JP6105051B2 - タービンエンジンファン用の複合材料から閉じたボックス構造プラットフォームを作るために3次元製織によって単一体として織られる繊維ブランク - Google Patents
タービンエンジンファン用の複合材料から閉じたボックス構造プラットフォームを作るために3次元製織によって単一体として織られる繊維ブランク Download PDFInfo
- Publication number
- JP6105051B2 JP6105051B2 JP2015507575A JP2015507575A JP6105051B2 JP 6105051 B2 JP6105051 B2 JP 6105051B2 JP 2015507575 A JP2015507575 A JP 2015507575A JP 2015507575 A JP2015507575 A JP 2015507575A JP 6105051 B2 JP6105051 B2 JP 6105051B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber blank
- closed
- unconnected
- zone
- weft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 title claims description 239
- 239000002131 composite material Substances 0.000 title claims description 17
- 238000009941 weaving Methods 0.000 title claims description 17
- 238000011144 upstream manufacturing Methods 0.000 claims description 25
- 239000011159 matrix material Substances 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 6
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 239000003351 stiffener Substances 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 6
- 239000000919 ceramic Substances 0.000 description 6
- 230000018109 developmental process Effects 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 239000002243 precursor Substances 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- YPIMMVOHCVOXKT-UHFFFAOYSA-N Multisatin Natural products O=C1C(C)C2C=CC(=O)C2(C)C(OC(=O)C(C)=CC)C2C(=C)C(=O)OC21 YPIMMVOHCVOXKT-UHFFFAOYSA-N 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000002468 ceramisation Methods 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
Images
















Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D11/00—Double or multi-ply fabrics not otherwise provided for
- D03D11/02—Fabrics formed with pockets, tubes, loops, folds, tucks or flaps
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D25/00—Woven fabrics not otherwise provided for
- D03D25/005—Three-dimensional woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure
- B29C70/222—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure the structure being shaped to form a three dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/24—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least three directions forming a three dimensional structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/48—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating the reinforcements in the closed mould, e.g. resin transfer moulding [RTM], e.g. by vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D22/00—Producing hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0025—Producing blades or the like, e.g. blades for turbines, propellers, or wings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0025—Producing blades or the like, e.g. blades for turbines, propellers, or wings
- B29D99/0028—Producing blades or the like, e.g. blades for turbines, propellers, or wings hollow blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D11/00—Preventing or minimising internal leakage of working-fluid, e.g. between stages
- F01D11/005—Sealing means between non relatively rotating elements
- F01D11/006—Sealing the gap between rotor blades or blades and rotor
- F01D11/008—Sealing the gap between rotor blades or blades and rotor by spacer elements between the blades, e.g. independent interblade platforms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
- F01D9/04—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0809—Fabrics
- B29K2105/0845—Woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2022/00—Hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/08—Blades for rotors, stators, fans, turbines or the like, e.g. screw propellers
- B29L2031/082—Blades, e.g. for helicopters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/748—Machines or parts thereof not otherwise provided for
- B29L2031/7504—Turbines
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/282—Selecting composite materials, e.g. blades with reinforcing filaments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/30—Application in turbines
- F05D2220/36—Application in turbines specially adapted for the fan of turbofan engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/80—Platforms for stationary or moving blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/601—Fabrics
- F05D2300/6012—Woven fabrics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
- F05D2300/6034—Orientation of fibres, weaving, ply angle
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
- Y10T442/3195—Three-dimensional weave [e.g., x-y-z planes, multi-planar warps and/or wefts, etc.]
- Y10T442/3203—Multi-planar warp layers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Woven Fabrics (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Moulding By Coating Moulds (AREA)
- Reinforced Plastic Materials (AREA)
Description
第1の部分、第2の部分、および第3の部分であり、それぞれがよこ糸の複数の層を備え、それぞれがその両面の間に繊維ブランクの厚さの一部を形成し、繊維ブランクのよこ糸が列に配置されており、各列が3つの部分すべてにおいてよこ糸を有する、第1の部分、第2の部分、および第3の部分と、
上流非連結限界と下流非連結限界との間でたて糸方向に繊維ブランクの寸法の一部分に対して第1の部分を第2の部分から分離する、閉じた非連結ゾーン、および
繊維ブランクの非連結限界から下流端縁までたて糸方向に繊維ブランクの寸法の一部分に対して第2の部分を第3の部分から分離する、少なくとも1つの開いた非連結ゾーン
を形成しながら、
繊維ブランクの各平面において、第1の部分、第2の部分、および第3の部分のよこ糸の層を連結する、1組のたて糸と、
閉じた非連結ゾーンに隣接する繊維ブランクの第1の部分のよこ糸の層、および閉じた非連結ゾーンの前後の繊維ブランクの第2の部分のよこ糸の層を連結する、1つまたは複数の第1のたて糸と、
開いた非連結ゾーンに隣接する繊維ブランクの第2の部分のよこ糸の層、および閉じた非連結ゾーンの前後の繊維ブランクの第1の部分のよこ糸の層を連結する、1つまたは複数の第2のたて糸と、
開いた非連結ゾーンに隣接する繊維ブランクの第2の部分のよこ糸の層、および開いた非連結ゾーンの前の繊維ブランクの第3の部分のよこ糸の層を連結する、1つまたは複数の第3のたて糸と、
開いた非連結ゾーンに隣接する繊維ブランクの第3の部分のよこ糸の層、および開いた非連結ゾーンの前の繊維ブランクの第2の部分のよこ糸の層を連結する、1つまたは複数の第4のたて糸と
を有する、繊維ブランクによって達成される。
Claims (15)
- タービンエンジンファン用の複合材料から閉じたボックス構造のプラットフォームを作るために3次元製織によって単一体として織られる繊維ブランク(100;100′)であって、両面(100a、100b)を有し、
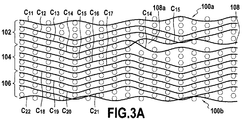
繊維ブランク(100;100′)が、第1の部分(102)、第2の部分(104)、および第3の部分(106)を呈し、それぞれがよこ糸の複数の層を備え、それぞれがその両面の間に繊維ブランクの厚さの一部を形成し、繊維ブランクのよこ糸が列に配置されており、各列が3つの部分すべてにおいてよこ糸を有し、
繊維ブランクの各平面において、1組のたて糸(c 11 〜c 22 )が、第1の部分、第2の部分、および第3の部分のよこ糸の層を連結し、
一方、上流非連結限界(108a)と下流非連結限界(108b)との間でたて糸方向に繊維ブランクの寸法の一部分に対して第1の部分(102)を第2の部分(104)から分離する、閉じた非連結ゾーン(108)、および
繊維ブランクの非連結限界(110a)から下流端縁(100c)までたて糸方向に繊維ブランクの寸法の一部分に対して第2の部分(104)を第3の部分(106)から分離する、少なくとも1つの開いた非連結ゾーン(110) を形成し、
1つまたは複数の第1のたて糸(c 15 )が、閉じた非連結ゾーン(108)に隣接する繊維ブランクの第1の部分のよこ糸の層、および閉じた非連結ゾーンの前後の繊維ブランクの第2の部分のよこ糸の層を連結し、
1つまたは複数の第2のたて糸(c 14 )が、開いた非連結ゾーン(110)に隣接する繊維ブランクの第2の部分のよこ糸の層、および閉じた非連結ゾーンの前後の繊維ブランクの第1の部分のよこ糸の層を連結し、
1つまたは複数の第3のたて糸(c 19 )が、開いた非連結ゾーン(110)に隣接する繊維ブランクの第2の部分のよこ糸の層、および開いた非連結ゾーンの前の繊維ブランクの第3の部分のよこ糸の層を連結し、
1つまたは複数の第4のたて糸(c 18 )が、開いた非連結ゾーン(110)に隣接する繊維ブランクの第3の部分のよこ糸の層、および開いた非連結ゾーンの前の繊維ブランクの第2の部分のよこ糸の層を連結する、繊維ブランク。 - 閉じた非連結ゾーンの前のおよびそれに隣接する繊維ブランクの第1の部分のよこ糸の層、および閉じた非連結ゾーンの後の繊維ブランクの第2の部分のよこ糸の層を連結する、1つまたは複数の第5のたて糸(c12、c13)と、
閉じた非連結ゾーンの前のおよびそれに隣接する繊維ブランクの第2の部分のよこ糸の層、および閉じた非連結ゾーンの後で繊維ブランクの第1の部分のよこ糸の層を連結する、1つまたは複数の第6のたて糸(c16、c17)と
をさらに備える、請求項1に記載の繊維ブランク。 - 開いた非連結ゾーン(110)の非連結限界(110a)が、閉じた非連結ゾーン(108)の上流限界(108a)と下流限界(108b)との間でたて糸方向に位置している、請求項1または請求項2に記載の繊維ブランク。
- 下流端縁(100c)と反対側の繊維ブランクの上流端縁(100d)から非連結限界(110′a)までたて糸方向に繊維ブランクの寸法の一部分に対して第2の部分(104)を第3の部分(106)から分離する、第2の開いた非連結ゾーン(110′)をさらに含む、請求項1に記載の繊維ブランク(100′)。
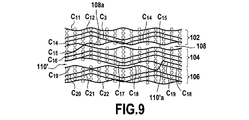
- 閉じた非連結ゾーン(108)の上流限界(108a)と下流限界(108b)との間でたて糸方向に繊維ブランクの寸法の一部分(116)に対して第2の部分(104)を第3の部分(106)から分離する、2つの閉じた非連結ゾーン(114)をさらに含み、前記2つの閉じた非連結ゾーンが、ハニカム配列(18b)でプラットフォームボックス構造を形成するためのものである、請求項1から4のいずれか一項に記載の繊維ブランク。
- 1つまたは複数の第8のたて糸(ci2、ci3)が、2つの閉じた非連結ゾーン(114)の前の繊維ブランクの第2の部分(104)のよこ糸の層、および2つの閉じた非連結ゾーンの後の繊維ブランクの第3の部分(106)のよこ糸の層を連結し、
1つまたは複数の第9のたて糸(cj2、cj3)が、2つの閉じた非連結ゾーン(114)の前の繊維ブランクの第3の部分(106)のよこ糸の層、および2つの閉じた非連結ゾーンの後の繊維ブランクの第2の部分(104)のよこ糸の層を連結し、
第8のたて糸(ci2、ci3)および第9のたて糸(cj2、cj3)の経路が、2つの閉じた非連結ゾーン(114)の中央領域で交差する、請求項5に記載の繊維ブランク。 - 繊維ブランクの両面に隣接するよこ糸の外側層が、たて糸方向に繊維ブランクの全体寸法にわたって連続的に延在する同じたて糸(c11、c22)で織られる、請求項1から6のいずれか一項に記載の繊維ブランク。
- タービンエンジンファン用の複合材料から閉じたボックス構造のプラットフォームを作るために3次元製織によって単一体として織られる繊維ブランクであって、両面を有し、
繊維ブランクが、第1の部分、第2の部分、および第3の部分を呈し、それぞれがたて糸の複数の層を備え、それぞれがその両面の間に繊維ブランクの厚さの一部を形成し、繊維構造のたて糸が列に配置されており、各列が3つの部分すべてにおいてたて糸を有し、
ブランクの各平面において、1組のよこ糸が、第1の部分、第2の部分、および第3の部分のたて糸の層を連結し、
一方、上流非連結限界と下流非連結限界との間でよこ糸方向に繊維ブランクの寸法の一部分に対して第1の部分を第2の部分から分離する、閉じた非連結ゾーン、および
繊維ブランクの非連結限界から端縁までよこ糸方向に繊維ブランクの寸法の一部分に対して第2の部分を第3の部分から分離する、少なくとも1つの開いた非連結ゾーンを形成し、
1つまたは複数の第1のよこ糸が、閉じた非連結ゾーンに隣接する繊維ブランクの第1の部分のたて糸の層、および閉じた非連結ゾーンの前後の繊維ブランクの第2の部分のたて糸の層を連結し、
1つまたは複数の第2のよこ糸が、開いた非連結ゾーンに隣接する繊維ブランクの第2の部分のたて糸の層、および閉じた非連結ゾーンの前後の繊維ブランクの第1の部分のたて糸の層を連結し、
1つまたは複数の第3のよこ糸が、開いた非連結ゾーンに隣接する繊維ブランクの第2の部分のたて糸の層、および開いた非連結ゾーンの前の繊維ブランクの第3の部分のたて糸の層を連結し、
1つまたは複数の第4のよこ糸が、開いた非連結ゾーンに隣接する繊維ブランクの第3の部分のたて糸の層、および開いた非連結ゾーンの前の繊維ブランクの第2の部分のたて糸の層を連結する、繊維ブランク。 - 下流端縁と反対側の繊維ブランクの上流端縁から非連結限界までよこ糸方向に繊維ブランクの寸法の一部分に対して第2の部分を第3の部分から分離する、第2の開いた非連結ゾーンをさらに含む、請求項8に記載の繊維ブランク。
- 閉じた非連結ゾーンの上流限界と下流限界との間でよこ糸方向に繊維ブランクの寸法の一部分に対して第2の部分を第3の部分から分離する、2つの閉じた非連結ゾーンをさらに含み、前記2つの閉じた非連結ゾーンが、ハニカム配列でプラットフォームボックス構造を形成するためのものある、請求項8から9のいずれか一項に記載の繊維ブランク。
- 繊維ブランクの両面に隣接するたて糸の外側層が、よこ糸方向に繊維ブランクの全体寸法にわたって連続的に延在する同じよこ糸で織られる、請求項8から10のいずれか一項に記載の繊維ブランク。
- タービンエンジンファン用の複合材料から閉じたボックス構造プラットフォーム用のプリフォームを製造する方法であって、
請求項1から3のいずれか一項に記載の、または請求項7から8のいずれか一項に記載の繊維ブランク(100)を形成することによって繊維プリフォームを作製するステップであり、形成することが、閉じた非連結ゾーン(108)および開いた非連結ゾーン(110)に隣接する繊維ブランクの第1の部分(102)および第2の部分(104)の一部分を展開することを含む、ステップと、
閉じた非連結ゾーンの後の繊維ブランクの第1および第2の部分の一部分を切り離すステップと、
プリフォームをマトリックスで高密度化するステップと
を含む、方法。 - タービンエンジンファン用の複合材料から閉じたボックス構造プラットフォーム用のプリフォームを製造する方法であって、
請求項4に記載の、または請求項9に記載の繊維ブランク(100′)を形成することによって繊維プリフォームを作製するステップであり、形成することが、閉じた非連結ゾーン(108)ならびに第1および第2の開いた非連結ゾーン(110、110′)に隣接する繊維ブランクの第1の部分(102)および第2の部分(104)の一部分を展開することを含む、ステップと、
閉じた非連結ゾーンの前後の繊維ブランクの第1および第2の部分の一部分を切り離すステップと、
プリフォームをマトリックスで高密度化するステップと
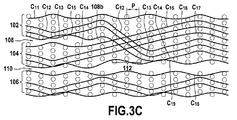
を含む、方法。 - 形成することが、プラットフォームのボックス構造に起伏を形成するように閉じた非連結ゾーン(108)の上流限界(108a)と下流限界(108b)との間に位置している繊維ブランクの第2および第3の部分(102、103)の一部分を形成することをさらに含む、請求項12または請求項13に記載の方法。
- タービンエンジンファン用の複合材料から作られる閉じたボックス構造プラットフォーム(10)であって、請求項12から14のいずれか一項に記載の方法によって得られる、プラットフォーム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1253881 | 2012-04-26 | ||
| FR1253881A FR2989977B1 (fr) | 2012-04-26 | 2012-04-26 | Ebauche fibreuse tissee en une seule piece par tissage tridimensionnel pour la realisation d'une plate-forme a caisson ferme pour soufflante de turbomachine en materiau composite |
| PCT/FR2013/050841 WO2013160584A1 (fr) | 2012-04-26 | 2013-04-17 | Ebauche fibreuse tissee en une seule piece par tissage tridimensionnel pour la realisation d'une plate-forme a caisson ferme pour soufflante de turbomachine en materiau composite. |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015514917A JP2015514917A (ja) | 2015-05-21 |
| JP2015514917A5 JP2015514917A5 (ja) | 2016-06-09 |
| JP6105051B2 true JP6105051B2 (ja) | 2017-03-29 |
Family
ID=48430834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015507575A Active JP6105051B2 (ja) | 2012-04-26 | 2013-04-17 | タービンエンジンファン用の複合材料から閉じたボックス構造プラットフォームを作るために3次元製織によって単一体として織られる繊維ブランク |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10145039B2 (ja) |
| EP (1) | EP2841631B1 (ja) |
| JP (1) | JP6105051B2 (ja) |
| CN (1) | CN104395515B (ja) |
| BR (1) | BR112014026522B1 (ja) |
| CA (1) | CA2871168C (ja) |
| FR (1) | FR2989977B1 (ja) |
| RU (1) | RU2623921C2 (ja) |
| WO (1) | WO2013160584A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200137262A (ko) * | 2019-05-29 | 2020-12-09 | 두산중공업 주식회사 | 트랜지션 피스과 이를 포함하는 연소기 및 가스 터빈 |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2970715B1 (fr) * | 2011-01-21 | 2014-10-17 | Snecma | Structure fibreuse tissee multicouches ayant une partie tubulaire creuse, procede de fabrication et piece composite la comportant |
| FR3018473B1 (fr) | 2014-03-17 | 2016-04-08 | Snecma | Procede de fabrication d'une plate-forme d'aube en materiau composite a joints integres pour soufflante de turbomachine |
| FR3037097B1 (fr) * | 2015-06-03 | 2017-06-23 | Snecma | Aube composite comprenant une plateforme munie d'un raidisseur |
| FR3029563B1 (fr) * | 2014-12-08 | 2020-01-17 | Safran Aircraft Engines | Plateforme a faible rapport de moyeu |
| CN104723571B (zh) * | 2015-03-16 | 2016-10-05 | 天津工业大学 | 一种碳纤维盒型预制件的缝制方法及定型模具 |
| FR3035676B1 (fr) * | 2015-04-29 | 2017-05-12 | Snecma | Aube munie de plateformes possedant un raidisseur |
| JP6524880B2 (ja) * | 2015-10-15 | 2019-06-05 | 株式会社豊田自動織機 | 多層織物 |
| CN105442154B (zh) * | 2015-12-15 | 2017-05-10 | 机械科学研究总院先进制造技术研究中心 | 一种具有梯度结构的三维预制体织造方法 |
| US9725832B1 (en) * | 2016-02-09 | 2017-08-08 | Albany Engineered Composites, Inc. | Weaving multilayer products using multiple warp columns and heddle columns |
| US10436036B2 (en) * | 2016-07-05 | 2019-10-08 | Safran Aircraft Engines | Fitted platform for a turbine engine fan, and a method of fabricating it |
| FR3060440B1 (fr) | 2016-12-21 | 2019-05-17 | Nimitech Innovation | Boitier auto-raidi en materiaux composites et procede de realisation |
| US10767502B2 (en) * | 2016-12-23 | 2020-09-08 | Rolls-Royce Corporation | Composite turbine vane with three-dimensional fiber reinforcements |
| US10557350B2 (en) | 2017-03-30 | 2020-02-11 | General Electric Company | I beam blade platform |
| FR3065182B1 (fr) * | 2017-04-13 | 2019-06-21 | Safran | Procede de fabrication d'une piece en materiau composite comportant un corps prolonge par une extremite de fixation renforcee |
| FR3082876B1 (fr) * | 2018-06-21 | 2021-01-22 | Safran Aircraft Engines | Soufflante comprenant une plateforme et un verrou de blocage |
| FR3084089B1 (fr) | 2018-07-23 | 2020-10-02 | Safran | Texture fibreuse pour carter en materiau composite a resistance au cisaillement amelioree |
| FR3093297B1 (fr) * | 2019-02-28 | 2022-08-12 | Safran Aircraft Engines | Procédé de réalisation d’une pièce en matériau tissé tenant compte du décadrage |
| CN109877993B (zh) * | 2019-03-05 | 2020-09-11 | 南京玻璃纤维研究设计院有限公司 | 一种预制体、一种复合部件以及一种复合部件的加工方法 |
| CN110318140B (zh) * | 2019-05-05 | 2020-08-18 | 宜兴市新立织造有限公司 | 一种实现四步法不等层织物一体化编织的编织方法 |
| FR3097904B1 (fr) | 2019-06-26 | 2021-06-11 | Safran Aircraft Engines | Plateforme inter-aube avec caisson sacrificiel |
| FR3105291B1 (fr) | 2019-12-20 | 2023-03-10 | Safran Aircraft Engines | Aube de soufflante ou d’helice pour une turbomachine d’aeronef et son procede de fabrication |
| CN112626680B (zh) * | 2020-12-10 | 2022-04-22 | 南京玻璃纤维研究设计院有限公司 | 一种三维机织封闭式空腔结构的制备方法及其预制件 |
| FR3121865B1 (fr) * | 2021-04-14 | 2023-12-15 | Safran Aircraft Engines | Procédé de fabrication d’une aube creuse de turbomachine |
| US11920493B2 (en) | 2022-02-25 | 2024-03-05 | General Electric Company | Airfoil having a structural cell and method of forming |
| CN114635217B (zh) * | 2022-03-09 | 2023-05-09 | 南京玻璃纤维研究设计院有限公司 | 一种三维机织复合材料风扇流道平台预制件及其制备方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3102559A (en) * | 1959-12-24 | 1963-09-03 | Raymond Dev Ind Inc | Woven honeycomb cellular fabrics |
| US5080142A (en) * | 1989-04-06 | 1992-01-14 | Hitco | Integrally woven multi-apertured multi-layer angle interlock fabrics |
| US5358758A (en) * | 1989-12-06 | 1994-10-25 | Albany International Corp. | Structural member |
| JPH03234840A (ja) * | 1990-02-05 | 1991-10-18 | Shikishima Kanbasu Kk | 筒状織物および該織物を用いた複合材料 |
| US5451448A (en) * | 1993-07-01 | 1995-09-19 | The United States Of America As Represented By The United States National Aeronautics And Space Administration | Flexible ceramic thermal protection system resistant to high aeroacoustic noise comprising a three-dimensional woven-fiber structure having a multilayer top fabric layer, a bottom fabric layer and an intermediate rib fabric layer |
| US6446675B1 (en) * | 2001-07-05 | 2002-09-10 | Albany International Techniweave, Inc. | Minimum distortion 3D woven preforms |
| EP1892071B2 (en) * | 2003-03-06 | 2018-06-27 | Vestas Wind Systems A/S | Method of preparing a pre-form |
| FR2887601B1 (fr) | 2005-06-24 | 2007-10-05 | Snecma Moteurs Sa | Piece mecanique et procede de fabrication d'une telle piece |
| US7712488B2 (en) * | 2008-03-31 | 2010-05-11 | Albany Engineered Composites, Inc. | Fiber architecture for Pi-preforms |
| FR2939153B1 (fr) * | 2008-11-28 | 2011-12-09 | Snecma Propulsion Solide | Realisation d'une structure fibreuse a epaisseur evolutive par tissage 3d |
| FR2939130B1 (fr) * | 2008-11-28 | 2011-09-16 | Snecma Propulsion Solide | Procede de fabrication de piece de forme de forme complexe en materiau composite. |
| FR2946999B1 (fr) * | 2009-06-18 | 2019-08-09 | Safran Aircraft Engines | Element de distributeur de turbine en cmc, procede pour sa fabrication, et distributeur et turbine a gaz l'incorporant. |
| US7836917B1 (en) * | 2009-11-18 | 2010-11-23 | Paradox LLC | Weaving connectors for three dimensional textile products |
| FR2953885B1 (fr) * | 2009-12-14 | 2012-02-10 | Snecma | Aube de turbomachine en materiau composite et procede pour sa fabrication |
| FR2955609B1 (fr) * | 2010-01-26 | 2012-04-27 | Snecma | Aube composite a canaux internes |
| FR2957093B1 (fr) * | 2010-03-02 | 2012-03-23 | Snecma | Preforme fibreuse pour un secteur d'anneau de turbine et son procede de fabrication. |
| EP2791473B1 (fr) | 2011-12-14 | 2019-02-06 | Safran Aircraft Engines | Structure fibreuse tissée en une seule pièce par tissage 3d et application à la fabrication de pièce en matériau composite |
-
2012
- 2012-04-26 FR FR1253881A patent/FR2989977B1/fr active Active
-
2013
- 2013-04-17 EP EP13722490.3A patent/EP2841631B1/fr active Active
- 2013-04-17 BR BR112014026522-4A patent/BR112014026522B1/pt active IP Right Grant
- 2013-04-17 CA CA2871168A patent/CA2871168C/fr active Active
- 2013-04-17 JP JP2015507575A patent/JP6105051B2/ja active Active
- 2013-04-17 WO PCT/FR2013/050841 patent/WO2013160584A1/fr active Application Filing
- 2013-04-17 CN CN201380026193.1A patent/CN104395515B/zh active Active
- 2013-04-17 RU RU2014147441A patent/RU2623921C2/ru active
- 2013-04-17 US US14/397,052 patent/US10145039B2/en active Active
-
2018
- 2018-09-21 US US16/138,529 patent/US10724159B2/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200137262A (ko) * | 2019-05-29 | 2020-12-09 | 두산중공업 주식회사 | 트랜지션 피스과 이를 포함하는 연소기 및 가스 터빈 |
| KR102223117B1 (ko) * | 2019-05-29 | 2021-03-05 | 두산중공업 주식회사 | 트랜지션 피스과 이를 포함하는 연소기 및 가스 터빈 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150167209A1 (en) | 2015-06-18 |
| CA2871168A1 (fr) | 2013-10-31 |
| JP2015514917A (ja) | 2015-05-21 |
| BR112014026522A2 (pt) | 2017-06-27 |
| US20190024274A1 (en) | 2019-01-24 |
| RU2623921C2 (ru) | 2017-06-29 |
| FR2989977B1 (fr) | 2014-05-23 |
| CA2871168C (fr) | 2019-08-27 |
| EP2841631A1 (fr) | 2015-03-04 |
| BR112014026522B1 (pt) | 2021-05-18 |
| FR2989977A1 (fr) | 2013-11-01 |
| US10145039B2 (en) | 2018-12-04 |
| EP2841631B1 (fr) | 2016-05-18 |
| WO2013160584A1 (fr) | 2013-10-31 |
| CN104395515A (zh) | 2015-03-04 |
| US10724159B2 (en) | 2020-07-28 |
| RU2014147441A (ru) | 2016-06-10 |
| CN104395515B (zh) | 2016-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6105051B2 (ja) | タービンエンジンファン用の複合材料から閉じたボックス構造プラットフォームを作るために3次元製織によって単一体として織られる繊維ブランク | |
| JP6254533B2 (ja) | 3次元織りによって単一部片として織られた繊維構造物、および複合材料部品製作へのその応用 | |
| CN104040056B (zh) | 用于由复合材料制成且具有集成平台的涡轮发动机叶片的纤维预成型件及其制造方法 | |
| US9664053B2 (en) | Integral textile structure for 3-D CMC turbine airfoils | |
| JP6165774B2 (ja) | π型断面の複合材料補強部品、具体的にはタービンエンジンファン用プラットフォーム、およびその製造方法 | |
| JP4058033B2 (ja) | ターボ機関ブレード、特にファンブレード及びその製造方法 | |
| JP5599865B2 (ja) | 複合材料から作られるターボ機械ブレードを製造する方法 | |
| JP6272779B2 (ja) | 3d製織繊維構造、そのような繊維構造から得られた繊維プリフォーム、およびそのようなプリフォームを含む複合材料部品 | |
| US9551094B2 (en) | Fiber preform of π-shaped section, in particular for a fan platform made of composite material | |
| CN106687662A (zh) | 制造由复合材料制成的涡轮发动机叶片的方法、所产生的叶片以及包括该叶片的涡轮发动机 | |
| JP6862440B2 (ja) | 1つまたは複数のプラットフォームと一体の本体を有する複合材料パーツを製造する方法 | |
| CN113508030B (zh) | 具有三维编织纤维增强件的复合材料部件的修复或恢复制造 | |
| CN114616081B (zh) | 用于生产复合部件,特别是涡轮发动机叶片的编织纤维预制件 | |
| CN109415947A (zh) | 用于涡轮发动机风扇的插入平台及其制造方法 | |
| CN114728440B (zh) | 用于制造风扇叶片的由复合材料制成的编织的纤维预成型件 | |
| US11173633B2 (en) | Preform, framework part, and method for producing such a preform | |
| JP6959223B2 (ja) | 複合材料部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160406 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170301 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6105051 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |