JP6041682B2 - 立形研削盤 - Google Patents
立形研削盤 Download PDFInfo
- Publication number
- JP6041682B2 JP6041682B2 JP2013009460A JP2013009460A JP6041682B2 JP 6041682 B2 JP6041682 B2 JP 6041682B2 JP 2013009460 A JP2013009460 A JP 2013009460A JP 2013009460 A JP2013009460 A JP 2013009460A JP 6041682 B2 JP6041682 B2 JP 6041682B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- centering
- peripheral surface
- vertical
- outer peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Description
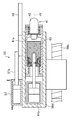
図1に、本願発明を適用した立形研削盤1を示す。この立形研削盤1は、数値制御によって自動的に研削加工ができる、いわゆるNC工作機械である。
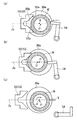
図7に、本実施形態のワークWの平面図を例示する。なお、便宜上、ワークWの大小等を誇張して表している場合がある。
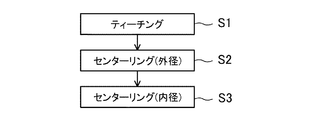
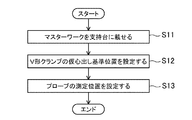
図9を参照しながら、ティーチングの流れを示す。ティーチングでは、まず、マスターワークMWがチャック30の上面に載置され、マスターワークMWの中心Osと縦軸Jtとが一致するように位置決めされる(ステップS11)。そうして位置決めされたマスターワークMWを用いて、V形クランプ53の仮心出し基準位置が設定される。
図11を参照しながら、外径のセンターリングの流れを示す。最初に、加工するワークWを、目視レベルで、その外周面の中心O’が縦軸Jtと重なるようにチャック30の上面に載置する(ステップS21)。次に、立形研削盤1を操作して、心出しを行うように指示する。
ワークWの内周面に寸法誤差があっても、外周面と同心円であれば心出しの作業は不要である。しかしながら、図7の(c)に示したように、ワークWの内周面は僅かに偏心している場合がある。
5 プローブ
6 NC加工制御装置
30 チャック(支持台)
30a 上面(支持部)
41 打撃装置
42 ハンマー
50 心出し装置
51 仮決め装置
53 V形クランプ(第1クランプ)
54 I形クランプ(第2クランプ)
55 受止アーム
60 心出し制御装置
64 心出し制御部
70 加工装置
W ワーク
MW マスターワーク
Jy 横軸
Jt 縦軸
Claims (4)
- 断面が円形の外周面を有するワークを研削加工する立形研削盤であって、
前記ワークを直立した状態で支持し、鉛直方向に延びる縦軸回りに回転する支持台と、
前記支持台に支持された前記ワークに対して研削加工を行う加工装置と、
前記支持台及び前記加工装置の駆動を数値制御する加工制御装置と、
前記縦軸に対する心ずれに起因する前記ワークの外周面の振れ量を測定する移動可能なプローブと、
前記縦軸に対して前記ワークの心出しを行う心出し装置と、
を備え、
前記支持台は、前記ワークが水平方向にスライド可能に載置されて当該ワークを任意の位置で固定可能な支持部を有し、
前記心出し装置は、
前記ワークの心出しを予備的に行う仮決め装置と、
前記ワークを打撃によってスライド変位させる打撃装置と、
前記仮決め装置を駆動制御するとともに、前記プローブの測定値に基づいて、前記打撃装置を駆動制御する心出し制御装置と、
を有し、
前記仮決め装置は、前記縦軸と直交する横軸に沿って両側から前記ワークを挟み込む第1クランプ及び第2クランプを有し、
前記第1クランプは、前記横軸に沿ってスライド可能であるとともに前記ワークの外周面の前記横軸に対して線対称な2箇所に接する受止アームを有し、
前記打撃装置は、前記ワークの外周面に径方向を外側から衝突するハンマーを有し、
前記仮決め装置によって予備的な心出しが行われた後に、前記打撃装置によって心出しが行われる立形研削盤。 - 請求項1に記載の立形研削盤において、
前記心出し制御装置は、
前記ワークの基準となるマスターワークを用いて位置決めされる前記第1クランプ及び前記プローブの基準位置を記憶するマスター記憶部と、
前記加工制御装置と協働して、前記ワークの心出しを制御する心出し制御部と、
を有し、
前記心出し制御部が、
前記仮決め装置と協働して、前記第1クランプをその基準位置にスライドさせ、前記ワークを前記第2クランプで押し付けて前記受止アームで受け止めることにより、前記ワークの外周面の予備的な心出しを行い、
前記打撃装置と協働して、前記プローブが基準位置で測定する前記ワークの振れ量に基づいて、前記ワークの最大振れ部位が前記ハンマーと対向する位置に前記支持台を回転させた後、前記ハンマーを前記最大振れ部位に衝突させる心出し処理を少なくとも1回行うことにより、前記ワークの外周面の心出しを行う立形研削盤。 - 請求項2に記載の立形研削盤において、
前記ワークは、更に、断面が円形の内周面を有し、
前記プローブは、更に、前記縦軸に対する心ずれに起因する前記ワークの内周面の振れ量を測定し、
前記心出し制御部が、前記ワークの外周面の心出しを行った後に、当該ワークの内周面の心出しを行う立形研削盤。 - 請求項1〜請求項3のいずれか1つに記載の立形研削盤において、
前記第1クランプは、更に、前記横軸に沿ってスライド可能なアクチュエータを有し、
前記受止アーム及び前記打撃装置が、前記アクチュエータに設置されている立形研削盤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013009460A JP6041682B2 (ja) | 2013-01-22 | 2013-01-22 | 立形研削盤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013009460A JP6041682B2 (ja) | 2013-01-22 | 2013-01-22 | 立形研削盤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014140912A JP2014140912A (ja) | 2014-08-07 |
| JP6041682B2 true JP6041682B2 (ja) | 2016-12-14 |
Family
ID=51422690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013009460A Active JP6041682B2 (ja) | 2013-01-22 | 2013-01-22 | 立形研削盤 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6041682B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107464490B (zh) * | 2017-09-11 | 2023-07-18 | 广东省职业病防治院 | 手传振动研究模拟设备 |
| JP2022553403A (ja) * | 2019-10-24 | 2022-12-22 | ファイブズ・ランディス・コーポレーション | ワークピースを研削かつ旋削する方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4926337A (en) * | 1988-07-13 | 1990-05-15 | Bryant Grinder Corporation | Automatic workpart centering mechanism for a chuck |
| US5108117A (en) * | 1990-11-28 | 1992-04-28 | Bryant Grinder Corporation | Workpart chuck positioning mechanism with independent shoes |
| JPH06320376A (ja) * | 1993-05-13 | 1994-11-22 | Olympus Optical Co Ltd | レンズの芯出し方法および装置 |
-
2013
- 2013-01-22 JP JP2013009460A patent/JP6041682B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014140912A (ja) | 2014-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6113998B2 (ja) | 形状測定機、形状測定機の調整方法および形状測定方法 | |
| JP5935407B2 (ja) | 眼鏡レンズ加工装置 | |
| US9656329B2 (en) | Machining jig for rotatably supporting workpiece with respect to tool of machine tool and machining system | |
| JP5782373B2 (ja) | 加工装置 | |
| JP2016101642A (ja) | ワークの複数箇所を押圧するワーク固定装置 | |
| WO2016060016A1 (ja) | ねじ軸となるワークの有効径インプロセス測定方法および測定装置 | |
| JP2014040001A (ja) | ワーク加工装置とその制御方法 | |
| JP2015174188A (ja) | 研削盤の砥石のツルーイング方法及び研削盤 | |
| JP2015150677A (ja) | 板状体の製造装置及びその製造方法 | |
| JP2009192254A (ja) | ドリル形状測定装置 | |
| JP2019025612A (ja) | 内面研削装置 | |
| JP6041682B2 (ja) | 立形研削盤 | |
| JP2015229211A (ja) | ワークの自動芯出し装置及び自動芯出し方法 | |
| JP6042173B2 (ja) | 研削装置 | |
| CN104139335B (zh) | 磨床 | |
| JP2017039177A (ja) | 研削盤および研削方法 | |
| KR101844782B1 (ko) | 머시닝센터용 공작물 고정장치 | |
| JP2012000721A (ja) | ワークレスト | |
| JP2012091307A (ja) | 加工装置及び加工方法 | |
| JP6077313B2 (ja) | 立形研削盤 | |
| JP2019007949A (ja) | ワークの自動芯出し装置及び自動芯出し方法、並びに、検査又は測定装置及び検査又は測定方法 | |
| JP2019042901A (ja) | 加工装置及びそれを用いた加工方法 | |
| JP6322498B2 (ja) | 立旋盤の調心システムおよび方法 | |
| JP2014008548A (ja) | 軸状のワークの加工装置 | |
| JP6943691B2 (ja) | 加工装置及びそれを用いた加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161025 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161028 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6041682 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |