JP6150165B2 - 伸縮自在継手付パイプ、及び、伸縮自在継手付パイプの製造方法 - Google Patents
伸縮自在継手付パイプ、及び、伸縮自在継手付パイプの製造方法 Download PDFInfo
- Publication number
- JP6150165B2 JP6150165B2 JP2013147542A JP2013147542A JP6150165B2 JP 6150165 B2 JP6150165 B2 JP 6150165B2 JP 2013147542 A JP2013147542 A JP 2013147542A JP 2013147542 A JP2013147542 A JP 2013147542A JP 6150165 B2 JP6150165 B2 JP 6150165B2
- Authority
- JP
- Japan
- Prior art keywords
- joint
- pipe
- metal pipe
- peripheral surface
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 9
- 238000004519 manufacturing process Methods 0.000 title claims description 7
- 239000002184 metal Substances 0.000 claims description 79
- 229910052751 metal Inorganic materials 0.000 claims description 79
- 238000003780 insertion Methods 0.000 claims description 46
- 230000037431 insertion Effects 0.000 claims description 46
- 230000002093 peripheral effect Effects 0.000 claims description 44
- 238000003825 pressing Methods 0.000 claims description 5
- 238000005096 rolling process Methods 0.000 description 9
- 230000008878 coupling Effects 0.000 description 6
- 238000010168 coupling process Methods 0.000 description 6
- 238000005859 coupling reaction Methods 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 229910052801 chlorine Inorganic materials 0.000 description 2
- 239000000460 chlorine Substances 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000009751 slip forming Methods 0.000 description 2
- 239000008399 tap water Substances 0.000 description 2
- 235000020679 tap water Nutrition 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 230000004323 axial length Effects 0.000 description 1
- 210000002445 nipple Anatomy 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
Images








Landscapes
- Joints Allowing Movement (AREA)
- Domestic Plumbing Installations (AREA)
- Sink And Installation For Waste Water (AREA)
Description
ホース4は、例えば繊維補強層を内部に有する(繊維補強された)樹脂製のフレキシブルホースである。なお、ホース4は、水道用に限られない。
(継手)
図1及び図2に示すように、継手3は、円筒形状のホース側挿入部23と円筒形状のパイプ側挿入部13とからなる。ホース側挿入部23が、ホース4に挿入される部分であり、パイプ側挿入部13が、金属製パイプ2の被挿入部20に挿入される部分である。継手3は、例えば、水道水に含有されている塩素に対する耐腐食性に優れた、銅またはステンレス鋼からなる。ホース側挿入部23の外周面には、円筒形状のソケット6の端が係合されるリング状の係合溝24が設けられている。パイプ側挿入部13の外周面には、Oリング5が嵌め込まれるリング状の2つのシール溝14が設けられている。シール溝14は、パイプ側挿入部13の先端に位置している。なお、シール溝が2つである必要は必ずしもない。1つであってもよいし、3つ以上であってもよい。金属製パイプ2との接続部における十分なシール性の確保、継手3の長さ寸法をあまり大きくしない、という観点から、本実施形態においては、2つのシール溝14とされている。また、パイプ側挿入部13には、先端部分を除いた外周面に、螺旋状の溝15が設けられている。詳細には、溝15は、パイプ側挿入部13のシール溝14を除く部分の、軸方向のほぼ全域にわたって設けられている。この溝15は、金属製パイプ2を軸方向に移動させるためのものである。
図1、図2、図4、及び、図5に示すように、金属製パイプ2は、薄肉の円筒状に加工された管である。金属製パイプ2の厚みは、例えば、0.5〜1.0mmの範囲内であり、その管厚が薄くなっている。金属製パイプ2は、例えば、水道水に含有されている塩素に対する耐腐食性に優れた、銅またはステンレス鋼からなる。金属製パイプ2は、継手3のパイプ側挿入部13が挿入される被挿入部20を有する。被挿入部20の内周面には、溝15に嵌合する4つの凸部21が形成されている。凸部21は、螺旋状の溝15に沿って形成されている。凸部21は、軸方向に並んで設けられており、軸方向において隣り合う凸部21は、周方向において約180度異なる位置に設けられている。また、凸部21は、被挿入部20の内周面の長さの約8分の1の長さとなっている。すなわち、凸部21は、円弧状に(被挿入部20の内周面を一周しないように)形成されており、凸部21どうしは、互いに連続していない。ここで、「円弧」とは、円周の一部であり、内周面を一周しないことと円弧とは同義である。また、凸部21の円弧角度は、約45度であり、凸部21は、劣弧となっている。なお、円弧角度が180度より小さい円弧を「劣弧」、180度より大きい円弧を「優弧」という。被挿入部20の外周面には、4つの凸部21に対応する位置に、4つの凹部22が形成されている。すなわち、凸部21と凹部22とは、径方向において対向している。なお、凸部21及び凹部22の形成方法については後述する。
継手3のホース側挿入部23とソケット6との間隙にホース4の端部が挿入された状態で、ソケット6をその外周側からカシメ込むことで、ホース4の端部を継手3に接続する。
(挿入工程)
継手3のパイプ側挿入部13の外周面に設けられたシール溝14のそれぞれにOリング5を嵌め込む。その後、金属製パイプ2の被挿入部20に、継手3のパイプ側挿入部13を挿入する。
図3に示すように、継手3のパイプ側挿入部13が挿入された金属製パイプ2の被挿入部20の外周面の、溝15に対応する箇所を押圧し、溝15に嵌合する凸部21を被挿入部20に形成する。本実施形態では、転造加工により、凸部21を形成する。具体的には、挿入部20の溝15に対応する箇所を、図示しない転造ダイスで押圧しながら、金属製パイプ2及びニップル3と転造ダイスとを相対的に、軸方向に移動させながら、周方向に約1/8回転させることにより、溝15に沿った円弧状に凸部21を形成する。そして、同様にして、被挿入部20の周方向において約180度異なる位置に、凸部21を4か所形成する。ここで、被挿入部20の外周面が押圧されることにより、被挿入部20の外周面には、凸部21に対応する位置に凹部22が形成される。このように、金属製パイプ2の被挿入部20の内周面に、継手3のパイプ側挿入部13の溝15に嵌合する凸部21が形成されることにより、金属製パイプ2と継手3とが接続される。
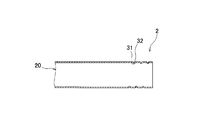
次に、本発明の第2実施形態について説明する。第1実施形態と同様の構成を有するものについては、同じ符号を付して適宜その説明を省略する。図7〜図9に示すように、第2実施形態においては、凸部31及び凹部32が、第1実施形態と異なる。
2 パイプ
3 継手
4 ホース
5 Oリング
6 ソケット
13 パイプ側挿入部
14 シール溝
15 溝
20 被挿入部
21、31 凸部
22、32 凹部
23 ホース側挿入部
24 係合溝
Claims (6)
- 金属製パイプと継手とを接続してなる伸縮自在継手付パイプであって、
前記金属製パイプは、前記継手が挿入される被挿入部を有し、
前記継手の前記被挿入部への挿入部には、先端部分を除いた外周面に、前記金属製パイプを軸方向に移動させるための螺旋状の溝が設けられており、
前記被挿入部の内周面には、前記溝に嵌合する凸部が形成されていることを特徴とする伸縮自在継手付パイプ。 - 前記凸部は、螺旋状の前記溝に沿った円弧状に形成されていることを特徴とする請求項1に記載の伸縮自在継手付パイプ。
- 前記凸部は、前記被挿入部の内周面を一周以上する螺旋状に形成されていることを特徴とする請求項1に記載の伸縮自在継手付パイプ。
- 金属製パイプと継手とを接続してなる伸縮自在継手付パイプの製造方法であって、
前記金属製パイプは、前記継手が挿入される被挿入部を有し、
前記継手の前記被挿入部への挿入部には、先端部分を除いた外周面に、前記金属製パイプを軸方向に移動させるための螺旋状の溝が設けられており、
前記金属製パイプの前記被挿入部内に、前記継手の前記挿入部を挿入する挿入工程と、
前記挿入部が挿入された前記被挿入部の外周面の、前記溝に対応する箇所を押圧し、前記溝に嵌合する凸部を前記被挿入部に形成する形成工程と、
を備えることを特徴とする伸縮自在継手付パイプの製造方法。 - 前記形成工程において、前記凸部を螺旋状の前記溝に沿った円弧状に形成することを特徴とする請求項4に記載の伸縮自在継手付パイプの製造方法。
- 前記形成工程において、前記被挿入部の内周面を一周以上する螺旋状に、前記凸部を形成することを特徴とする請求項4に記載の伸縮自在継手付パイプの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013147542A JP6150165B2 (ja) | 2013-07-16 | 2013-07-16 | 伸縮自在継手付パイプ、及び、伸縮自在継手付パイプの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013147542A JP6150165B2 (ja) | 2013-07-16 | 2013-07-16 | 伸縮自在継手付パイプ、及び、伸縮自在継手付パイプの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015021227A JP2015021227A (ja) | 2015-02-02 |
| JP6150165B2 true JP6150165B2 (ja) | 2017-06-21 |
Family
ID=52485927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013147542A Active JP6150165B2 (ja) | 2013-07-16 | 2013-07-16 | 伸縮自在継手付パイプ、及び、伸縮自在継手付パイプの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6150165B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3167942B2 (ja) | 1996-09-10 | 2001-05-21 | 小牧工業株式会社 | 混合機 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58157091U (ja) * | 1982-04-14 | 1983-10-20 | 日本ピラ−工業株式会社 | 電気絶縁性管継手 |
| JP2003148670A (ja) * | 2001-11-15 | 2003-05-21 | Mirai Ind Co Ltd | 通水管と接続体との接続構造及びその接続方法 |
| JP2005226384A (ja) * | 2004-02-16 | 2005-08-25 | Mym Corp | 継手部材 |
| US20120292901A1 (en) * | 2011-05-20 | 2012-11-22 | Bong Jin Sik | Plumbing fitting |
-
2013
- 2013-07-16 JP JP2013147542A patent/JP6150165B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3167942B2 (ja) | 1996-09-10 | 2001-05-21 | 小牧工業株式会社 | 混合機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015021227A (ja) | 2015-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2589974C1 (ru) | Фитинг, система, содержащая такой фитинг, и герметичное соединение с таким фитингом | |
| US9109728B2 (en) | Resinous pipe joint | |
| JP2020024045A (ja) | 管継手 | |
| UA100130C2 (ru) | Нарезное соединение, которое содержит по меньшей мере один нарезной элемент с торцевой кромкой для металлической трубы | |
| JP5145450B1 (ja) | 伸縮可撓管継手 | |
| JP5269178B2 (ja) | 管継手の組立て方法 | |
| US10364922B2 (en) | Flexible joint | |
| JP6097120B2 (ja) | 管継手 | |
| JP6150165B2 (ja) | 伸縮自在継手付パイプ、及び、伸縮自在継手付パイプの製造方法 | |
| JP2009008125A5 (ja) | ||
| JP6482381B2 (ja) | 流体管の分岐部構造及び流体管の被覆筒状体装着方法 | |
| JP2007255685A (ja) | 管継手 | |
| CN102159865B (zh) | 两件式连接配件 | |
| WO2015056764A1 (ja) | 管継手 | |
| JP5234940B2 (ja) | 管継手 | |
| JP2011220431A (ja) | 防食管継手 | |
| JP6382424B1 (ja) | 管継手構造 | |
| JP6024014B2 (ja) | 回転可能継手の製造方法 | |
| JP2014228013A (ja) | 金具付きホース及び金具付きホースの組み付け方法 | |
| JP2014070724A (ja) | 管継手 | |
| JP2010159813A (ja) | 継手付き樹脂管 | |
| JP5819665B2 (ja) | 多層管用継手 | |
| JP6654843B2 (ja) | 管継手および管体 | |
| JP2007255684A (ja) | 管継手 | |
| JP3191614U (ja) | 樹脂管用自在継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170321 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170425 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170511 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6150165 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |