JP6285082B2 - 成形装置及び成形方法 - Google Patents
成形装置及び成形方法 Download PDFInfo
- Publication number
- JP6285082B2 JP6285082B2 JP2017536491A JP2017536491A JP6285082B2 JP 6285082 B2 JP6285082 B2 JP 6285082B2 JP 2017536491 A JP2017536491 A JP 2017536491A JP 2017536491 A JP2017536491 A JP 2017536491A JP 6285082 B2 JP6285082 B2 JP 6285082B2
- Authority
- JP
- Japan
- Prior art keywords
- flange
- mold
- metal pipe
- cavity
- pipe material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 64
- 238000000034 method Methods 0.000 title claims description 22
- 239000002184 metal Substances 0.000 claims description 166
- 239000000463 material Substances 0.000 claims description 104
- 230000007246 mechanism Effects 0.000 claims description 73
- 230000001629 suppression Effects 0.000 claims description 7
- 239000007789 gas Substances 0.000 description 76
- 238000000071 blow moulding Methods 0.000 description 19
- 230000000452 restraining effect Effects 0.000 description 18
- 238000010438 heat treatment Methods 0.000 description 14
- 230000004048 modification Effects 0.000 description 13
- 238000012986 modification Methods 0.000 description 13
- 238000007493 shaping process Methods 0.000 description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 238000001816 cooling Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 239000011810 insulating material Substances 0.000 description 7
- 229910000734 martensite Inorganic materials 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 5
- 239000000956 alloy Substances 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000005452 bending Methods 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 229910001566 austenite Inorganic materials 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- 206010037660 Pyrexia Diseases 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/039—Means for controlling the clamping or opening of the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/041—Means for controlling fluid parameters, e.g. pressure or temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/045—Closing or sealing means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
図1は、第1実施形態に係る成形装置の概略平面図である。図2は、成形装置の概略構成図である。図1及び図2に示されるように、成形装置10は、互いに対となる上型(第1の金型)12及び下型(第2の金型)11からなるブロー成形金型13と、上型12及び下型11の少なくとも一方を移動させる駆動機構80と、上型12と下型11との間で金属パイプ材料14を保持するパイプ保持機構30と、パイプ保持機構30で保持されている金属パイプ材料14に通電して加熱する加熱機構50と、上型12及び下型11の間に保持され加熱された金属パイプ材料14内に高圧ガス(気体)を供給するための気体供給部60と、気体供給部60からの気体を金属パイプ材料14内に供給するための一対の気体供給機構40,40と、金属パイプ100のフランジ部100bの長さを調整するための一対のフランジ調整機構90,90と、ブロー成形金型13を強制的に水冷する水循環機構72とを備えると共に、上記駆動機構80の駆動、上記パイプ保持機構30の駆動、上記加熱機構50の駆動、上記気体供給部60の気体供給、及び上記一対のフランジ調整機構90,90の駆動をそれぞれ制御する制御部70と、を備えて構成されている。
次に、成形装置1を用いた金属パイプの成形方法について説明する。まず、図5(a),(b)及び図6を用いながら、金属パイプ材料14の成形方法の概略を説明する。図5(a),(b)は材料としての金属パイプ材料14を投入するパイプ投入工程から、金属パイプ材料14に通電して加熱する通電加熱工程までを示す。最初に焼入れ可能な鋼種の金属パイプ材料14を準備する。本実施形態では、鋼鉄製の金属パイプ材料を準備する。図5(a)に示すように、この金属パイプ材料14を、例えばロボットアーム等を用いて、下型11側に備わる電極17,18上に載置(投入)する。電極17には凹溝17aが形成されており、電極18には凹溝18aが形成されているので、当該凹溝17a,18aによって金属パイプ材料14が位置決めされる。
Claims (6)
- パイプ部及びフランジ部を有する金属パイプを成形する成形装置であって、
互いに対となる第1の金型及び第2の金型の間に保持され加熱された金属パイプ材料内に気体を供給する気体供給部と、
前記第1の金型及び前記第2の金型の少なくとも一方を、金型同士が合わせられる方向に移動させる駆動機構と、
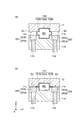
前記第1の金型及び前記第2の金型の間に形成され、前記パイプ部を成形するための第1のキャビティ部、及び前記第1のキャビティ部と連通し前記フランジ部を成形するための第2のキャビティ部と、
前記第2のキャビティ部内に進入可能かつ前記第2のキャビティ部内から退避可能であり、前記パイプ部の軸方向に交差する方向である交差方向の前記フランジ部の長さを調整するフランジ調整部材と、
前記気体供給部の気体供給、前記駆動機構の駆動、及び前記フランジ調整部材の進退をそれぞれ制御する制御部と、を備え、
前記制御部は、
前記フランジ調整部材を前記第2のキャビティ部内に進入させる第1の制御と、
前記フランジ調整部材によって長さが調整された前記フランジ部を仮成形するため、前記気体供給部に気体を供給させる第2の制御と、
前記フランジ調整部材を前記第2のキャビティ部内から退避させる第3の制御と、
を前記金属パイプの成形時に順番に行う、
成形装置。 - 前記フランジ調整部材は、前記交差方向に進退する、請求項1に記載の成形装置。
- 前記制御部による前記第2の制御中に前記フランジ調整部材に当接し、前記フランジ調整部材の前記交差方向への移動を妨げる抑止部材をさらに備える、請求項2に記載の成形装置。
- 前記フランジ調整部材は、前記第1の金型及び前記第2の金型の少なくとも一方に収容可能に設けられ、金型同士が合わせられる方向に進退する、請求項1に記載の成形装置。
- 前記第1の金型が上型であり、前記第2の金型が凹部を有する下型であり、
前記下型に収容可能に設けられる前記フランジ調整部材は、基部と、前記基部よりも前記上型側の先端部とを有し、
前記先端部の前記交差方向の幅は、前記基部の前記交差方向の幅よりも大きく、
前記先端部は、前記フランジ調整部材が退避する際に前記凹部に収容される、請求項4に記載の成形装置。 - 請求項1〜5のいずれか一項に記載の成形装置を用いた金属パイプの成形方法であって、
前記第1の金型及び前記第2の金型の少なくとも一方を金型同士が合わせられる方向に移動させることによって、前記第1のキャビティ部及び前記第2のキャビティ部を前記第1の金型及び前記第2の金型の間に形成する工程と、
前記第2のキャビティ部内に前記フランジ調整部材を進入させる工程と、
前記第1のキャビティ部に位置する前記金属パイプ材料内に気体を供給することによって、前記第1のキャビティ部内に前記パイプ部を仮成形すると共に、前記第2のキャビティ部内に長さが調整された前記フランジ部を仮成形する工程と、
前記フランジ調整部材を前記第2のキャビティ部内から退避させる工程と、
前記第1の金型及び前記第2の金型の少なくとも一方を、金型同士が合わせられる方向に移動させて、仮成形された前記パイプ部及び前記フランジ部を本成形する工程と、
を備える成形方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015167780 | 2015-08-27 | ||
| JP2015167780 | 2015-08-27 | ||
| PCT/JP2016/075009 WO2017034025A1 (ja) | 2015-08-27 | 2016-08-26 | 成形装置及び成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6285082B2 true JP6285082B2 (ja) | 2018-02-28 |
| JPWO2017034025A1 JPWO2017034025A1 (ja) | 2018-05-24 |
Family
ID=58100564
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017536491A Active JP6285082B2 (ja) | 2015-08-27 | 2016-08-26 | 成形装置及び成形方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10773292B2 (ja) |
| EP (1) | EP3342499B1 (ja) |
| JP (1) | JP6285082B2 (ja) |
| KR (1) | KR102345212B1 (ja) |
| CN (1) | CN107921510B (ja) |
| CA (1) | CA2993610C (ja) |
| WO (1) | WO2017034025A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021137820A (ja) * | 2020-03-02 | 2021-09-16 | 住友重機械工業株式会社 | 成形装置、及び成形方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6771271B2 (ja) * | 2015-03-31 | 2020-10-21 | 住友重機械工業株式会社 | 成形装置 |
| WO2018179857A1 (ja) * | 2017-03-31 | 2018-10-04 | 住友重機械工業株式会社 | 成形装置 |
| KR20230048624A (ko) * | 2020-08-11 | 2023-04-11 | 스미도모쥬기가이고교 가부시키가이샤 | 성형장치, 및 금속파이프 |
| CN112570541B (zh) * | 2020-11-23 | 2022-05-20 | 飞荣达科技(江苏)有限公司 | 一种薄板件流体胀形设备 |
| CN116801997A (zh) * | 2021-02-09 | 2023-09-22 | 住友重机械工业株式会社 | 成型装置及金属管 |
| CA3235296A1 (en) * | 2021-11-25 | 2023-06-01 | Sumitomo Heavy Industries, Ltd. | Molding device and molding method |
| CN115259643B (zh) * | 2022-07-29 | 2024-01-16 | 索奥斯(广东)玻璃技术股份有限公司 | 一种具有智能控制功能的玻璃钢化生产线 |
| KR102603076B1 (ko) * | 2022-12-26 | 2023-11-16 | (주)신화에스티 | 파이프 성형 장치 및 성형 방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6448626A (en) * | 1987-08-17 | 1989-02-23 | Masanobu Nakamura | Manufacture of pipe having projection |
| JP2001340922A (ja) * | 2000-05-31 | 2001-12-11 | Kawasaki Steel Corp | T継手部品の製造方法およびハイドロフォーム用金型 |
| JP2015112608A (ja) * | 2013-12-09 | 2015-06-22 | 住友重機械工業株式会社 | 成形装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4928509A (en) | 1987-07-29 | 1990-05-29 | Mitsui & Co., Ltd. | Method for manufacturing a pipe with projections |
| US4840053A (en) * | 1987-07-29 | 1989-06-20 | Mitsui & Co., Ltd. | Method for manufacturing a pipe with projections |
| US5070717A (en) * | 1991-01-22 | 1991-12-10 | General Motors Corporation | Method of forming a tubular member with flange |
| DE19620483B4 (de) * | 1996-05-21 | 2005-11-10 | Huber & Bauer Gmbh | Verfahren und Formwerkzeug zum Verbinden eines Hohlkörpers mit einem Ringkörper |
| US6006567A (en) * | 1997-05-15 | 1999-12-28 | Aquaform Inc | Apparatus and method for hydroforming |
| JP3820885B2 (ja) * | 2000-01-14 | 2006-09-13 | 住友金属工業株式会社 | 液圧バルジ加工部品の成形方法、金型および液圧バルジ加工部品 |
| JP3761820B2 (ja) * | 2001-09-04 | 2006-03-29 | アイシン高丘株式会社 | 金属部材成形方法 |
| JP4944322B2 (ja) * | 2001-09-26 | 2012-05-30 | 本田技研工業株式会社 | 中空部材の製造方法 |
| JP3972006B2 (ja) | 2003-02-27 | 2007-09-05 | 新日本製鐵株式会社 | ハイドロフォーム加工方法及びハイドロフォーム加工用金型 |
| DE10350145B4 (de) * | 2003-10-28 | 2006-04-13 | Daimlerchrysler Ag | Erzeugen von IHU-Bauteilen mit Flansch |
| JP4537792B2 (ja) | 2004-07-30 | 2010-09-08 | 新日本製鐵株式会社 | 可動型を有するハイドロフォーミングの型および金属分岐管 |
| JP5136998B2 (ja) | 2004-08-26 | 2013-02-06 | 日産自動車株式会社 | 液圧バルジ方法および液圧バルジ製品 |
| JP5152106B2 (ja) | 2009-06-10 | 2013-02-27 | 新日鐵住金株式会社 | ハイドロフォーム加工装置及びハイドロフォーム加工方法 |
| JP5380189B2 (ja) * | 2009-07-21 | 2014-01-08 | 本田技研工業株式会社 | 熱間バルジ成形装置 |
| JP4920772B2 (ja) | 2010-06-18 | 2012-04-18 | リンツリサーチエンジニアリング株式会社 | フランジ付金属製パイプ製造装置及びその製造方法並びにブロー成形金型 |
| JP6401953B2 (ja) | 2014-07-15 | 2018-10-10 | 住友重機械工業株式会社 | 成形装置及び成形方法 |
| JP6670543B2 (ja) | 2014-12-11 | 2020-03-25 | 住友重機械工業株式会社 | 成形装置及び成形方法 |
| CN204448967U (zh) * | 2015-02-14 | 2015-07-08 | 中国重型机械研究院股份公司 | 一种管件内高压成形装置 |
-
2016
- 2016-08-26 CA CA2993610A patent/CA2993610C/en active Active
- 2016-08-26 EP EP16839372.6A patent/EP3342499B1/en active Active
- 2016-08-26 KR KR1020187002184A patent/KR102345212B1/ko active IP Right Grant
- 2016-08-26 WO PCT/JP2016/075009 patent/WO2017034025A1/ja active Application Filing
- 2016-08-26 CN CN201680043720.3A patent/CN107921510B/zh active Active
- 2016-08-26 JP JP2017536491A patent/JP6285082B2/ja active Active
-
2018
- 2018-02-07 US US15/890,986 patent/US10773292B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6448626A (en) * | 1987-08-17 | 1989-02-23 | Masanobu Nakamura | Manufacture of pipe having projection |
| JP2001340922A (ja) * | 2000-05-31 | 2001-12-11 | Kawasaki Steel Corp | T継手部品の製造方法およびハイドロフォーム用金型 |
| JP2015112608A (ja) * | 2013-12-09 | 2015-06-22 | 住友重機械工業株式会社 | 成形装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021137820A (ja) * | 2020-03-02 | 2021-09-16 | 住友重機械工業株式会社 | 成形装置、及び成形方法 |
| JP7286571B2 (ja) | 2020-03-02 | 2023-06-05 | 住友重機械工業株式会社 | 成形装置、及び成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017034025A1 (ja) | 2017-03-02 |
| US20180161843A1 (en) | 2018-06-14 |
| KR102345212B1 (ko) | 2021-12-30 |
| CN107921510B (zh) | 2019-03-15 |
| JPWO2017034025A1 (ja) | 2018-05-24 |
| US10773292B2 (en) | 2020-09-15 |
| CN107921510A (zh) | 2018-04-17 |
| EP3342499A1 (en) | 2018-07-04 |
| CA2993610A1 (en) | 2017-03-02 |
| EP3342499B1 (en) | 2019-05-01 |
| EP3342499A4 (en) | 2018-08-29 |
| CA2993610C (en) | 2023-05-23 |
| KR20180048583A (ko) | 2018-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6285082B2 (ja) | 成形装置及び成形方法 | |
| JP6326224B2 (ja) | 成形装置 | |
| CN107000023B (zh) | 成型装置及成型方法 | |
| JP6449104B2 (ja) | 成形装置 | |
| JP6401953B2 (ja) | 成形装置及び成形方法 | |
| WO2016158778A1 (ja) | 成形装置 | |
| JP6210939B2 (ja) | 成形システム | |
| JPWO2017150110A1 (ja) | 成形装置及び成形方法 | |
| KR20180098699A (ko) | 성형장치 | |
| WO2018168259A1 (ja) | 成形装置及び成形方法 | |
| JP6309480B2 (ja) | 成形装置 | |
| JP6463008B2 (ja) | 成形装置 | |
| JP6396249B2 (ja) | 成形装置 | |
| WO2015194600A1 (ja) | 成形システム | |
| JP6173261B2 (ja) | 成形システム | |
| JP2018001210A (ja) | 成形装置 | |
| JP2019038039A (ja) | 成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171227 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20171227 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20180125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180131 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6285082 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |