JP6153672B2 - オプティクスを移動させるためのベルトドライブを含むレーザー加工ヘッド - Google Patents
オプティクスを移動させるためのベルトドライブを含むレーザー加工ヘッド Download PDFInfo
- Publication number
- JP6153672B2 JP6153672B2 JP2016550572A JP2016550572A JP6153672B2 JP 6153672 B2 JP6153672 B2 JP 6153672B2 JP 2016550572 A JP2016550572 A JP 2016550572A JP 2016550572 A JP2016550572 A JP 2016550572A JP 6153672 B2 JP6153672 B2 JP 6153672B2
- Authority
- JP
- Japan
- Prior art keywords
- belt
- processing head
- laser processing
- optics
- drum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007493 shaping process Methods 0.000 claims description 9
- 238000006073 displacement reaction Methods 0.000 description 10
- 230000001133 acceleration Effects 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 238000011109 contamination Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 229910000639 Spring steel Inorganic materials 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000013307 optical fiber Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
- B23K26/048—Automatically focusing the laser beam by controlling the distance between laser head and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/0665—Shaping the laser beam, e.g. by masks or multi-focusing by beam condensation on the workpiece, e.g. for focusing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
- B23K26/1476—Features inside the nozzle for feeding the fluid stream through the nozzle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B7/00—Mountings, adjusting means, or light-tight connections, for optical elements
- G02B7/02—Mountings, adjusting means, or light-tight connections, for optical elements for lenses
- G02B7/04—Mountings, adjusting means, or light-tight connections, for optical elements for lenses with mechanism for focusing or varying magnification
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B7/00—Mountings, adjusting means, or light-tight connections, for optical elements
- G02B7/02—Mountings, adjusting means, or light-tight connections, for optical elements for lenses
- G02B7/04—Mountings, adjusting means, or light-tight connections, for optical elements for lenses with mechanism for focusing or varying magnification
- G02B7/10—Mountings, adjusting means, or light-tight connections, for optical elements for lenses with mechanism for focusing or varying magnification by relative axial movement of several lenses, e.g. of varifocal objective lens
- G02B7/102—Mountings, adjusting means, or light-tight connections, for optical elements for lenses with mechanism for focusing or varying magnification by relative axial movement of several lenses, e.g. of varifocal objective lens controlled by a microcomputer
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- General Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- Laser Beam Processing (AREA)
Description
Claims (12)
- レーザービームによってワークピースを加工するためのレーザー加工ヘッドであって、
前記レーザー加工ヘッドは、
装着部(11)と、
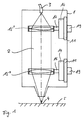
前記レーザービームの長手方向に変位させられ得るように、前記装着部(11)の上に装着されているビームシェイピングオプティクス(15)と、
前記オプティクス(15)を変位させるためのベルトドライブと、
を有しており、
前記ベルトドライブは、ベルトドラム(20)を有しており、
前記ベルトドラム(20)は、前記装着部(11)の上に回転可能に装着されており、
前記ベルトドラム(20)は、モーター(19)によって駆動可能で、ベルトドラム半径に対するベルト厚さの比率が、0.05未満である、
ことを特徴とする、レーザー加工ヘッド。 - 請求項1に記載のレーザー加工ヘッドであって、前記モーター(19)は、ブラシレスDCモーターまたはステッピングモーターである、ことを特徴とするレーザー加工ヘッド。
- 請求項1または2に記載のレーザー加工ヘッドであって、
前記ベルトドラム半径に対するベルト厚さの比率が、0.03未満であることを特徴とする、レーザー加工ヘッド。 - 請求項1から3のいずれか1項に記載のレーザー加工ヘッドであって、
− 前記オプティクス(15)は、キャリッジの上に保持されており、前記キャリッジは、それが前記レーザービームの前記長手方向に変位させられ得るように、前記装着部(11)の上に装着されており、前記キャリッジは、移動の方向に互いから間隔を離して配置された2つの端部を有しており、
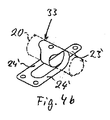
− 第1のベルト(23)は、その一方の端部によって、前記キャリッジ(14)の一方の端部に固定されており、その他方の端部によって、前記ベルトドラム(20)の周りに巻き付けられ、前記ベルトドラム(20)に固定されており、第2のベルト(24)は、その一方の端部によって、前記キャリッジ(14)の他方の端部に固定されており、その他方の端部によって、前記ベルトドラム(20)の周りに巻き付けられ、前記ベルトドラム(20)に固定されていることを特徴とする、レーザー加工ヘッド。 - 請求項4に記載のレーザー加工ヘッドであって、前記第1のベルトおよび前記第2のベルト(23,24)は、前記ドラムの軸線方向に見て、前記ベルトドラム(20)の周りに互いに隣同士に巻き付けられていることを特徴とする、レーザー加工ヘッド。
- 請求項4または5に記載のレーザー加工ヘッドであって、第1のベルト(23)が、2つの第2のベルト(24)の間に配置されていることを特徴とする、レーザー加工ヘッド。
- 請求項6に記載のレーザー加工ヘッドであって、前記2つの第2のベルト(24)の幅の総和が、前記第1のベルト(23)の幅に等しいか、または、前記第1のベルト(23)の幅よりも大きいことを特徴とする、レーザー加工ヘッド。
- 請求項6または7に記載のレーザー加工ヘッドであって、前記2つの第2のベルト(24)は、等しい幅の広さであることを特徴とする、レーザー加工ヘッド。
- 請求項4から8のいずれか1項に記載のレーザー加工ヘッドであって、前記第1および第2のベルト(23,24)は、同じ厚さを有しており、前記厚さは、0.1mmから0.01mmの範囲にあることを特徴とする、レーザー加工ヘッド。
- 請求項4から9のいずれか1項に記載のレーザー加工ヘッドであって、前記第1および第2のベルト(23,24)は、スチールからなることを特徴とする、レーザー加工ヘッド。
- 請求項4から10のいずれか1項に記載のレーザー加工ヘッドであって、前記第1および第2のベルト(23,24)は、ワンピースのベルト(33)の第1および第2のベルトセクション(23’,24’)として形成されていることを特徴とする、レーザー加工ヘッド。
- 請求項1から11のいずれか1項に記載のレーザー加工ヘッドであって、前記レーザービームの前記長手方向に変位させられ得る前記オプティクス(15)を支持するための前記装着部(11)が、前記レーザー加工ヘッドの中へ挿入され得るスライドインユニット(10)の上に保持されていることを特徴とする、レーザー加工ヘッド。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014101477.4A DE102014101477A1 (de) | 2014-02-06 | 2014-02-06 | Laserbearbeitungskopf |
| DE102014101477.4 | 2014-02-06 | ||
| PCT/EP2015/052456 WO2015118088A1 (de) | 2014-02-06 | 2015-02-05 | Laserbearbeitungskopf mit einem bandantrieb zur verschiebung einer optik |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017507784A JP2017507784A (ja) | 2017-03-23 |
| JP6153672B2 true JP6153672B2 (ja) | 2017-06-28 |
Family
ID=52464384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016550572A Active JP6153672B2 (ja) | 2014-02-06 | 2015-02-05 | オプティクスを移動させるためのベルトドライブを含むレーザー加工ヘッド |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10150180B2 (ja) |
| EP (1) | EP3068575B1 (ja) |
| JP (1) | JP6153672B2 (ja) |
| KR (1) | KR101788213B1 (ja) |
| CN (1) | CN105980097B (ja) |
| DE (1) | DE102014101477A1 (ja) |
| PL (1) | PL3068575T3 (ja) |
| RU (1) | RU2661686C1 (ja) |
| WO (1) | WO2015118088A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016112176B4 (de) | 2016-07-04 | 2021-08-12 | Precitec Gmbh & Co. Kg | Vorrichtung zum selektiven Einführen einer Optik in einen Laserstrahl eines Laserbearbeitungskopfes und Laserbearbeitungskopf mit derselben |
| CN106271045A (zh) * | 2016-09-05 | 2017-01-04 | 苏州大学 | 一种激光加工自动调焦装置、激光加工设备及调焦方法 |
| DE102017200080A1 (de) * | 2017-01-05 | 2018-07-05 | Volkswagen Aktiengesellschaft | Laserwerkzeug mit Hohlwellenantrieb und nicht-rotierender Linse |
| CN110167710B (zh) | 2017-01-05 | 2022-01-11 | 大众汽车有限公司 | 具有焦点调节单元的激光工具 |
| DE102017107282B4 (de) * | 2017-04-05 | 2021-02-25 | Precitec Gmbh & Co. Kg | Kartesische Positioniervorrichtung und Laserbearbeitungskopf mit derselben |
| DE102017107402B4 (de) | 2017-04-06 | 2019-05-29 | Precitec Gmbh & Co. Kg | Verfahren und Vorrichtung zur Regelung einer Fokuslage eines Arbeitslaserstrahls sowie Laserbearbeitungskopf mit einer derartigen Vorrichtung |
| DE102018116998A1 (de) * | 2018-07-13 | 2020-01-16 | Jenoptik Automatisierungstechnik Gmbh | Sensoreinrichtung zur scannenden Laserbearbeitung eines Werkstückes mittels eines um einen Drehpunkt ausgelenkten Laserstrahls |
| DE102021101953B3 (de) | 2021-01-28 | 2022-07-14 | Precitec Gmbh & Co. Kg | Transportsicherung für eine bewegliche Optik eines Laserbearbeitungskopfes |
| DE102021123617A1 (de) | 2021-09-13 | 2023-03-16 | Precitec Gmbh & Co. Kg | Laserbearbeitungskopf mit Klebefalle |
| DE102022102664B3 (de) | 2022-02-04 | 2023-08-10 | Precitec Gmbh & Co. Kg | Laserbearbeitungskopf mit hermetisch gekapselter beweglicher Optik |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2706913A (en) | 1953-06-01 | 1955-04-26 | Trossi Domenico | Mechanical movement for converting translatory motion into rotary motion, and vice versa, especially for precision instruments |
| US4366722A (en) * | 1980-06-26 | 1983-01-04 | International Memories, Incorporated | Drive connection between linear actuator and rotatable drive shaft of reversible motor |
| US4366772A (en) * | 1981-03-30 | 1983-01-04 | Babson Bros. Co. | Stall cock and pulsator for a milker |
| JPH0785124B2 (ja) * | 1986-07-14 | 1995-09-13 | オリンパス光学工業株式会社 | 自動焦点調節装置 |
| JPS63123589A (ja) * | 1986-11-11 | 1988-05-27 | Mitsubishi Electric Corp | レ−ザ加工機 |
| SU1527602A1 (ru) * | 1988-03-09 | 1989-12-07 | Институт Технической Кибернетики Ан Бсср | Механизм автоматической фокусировки объектива |
| DE69103911T2 (de) * | 1990-01-11 | 1995-01-19 | Canon Kk | Regelung für die seitliche Verschiebung eines Endlosbandes und Fixiergerät mit solcher Regelung. |
| SU1757827A1 (ru) * | 1990-12-25 | 1992-08-30 | Научно-исследовательский центр по технологическим лазерам АН СССР | Устройство дл лазерной обработки |
| JP2804206B2 (ja) * | 1992-09-22 | 1998-09-24 | 三菱電機株式会社 | レーザ加工ヘッド |
| US5546238A (en) * | 1993-08-11 | 1996-08-13 | Hughes Aircraft Company | Zoom lens having high speed multi-lens drive |
| DE29507189U1 (de) | 1995-04-28 | 1995-06-29 | Precitec GmbH, 76571 Gaggenau | Anschlußkopf zur Bearbeitung eines Werkstücks mittels eines Laserstrahls |
| DE19622413C2 (de) | 1996-06-04 | 1998-07-16 | Precitec Gmbh | Linearantrieb, insbesondere für Anschlußköpfe von Laserbearbeitungsanlagen |
| DE19628857A1 (de) * | 1996-07-17 | 1998-01-29 | Precitec Gmbh | Anschlußkopf zur Bearbeitung eines Werkstücks mittels eines Laserstrahls |
| JP2005004113A (ja) * | 2003-06-16 | 2005-01-06 | Oputeru:Kk | 光ファイバカプラの製造方法 |
| JP2008105064A (ja) * | 2006-10-26 | 2008-05-08 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| KR20110003551A (ko) * | 2008-05-28 | 2011-01-12 | 가부시키가이샤 고베 세이코쇼 | 주행 시험 장치의 벨트 사행 방지 장치 및 벨트 사행 방지 방법 |
| RU2386523C1 (ru) * | 2008-12-25 | 2010-04-20 | Открытое акционерное общество Национальный институт авиационных технологий (ОАО НИАТ) | Устройство для резки волоконным лазером объемных деталей |
| WO2011009594A1 (de) * | 2009-07-20 | 2011-01-27 | Precitec Kg | Laserbearbeitungskopf und verfahren zur kompensation der fokuslagenänderung bei einem laserbearbeitungskopf |
| DE202009012924U1 (de) * | 2009-09-25 | 2010-01-14 | Precitec Kg | Einschub zur Halterung einer Optik in einem Laserbearbeitungskopf sowie ein Laserbearbeitungskopf |
| DE102010020183B4 (de) * | 2010-05-11 | 2013-07-11 | Precitec Kg | Laserschneidkopf und Verfahren zum Schneiden eines Werkstücks mittels eines Laserschneidkopfes |
| KR101481857B1 (ko) * | 2011-09-30 | 2015-01-13 | 코오롱인더스트리 주식회사 | 무단 벨트 |
| JP7085124B2 (ja) * | 2018-04-27 | 2022-06-16 | トヨタ自動車株式会社 | 硫化物固体電池とこれを備えた硫化物固体電池システム |
-
2014
- 2014-02-06 DE DE102014101477.4A patent/DE102014101477A1/de not_active Withdrawn
-
2015
- 2015-02-05 US US15/111,107 patent/US10150180B2/en active Active
- 2015-02-05 EP EP15703563.5A patent/EP3068575B1/de active Active
- 2015-02-05 JP JP2016550572A patent/JP6153672B2/ja active Active
- 2015-02-05 KR KR1020167020011A patent/KR101788213B1/ko active IP Right Grant
- 2015-02-05 PL PL15703563T patent/PL3068575T3/pl unknown
- 2015-02-05 RU RU2016125482A patent/RU2661686C1/ru active
- 2015-02-05 CN CN201580007244.5A patent/CN105980097B/zh active Active
- 2015-02-05 WO PCT/EP2015/052456 patent/WO2015118088A1/de active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CN105980097A (zh) | 2016-09-28 |
| PL3068575T3 (pl) | 2018-04-30 |
| WO2015118088A1 (de) | 2015-08-13 |
| CN105980097B (zh) | 2018-07-31 |
| KR101788213B1 (ko) | 2017-10-19 |
| EP3068575B1 (de) | 2017-11-08 |
| RU2661686C1 (ru) | 2018-07-19 |
| DE102014101477A1 (de) | 2015-08-06 |
| JP2017507784A (ja) | 2017-03-23 |
| US10150180B2 (en) | 2018-12-11 |
| EP3068575A1 (de) | 2016-09-21 |
| US20160339541A1 (en) | 2016-11-24 |
| KR20160093733A (ko) | 2016-08-08 |
| RU2016125482A (ru) | 2018-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6153672B2 (ja) | オプティクスを移動させるためのベルトドライブを含むレーザー加工ヘッド | |
| JP5102632B2 (ja) | レーザ加工機 | |
| JP5372598B2 (ja) | 加工方法及び加工システム | |
| JP5465922B2 (ja) | 加工方法及び加工システム | |
| JP5007706B2 (ja) | ワークの切断方法 | |
| EP3350638B1 (en) | Wiping system | |
| JP2008504131A (ja) | 圧接機及び圧接方法 | |
| JP2005224864A (ja) | レーザ光線を用いて工作物を加工する工作機械 | |
| JP5155191B2 (ja) | 露光設備 | |
| CA3054012A1 (en) | Machine for the working of tubes provided with an optical sensor for measuring the forward displacement of the tube being worked and/or the rotational displacement of the same about the longitudinal axis thereof | |
| EP1600242A2 (en) | Reflector-mirror drive shaft controller for laser beam machine | |
| JP4520918B2 (ja) | スリット幅調整装置およびこれを備えた顕微鏡レーザリペア装置 | |
| KR20190095885A (ko) | 비파괴 검출 방법 | |
| JP4409354B2 (ja) | レーザ加工機 | |
| JP2009127751A (ja) | ゼンマイバネ付勢ユニット、及びボールネジ駆動ステージ | |
| JP5039395B2 (ja) | 加工システム | |
| CN220427134U (zh) | 一种能够随切割面自动调焦的激光切割头 | |
| JP2000024788A (ja) | レーザ加工装置 | |
| JP2022074313A (ja) | レーザ加工装置 | |
| JP7171633B2 (ja) | ワークピースの3次元表面の3次元データを取得する方法及び装置 | |
| JPH09197286A (ja) | 顕微鏡装置 | |
| JP6562216B2 (ja) | ワイヤソー装置 | |
| JP2016206595A (ja) | 駆動装置及びこれを用いたレンズユニット | |
| TH10409C3 (th) | เครื่องตัดบากมุมปลายท่อสำหรับช่วยในการฝึกหัดงานเชื่อม | |
| TH10409A3 (th) | เครื่องตัดบากมุมปลายท่อสำหรับช่วยในการฝึกหัดงานเชื่อม |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170412 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170530 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6153672 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |