JP6073376B2 - 熱処理用の装置 - Google Patents
熱処理用の装置 Download PDFInfo
- Publication number
- JP6073376B2 JP6073376B2 JP2014556940A JP2014556940A JP6073376B2 JP 6073376 B2 JP6073376 B2 JP 6073376B2 JP 2014556940 A JP2014556940 A JP 2014556940A JP 2014556940 A JP2014556940 A JP 2014556940A JP 6073376 B2 JP6073376 B2 JP 6073376B2
- Authority
- JP
- Japan
- Prior art keywords
- quartz glass
- heating
- wall element
- wall
- furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000010438 heat treatment Methods 0.000 title claims description 99
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 95
- 239000000463 material Substances 0.000 claims description 58
- 238000000034 method Methods 0.000 claims description 51
- 230000008569 process Effects 0.000 claims description 51
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 30
- 230000005855 radiation Effects 0.000 claims description 12
- 230000002093 peripheral effect Effects 0.000 claims description 2
- 238000000576 coating method Methods 0.000 description 20
- 239000011248 coating agent Substances 0.000 description 19
- 239000004927 clay Substances 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 7
- 238000001816 cooling Methods 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 239000010453 quartz Substances 0.000 description 6
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 5
- 239000010931 gold Substances 0.000 description 5
- 229910052737 gold Inorganic materials 0.000 description 5
- 230000035939 shock Effects 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 4
- 238000010304 firing Methods 0.000 description 4
- 239000011810 insulating material Substances 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 239000002390 adhesive tape Substances 0.000 description 3
- 239000011449 brick Substances 0.000 description 3
- 230000003749 cleanliness Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 238000005245 sintering Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000002459 sustained effect Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000009970 fire resistant effect Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000002557 mineral fiber Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910001120 nichrome Inorganic materials 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/0003—Linings or walls
- F27D1/0006—Linings or walls formed from bricks or layers with a particular composition or specific characteristics
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/62—Heating elements specially adapted for furnaces
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Resistance Heating (AREA)
- Furnace Details (AREA)
Description
加熱素材を600℃よりも高い温度に加熱するために使用される産業用電気加熱炉では、加熱エレメントとしてしばしば赤外線放射器が使用される。赤外線放射器は、短波、中波および/または長波の赤外線を放射する。赤外線放射器は、しばしばプロセス室の内部に配置されていて、したがって高温にさらされている。それゆえに、赤外線放射器は制限された寿命を有している。
本発明の根底を成す課題は、炉ライニングを備えた熱処理用の装置を改良して、簡単かつ多様な形式で製造することができ、加熱素材の迅速な加熱および冷却ならびに短いプロセス時間を可能にし、長い寿命により優れている熱処理用の装置を提供することである。
冒頭で述べた特徴を有する熱処理用の装置を起点として、上記課題を解決した本発明による構成によれば、炉ライニングが複数の壁エレメントを有しており、該壁エレメントは、プロセス室に面した側と、プロセス室とは反対に位置する側とを有しており、前記複数の壁エレメントのうちの少なくとも1つの壁エレメントは、複数の石英ガラス管を有しており、該石英ガラス管は、SiO2含有の結合材料を介して互いに結合されている。
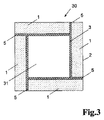
第1の実施の形態では、熱処理用の装置(図示せず)は、直方体形の中空体の形態の炉ライニングを有している。炉ライニングは、石英ガラスから成る複数の壁エレメント1と、底部プレートと、カバープレートとを有している。
装置の構造は、実施例1の装置の構造とは、互いに反対の側に位置する2つの壁エレメント1が完全に取り除かれている点で異なっている。2つの開口は、加熱すべき加熱素材を連続的に導入するための供給部である。カバーと底部とを備えた残りの両壁部として形成された新規の内側ライニングを備えた炉は、高温の、かつスイッチオンされた状態で(電気的な持続出力1.5kW)で中心に部材を装填される。置き台は、加熱領域(底部)から60mmの間隔を有している。
実施例3による炉の構造は、実施例2による装置に相当する。炉は、高温の、スイッチオンされた状態(電気的な継続出力1.5kW)で運転され、連続的な焼結プロセスのために使用される。このためには、上面に金をコーティングされた構成部材、たとえばL×B×H=1000mm×34mm×14mmの寸法を有する石英管が、コーティングの焼付けのために炉を通じてガイドされ、構成部材は200mm/minの速度で炉の高温のプロセス室を通じて運動し、反対の側から再び導出される。構成部材は、炉の外側に位置する保持体によって手動で炉を通じて運動させられる。管は底部プレートの加熱領域に対して60mmの間隔で運動する。
従来のマッフル焼成炉は、24kWの電気的な皮相電力と、煉瓦張りの形態の炉ライニングと、プロセス室とを有し、該プロセス室は、L×B×H=1000mm×500mm×300mmの有効空間寸法を有している。このマッフル焼成炉内に、長さ300mm、幅34mm、高さ14mmの、一方の側で金属をコーティングされた石英管がコーティングの焼付けのために導入され、試料の温度−時間経過が求められる。昇温曲線(図示せず)は、700℃〜1000℃の間で6.6K/minの勾配を有している。炉温度は、最大1000℃に維持される。炉のスイッチオフ後、温度が600℃に達して試料の取出しのために最も早く炉が開放され得るまで5.5時間かかる。煉瓦張りの長い寿命(>1年)を亀裂形成無しに保障するために、炉は400℃以下でようやく開放されることが望ましい。なぜならば煉瓦張りの石は高い温度衝撃耐性を有していないからである。
装置の構成は、実施例1の装置とは、面状放射器として相並んで配置された3つの底部プレートが設けられている点で異なっている。各底部プレートは、10本の丸管を有している。該丸管は400ワットの出力を有するそれぞれ1つの加熱フィラメントを備えている。装置の電気的な総出力は、12kWである。丸管の両端部にはセラミック製口金が設けられている。3つの面状放射器(底部プレート)は、全体で400×300mm2=0.12m2の面積を占めている。対峙して位置するカバーの面積(0.16m2)との差異は、個別の、一方の側で上面においてコーティングされた管片より設計される。
実施例4に示した同一の寸法および品質を有する鋼プレートを従来の赤外線モジュールを用いて短波の9つの放射線で側方から加熱する。赤外線モジュールは、100kW/m2の出力密度と、38kWの電気総出力とを有している。赤外線モジュールの加熱領域は、L×B=700mm×500mmの面積を有している。加熱素材に対する加熱領域の間隔は120mmである。
比較例2と同一の寸法および同一の品質を有する鋼プレートを、2つの対流赤外線モジュールを介して短波の放射線で2つの側から加熱する。赤外線モジュールは、それぞれ100kW/m2の出力密度を有している。電気的な出力は、合計で75kWである。モジュールの加熱領域は、それぞれL×B=700m×500mmの面積を有している。加熱領域と加熱素材との間の間隔は120mmである。
択一的な実施の形態では、壁エレメントは、それ自体が加熱放射体として機能し、複数の側から同時に加熱素材を加熱するように形成されている。875mmの長さ、34mmの幅および14mmの高さを有する、石英ガラスから成る個別の5つのツイン管は、環状に湾曲され、その後に外面をコーティングされて、互いに結合されている。このようにして得られたプロセス室の内側曲率半径は、約120mmである。円弧は、間隙(約30mm)をあけている。この間隙を通じて、電気的な接続部が給電のためにプロセス室の外側の領域にガイドされる。環状の5つのツイン管は、それぞれ70cmの長さのそれぞれ2つの加熱コイルを有している。これらのツイン管は、垂直方向に上下に重なって直接に接触して1つの結合体を形成する。各加熱コイルは、0.9kWの出力を有している。装置の総出力は、9kWである。底部プレートおよびカバープレートは、実施例1に記載されるように加熱エレメントを有しない接合された個別の管から成っている。
別の実施の形態では、炉コーティングが、実施の形態1による炉コーティングとは異なっている。つまり、1つの壁エレメント1が省略されている。これによって、開いた側を通じたプロセス室への装填が有利である。装填は自動的にロボットアームにより行われる。ロボットは、加熱すべき構成部材を規定された期間だけ高温領域に、目標温度が達成されるまで保持する。その後に、構成部材は、成形工具内に入れられる。次いで、再び次の構成部材が赤外線炉内で目標温度に達するまでもたらされる。
Claims (14)
- 石英ガラスから成る炉ライニングによって取り囲まれた、加熱すべき加熱素材が導入されるプロセス室と、加熱装置と、熱放射線を反射させる反射体とを備えた熱処理用の装置であって、
前記炉ライニングは、複数の壁エレメントを有し、該壁エレメントは、プロセス室に面した側と、プロセス室とは反対に向けられた側とを有し、前記壁エレメントのうちの少なくとも1つの壁エレメントは、複数の石英ガラス管を有しており、該石英ガラス管はSiO2含有の結合材料を介して互いに結合されており、
前記石英ガラス管のうち少なくとも1つの石英ガラス管内に、加熱装置の部品である加熱エレメントが配置されていることを特徴とする、熱処理用の装置。 - 前記SiO2含有の結合材料は、同時に反射体としても結合手段としても機能する、請求項1記載の装置。
- 前記SiO2含有の結合材料は、壁エレメントの、前記プロセス室に面した側に塗布されている、請求項1記載の装置。
- 前記SiO2含有の結合材料は、壁エレメントの、前記プロセス室とは反対の側に塗布されている、請求項1または2記載の装置。
- 前記石英ガラス管は、円形の横断面を有しており、該石英ガラス管の外径は、4〜50mmの範囲にある、請求項1から4までのいずれか1項記載の装置。
- 1つの壁エレメントの全ての石英ガラス管に加熱エレメントが割り当てられている、請求項1から5までのいずれか1項記載の装置。
- 前記加熱エレメントは、放射器管と加熱フィラメントとを有している赤外線放射器である、請求項6記載の装置。
- 前記加熱エレメントは、中波の赤外線放射のために設計されている、請求項1から7までのいずれか1項記載の装置。
- 前記壁エレメントは直方体形の中空体を形成していて、該中空体の内部にプロセス室が存在している、請求項1から8までのいずれか1項記載の装置。
- 前記直方体形の中空体は、底部プレートを形成する壁エレメントと、カバープレートを形成する壁エレメントと、中空体の側壁を形成する4つの壁エレメントとを有している、請求項9記載の装置。
- 少なくとも2つの壁エレメントは、2つの壁エレメントが角部においてほぞ継ぎによって互いに結合されており、かつ/または第1および第2の壁エレメントの石英ガラスシリンダが角部において交互に突出していることによって、ブロック構造形式で互いに結合されている、請求項1から10までのいずれか1項記載の装置。
- 突出している前記壁エレメントは、該壁エレメントを位置固定するために、前記炉ライニングを取り囲む炉ケースに結合されている、請求項11記載の装置。
- 前記炉ライニングは、円筒状に形成されており、円筒周面を形成する、環状に湾曲された複数の石英ガラス管を備える壁エレメント、カバープレートを形成する壁エレメントおよび底部プレートを形成する壁エレメントを有している、請求項1から8までのいずれか1項記載の装置。
- 前記底部プレートおよび/または前記カバープレートは、複数の石英ガラスシリンダを有しており、該石英ガラスシリンダは、SiO2含有の結合材料により互いに結合されている、請求項10または13記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012003030A DE102012003030A1 (de) | 2012-02-17 | 2012-02-17 | Vorrichtung zur Wärmebehandlung |
| DE102012003030.4 | 2012-02-17 | ||
| PCT/EP2013/000074 WO2013120571A1 (de) | 2012-02-17 | 2013-01-12 | Vorrichtung zur wärmebehandlung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015513058A JP2015513058A (ja) | 2015-04-30 |
| JP2015513058A5 JP2015513058A5 (ja) | 2016-01-07 |
| JP6073376B2 true JP6073376B2 (ja) | 2017-02-01 |
Family
ID=47632959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014556940A Expired - Fee Related JP6073376B2 (ja) | 2012-02-17 | 2013-01-12 | 熱処理用の装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9976807B2 (ja) |
| EP (1) | EP2815195B1 (ja) |
| JP (1) | JP6073376B2 (ja) |
| KR (1) | KR101734630B1 (ja) |
| CN (1) | CN104220830B (ja) |
| DE (1) | DE102012003030A1 (ja) |
| PL (1) | PL2815195T3 (ja) |
| WO (1) | WO2013120571A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015104932B3 (de) | 2015-03-31 | 2016-06-02 | Heraeus Noblelight Gmbh | Vorrichtung zur Wärmebehandlung |
| DE102015113766B4 (de) | 2015-08-19 | 2019-07-04 | Heraeus Noblelight Gmbh | Strahlermodul sowie Verwendung des Strahlermoduls |
| DE102015119763A1 (de) | 2015-11-16 | 2017-05-18 | Heraeus Quarzglas Gmbh & Co. Kg | Infrarotstrahler |
| WO2022013137A1 (de) * | 2020-07-13 | 2022-01-20 | Heraeus Noblelight Gmbh | Mittelwelliger infrarotstrahler und verfahren für dessen herstellung |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT157690B (de) * | 1938-02-04 | 1940-01-10 | Siemens Schuckertwerke Wien | Induktionsofen zum Schmelzen von Metallen, Legierungen u. dgl. |
| DE1973753U (de) | 1967-08-30 | 1967-11-30 | Berthold Widmaier Fa | Elektrisch beheizter kleiner muffelbrennoften fuer emaillierzwecke, beipielsweise zur herstellung von schmuckstuecken u. dgl. |
| DE2522160A1 (de) * | 1975-05-17 | 1976-11-25 | Philips Patentverwaltung | Sonnenkollektor |
| DE2934106A1 (de) | 1979-08-23 | 1981-03-26 | Karl-Heinrich Prof. Dr.-Ing. 5100 Aachen Hausmann | Rohrwaermetauscher und verfahren zu dessen herstellung |
| JPS5917587U (ja) | 1982-04-21 | 1984-02-02 | 株式会社デンコー | 板状赤外線輻射加熱装置 |
| JPS6451619A (en) | 1987-08-21 | 1989-02-27 | Dainippon Screen Mfg | Heat treatment equipment for substrate |
| CN2138260Y (zh) * | 1991-06-24 | 1993-07-14 | 周永椒 | 石英红外电子炉 |
| JP3299477B2 (ja) | 1997-02-07 | 2002-07-08 | 光信 宮城 | 中空導波路の製造方法 |
| DE10227566B4 (de) * | 2002-06-20 | 2007-09-27 | Dentsply Detrey Gmbh | Heizmuffel für einen Brennofen zur Herstellung eines Titan enthaltenden Dentalkeramikerzeugnisses, Verfahren zu seiner Herstellung und Verwendung, sowie Brennofen enthaltend die Heizmuffel |
| JP2005127628A (ja) | 2003-10-24 | 2005-05-19 | Murata Mfg Co Ltd | 熱処理炉 |
| US7563512B2 (en) * | 2004-08-23 | 2009-07-21 | Heraeus Quarzglas Gmbh & Co. Kg | Component with a reflector layer and method for producing the same |
| DE102004054392A1 (de) * | 2004-08-28 | 2006-03-02 | Heraeus Quarzglas Gmbh & Co. Kg | Verfahren zum Verbinden von Bauteilen aus hochkieselsäurehaltigem Werkstoff, sowie aus derartigen Bauteilen zusammengefügter Bauteil-Verbund |
| JP4623416B2 (ja) * | 2004-11-12 | 2011-02-02 | 国立大学法人長岡技術科学大学 | 赤外線放射融雪方法及びその装置 |
| JP5441243B2 (ja) * | 2009-02-24 | 2014-03-12 | 信越石英株式会社 | 赤外線透過性部材の熱処理用石英ガラス治具 |
-
2012
- 2012-02-17 DE DE102012003030A patent/DE102012003030A1/de not_active Ceased
-
2013
- 2013-01-12 CN CN201380009640.2A patent/CN104220830B/zh not_active Expired - Fee Related
- 2013-01-12 EP EP13702328.9A patent/EP2815195B1/de not_active Not-in-force
- 2013-01-12 WO PCT/EP2013/000074 patent/WO2013120571A1/de active Application Filing
- 2013-01-12 US US14/379,127 patent/US9976807B2/en not_active Expired - Fee Related
- 2013-01-12 JP JP2014556940A patent/JP6073376B2/ja not_active Expired - Fee Related
- 2013-01-12 KR KR1020147022753A patent/KR101734630B1/ko active IP Right Grant
- 2013-01-12 PL PL13702328T patent/PL2815195T3/pl unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013120571A1 (de) | 2013-08-22 |
| PL2815195T3 (pl) | 2016-03-31 |
| JP2015513058A (ja) | 2015-04-30 |
| KR20140112084A (ko) | 2014-09-22 |
| KR101734630B1 (ko) | 2017-05-11 |
| DE102012003030A1 (de) | 2013-08-22 |
| CN104220830B (zh) | 2016-06-15 |
| EP2815195B1 (de) | 2015-10-14 |
| US9976807B2 (en) | 2018-05-22 |
| US20150010294A1 (en) | 2015-01-08 |
| CN104220830A (zh) | 2014-12-17 |
| EP2815195A1 (de) | 2014-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101375570B1 (ko) | 복사전열 히터 | |
| JP6073376B2 (ja) | 熱処理用の装置 | |
| JP5137362B2 (ja) | 金属基材と無機材料表面層とからなる構造体 | |
| JP2018512181A (ja) | 焼結材料から作られた部材、具体的には歯科用構成部品のための焼結炉 | |
| KR20160120762A (ko) | 소결 재료로 이뤄지는 부품, 특히 치과 부품을 위한 소결로 | |
| JP2022504738A (ja) | 赤外線放射器を備えた加熱装置 | |
| US6511628B2 (en) | Method for controlling the firing of ceramics | |
| EA025702B1 (ru) | Печь и нагреватель, содержащий тепловой барьер, и способ нагрева, предназначенный для упомянутой печи | |
| JP5554085B2 (ja) | 加熱装置の運転方法 | |
| CN113862451A (zh) | 燃气炉及燃气炉的使用方法 | |
| US9097463B2 (en) | Housing for heating and use method of the same, heating jig and use method of the same, and operation method of heating device | |
| KR100531216B1 (ko) | 터널형 콘베이어식 적외선 가열장치 | |
| JP2008072080A (ja) | 加熱装置 | |
| KR20010085151A (ko) | 원적외선 방사 세라믹 히타의 제조방법 | |
| JPS5836156Y2 (ja) | 赤外線発熱体 | |
| JPS62211888A (ja) | セラミック遠赤外線放射体の製造方法 | |
| JPS5837675B2 (ja) | メンハツネツタイノ セイゾウホウホウ | |
| JPH0680478A (ja) | セラミック溶射材料 | |
| JP2004251484A (ja) | ローラーハース炉、その搬送用ローラー、及び搬送用ローラーの製造方法 | |
| CN102701743A (zh) | 一种红外辐射加热器陶瓷加热芯的制作方法 | |
| JPS6325466B2 (ja) | ||
| JPH01100283A (ja) | 金属タイルの製造方法 | |
| JP2001011505A (ja) | 被焼成品の脱バインダー装置 | |
| JPS61291425A (ja) | 管状ガラス部材の加熱装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150831 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20151111 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160418 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160725 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160801 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6073376 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |