JP6182829B2 - ゴルフクラブ用シャフトの製造方法 - Google Patents
ゴルフクラブ用シャフトの製造方法 Download PDFInfo
- Publication number
- JP6182829B2 JP6182829B2 JP2012122093A JP2012122093A JP6182829B2 JP 6182829 B2 JP6182829 B2 JP 6182829B2 JP 2012122093 A JP2012122093 A JP 2012122093A JP 2012122093 A JP2012122093 A JP 2012122093A JP 6182829 B2 JP6182829 B2 JP 6182829B2
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- golf club
- switching point
- mandrel
- taper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 238000005452 bending Methods 0.000 claims description 60
- 239000000835 fiber Substances 0.000 claims description 25
- 229920005989 resin Polymers 0.000 claims description 25
- 239000011347 resin Substances 0.000 claims description 25
- 230000007423 decrease Effects 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 12
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 10
- 239000004917 carbon fiber Substances 0.000 claims description 10
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 9
- 239000012783 reinforcing fiber Substances 0.000 claims description 6
- 238000009826 distribution Methods 0.000 description 42
- 238000004804 winding Methods 0.000 description 22
- 230000000052 comparative effect Effects 0.000 description 16
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- 238000010586 diagram Methods 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 229920000297 Rayon Polymers 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000011151 fibre-reinforced plastic Substances 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 239000012784 inorganic fiber Substances 0.000 description 2
- 238000012417 linear regression Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
Images






Landscapes
- Golf Clubs (AREA)
Description
B)細径端350mm〜細径端800mm
C)細径端850mm〜太径端部
A)については、ヘッド装着部位に相当し、打ち出し角度やスピン量に影響を与える部位である。以下、この部位を「シャフト先端部」と呼ぶ。この部位はシャフトの外径変位が小さいため、曲げ剛性分布曲線の傾きは小さく、硬さがシャフトの性能に与える影響が多い部位である。
I:断面二次モーメント
D:ゴルフクラブ用シャフトの外径
d:ゴルフクラブ用シャフトの内径
以上のことから、ゴルフクラブ用シャフトの曲げ剛性分布曲線は、シャフト外径の4乗に比例することになる。つまり、一般的なゴルフクラブ用シャフトにおいて、外径のテーパーがほぼ均一であることが多いことから、シャフト中央部の曲げ剛性分布曲線の傾きは、シャフト先端部に近いほど小さく、グリップ部に近いほど大きくなっている。
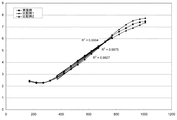
前記ゴルフクラブ用シャフトの細径端部より370mmから770mmの領域における50mmごとの距離L(mm)と、前記距離Lの位置における曲げ剛性EIL(×106kgf・mm2)とからなる曲げ剛性群(L,EIL)を(x,y)とし、該(x,y)を最小二乗法により下記式(A)に直線回帰した場合に、下記式(A)の相関係数の二乗R1 2が0.999以上であることを特徴とし、
y=−a1x+b1・・・式(A)
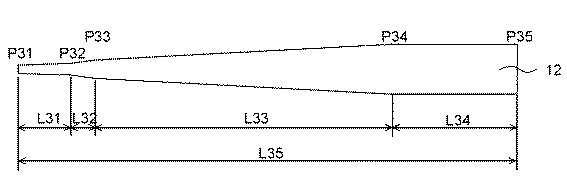
前記ゴルフクラブ用シャフトの細径端部より370mmから770mmの領域におけるゴルフクラブ用シャフトのテーパーが、細径端部側から少なくとも3段階にわたって漸次減少することを特徴とし、
成型されるゴルフクラブ用シャフトの細径端部より370mmから770mmの領域におけるテーパーが、細径端部側から少なくとも3段階にわたって漸次減少するよう、テーパー度が複数段に亘り漸次減少しているマンドレルを使用して成型することを特徴とするゴルフクラブ用シャフトの製造方法。
<シャフト>
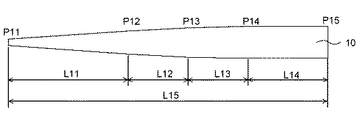
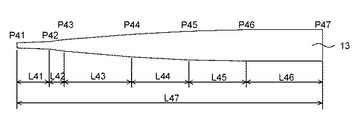
本発明に係る繊維強化樹脂を積層してなるゴルフクラブ用シャフトは、軸方向に垂直な面の外径が長さ方向の一端から他端に向かって大きくなり、途中の径切換部から他端まで外径が同一となるように形成されたものである。以下、外径が小さい側の端部を細径端部といい、外径が大きい側の端部を太径端部という。また、シャフトの長さ方向の径切換部から細径端部側を細径部、太径端部側を太径部という。 本発明のゴルフクラブ用シャフトは、例えば、図1のパターン1〜7に示すような裁断形状を有する繊維強化樹脂(プリプレグ)21〜27を、パターン1〜7の順番でマンドレル10に巻き付けて積層した後、加熱硬化した複数の繊維強化樹脂層で構成される。このゴルフクラブ用シャフトは、管状体主軸に対する強化繊維の巻角度が20〜75°の範囲内で、正逆両方向であるアングル層をともに有し、前記正逆2層のアングル層の巻き始め位置が実質的に半周分ずれたバイアス層が形成され、その外側に管状体主軸に対する強化繊維の巻角度が−5〜5°の範囲内であるストレート層を複数有している。
式(A)の相関係数の二乗R1 2が0.999以上であると、シャフトの細径端部より370mmから770mmの領域における曲げ剛性分布が均一であり、斑がない。よって、この領域における曲げ剛性群が直線になることで、スイング中のシャフトのしなり戻りの復元性を高めると同時にヘッドスピードを向上させ、飛距離を向上させることが出来る。
ここで、式(A)は、シャフトのしなり戻りの速さに影響する関係式である。シャフトの曲げ剛性分布図は一般的に曲線形状となるため、個々のシャフトの曲げ剛性分布を比較することが難しい。そこで、式(A)のように、個々のシャフトの曲げ剛性分布を直線回帰することで、それぞれのシャフト特性の比較が容易になる。直線回帰した式(A)のa1は、シャフトのしなり戻りの速さを表している。a1が大きいほどシャフトのしなり戻りが速く、所謂「弾き感」の強いシャフトとなり、a1が小さいほどシャフトのしなり戻りが遅く、所謂「粘り感」の強いシャフトとなる。また、b1はシャフトの調子を表している。b1が大きいほどシャフト細径端側の曲げ剛性が高いので、所謂「手元調子」のシャフトとなり、b1が小さいほどシャフト細径端側の曲げ剛性が小さく、所謂「先調子」のシャフトとなる。
繊維強化樹脂に用いられる樹脂成分(本発明のゴルフクラブ用シャフトを構成するマトリックス樹脂)には、熱可塑性樹脂や熱硬化性樹脂を使用することができるが、好ましくは熱硬化性樹脂が用いられる。
本発明のゴルフ用シャフトを製造するためには、成型されるゴルフクラブ用シャフトの細径端部より370mmから770mmの領域におけるテーパーが、少なくとも3段階にわたって漸次減少するよう、テーパー度が複数段に亘り、漸次減少しているマンドレルを適宜選択することで、本発明のゴルフクラブ用シャフトを得ることが出来る。本発明の骨子は、上記の領域における曲げ剛性分布が極めて直線に近くすることである。しかしながら、シャフトの曲げ剛性は外径の4乗に比例するため、均一なテーパー度のマンドレルでは、曲げ剛性分布が凹型の曲線となってしまう。これを防ぐためには、凸型の曲線形状を有するマンドレルを使用すれば良いが、実際にそのようなマンドレルを精度良く作製することは非常に困難であるため、テーパー度が細径端から太径端に向かって漸次減少するマンドレルを使用することが現実的である。なお、上記領域におけるゴルフクラブ用シャフトのテーパーは、本来曲線になる曲げ剛性分布を精度良く直線に近似させるために、テーパーの変化は多い方が好ましいが、マンドレルの加工精度のコントロールや、巻き付けが難しくなってしまう。よって、実際の生産性を考慮すると、本領域におけるシャフトのテーパーの変化は、3段階、または4段階であることがより好ましい。
本発明のゴルフクラブ用シャフトは、ゴルフクラブの長さが1041mm〜1219mm、シャフトの質量が40g〜85gのいわゆるウッド用のゴルフクラブシャフトに適用することで、その効果がより十分に発揮される。
プリプレグB:炭素繊維プリプレグ HSX350C100S(厚さ0.076mm、三菱レイヨン株式会社製)
プリプレグC:炭素繊維プリプレグ MR350J050S(厚さ0.050mm、三菱レイヨン株式会社製)
プリプレグD:炭素繊維プリプレグ MRX350C100R(厚さ0.084mm、三菱レイヨン株式会社製)
プリプレグE:炭素繊維プリプレグ MRX350C150S(厚さ0.127mm、三菱レイヨン株式会社製)
プリプレグF:炭素繊維プリプレグ TR350E125S(厚さ0.113mm、三菱レイヨン株式会社製)
(実施例1)
<マンドレル>
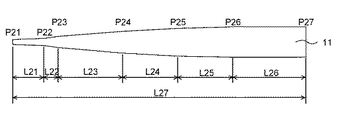
図3に示す形状のマンドレル11(鉄製)を用意した。このマンドレル11は、全体の長さL27にあって、その細径端P21から長さL21の位置(切換点)P22まで、その外径が直線的に漸増し、同様にP22から長さL22の位置P23まで、P23から長さL23の位置P24まで、P24から長さL24の位置P25まで、P25から長さL25の位置P26まで、その外径が直線的に漸増している。そして、切換点P26から長さL26の大径端P27まで、その外径は一定である鉄製の円筒体からなる。本実施例による前記マンドレル11の各部位における具体的な外径、長さ、テーパー度は以下のとおりである。
図4のパターン1〜7に示す形状に各種プリプレグ(プリプレグA〜F)を裁断した。これら全てのパターンを、マンドレル11の細径端部から90mmの位置を巻き付け位置の基準点とし、パターンの細径端側をこの基準点に合わせて巻き付ける。これにより、得られるゴルフクラブ用シャフトの細径端部より370mmから770mmにおける領域において、テーパー度が3段階に亘って漸減する形状となる。
次に、厚さ20μm、幅30mmの熱収縮性を有するポリプロピレンテープ(不図示)を巻き付けピッチ2mmで巻き付け固定し、マンドレル11に形成したシャフト素管を得た。
シャフト素管を硬化炉に入れ、145℃で2時間加熱してプリプレグの樹脂の硬化処理を行った後、ポリプロピレンテープとマンドレル11とを取り除いた。得られたゴルフクラブ用シャフト素管の両端を11mmカットして全長を1168mmとした。研磨前のシャフトの片持ちフレックス(細径端から920mmの位置を固定して、シャフト細径端から10mmの位置に3kgの錘を掛けたときのシャフト細径端のたわみ量)は136mmであった。また研磨前のゴルフクラブ用シャフト素管の細径端の外径は8.71mm、太径端の外径は15.27mmであった。
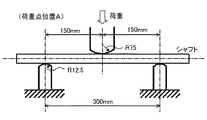
本発明で採用しているシャフトの曲げ剛性EI値は、特開2001−120696公報に記載の方法で求めた。すなわち、図5のように、シャフトを支点間距離300mmで支持し、シャフトの細径端部からの距離L(mm)の位置に荷重20kgを加え、距離L(mm)における曲げたわみ量(mm)を求めた。そして、支点間距離をa(mm)、荷重をb(kg)、曲げたわみ量をc(mm)とし、これらの値から下記式により、距離L(mm)におけるEI値[kgf・mm2]を求めた。
そして、シャフト上の所定位置の曲げ剛性EIL(mm)を計測する計測工程と、シャフトが下部支持ジグに接する位置を太径側に所定の長さずつ移動させて距離Lを増加させて、計測工程を繰り返す反復工程と、計測工程と反復工程とで得られた曲げ変位群(L,EIL)を得る。次に、細径端部より370mmから770mmの領域における50mmごとの距離L(mm)と、前記距離Lの位置における曲げ剛性EIL(×106kgf・mm2)とからなる曲げ剛性群(L,EIL)を(x,y)とし、該(x,y)を最小二乗法により、下記式(A)に直線回帰した後、下記式(A)の相関係数の二乗R1 2を算出すると、0.9994であった(図10参照)。
y=−a1x+b1・・・(A)
<外径の測定>
シャフトの距離L=350〜800mmにおける外径は、マイクロメーターを使用し、25mm間隔で測定した(図11参照)。
実施例のゴルフクラブ用シャフトに、市販のチタン製ドライバー用ゴルフクラブヘッド(体積440cm3、質量203g、ロフト角9.5°)をエポキシ樹脂接着剤で細径端部に取り付けた。さらに、シャフト太径端部を70mmカットし、このシャフトに市販のゴム製グリップを、両面テープを使って取り付け、実施例のゴルフクラブを製作した。
実施例のゴルフクラブを株式会社ミヤマエ製ゴルフ試打ロボット「SHOTROBO−IV」を用いてゴルフボールを5回打球し、ISG社製「TRACKMAN」にて飛距離計測等の測定を実施した。測定した結果を表1に示す。なお、表1中、回転軸の平均値は、飛球方向を0°とし、回転軸右方向(スライス)を正(+)とし、かつ回転軸左方向(フック)を負(−)として、10回の打球で測定されたそれらの値を足して合算値を算出し、その合算値を打球の回数(5回)で除することで求められた。
Claims (2)
- 強化繊維に樹脂を含浸してなるプリプレグをマンドレルに巻回して成るゴルフクラブ用シャフトの製造方法であって、
前記ゴルフクラブ用シャフトの細径端部より370mmから770mmの領域における50mmごとの距離L(mm)と、前記距離Lの位置における曲げ剛性EIL(×106kgf・mm2)とからなる曲げ剛性群(L,EIL)を(x,y)とし、該(x,y)を最小二乗法により下記式(A)に直線回帰した場合に、下記式(A)の相関係数の二乗R1 2が0.999以上であり、
y=−a1x+b1・・・式(A)
前記ゴルフクラブ用シャフトの細径端部より370mmから770mmの領域におけるゴルフクラブ用シャフトのテーパーが、細径端部側から少なくとも3段階にわたって漸次減少し、
成型されるゴルフクラブ用シャフトの細径端部より370mmから770mmの領域におけるテーパーが、細径端部側から少なくとも3段階にわたって漸次減少するよう、テーパー度が複数段に亘り漸次減少しているマンドレルを使用して成形する
ことを特徴とするゴルフクラブ用シャフトの製造方法。 - 繊維強化樹脂が、炭素繊維強化樹脂である請求項1に記載のゴルフクラブ用シャフトの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012122093A JP6182829B2 (ja) | 2012-05-29 | 2012-05-29 | ゴルフクラブ用シャフトの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012122093A JP6182829B2 (ja) | 2012-05-29 | 2012-05-29 | ゴルフクラブ用シャフトの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013244345A JP2013244345A (ja) | 2013-12-09 |
| JP6182829B2 true JP6182829B2 (ja) | 2017-08-23 |
Family
ID=49844578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012122093A Active JP6182829B2 (ja) | 2012-05-29 | 2012-05-29 | ゴルフクラブ用シャフトの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6182829B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6822023B2 (ja) * | 2016-09-09 | 2021-01-27 | 住友ゴム工業株式会社 | ゴルフクラブシャフト |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3433793B2 (ja) * | 1998-10-28 | 2003-08-04 | 横浜ゴム株式会社 | アイアンゴルフクラブセット |
| JP2002224256A (ja) * | 2000-12-01 | 2002-08-13 | Mizuno Corp | ゴルフシャフト及び、該ゴルフシャフトが組み付けられたゴルフクラブ |
| JP2002177423A (ja) * | 2000-12-12 | 2002-06-25 | Sumitomo Rubber Ind Ltd | ゴルフクラブシャフト及びゴルフクラブシャフトシリーズ |
| JP2003180891A (ja) * | 2001-12-17 | 2003-07-02 | Keiji Fujimaru | ゴルフクラブ用シャフト及びこれを用いたゴルフクラブ |
| JP4335289B1 (ja) * | 2008-03-14 | 2009-09-30 | 藤倉ゴム工業株式会社 | ゴルフクラブシャフト及びゴルフクラブ |
| US8029382B2 (en) * | 2008-03-24 | 2011-10-04 | Taylor Made Golf Company, Inc. | Golf-club shafts having selectable-stiffness tip regions, and golf clubs comprising same |
-
2012
- 2012-05-29 JP JP2012122093A patent/JP6182829B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013244345A (ja) | 2013-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU641051B2 (en) | Golf club shaft | |
| US7736245B2 (en) | Golf club shaft and golf club | |
| JP2007135963A (ja) | ゴルフクラブ用シャフト | |
| US6866593B1 (en) | Golf club shaft having multiple metal fiber layers | |
| JP2001087436A (ja) | ゴルフクラブシャフト | |
| US20040009827A1 (en) | Golf club shaft | |
| JP2018020206A (ja) | ゴルフクラブ用シャフト | |
| JP2010063778A (ja) | ゴルフクラブ用シャフトおよびその製造方法 | |
| JP6182829B2 (ja) | ゴルフクラブ用シャフトの製造方法 | |
| JP2008200116A (ja) | アイアン型ゴルフクラブ用シャフト及びアイアン型ゴルフクラブ | |
| JP5356265B2 (ja) | ゴルフクラブ用シャフトおよびその製造方法 | |
| CN108371795B (zh) | 金属型高尔夫球杆配套用的杆身及金属型高尔夫球杆配套 | |
| JP5291356B2 (ja) | ゴルフクラブ用シャフト | |
| JP2003180890A (ja) | ゴルフクラブシャフト | |
| JPH084646B2 (ja) | ゴルフクラブ用シャフト | |
| JP7729115B2 (ja) | ゴルフクラブシャフト | |
| JP7581767B2 (ja) | ゴルフクラブシャフト | |
| JP4576591B2 (ja) | ラケットフレーム | |
| JP2008200117A (ja) | アイアン型ゴルフクラブ用シャフト及びアイアン型ゴルフクラブ | |
| JP4571599B2 (ja) | ゴルフクラブシャフト及びゴルフクラブ | |
| JP4102487B2 (ja) | 繊維強化プラスチック製ゴルフクラブシャフト | |
| JP6213063B2 (ja) | ゴルフクラブ用シャフト | |
| JP2011087799A (ja) | ゴルフクラブ用シャフト | |
| JP4694058B2 (ja) | ゴルフクラブ用シャフトの製造方法 | |
| CN203989746U (zh) | 高尔夫球杆柄 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160624 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160802 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170627 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170710 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6182829 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |