JP6168071B2 - 燃料電池の製造方法および燃料電池用ガスセパレータ - Google Patents
燃料電池の製造方法および燃料電池用ガスセパレータ Download PDFInfo
- Publication number
- JP6168071B2 JP6168071B2 JP2015002942A JP2015002942A JP6168071B2 JP 6168071 B2 JP6168071 B2 JP 6168071B2 JP 2015002942 A JP2015002942 A JP 2015002942A JP 2015002942 A JP2015002942 A JP 2015002942A JP 6168071 B2 JP6168071 B2 JP 6168071B2
- Authority
- JP
- Japan
- Prior art keywords
- gravity
- engaging
- fuel cell
- gas separator
- single cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0297—Arrangements for joining electrodes, reservoir layers, heat exchange units or bipolar separators to each other
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/247—Arrangements for tightening a stack, for accommodation of a stack in a tank or for assembling different tanks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0247—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0247—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form
- H01M8/0254—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form corrugated or undulated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0267—Collectors; Separators, e.g. bipolar separators; Interconnectors having heating or cooling means, e.g. heaters or coolant flow channels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2404—Processes or apparatus for grouping fuel cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/241—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes
- H01M8/2425—High-temperature cells with solid electrolytes
- H01M8/2432—Grouping of unit cells of planar configuration
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/2483—Details of groupings of fuel cells characterised by internal manifolds
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M2008/1095—Fuel cells with polymeric electrolytes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Description
この形態の燃料電池の製造方法によれば、ガスセパレータを積層する際に、水平方向の位置合わせの精度を高めることができる。
この形態の燃料電池用ガスセパレータによれば、第1および第2の係合部を、第1および第2の係合部間の位置関係に応じた位置関係に配置されて水平方向に延びる所定の案内部材に係合させて、ガスセパレータの積層面が重力方向に平行になるようにガスセパレータを吊り下げることにより、ガスセパレータを精度よく位置合わせしつつ積層することが容易となる。また、このようにしてガスセパレータを含む複数の部材を積層することで、既に積層したガスセパレータの積層ずれを修正する動作を、比較的容易に行なうことが可能になる。
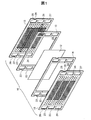
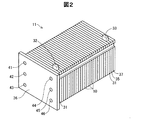
図1は、本発明の好適な一実施形態としての燃料電池を構成する単セル10の構成の概略を表わす分解斜視図である。また、図2は、単セル10を積層して成る燃料電池スタック11の外観を表わす斜視図である。
燃料電池を製造する際には、ガスセパレータ15と樹脂フレーム13とを位置合わせして接着すると共に、ガスセパレータ16と樹脂フレーム14とを位置合わせして接着する。また、発電部12と樹脂フレーム13、14とを貼り合わせることにより、単セル10を作製する。このような単セル10を複数用意して順次積層することにより、燃料電池スタック11を組み立てる。
・変形例1(係合部および案内部材の形状に関する変形):
図12〜15は、係合部の形状に係る変形例を示す説明図である。上記各実施形態では、係合部28は、略四角形状であって単セル10の重力方向に平行な辺で開口する凹部形状としたが、異なる構成としてもよい。
図20は、係合部の配置に係る変形例を示す説明図である。既述した実施形態および変形例1では、単セルを積層装置に対して吊り下げたときに、単セルに設けた一対の係合部(第1および第2の係合部)の全体が、単セルの積層面における重心C(ガスセパレータの重心)よりも重力方向上方に配置されることとしたが、異なる構成としてもよい。図20では、図3と同様の製造装置50が備える案内部材52に単セル1010を係合させて、正面視した様子を示す。なお、図20では、図3と共通する部分には同じ参照番号を付して、詳しい説明を省略する。
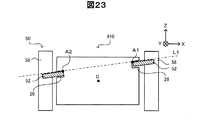
図21は、係合部および案内部材の形状と積層の動作に関する変形例を示す説明図である。図21では、図3と同様の製造装置50が備える案内部材52に単セル810を係合させて、正面視した様子を示す。なお、図21では、図3と共通する部分には同じ参照番号を付して、詳しい説明を省略する。
図26は、水平方向の位置合わせに関する変形例を示す説明図である。図26に示す単セル510は、図15の単セル510と同様の形状の係合部528と共に、さらに、第2の位置決め部62が形成されている。変形例4では、変形例3とは異なり、単セルを水平方向に位置合わせするための構造を、係合部とは異なる構造として設けている。
ガスセパレータの形状および単セルの構成は、種々の変形が可能である。例えば、ガスセパレータにおいて、単セル内ガス流路および冷媒流路を形成するための凹凸や、マニホールドを形成するための穴部の形状および配置は、実施例と異なっていてもよい。また、単セル10を構成する各部材の材質や、単セル10内に設けられるシール構造も,種々の変形が可能である。また、単セル10は、固体酸化物形燃料電池など、固体高分子形燃料電池以外の燃料電池としてもよい。さらに、単セル(ガスセパレータ)は、略四角形状以外の形状としてもよい。他の形状であっても、ガスセパレータの重心よりも重力方向上方においてガスセパレータの重心を間に挟んで水平方向に離間してガスセパレータの外周に形成した凹凸形状である一対の係合部を設け、これらの係合部でガスセパレータを重力方向に平行に吊り下げて積層可能であればよい。
実施形態では単セル10を積層の単位としたが、異なる構成としてもよい。積層の単位は、少なくとも1枚のガスセパレータを含む部材であればよい。例えば、1枚のガスセパレータと発電部12の一部とを含む部材を、積層の単位としてもよい。あるいは、複数の単セルを予め位置合わせして一体化した部材を積層の単位としてもよい。
12…発電部
13,14…樹脂フレーム
15,16…ガスセパレータ
22…穴部
28,228,328,428,528,628…係合部
29…穴部
31…集電板
32,33…出力端子
35…絶縁板
36,37…エンドプレート
36a…端部
36b…基部
38…切り欠き部
41〜46…孔部
50…製造装置
51…曲面部
52,52a,52b,52c,652…案内部材
53…振動発生部
54…仮押さえ部
55…搬送装置
56…回転軸
57…ベルト
58…案内部
59…凸部
60…第1の位置決め部
62…第2の位置決め部
128…ピン穴
152…案内ピン
229,429…内周部分
329,529…外周部分
651…曲面部
Claims (6)
- 燃料電池製造装置が備える案内部にガスセパレータを順次係合させながら、ガスセパレータを含む複数の部材を積層する燃料電池の製造方法であって、
前記案内部は、互いに平行であって水平方向に延びる第1および第2の案内部材を備え、
前記ガスセパレータには、該ガスセパレータの外周に形成された凹および/または凸形状を備える第1および第2の係合部が設けられており、
前記第1の案内部材に前記第1の係合部を係合させると共に、前記第2の案内部材に前記第2の係合部を係合させて、前記ガスセパレータを前記燃料電池製造装置に係合させることによって、前記ガスセパレータを含む複数の部材を水平方向に積層する積層工程を備え、
前記積層工程は、
前記第1および第2の係合部において前記第1および第2の案内部材に支持される第1および第2の支持箇所を、前記ガスセパレータの重心を間に挟んで離間する位置に配置すると共に、
前記ガスセパレータの積層面上で、前記第1および第2の支持箇所を結んだ直線よりも重力方向下方の領域に前記重心が存在するように、前記第1および第2の係合部を前記第1および第2の案内部材に係合させる工程である 燃料電池の製造方法。 - 請求項1に記載の燃料電池の製造方法であって、
前記第1および第2の支持箇所は、前記ガスセパレータの重心よりも重力方向上方に配置される
燃料電池の製造方法。 - 請求項1または2に記載の燃料電池の製造方法であって、
前記第1および第2の支持箇所は、前記第1および第2の係合部を前記第1および第2の案内部材に係合させたときに、前記重心からの重力方向の距離が互いに異なっていることを特徴とする
燃料電池の製造方法。 - 請求項1に記載の燃料電池の製造方法であって、
前記積層工程は、
前記第1の支持箇所が、前記第2の支持箇所よりも、重力方向上方に配置されると共に、
前記第1および第2の係合部において前記第1および第2の案内部材による支持が可能な領域である第1および第2の支持領域と、前記第1および第2の案内部材において前記第1および第2の係合部と接することが可能な領域である第1および第2の接触領域と、のうちの少なくともいずれか一方が、前記第1の係合部側から前記第2の係合部側に向かって重力方向下方に傾く傾斜面を形成するように、
前記第1および第2の係合部を前記第1および第2の案内部材に係合させる工程である
燃料電池の製造方法。 - 請求項4に記載の燃料電池の製造方法であって、
前記積層工程は、前記第1の係合部において前記ガスセパレータを前記案内部に対して位置決めするように、前記第1および第2の係合部を前記第1および第2の案内部材に係合させる工程である
燃料電池の製造方法。 - 請求項1から5のうちのいずれか1項に記載の燃料電池の製造方法であって、
前記案内部は、さらに、前記第1および第2の係合部と前記第1および第2の案内部材との間の密着を抑制する振動を、前記第1および第2の案内部材に発生させる振動発生部を備え、
前記積層工程は、前記振動発生部によって前記第1および第2の案内部材に振動を発生させつつ行なわれる
燃料電池の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015002942A JP6168071B2 (ja) | 2014-02-05 | 2015-01-09 | 燃料電池の製造方法および燃料電池用ガスセパレータ |
| KR1020150014167A KR101709389B1 (ko) | 2014-02-05 | 2015-01-29 | 연료 전지의 제조 방법 및 연료 전지용 가스 세퍼레이터 |
| EP15153320.5A EP2911228B1 (en) | 2014-02-05 | 2015-01-30 | Manufacturing method of a fuel cell |
| US14/609,490 US10033060B2 (en) | 2014-02-05 | 2015-01-30 | Manufacturing method of fuel cell and gas separator for fuel cell |
| CN201510058646.XA CN104821410B (zh) | 2014-02-05 | 2015-02-04 | 燃料电池的制造方法及用于燃料电池的气体分离器 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014020053 | 2014-02-05 | ||
| JP2014020053 | 2014-02-05 | ||
| JP2015002942A JP6168071B2 (ja) | 2014-02-05 | 2015-01-09 | 燃料電池の製造方法および燃料電池用ガスセパレータ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015165488A JP2015165488A (ja) | 2015-09-17 |
| JP2015165488A5 JP2015165488A5 (ja) | 2016-07-14 |
| JP6168071B2 true JP6168071B2 (ja) | 2017-07-26 |
Family
ID=52434642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015002942A Active JP6168071B2 (ja) | 2014-02-05 | 2015-01-09 | 燃料電池の製造方法および燃料電池用ガスセパレータ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10033060B2 (ja) |
| EP (1) | EP2911228B1 (ja) |
| JP (1) | JP6168071B2 (ja) |
| KR (1) | KR101709389B1 (ja) |
| CN (1) | CN104821410B (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016220173A1 (de) * | 2016-10-14 | 2018-04-19 | Thyssenkrupp Ag | Montagevorrichtung für das Aufstapeln eines Brennstoffzellenstapels |
| SE540968C2 (en) * | 2017-03-07 | 2019-02-05 | Powercell Sweden Ab | Fuel cell stack and bipolar plate assembly |
| DE102017006138A1 (de) * | 2017-06-29 | 2019-01-03 | Audi Ag | Verfahren zum Herstellen eines Brennstoffzellenstapels |
| KR102168803B1 (ko) * | 2018-04-17 | 2020-10-22 | 주식회사 엘지화학 | 연료전지 스택의 성능 평가 장치 |
| US10811719B2 (en) * | 2018-08-09 | 2020-10-20 | GM Global Technology Operations LLC | Fuel cell stack alignment system and method of assembling a fuel cell stack |
| JP7062728B2 (ja) | 2020-08-06 | 2022-05-06 | 本田技研工業株式会社 | 発電セル積層体の製造方法及び製造装置 |
| DE102020128584A1 (de) | 2020-10-30 | 2022-05-05 | Audi Aktiengesellschaft | Verfahren zur Fertigung eines eine Mehrzahl von Brennstoffzellen aufweisenden Brennstoffzellenstapels, Brennstoffzelle sowie Brennstoffzellenstapel |
| JP7452462B2 (ja) | 2021-02-18 | 2024-03-19 | トヨタ自動車株式会社 | 燃料電池スタックの製造方法および製造装置 |
| DE102021118976A1 (de) | 2021-07-22 | 2023-01-26 | Audi Aktiengesellschaft | Verfahren zur Herstellung eines Stapels aus einer Mehrzahl von elektrochemischen Zellen und Vorrichtung zur Herstellung eines derartigen Stapels |
| CN113793967B (zh) * | 2021-11-17 | 2022-02-08 | 国家电投集团氢能科技发展有限公司 | 氢燃料电堆、氢燃料电池及氢燃料电池的制造方法 |
| JP7459170B2 (ja) | 2022-05-13 | 2024-04-01 | 本田技研工業株式会社 | 燃料電池用セパレータ部材及び燃料電池スタック |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2460241A1 (en) * | 2001-09-18 | 2003-03-27 | Dupont Canada Inc. | Modular fuel cell cartridge and stack |
| JP3812439B2 (ja) * | 2001-12-26 | 2006-08-23 | 富士電機ホールディングス株式会社 | 横置型積層燃料電池 |
| JP4417148B2 (ja) * | 2004-03-22 | 2010-02-17 | 本田技研工業株式会社 | 燃料電池 |
| JP2007066573A (ja) * | 2005-08-29 | 2007-03-15 | Toyota Motor Corp | 燃料電池及び燃料電池分解方法 |
| JP5040127B2 (ja) | 2006-03-10 | 2012-10-03 | トヨタ自動車株式会社 | 燃料電池および燃料電池スタック |
| JP2008123760A (ja) | 2006-11-09 | 2008-05-29 | Nissan Motor Co Ltd | 燃料電池用セパレータ、燃料電池の製造方法および製造装置 |
| KR100821039B1 (ko) * | 2007-04-24 | 2008-04-08 | 삼성에스디아이 주식회사 | 연료전지 스택 및 그 제조방법 |
| JP2013211240A (ja) * | 2012-03-30 | 2013-10-10 | Honda Motor Co Ltd | 燃料電池スタック |
| DE202012004926U1 (de) | 2012-05-16 | 2013-08-19 | Reinz-Dichtungs-Gmbh | Elektrochemisches System |
-
2015
- 2015-01-09 JP JP2015002942A patent/JP6168071B2/ja active Active
- 2015-01-29 KR KR1020150014167A patent/KR101709389B1/ko active IP Right Grant
- 2015-01-30 US US14/609,490 patent/US10033060B2/en active Active
- 2015-01-30 EP EP15153320.5A patent/EP2911228B1/en not_active Not-in-force
- 2015-02-04 CN CN201510058646.XA patent/CN104821410B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015165488A (ja) | 2015-09-17 |
| EP2911228B1 (en) | 2017-04-05 |
| CN104821410B (zh) | 2017-10-24 |
| EP2911228A1 (en) | 2015-08-26 |
| KR101709389B1 (ko) | 2017-02-22 |
| US10033060B2 (en) | 2018-07-24 |
| KR20150092706A (ko) | 2015-08-13 |
| US20150221971A1 (en) | 2015-08-06 |
| CN104821410A (zh) | 2015-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6168071B2 (ja) | 燃料電池の製造方法および燃料電池用ガスセパレータ | |
| JP6115683B2 (ja) | バッテリセルの加圧装置 | |
| JP5679893B2 (ja) | 固体酸化物形燃料電池及びその製造方法 | |
| JP5790083B2 (ja) | 燃料電池セル | |
| JP5099822B2 (ja) | 積層型電池の製造方法及び装置 | |
| JP2019502250A (ja) | フレーム構造が改善したバッテリーモジュール及びこのためのフレームアセンブリー | |
| KR102323041B1 (ko) | 전극 탭 용접부의 압접부 크기가 상이한 전극조립체 및 이를 제조하는 초음파 용접 장치 | |
| JP2012056648A (ja) | シート積層装置 | |
| JP2011204615A (ja) | 電池セル | |
| JP2009009770A (ja) | 燃料電池 | |
| JP2011115814A5 (ja) | 二次電池および金属薄板の超音波溶接方法 | |
| JP2007179965A (ja) | 固体電解質型燃料電池及びその製造方法 | |
| JP2015191802A (ja) | 燃料電池スタック | |
| JP6020737B2 (ja) | 積層型二次電池 | |
| JP6929443B2 (ja) | 電池スタック形成装置、および電池スタック形成方法 | |
| JP2020061265A (ja) | 膜電極接合体プレートの製造装置 | |
| JP2018037345A (ja) | 電解質膜とフレームとの接合体 | |
| JP2017041322A (ja) | 組付け治具、及び、組付け方法 | |
| JP2021047998A (ja) | 燃料電池用板状部材の収容装置 | |
| JP2013089496A (ja) | 固体酸化物形燃料電池、固体酸化物形燃料電池セル本体、及び固体酸化物形燃料電池の製造方法 | |
| JP6847401B2 (ja) | セルユニット | |
| JP2021044063A (ja) | 燃料電池のセルスタック | |
| JP6856125B2 (ja) | 燃料電池セル | |
| CN220189698U (zh) | 一种燃料电池单电池及燃料电池 | |
| JP2021034306A (ja) | 燃料電池用板状部材の搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170328 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170331 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170530 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170612 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6168071 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |