knitted fabric according to 1.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014024666A JP6292914B2 (en) | 2014-02-12 | 2014-02-12 | Method for knitting tubular knitted fabric |
| DE102015001512.5A DE102015001512A1 (en) | 2014-02-12 | 2015-02-05 | Method for knitting a hose knit |
| KR1020150018432A KR101648380B1 (en) | 2014-02-12 | 2015-02-06 | Method for knitting tubular knitted fabric |
| CN201510075071.2A CN104831459B (en) | 2014-02-12 | 2015-02-12 | Method for knitting tubular knitted fabric |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014024666A JP6292914B2 (en) | 2014-02-12 | 2014-02-12 | Method for knitting tubular knitted fabric |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015151631A JP2015151631A (en) | 2015-08-24 |
| JP2015151631A5 JP2015151631A5 (en) | 2017-03-16 |
| JP6292914B2 true JP6292914B2 (en) | 2018-03-14 |
Family
ID=53676952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014024666A Expired - Fee Related JP6292914B2 (en) | 2014-02-12 | 2014-02-12 | Method for knitting tubular knitted fabric |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6292914B2 (en) |
| KR (1) | KR101648380B1 (en) |
| CN (1) | CN104831459B (en) |
| DE (1) | DE102015001512A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6501741B2 (en) * | 2016-09-07 | 2019-04-17 | 株式会社島精機製作所 | Knitting method of knitted fabric |
| CN110184728B (en) * | 2019-05-20 | 2020-08-04 | 斓帛针织科技(嘉兴)有限公司 | Knitted fabric with burnt-out effect and knitting method thereof |
| JP2022181310A (en) * | 2021-05-26 | 2022-12-08 | 株式会社島精機製作所 | Knitted fabric forming method |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08170251A (en) | 1994-12-16 | 1996-07-02 | Shima Seiki Mfg Ltd | Method for knitting opening knitting part |
| JPH1060758A (en) * | 1996-08-13 | 1998-03-03 | Shima Seiki Mfg Ltd | Knitting of cylindrical knitted fabric |
| TW470795B (en) * | 1999-08-31 | 2002-01-01 | Shima Seiki Mfg | Knitting method for waste yarn disposal |
| JP2003041461A (en) * | 2001-07-25 | 2003-02-13 | Inoue:Kk | Knitting method for border pattern and knitted product having the same |
| JP4353765B2 (en) | 2003-10-10 | 2009-10-28 | 株式会社島精機製作所 | A method for knitting a tubular knitted fabric having a protrusion and a tubular knitted fabric having a protrusion. |
| EP1990452B1 (en) * | 2006-02-28 | 2014-04-23 | Shima Seiki Manufacturing., Ltd. | Method of knitting tubular knitted fabric |
| JP4891833B2 (en) | 2007-04-27 | 2012-03-07 | 株式会社島精機製作所 | Method for knitting tubular knitted fabric and tubular knitted fabric |
| CN101680139B (en) * | 2007-05-01 | 2012-11-07 | 株式会社岛精机制作所 | Knitting method for tubular knitted fabric and tubular knitted fabric |
| EP2208814B1 (en) * | 2007-11-06 | 2016-05-18 | Shima Seiki Mfg., Ltd | End-connecting method for doubly-cylindrical fabric |
| JP2010013748A (en) * | 2008-07-01 | 2010-01-21 | Shima Seiki Mfg Ltd | Method for knitting cylindrical knit |
| JP2010037701A (en) * | 2008-08-08 | 2010-02-18 | Shima Seiki Mfg Ltd | Method of knitting cylindrical knit fabric |
| WO2010084556A1 (en) * | 2009-01-23 | 2010-07-29 | 株式会社島精機製作所 | Method for knitting tubular fabric having neck line, and tubular fabric having neck line |
| JP5443250B2 (en) * | 2010-04-20 | 2014-03-19 | 株式会社島精機製作所 | Method for knitting tubular knitted fabric, and tubular knitted fabric |
| JP5698482B2 (en) * | 2010-09-17 | 2015-04-08 | 株式会社島精機製作所 | Method of increasing outside of tubular knitted fabric, and knitted fabric |
| DE102011012767A1 (en) * | 2010-09-18 | 2012-03-22 | H. Stoll Gmbh & Co. Kg | Method for producing a hose knit |
| JP5702576B2 (en) * | 2010-10-28 | 2015-04-15 | 株式会社島精機製作所 | Knitting method of knitted fabric and knitted fabric |
| JP5695962B2 (en) * | 2011-04-28 | 2015-04-08 | 株式会社島精機製作所 | Method for knitting tubular knitted fabric, and tubular knitted fabric |
-
2014
- 2014-02-12 JP JP2014024666A patent/JP6292914B2/en not_active Expired - Fee Related
-
2015
- 2015-02-05 DE DE102015001512.5A patent/DE102015001512A1/en not_active Withdrawn
- 2015-02-06 KR KR1020150018432A patent/KR101648380B1/en active IP Right Grant
- 2015-02-12 CN CN201510075071.2A patent/CN104831459B/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| KR101648380B1 (en) | 2016-08-16 |
| CN104831459B (en) | 2017-04-12 |
| DE102015001512A1 (en) | 2015-08-13 |
| JP2015151631A (en) | 2015-08-24 |
| KR20150095192A (en) | 2015-08-20 |
| CN104831459A (en) | 2015-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101387962B1 (en) | Knitting method of knitted fabric and knitted fabric thereof | |
| KR101603889B1 (en) | Method for knitting knitted fabric | |
| JP4848370B2 (en) | Knitting method of knitted fabric and knitted product | |
| KR101449506B1 (en) | Bind-off method of knitted fabric and knitted fabric | |
| KR101356436B1 (en) | Knitting method of knitted fabric and knitted fabric | |
| JP4852092B2 (en) | Method for forming additional stitches and knitted fabric in which additional stitches are formed on the inner side of the knitting width direction end of the knitted fabric | |
| JP5844578B2 (en) | Reversing knitting method and knitted fabric | |
| JP6292914B2 (en) | Method for knitting tubular knitted fabric | |
| JP5538241B2 (en) | Method for knitting a tubular knitted fabric having a neckline and a tubular knitted fabric having a neckline | |
| JP4336287B2 (en) | V-neck knitwear knitted by flat knitting machine and its knitting method | |
| JPWO2008004345A1 (en) | Knitted fabric, knitting method thereof, and knitting machine | |
| CN107142601B (en) | The weaving method of cylindrical fabric | |
| JP2019094594A (en) | Method for knitting knitwear | |
| JP5452791B2 (en) | Method for knitting a knitted fabric with reinforced side ends and the knitted fabric | |
| JP4296163B2 (en) | Cylindrical knitted fabric having a reduced diameter portion and knitting method thereof | |
| JP5800536B2 (en) | Knitting method of knitted fabric and knitted fabric | |
| KR101903584B1 (en) | Method for knitting knitted fabric | |
| KR101844740B1 (en) | Method for knitting knitted fabric, and knitted fabric | |
| JP5567556B2 (en) | Method for knitting tubular knitted fabric, and tubular knitted fabric | |
| JP2012041668A (en) | Knitting method of fabric and fabric itself | |
| JP2008261074A (en) | Method for knitting knitted fabric | |
| JP2020002487A (en) | Method for knitting tubular knitted fabric | |
| JP2016084549A (en) | Method for knitting knitted fabric having branch part | |
| JP6211394B2 (en) | Knitting fabric and knitting method of knitting fabric | |
| JP2010265557A (en) | Method for knitting rib texture and knitted fabric |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170209 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6292914 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |