JP6033190B2 - マルチワイヤ加工装置及びマルチワイヤ加工方法 - Google Patents
マルチワイヤ加工装置及びマルチワイヤ加工方法 Download PDFInfo
- Publication number
- JP6033190B2 JP6033190B2 JP2013183145A JP2013183145A JP6033190B2 JP 6033190 B2 JP6033190 B2 JP 6033190B2 JP 2013183145 A JP2013183145 A JP 2013183145A JP 2013183145 A JP2013183145 A JP 2013183145A JP 6033190 B2 JP6033190 B2 JP 6033190B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- wire
- workpiece
- workpieces
- machining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Description
図1は、本発明にかかるマルチワイヤ加工装置の実施の形態1の概略構成を示す斜視図である。図1において、マルチワイヤ加工装置100は、ワイヤ2を繰り出すワイヤ繰り出しボビン1a、第1のガイドローラ3a、第2のガイドローラ3b、第3のガイドローラ3c、第4のガイドローラ3d及びワイヤ2を回収するワイヤ回収ボビン1bを備える。第1〜第4のガイドローラ3a〜3dのそれぞれには、一本のワイヤ2が順次巻き掛けられ、軸線方向に並行に並んだワイヤ2が配置されている。マルチワイヤ加工時において、ワイヤ2はワイヤ繰り出しボビン1aから上記経路を経てワイヤ回収ボビン1bまで走行する。
本発明の実施の形態2は、実施の形態1と同様の機械構造を有する。ただし、位置制御装置4が第1の駆動ユニット9a及び第2の駆動ユニット9bを制御することによって第1の被加工物8a及び第2の被加工物8bを切断方向及び切断方向と逆方向へ移動させることで交互に切削加工と放電加工とを繰り返す。これにより、複数の被加工物の加工面の精度を均一にする(精度のばらつきを抑える)ことができる。
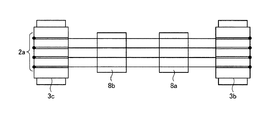
図6は、本発明の実施の形態3にかかるマルチワイヤ加工装置のガイドローラの回転軸方向から見た平面図である。放電加工がなされる第1の被加工物8aは、第2のガイドローラ3bと第3のガイドローラ3cとの間に位置し、切削加工がなされる第2の被加工物8bは、第1のガイドローラ3aと第4のガイドローラ3dとの間に位置している。第1のガイドローラ3aと第4のガイドローラ3dとの間には、第2の切断ワイヤ部2bが構成されている。第2の切断ワイヤ部2bを挟んで第2の被加工物8bの対向部には加工液を回収する加工液回収槽9が設置されている。加工液回収槽9で回収された第2の加工液は、図示しない加工液供給装置(加工液供給手段)により第2の被加工物8bへ吹きかけられる。
図7は、本発明の実施の形態4にかかるマルチワイヤ加工装置の放電加工パルスパターンを示す図である。図7に示す放電加工パルスパターンは、加工電源6によって発生させるもので、第1の被加工物8aと第2の被加工物8bとの間に極性を適宜反転させた放電加工パルスを印加する。これにより、被加工物が鉄系材料であるときの第1の被加工物8a及び第2の被加工物8bの表面に発生する腐食を抑制することができる。すなわち、放電電圧の平均値が常に零になるように放電加工パルスを制御することにより、被加工物の加工面の微小割れを防止して加工品質を向上し、ワイヤ及び被加工物の電蝕を防ぐことができる。
Claims (4)
- 2本のガイドローラの間に互いに離間して平行に張られたワイヤからなる切断ワイヤ部を備え、前記ワイヤを軸方向に移動させつつ複数の被加工物を前記切断ワイヤ部の側に送って複数の前記被加工物を切断するマルチワイヤ加工装置であって、
複数の前記被加工物の各々と前記切断ワイヤ部との距離を個別に制御する駆動手段と、
複数の前記被加工物同士の間にパルス電圧を印加するパルス電圧発生手段とを備え、
前記駆動手段は、複数の前記被加工物の一つを前記切断ワイヤ部に接触させて切削加工により切断するとともに、複数の前記被加工物のうちの前記一つ以外の被加工物と前記切断ワイヤ部との間隔を一定に保って、複数の前記被加工物のうちの前記一つ以外の被加工物を放電加工により切断することを特徴とするマルチワイヤ加工装置。 - 前記駆動手段は、複数の前記被加工物のうち前記切断ワイヤ部に接触させる被加工物を順番に変えることを特徴とする請求項1に記載のマルチワイヤ加工装置。
- 前記切断ワイヤ部を複数有し、
複数の前記切断ワイヤ部の各々に加工液を供給する加工液供給手段と、
複数の前記切断ワイヤ部の各々に供給された加工液を回収する加工液回収槽とを備えることを特徴とする請求項1又は2に記載のマルチワイヤ加工装置。 - 2本のガイドローラの間に互いに離間して平行に張られたワイヤからなる切断ワイヤ部の側に複数の被加工物を送りつつ前記ワイヤを軸方向に移動させて、複数の前記被加工物を切断するマルチワイヤ加工方法であって、
複数の前記被加工物の一つを前記切断ワイヤ部に接触させて切削加工により切断する処理と、複数の前記被加工物のうちの前記一つ以外の被加工物と前記切断ワイヤ部との間隔を一定に保ちつつ複数の前記被加工物同士の間にパルス電圧を印加して、複数の前記被加工物のうちの前記一つ以外の被加工物を放電加工により切断する処理とを同時に行うことを特徴とするマルチワイヤ加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013183145A JP6033190B2 (ja) | 2013-09-04 | 2013-09-04 | マルチワイヤ加工装置及びマルチワイヤ加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013183145A JP6033190B2 (ja) | 2013-09-04 | 2013-09-04 | マルチワイヤ加工装置及びマルチワイヤ加工方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015047685A JP2015047685A (ja) | 2015-03-16 |
| JP2015047685A5 JP2015047685A5 (ja) | 2016-01-21 |
| JP6033190B2 true JP6033190B2 (ja) | 2016-11-30 |
Family
ID=52698144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013183145A Active JP6033190B2 (ja) | 2013-09-04 | 2013-09-04 | マルチワイヤ加工装置及びマルチワイヤ加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6033190B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6923828B2 (ja) * | 2015-09-15 | 2021-08-25 | キヤノンマーケティングジャパン株式会社 | ワイヤ放電加工装置 |
| CN106270841B (zh) * | 2016-09-05 | 2018-05-08 | 南京航空航天大学 | 柔性金属薄板微群槽连续电解加工系统及方法 |
| CN113710398B (zh) * | 2019-04-18 | 2022-09-27 | 三菱电机株式会社 | 线放电加工装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5315597U (ja) * | 1976-07-22 | 1978-02-09 | ||
| JPS5420485A (en) * | 1977-07-18 | 1979-02-15 | Inoue Japax Res Inc | Wire cutting device |
| JPH03109726U (ja) * | 1990-02-27 | 1991-11-11 | ||
| JP5712947B2 (ja) * | 2012-02-07 | 2015-05-07 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| JP5821679B2 (ja) * | 2012-02-15 | 2015-11-24 | 新日鐵住金株式会社 | 硬脆性インゴットの切断加工方法 |
-
2013
- 2013-09-04 JP JP2013183145A patent/JP6033190B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015047685A (ja) | 2015-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010260151A (ja) | ワイヤ放電加工装置及び放電加工方法 | |
| JP6033190B2 (ja) | マルチワイヤ加工装置及びマルチワイヤ加工方法 | |
| Kimura et al. | Fundamental study on multi-wire EDM slicing of SiC by wire electrode with track-shaped section | |
| JP6568451B2 (ja) | ワイヤー放電加工を用いた半導体材料又は不導体材料の切断装置及びその方法 | |
| CN105034180A (zh) | SiC单晶片的微弧放电微细切割装置及切割方法 | |
| Okamoto et al. | Challenge to development of functional multi-wire EDM slicing method using wire electrode with track-shaped section | |
| JP5464506B2 (ja) | ワイヤ放電加工システム、ワイヤ放電加工方法。 | |
| KR20070104676A (ko) | 전해가공 방법 및 시스템 | |
| Okamoto et al. | Control of kerf width in multi-wire EDM slicing of semiconductors with circular section | |
| JP2010105051A (ja) | 形彫放電加工方法および形彫放電加工装置 | |
| JP5578223B2 (ja) | マルチワイヤ放電加工システム、マルチワイヤ放電加工装置、電源装置、半導体基板または太陽電池基板の製造方法、放電加工方法 | |
| CN114770780B (zh) | 棒体处理装置 | |
| JP5393501B2 (ja) | ワイヤ放電加工装置 | |
| JP2015009346A (ja) | 電解ドレッシング方法、及び電解ドレッシング装置 | |
| JP5843889B2 (ja) | ワイヤ放電加工装置 | |
| JP2016147357A (ja) | 放電加工装置 | |
| JP6647469B1 (ja) | ワイヤ放電加工装置 | |
| JP5821679B2 (ja) | 硬脆性インゴットの切断加工方法 | |
| WO2013073225A1 (ja) | ワイヤ放電加工装置および半導体ウエハ製造方法 | |
| WO2014084277A1 (ja) | 放電加工装置 | |
| JP6558542B2 (ja) | 放電加工方法 | |
| JP2014172096A (ja) | ワイヤ放電加工システム、電源装置、及びその制御方法とプログラム。 | |
| US20230415252A1 (en) | Electrical discharge machining apparatus | |
| Zaparov | THERMOELECTRIC MATERIAL PROCESSING TOOLS AND THEIR COMPARATIVE ANALYSIS | |
| Furutani et al. | A desktop saw wire coating machine by using electrical discharge machining |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160927 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160930 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161025 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6033190 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |