JP6287751B2 - 摩擦攪拌接合方法 - Google Patents
摩擦攪拌接合方法 Download PDFInfo
- Publication number
- JP6287751B2 JP6287751B2 JP2014212247A JP2014212247A JP6287751B2 JP 6287751 B2 JP6287751 B2 JP 6287751B2 JP 2014212247 A JP2014212247 A JP 2014212247A JP 2014212247 A JP2014212247 A JP 2014212247A JP 6287751 B2 JP6287751 B2 JP 6287751B2
- Authority
- JP
- Japan
- Prior art keywords
- auxiliary member
- shaped auxiliary
- frame
- cylindrical metal
- friction stir
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



















Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Description
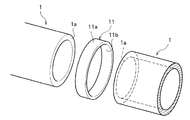
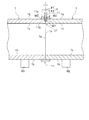
次に、第一実施形態に係る摩擦攪拌接合方法について説明する。図2に示すように、本実施形態では、筒状金属部材1,1同士を突き合わせるとともに、外側枠状補助部材11を配置して摩擦攪拌によって接合する。
図7の(a)及び(b)に示す第一実施形態の変形例では、筒状金属部材1A,1Aが矩形筒状を呈する。また、外側枠状補助部材11Aも矩形枠状を呈する。外側枠状補助部材11Aの内周面11Abは、筒状金属部材1Aの外周面と面接触するようになっている。
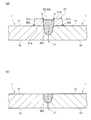
次に、本発明の第二実施形態に係る摩擦攪拌接合方法について説明する。第二実施形態に係る摩擦攪拌接合方法では、筒状金属部材1,1が突き合わされる部位に凹部を設ける点で第一実施形態と相違する。
図13の(a)及び(b)に示す第二実施形態の変形例では、筒状金属部材1B,1Bが矩形筒状を呈する。筒状金属部材1B,1Bの端部の外側には、段差部10B,10Bがそれぞれ形成されている。段差部10Bは、段差端面10Baと、段差端面10Baに対して垂直な段差周面10Bbとで形成されている。具体的な図示は省略するが、筒状金属部材1B,1Bの端面1Ba,1Ba同士を突き合わせると突合せ部が形成されるとともに、凹部が形成される。
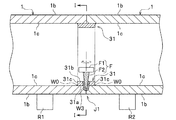
次に、本発明の第三実施形態に係る摩擦攪拌接合方法について説明する。第三実施形態に係る摩擦攪拌接合方法では、内側枠状補助部材31を用いて筒状金属部材1,1の内側から接合する点で第一実施形態と相違する。
次に、本発明の第四実施形態に係る摩擦攪拌接合方法について説明する。第四実施形態に係る摩擦攪拌接合方法では、筒状金属部材1,1が突き合わされる部位に凹部を設ける点で第三実施形態と相違する。
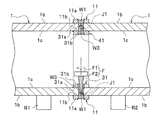
次に、本発明の第五実施形態に係る摩擦攪拌接合方法について説明する。第五実施形態に係る摩擦攪拌接合方法は、筒状金属部材1,1の外側及び内側の両方から第一突合せ部J1に対して摩擦攪拌接合を行う点で第一実施形態と相違する。第五実施形態に係る摩擦攪拌接合方法では、特徴的な部分を中心に説明する。
次に、本発明の第六実施形態に係る摩擦攪拌接合方法について説明する。第六実施形態に係る摩擦攪拌接合方法は、筒状金属部材1,1の突合せ部J1に凹部30,42を設けるとともに、当該凹部30に外側枠状補助部材21を配置し、当該凹部42に内側枠状補助部材41を配置する点で第五実施形態と相違する。第六実施形態に係る摩擦攪拌接合方法では、特徴的な部分を中心に説明する。
1a 端面
1b 外周面
1c 内周面
10 段差部
11 外側枠状補助部材
21 外側枠状補助部材
31 内側枠状補助部材
30 凹部
40 段差部
41 内側枠状補助部材
42 凹部
J1 第一突合せ部
J2 第二突合せ部
F 本接合用回転ツール
F1 連結部
F2 攪拌ピン
H 小型回転ツール
W1 外側塑性化領域
W2 塑性化領域
W3 内側塑性化領域
Claims (9)
- 攪拌ピンを備えた回転ツールを用いて二つの筒状金属部材を接合する摩擦攪拌接合方法であって、
前記筒状金属部材の端面同士を突き合わせるとともに、突合せ部の外周に枠状補助部材を配置して前記突合せ部を覆う突合せ工程と、
前記枠状補助部材の外周面から回転した前記攪拌ピンを挿入し、前記枠状補助部材及び前記両筒状金属部材、又は、前記枠状補助部材のみに前記攪拌ピンのみを接触させた状態で前記突合せ部を摩擦攪拌する外側本接合工程と、を含むことを特徴とする摩擦攪拌接合方法。 - 前記外側本接合工程後に、前記筒状金属部材の外周面から突出する前記枠状補助部材を切除する切除工程を含むことを特徴とする請求項1に記載の摩擦攪拌接合方法。
- 前記外側本接合工程を行う前に、前記枠状補助部材と前記筒状金属部材とを仮接合する仮接合工程を含むことを特徴とする請求項1又は請求項2に記載の摩擦攪拌接合方法。
- 攪拌ピンを備えた回転ツールを用いて二つの筒状金属部材を接合する摩擦攪拌接合方法であって、
前記筒状金属部材の端面同士を突き合わせるとともに、突合せ部の内周に枠状補助部材を配置して前記突合せ部を覆う突合せ工程と、
前記枠状補助部材の内周面から回転した前記攪拌ピンを挿入し、前記枠状補助部材及び前記両筒状金属部材、又は、前記枠状補助部材のみに前記攪拌ピンのみを接触させた状態で前記突合せ部を摩擦攪拌する内側本接合工程と、を含むことを特徴とする摩擦攪拌接合方法。 - 前記内側本接合工程後に、前記筒状金属部材の内周面から突出する前記枠状補助部材を切除する切除工程を含むことを特徴とする請求項4に記載の摩擦攪拌接合方法。
- 前記内側本接合工程を行う前に、前記枠状補助部材と前記筒状金属部材とを仮接合する仮接合工程を含むことを特徴とする請求項4又は請求項5に記載の摩擦攪拌接合方法。
- 前記突合せ工程では、前記突合せ部に形成された凹部に、前記凹部の深さよりも大きな厚さの前記枠状補助部材を配置することを特徴とする請求項1乃至請求項6のいずれか一項に記載の摩擦攪拌接合方法。
- 前記凹部の両側壁と前記枠状補助部材との一対の突合せ部に対してそれぞれ摩擦攪拌を行うことを特徴とする請求項7に記載の摩擦攪拌接合方法。
- 攪拌ピンを備えた回転ツールを用いて二つの筒状金属部材を接合する摩擦攪拌接合方法であって、
前記筒状金属部材の端面同士を突き合わせるとともに、突合せ部の外周及び内周にそれぞれ枠状補助部材を配置して前記突合せ部を覆う突合せ工程と、
前記枠状補助部材の外周面から回転した前記攪拌ピンを挿入し、前記枠状補助部材及び前記両筒状金属部材、又は、前記枠状補助部材のみに前記攪拌ピンのみを接触させた状態で前記突合せ部を摩擦攪拌する外側本接合工程と、
前記枠状補助部材の内周面から回転した前記攪拌ピンを挿入し、前記枠状補助部材及び前記両筒状金属部材、又は、前記枠状補助部材のみに前記攪拌ピンのみを接触させた状態で前記突合せ部を摩擦攪拌する内側本接合工程と、を含み、
前記外側本接合工程で形成された塑性化領域と、前記内側本接合工程で形成された塑性化領域とを重複させることを特徴とする摩擦攪拌接合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014212247A JP6287751B2 (ja) | 2014-10-17 | 2014-10-17 | 摩擦攪拌接合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014212247A JP6287751B2 (ja) | 2014-10-17 | 2014-10-17 | 摩擦攪拌接合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016078081A JP2016078081A (ja) | 2016-05-16 |
| JP6287751B2 true JP6287751B2 (ja) | 2018-03-07 |
Family
ID=55957081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014212247A Active JP6287751B2 (ja) | 2014-10-17 | 2014-10-17 | 摩擦攪拌接合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6287751B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190039168A1 (en) * | 2016-02-09 | 2019-02-07 | Nippon Light Metal Company, Ltd. | Joining method |
| US11759883B2 (en) | 2020-01-22 | 2023-09-19 | Ford Global Technologies, Llc | Inserts to enable friction stir welding joints and methods of forming friction stir welded assemblies |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6897024B2 (ja) * | 2016-02-09 | 2021-06-30 | 日本軽金属株式会社 | 接合方法 |
| JP6631417B2 (ja) * | 2016-06-20 | 2020-01-15 | 日本軽金属株式会社 | 接合方法 |
| WO2017221684A1 (ja) * | 2016-06-20 | 2017-12-28 | 日本軽金属株式会社 | 接合方法 |
| JP6645372B2 (ja) * | 2016-07-15 | 2020-02-14 | 日本軽金属株式会社 | 接合方法 |
| JP6769244B2 (ja) * | 2016-11-04 | 2020-10-14 | 日本軽金属株式会社 | 接合方法 |
| JP2018187671A (ja) * | 2017-05-11 | 2018-11-29 | 日本軽金属株式会社 | 接合方法 |
| JP6747365B2 (ja) * | 2017-04-10 | 2020-08-26 | 日本軽金属株式会社 | 接合方法 |
| JP2018187672A (ja) * | 2017-05-11 | 2018-11-29 | 日本軽金属株式会社 | 接合方法 |
| CN109562484B (zh) * | 2016-11-04 | 2021-08-17 | 日本轻金属株式会社 | 接合方法 |
| JP2018134669A (ja) * | 2017-02-22 | 2018-08-30 | 日本軽金属株式会社 | 接合方法 |
| JP2018126766A (ja) * | 2017-02-08 | 2018-08-16 | 日本軽金属株式会社 | 接合方法 |
| JP6794945B2 (ja) * | 2017-07-03 | 2020-12-02 | 日本軽金属株式会社 | 接合方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1505832A (en) * | 1974-12-02 | 1978-03-30 | Welding Inst | Friction welding methods and apparatus |
| JPS62279082A (ja) * | 1986-05-28 | 1987-12-03 | Toshiba Eng & Constr Co Ltd | パイプの自動ア−ク溶接方法 |
| JP3014654B2 (ja) * | 1996-03-19 | 2000-02-28 | 株式会社日立製作所 | 摩擦接合方法 |
| CN1310732C (zh) * | 1996-03-19 | 2007-04-18 | 株式会社日立制作所 | 摩擦搅拌焊接方法 |
| JP3763734B2 (ja) * | 2000-10-27 | 2006-04-05 | 株式会社日立製作所 | パネル部材の加工方法 |
| JP3795824B2 (ja) * | 2002-04-16 | 2006-07-12 | 株式会社日立製作所 | 摩擦攪拌接合方法 |
| JP2003322135A (ja) * | 2002-04-26 | 2003-11-14 | Showa Denko Kk | プロペラシャフト及びその製造方法 |
| JP2004106037A (ja) * | 2002-09-20 | 2004-04-08 | Hitachi Ltd | 金属材料の結合方法 |
| DE60333029D1 (de) * | 2002-11-13 | 2010-07-29 | Nippon Light Metal Co | Verbindungsverfahren für aluminiumpulverlegierung |
| US20120255990A1 (en) * | 2011-04-05 | 2012-10-11 | General Electric Company | Welding process for large structures |
| WO2013027532A1 (ja) * | 2011-08-19 | 2013-02-28 | 日本軽金属株式会社 | 摩擦攪拌接合方法 |
| JP5957719B2 (ja) * | 2011-08-19 | 2016-07-27 | 日本軽金属株式会社 | 摩擦攪拌接合方法 |
-
2014
- 2014-10-17 JP JP2014212247A patent/JP6287751B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190039168A1 (en) * | 2016-02-09 | 2019-02-07 | Nippon Light Metal Company, Ltd. | Joining method |
| US11759883B2 (en) | 2020-01-22 | 2023-09-19 | Ford Global Technologies, Llc | Inserts to enable friction stir welding joints and methods of forming friction stir welded assemblies |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016078081A (ja) | 2016-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6287751B2 (ja) | 摩擦攪拌接合方法 | |
| JP6248790B2 (ja) | 摩擦攪拌接合方法 | |
| JP6052237B2 (ja) | 摩擦攪拌接合方法 | |
| WO2015114975A1 (ja) | 摩擦攪拌接合方法 | |
| JP2016078087A (ja) | 接合方法 | |
| WO2009081731A1 (ja) | 接合方法 | |
| JP2019037986A (ja) | 液冷ジャケットの製造方法 | |
| JP6505364B2 (ja) | 摩擦攪拌接合方法 | |
| WO2020208844A1 (ja) | 接合方法 | |
| WO2019198290A1 (ja) | 伝熱板の製造方法 | |
| JP2018065164A (ja) | 中空容器の製造方法 | |
| WO2020059198A1 (ja) | 液冷ジャケットの製造方法 | |
| CN102430854B (zh) | 接合构造物的制造方法 | |
| JP6052236B2 (ja) | 摩擦攪拌接合方法 | |
| JP6756215B2 (ja) | 接合方法 | |
| JP6090186B2 (ja) | 摩擦攪拌接合方法 | |
| JP6699530B2 (ja) | 接合方法 | |
| JP2017121639A (ja) | 接合方法 | |
| WO2019021501A1 (ja) | 接合方法 | |
| JP2009190044A (ja) | 接合構造物の製造方法 | |
| JP2009172650A (ja) | 接合構造物の製造方法 | |
| JP2019000880A (ja) | 接合方法 | |
| JP2018051563A (ja) | 接合方法 | |
| JP2018086674A (ja) | 接合方法 | |
| JP6769244B2 (ja) | 接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170224 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171227 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6287751 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |