JP6233339B2 - 有機被覆重防食鋼材 - Google Patents
有機被覆重防食鋼材 Download PDFInfo
- Publication number
- JP6233339B2 JP6233339B2 JP2015057791A JP2015057791A JP6233339B2 JP 6233339 B2 JP6233339 B2 JP 6233339B2 JP 2015057791 A JP2015057791 A JP 2015057791A JP 2015057791 A JP2015057791 A JP 2015057791A JP 6233339 B2 JP6233339 B2 JP 6233339B2
- Authority
- JP
- Japan
- Prior art keywords
- steel material
- layer
- organic
- chemical conversion
- corrosion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Chemical Treatment Of Metals (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
Description
この場合、ポリオレフィン樹脂やウレタンエラストマーから成る最上層の防食層が腐食因子の遮断と機械的な耐衝撃性の確保に、また接着剤層が鋼材への密着性の確保に、そして最下層の化成処理層が接着剤層と鋼材との耐水二次密着性の確保にそれぞれ大きく寄与している。
特に、以下に述べるように、重防食鋼材に電気防食(カソード防食法)を併用した場合には、被覆層の剥離が顕著に見受けられた。
ここで、「カソード防食法」とは、鋼材の電位を腐食が生じる電位よりも卑な電位に下げて、不変態領域の電位とする防食法を意味し、具体的には犠牲アノードを用いる方法と強制通電による方法がある。
特許文献1に記載の技術は、鋼材の表面に、Fe,PおよびVを含む酸化物層を形成し、この酸化物層上にシランカップリング剤層を形成し、さらにこのシランカップリング剤層上に有機樹脂層を被覆することにより、耐陰極剥離性に優れた有機樹脂被覆鋼材を得るものである。この内、鋼材表面に形成する酸化物層は、鋼材表面を擬似不働態化することにより鋼材表面における電気化学反応を抑制する機能を有している。また、その上のシランカップリング剤層は、接着性に乏しい酸化物層と樹脂層の接着を補助する助剤としての機能を有している。ここで、鋼材と被覆層との間で発現する接着力は、鋼材/酸化物層の界面における酸・塩基結合であると考えられる。
プロトンの授受及び放出が可能な官能基を有する物質は固有の等電点を有しており、等電点より酸性側の環境ではプロトンを受け取って正に帯電し、等電点よりアルカリ側の環境ではプロトンを放出して負に帯電する。大気中に暴露された鉄の表面はごく薄い鉄酸化層で覆われており、さらにその最表面は水酸化(Fe-OH)されているので、プロトンの受容と放出が可能であり、その等電点はおおよそpH7と考えられる。
同様に、鋼材表面に形成するFe、PおよびVを含む酸化物層中に含有されるVは、バナジン酸塩の状態で存在し、その等電点はおおよそpH2と考えられる。したがって、鋼材表面と上記酸化物層との間の接着力は、鉄表面が負に帯電(プロトンを放出)し、同時に酸化物層に含有されるバナジン酸塩が正に帯電(プロトンを受容)することによって発生する引力に起因すると考えられる。
なお、鋼材表面に化成処理を行わず、直接接着剤層を積層した場合でも、鋼材/接着剤層間で形成される結合は、鋼材表面の鉄水酸化物と樹脂に含有される極性基との酸・塩基結合であるため、前述と同様のメカニズムで陰極剥離が進展する。
その結果、従来の酸・塩基結合に代えて、鉄/被覆層界面に疎水性相互作用に基づく接着力を導入することにより、鋼材界面のpHに依存することなく長期にわたって接着力を維持できるとの知見を得た。
本発明は、上記の知見に立脚するものである。
1.鋼材の表面に、化成処理層と有機防食層をそなえる防食鋼材であって、
該化成処理層が、水と、直鎖アルキル基を有するアルコキシシランを含有する処理液を鋼材面に塗布し、水で洗浄後、50〜200℃に加熱する化成処理を施して得たものであることを特徴とする有機被覆重防食鋼材。
該化成処理層が、直鎖アルキル基を有するアルコキシシランを含有する蒸気に鋼材面を曝した後に、水で洗浄後、50〜200℃に加熱する化成処理を施して得たものであることを特徴とする有機被覆重防食鋼材。
該化成処理層が、水と、少なくとも水素原子の一つがフッ素原子で置換された直鎖アルキル基を1つ以上有するアルコキシシランを含有する処理液を鋼材面に塗布し、水で洗浄後、50〜200℃に加熱する化成処理を施して得たものであることを特徴とする有機被覆重防食鋼材。
該化成処理層が、少なくとも水素原子の一つがフッ素原子で置換された直鎖アルキル基を1つ以上有するアルコキシシランを含有する蒸気に鋼材面を曝した後に、水で洗浄後、50〜200℃に加熱する化成処理を施して得たものであることを特徴とする有機被覆重防食鋼材。
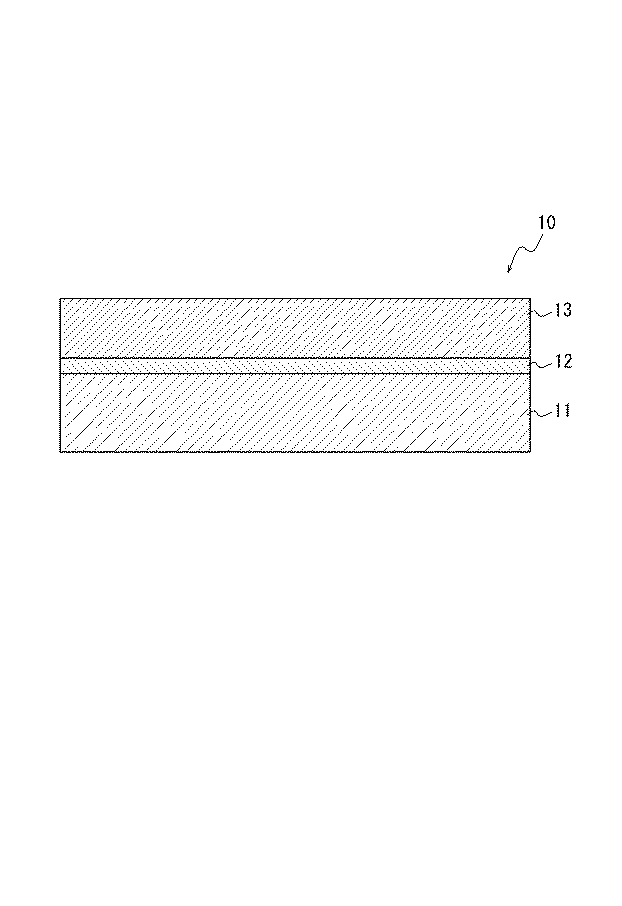
図1に、本発明の有機被覆重防食鋼材10の断面構造を模式的に示す。本発明では、素地鋼材11の表面に、化成処理層12を形成後、有機防食層13を順次形成するが、化成処理層12が発揮する疎水性相互作用によって有機防食層13との間に長期的な密着耐久性を確保したところに特徴がある。
以下に、その詳細を説明する。
本発明において、使用される鋼材の種類は特に限定されず、従来公知の鋼材を使用することができる。例えば、鋼管杭、鋼管矢板および鋼矢板等に適用される軟鋼や鋼強度鋼あるいは低合金鋼等は好適に使用することができる。なお、鋼材の表面は、均一な化成処理が可能であるように、充分に脱脂することが重要である。脱脂手法は特に限定しないが、例えば強アルカリや有機溶剤による脱脂が挙げられ、水洗後、直ちに乾燥させることが重要である。また、上記した脱脂手法の代替として、酸洗やブラストによる黒皮の除去を実施してもかまわない。さらに、化成処理が効率良く実施できるように、脱脂した鋼材表面に予め水蒸気プラズマ処理を施し、鋼材表面に充分な濃度の水酸基を生成させておくことは有利である。
本発明では、この化成処理層に特徴がある。すなわち、鋼材の表面に、水と直鎖アルキル基を有するアルコキシシランを混合した処理液を塗布し、水で洗浄した後に、50〜200℃に加熱する化成処理を施すことが重要である。
ここに、直鎖アルキル基を有するアルコキシシランとは、Si原子にメトキシやエトキシ等のアルコキシが1〜3結合し、さらに直鎖アルキル基が結合したものである。直鎖アルキル基の炭素数は特に限定しないが、例えば2〜30、好ましくは3〜16が好適である。化成処理液に対する直鎖アルキル基を有するアルコキシシランの濃度は、0.05〜5mass%とすることが好ましく、0.1〜1mass%がより好ましい。0.05mass%未満の濃度では、化成処理としての効果が期待できず好ましくない。一方、5mass%を超える濃度の場合には、直鎖アルキル基を有するアルコキシシラン同士の自己縮合反応が起こるため、溶液のゲル化による鋼材表面への実質的な化成処理が困難になるだけでなく、密着耐久性向上の効果が大幅に減じるため、好ましくない。なお、溶媒としての水中に、加水分解したアルコキシシランの溶液安定性を向上させるため、酢酸や水酸化ナトリウム等を添加してpH3〜11の範囲に調整することは有効な手段である。
また、上記の化成処理液には、化成処理性や化成処理層の特性を損なわない限りにおいて、各種の添加剤を含有させることができる。例えば、シリカ、各種シリケート、各種シランカップリング剤、各種チタネート、および各種アルミネート等を添加してもよい。
腐食環境から進入する腐食因子を遮断するため、化成処理を施した鋼材表面を有機樹脂からなる防食層で覆う。かかる有機防食層としては、直鎖アルキル基を有するアルコキシシランを含有する化成処理液を施した場合には、ポリオレフィン樹脂、ウレタンエラストマーあるいはフッ素樹脂が好ましい。一方、フッ素原子を1つ以上有するアルコキシシランを含有する化成処理液を施した場合には、フッ素樹脂が好ましい。有機防食層の厚みとしては、いずれも1〜5mmが好ましい。厚みが1mm未満の場合には、腐食因子の遮断機能が不十分であるため、密着耐久性に劣る。一方、厚みが5mmを超える場合には、有機防食層に発生する残留応力が増大するため、密着耐久性がむしろ低下するので好ましくない。
なお、この有機防食層には、各種公知の添加剤が含まれていてもよい。かかる添加剤としては、例えば、無機充填材、酸化防止剤、紫外線吸収剤、耐候性を付与するための着色顔料(カーボンブラック等)などが挙げられる。また、有機防食層中における添加剤の含有量は、30質量%以下とすることが好ましく、20質量%以下とすることがより好ましい。
この点、本発明では、鋼材表面を特定の化成処理によって疎水化し、疎水性相互作用に基づく接着力を鋼材/有機防食層界面に導入しているので、接着剤層や接着性ポリオレフィン層を省略することが可能となる。
本発明で開発した有機被覆重防食鋼材を海洋環境に適用した場合、当然のことながら、腐食因子である酸素および水が外部環境から有機防食層を透過して有機被覆層下の鋼材面に到達する。その場合、前述したカソード反応が起こり、アルカリが発生、蓄積する。既に述べたように、従前の酸・塩基結合に基づく接着では、高アルカリ環境下では鋼材表面と化成処理表面、あるいは樹脂表面が共にプロトンを放出して負に帯電するため、必ず結合が切れ剥離していた。これに対し、本発明の疎水性相互作用に基づく接着では、正負の帯電に由来する接着機構でないため、鋼材界面のpHに寄らず一定の接着力を保持し、その結果、陰極剥離の進展が大幅に減じるのである。
100×100×6mmtの鋼板を用意し、その表面にプラスト処理を行って除錆した。ブラスト処理後の鋼板の表面荒さはRz(十点平均粗さ)で30μmであった。
ついで、上記の鋼板の表面に種々の化成処理を施して、化成処理層を形成した。用いた化成処理液の組成と、加熱温度、さらには処理方法を表1および表2に示す。なお、表2に記載の処理No.15は、ブラスト処理を施した鋼板上にクロメート処理を300 mgCr/m2相当になるよう塗布し、120℃で焼き付けたものである。
一方、表3に記載中の試料No.10〜13については、化成処理層の上に、非黄変性のポリイソシアネートを硬化剤として用いた2液型のフッ素樹脂を3mm被覆して有機防食層とした。
なお、表3に記載中の試料No.17,18については、前記クロメート処理を施した鋼板に、ビスフェノールA型エポキシ樹脂と脂環式ポリアミンからなるエポキシプライマー層を、乾燥後の層厚が30〜50μmになるよう塗布し、鋼材温度が150℃なるように電気炉を用いて加熱してゲル化させた。ついで、No.17については、このエポキシプライマー層上に、100×100×0.5mmtの無水マレイン酸変性ポリエチレンフィルムと、100×100×3mmtのポリエチレンを圧着した。また、No.18については、エポキシプライマー層上に、非黄変性のイソシアネートを硬化剤として用いた2液型のフッ素樹脂を3mm被覆した。なお、圧着後の無水マレイン酸変性ポリエチレン層の層厚は200〜300μm、ポリオレフィン防食層の層厚は2mmであった。また、フッ素樹脂の膜厚は3mmであった。
以上のようにして得られた、化成処理層と有機防食層を有する被覆鋼板の耐陰極剥離性を、次の方法により評価した。
まず、試験片となる被覆鋼板の中央部に、鋼面に達する直径6mmの人工欠陥をボール盤で作製した。次に、試験片の4端面を研磨した後、樹脂被覆されたリード線を前記4端面のうちの一の端面にアルミリベットを用いて取り付けた。アルミリベット部をエポキシ系の接着剤でシールした後、全ての試験片について、裏面(防食層で被覆されていない素地鋼材表面)と端面をシリコンシーラントでシールした。
ついで、シーラントが完全に乾燥させたのち、試験片を、60℃の3mass%NaCl水溶液に60日間浸漬させた。溶存酸素濃度の影響を一定とするため、前記NaCl溶液には、試験期間中、一定の流量で空気を吹き込んだ。また、前記浸漬中は、カソード防食の状態を再現するために、リード線の片端をポテンシォスタットに接続し、白金電極を対極として、−1.5V vs SCEの電位になるように、人工欠陥部の露出した鋼面に電圧を印加した。
本発明の化成処理を施した試料No.1〜11の有機被覆重防食鋼材については、陰極剥離距離が4mm以下と良好な性能を示した。
これに対し、従前のクロメート処理を施した試料No.17および18の場合は、陰極剥離距離14mm程度と劣っていた。また、本発明の化成処理液を塗布した後に有機溶剤で洗浄した試料No.12〜14、ならびに、塗布した化成処理液を水で洗浄した後に50℃未満あるいは200℃を超えた温度に加熱した試料No.15および16の場合は、耐陰極剥離性が劣っていた。
11 鋼材
12 化成処理層
13 有機防食層
Claims (6)
- 鋼材の表面に、化成処理層と有機防食層をそなえる防食鋼材であって、
該化成処理層が、水と、直鎖アルキル基を有するアルコキシシランを含有する処理液を鋼材面に塗布し、水で洗浄後、50〜200℃に加熱する化成処理を施して得た、疎水性相互作用に基づく密着力を有するものであることを特徴とする有機被覆重防食鋼材。 - 鋼材の表面に、化成処理層と有機防食層をそなえる防食鋼材であって、
該化成処理層が、直鎖アルキル基を有するアルコキシシランを含有する蒸気に鋼材面を曝した後に、水で洗浄後、50〜200℃に加熱する化成処理を施して得た、疎水性相互作用に基づく密着力を有するものであることを特徴とする有機被覆重防食鋼材。 - 鋼材の表面に、化成処理層と有機防食層をそなえる防食鋼材であって、
該化成処理層が、水と、少なくとも水素原子の一つがフッ素原子で置換された直鎖アルキル基を1つ以上有するアルコキシシランを含有する処理液を鋼材面に塗布し、水で洗浄後、50〜200℃に加熱する化成処理を施して得た、疎水性相互作用に基づく密着力を有するものであることを特徴とする有機被覆重防食鋼材。 - 鋼材の表面に、化成処理層と有機防食層をそなえる防食鋼材であって、
該化成処理層が、少なくとも水素原子の一つがフッ素原子で置換された直鎖アルキル基を1つ以上有するアルコキシシランを含有する蒸気に鋼材面を曝した後に、水で洗浄後、50〜200℃に加熱する化成処理を施して得た、疎水性相互作用に基づく密着力を有するものであることを特徴とする有機被覆重防食鋼材。 - 前記有機防食層が、厚み:1〜5mmのポリオレフィン樹脂、フッ素樹脂あるいはウレタンエラストマーからなることを特徴とする請求項1または2に記載の有機被覆重防食鋼材。
- 前記有機防食層が、厚み:1〜5mmのフッ素樹脂からなることを特徴とする請求項3または4に記載の有機被覆重防食鋼材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015057791A JP6233339B2 (ja) | 2015-03-20 | 2015-03-20 | 有機被覆重防食鋼材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015057791A JP6233339B2 (ja) | 2015-03-20 | 2015-03-20 | 有機被覆重防食鋼材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016176117A JP2016176117A (ja) | 2016-10-06 |
| JP6233339B2 true JP6233339B2 (ja) | 2017-11-22 |
Family
ID=57070337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015057791A Active JP6233339B2 (ja) | 2015-03-20 | 2015-03-20 | 有機被覆重防食鋼材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6233339B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118895078B (zh) * | 2024-08-14 | 2025-09-02 | 中北大学 | 一种光滑钢铁高附着力有机防腐涂层及其制备方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3321805B2 (ja) * | 1992-08-28 | 2002-09-09 | ダイキン工業株式会社 | 含フッ素溶融樹脂水性分散組成物 |
| JP4381771B2 (ja) * | 2003-10-21 | 2009-12-09 | Jfeスチール株式会社 | 有機樹脂被覆鋼材の製造方法 |
| JP5261859B2 (ja) * | 2005-03-24 | 2013-08-14 | Jfeスチール株式会社 | 半田付け性、耐食性および耐ホイスカー性に優れるSn系めっき鋼板並びにその製造方法 |
-
2015
- 2015-03-20 JP JP2015057791A patent/JP6233339B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016176117A (ja) | 2016-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5217508B2 (ja) | 樹脂被覆鋼材の製造方法 | |
| CN105925139A (zh) | 一种抗酸耐磨无溶剂钛合金纳米重防腐涂料 | |
| JP5929867B2 (ja) | ポリエチレン被覆鋼管 | |
| JP6233339B2 (ja) | 有機被覆重防食鋼材 | |
| JP5651912B2 (ja) | 樹脂被覆鋼材の製造方法 | |
| JP4438334B2 (ja) | 樹脂被覆重防食鋼材 | |
| JP5217507B2 (ja) | 樹脂被覆鋼材の製造方法 | |
| KR101556842B1 (ko) | 금속산화물졸을 이용한 해상풍력강관의 부식방지 도장공법 | |
| JP6079717B2 (ja) | ポリエチレン被覆鋼管及びその製造方法 | |
| JP6085932B2 (ja) | ポリエチレン被覆鋼材、及びエポキシ樹脂プライマー層形成材料 | |
| JP2016148069A (ja) | 被覆鋼材およびその製造方法 | |
| JP4595483B2 (ja) | 樹脂被覆重防食鋼材 | |
| JP5651911B2 (ja) | 樹脂被覆鋼材の製造方法 | |
| JP4882217B2 (ja) | 樹脂被覆重防食鋼材 | |
| CN107057421B (zh) | 一种钢筋表面纳米化复合涂层及其制备方法与应用 | |
| JP6398851B2 (ja) | 下地化成処理を行ったポリオレフィン被覆鋼材 | |
| KR200316562Y1 (ko) | 세라믹 코팅층이 형성된 해양 구조물용 파일 | |
| JP2016148070A (ja) | 被覆鋼材およびその製造方法 | |
| JP4343570B2 (ja) | 鋼材の下地調整材および下地調整方法 | |
| JP4648742B2 (ja) | 表面処理鋼材 | |
| JP2005344147A (ja) | 有機樹脂被覆鋼材およびその製造方法 | |
| JP2008229998A (ja) | 重防食被覆鋼材 | |
| JP2006283045A (ja) | 表面処理鋼材 | |
| CN119775864B (zh) | 一种适用于海洋环境下混凝土的复合防腐涂层及其制备方法 | |
| JP3111908B2 (ja) | ポリエチレン樹脂被覆鋼材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170725 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170915 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170926 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171009 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6233339 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |