JP5997289B2 - マイクロ波エネルギーを用いて感光性エレメントの端部を溶接することによるフレキソ印刷フォームの製造方法 - Google Patents
マイクロ波エネルギーを用いて感光性エレメントの端部を溶接することによるフレキソ印刷フォームの製造方法 Download PDFInfo
- Publication number
- JP5997289B2 JP5997289B2 JP2014544793A JP2014544793A JP5997289B2 JP 5997289 B2 JP5997289 B2 JP 5997289B2 JP 2014544793 A JP2014544793 A JP 2014544793A JP 2014544793 A JP2014544793 A JP 2014544793A JP 5997289 B2 JP5997289 B2 JP 5997289B2
- Authority
- JP
- Japan
- Prior art keywords
- photosensitive
- layer
- photosensitive element
- radiation
- microwave
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/16—Coating processes; Apparatus therefor
- G03F7/18—Coating curved surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/16—Curved printing plates, especially cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N3/00—Preparing for use and conserving printing surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/16—Curved printing plates, especially cylinders
- B41N1/22—Curved printing plates, especially cylinders made of other substances
Description
(a)熱可塑性バインダーと、モノマーと、光開始剤とを含む感光層をそれぞれが含む、前記少なくとも2つの感光性エレメントを提供するステップと;
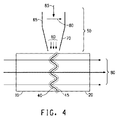
(b)第2の感光性エレメントの端部と溶接する第1の感光性エレメントの端部が、互いに密接に接触して溶接線を形成するように、前記少なくとも2つの感光性エレメントを並べて配置するステップと;
(c)マイクロ波放射手段からマイクロ波放射を加えるステップであって、前記マイクロ波放射が、前記端部の実質的に近傍の領域上に当たるステップと
を含む方法に関する。
(a)熱可塑性バインダーと、モノマーと、光開始剤とを含む感光層を含む前記感光性エレメントを提供するステップと;
(b)互いに溶接される2つの端部が、互いに密接に接触して溶接線を形成するように、円筒形感光性エレメントの前記2つの端部を並べて配置するステップと;
(c)マイクロ波放射手段からマイクロ波放射を加えるステップであって、前記マイクロ波放射が、前記端部の実質的に近傍の領域上に当たるステップと
を含む方法に関する。
約300MHz〜約30,000MHz;
約400MHz〜約24,000MHz;
約425MHz〜約950MHz;
約425MHz〜約450MHz;
約885MHz〜約925MHz;
約2400MHz〜約2600MHz;
約2435MHz〜約2460MHz;
約5,700MHz〜約5,900MHz;
約5,785MHz〜約5,810MHz;
約23,985MHz〜約24,010MHz
の好ましい周波数範囲内にある。
前述したように、本発明は、2つ以上の感光性エレメントの端部溶接に関する。好ましくは、端部溶接は、マイクロ波放射をエレメントの局所加熱区域に当てることによって行われ、その後、感光性エレメントを化学線に像様露光する。
実施例1
2つのCyrel(登録商標)感光板(E.I.du Pont de Nemours&Co.Wilmington,Del.製)を並べて配置し、溶接される端部を接近させて配置した。2つの板の上に中程度の水平力を加えて、板をその場所に維持した。板をTeflon(登録商標)バッキングまたは支持体上に搭載した。
2つのCyrel(登録商標)感光板(E.I.du Pont de Nemours&Co.Wilmington,Del.製)を並べて配置し、溶接される端部を接近させて配置した。2つの板の上に中程度の水平力を加えて、板をその場所に維持した。板をTeflon(登録商標)バッキングまたは支持体上に搭載した。
2つのCyrel(登録商標)感光板(E.I.du Pont de Nemours&Co.Wilmington,Del.製)を並べて配置し、溶接される端部を接近させて配置した。2つの板の上に中程度の水平力を加えて、板のその場所に維持した。板をTeflon(登録商標)バッキングまたは支持体上に搭載した。

[1]
印刷フォームとして使用するために、少なくとも2つの感光性エレメントを互いに溶接する方法であって:
(a)熱可塑性バインダーと、モノマーと、光開始剤とを含む感光層をそれぞれが含む、前記少なくとも2つの感光性エレメントを提供するステップと;
(b)第2の感光性エレメントの端部と溶接する第1の感光性エレメントの端部が、互いに密接に接触して溶接線を形成するように、前記少なくとも2つの感光性エレメントを並べて配置するステップと;
(c)マイクロ波放射手段からマイクロ波放射を加えるステップであって、前記マイクロ波放射が、前記端部の実質的に近傍の領域上に当たるステップと、を含む、方法。
[2]
前記少なくとも2つの感光性エレメントが平面形状である、前記[1]に記載の方法。
[3]
前記少なくとも2つの感光性エレメントが円筒形エレメントであり、前記第1の感光性エレメントの前記端部、および前記第2の感光性エレメント前記端部が、前記少なくとも2つの感光性エレメントのそれぞれの2つの円形端部の一方と関連する、前記[1]に記載の方法。
[4]
前記溶接線が不均一である、前記[1]に記載の方法。
[5]
前記マイクロ波放射に露光した前記感光性エレメントが、マイクロ波放射への露光時において化学線に像様露光されない、前記[1]に記載の方法。
[6]
前記マイクロ波放射に露光した前記感光性エレメントが、マイクロ波放射への露光時において、化学線に像様露光される、前記[1]に記載の方法。
[7]
前記感光性エレメントが、化学線にさらに像様露光される、前記[5]に記載の方法。
[8]
前記感光性エレメントが熱現像プロセスまたは溶剤現像プロセスによって現像される、前記[6]または[7]に記載の方法。
[9]
前記第1の感光性エレメントの前記端部が前記第2の感光性エレメントの前記端部と重なり合う、前記[1]に記載の方法。
[10]
前記マイクロ波放射の周波数が約300MHz〜約30,000MHzの範囲内である、前記[1]に記載の方法。
[11]
前記マイクロ波放射の周波数が、433MHz、896MHz、915MHz、2,450MHz、5,800MHz、および24,000MHzからなる群から選択される、前記[10]に記載の方法。
[12]
前記マイクロ波放射が、約1(秒)〜約120(秒)の範囲内の時間間隔で、前記溶接線の実質的に近傍の前記領域に当たる、前記[1]に記載の方法。
[13]
前記マイクロ波放射が、約1(秒)〜約10(秒)の範囲内の時間間隔で、前記溶接線の実質的に近傍の前記領域に当たる、前記[12]に記載の方法。
[14]
供給される前記マイクロ波の出力が約100W〜2,000Wの範囲内である、前記[1]に記載の方法。
[15]
供給される前記マイクロ波の出力が約450W〜800Wの範囲内である、前記[14]に記載の方法。
[16]
前記[15]に記載の方法によって製造されたフレキソ印刷フォーム。
[17]
円筒形感光性エレメントを印刷フォームとして使用するために、前記感光性エレメントの2つの端部を互いに溶接する方法であって:
(a)熱可塑性バインダーと、モノマーと、光開始剤とを含む感光層を含む前記感光性エレメントを提供するステップと;
(b)互いに溶接される2つの端部が、互いに密接に接触して溶接線を形成するように、円筒形感光性エレメントの前記2つの端部を並べて配置するステップと;
(c)マイクロ波放射手段からマイクロ波放射を加えるステップであって、前記マイクロ波放射が、前記端部の実質的に近傍の領域上に当たるステップと、を含む、方法。
[18]
前記溶接線が不均一である、前記[17]に記載の方法。
[19]
前記マイクロ波放射に露光した前記感光性エレメントが、マイクロ波放射への露光時において化学線に像様露光されない、前記[17]に記載の方法。
[20]
前記マイクロ波放射に露光した前記感光性エレメントが、マイクロ波放射への露光時において、化学線に像様露光される、前記[19]に記載の方法。
[21]
前記感光性エレメントが化学線に像様露光される、前記[19]に記載の方法。
[22]
前記感光性エレメントが熱現像プロセスまたは溶剤現像プロセスによって現像される、前記[19]に記載の方法。
[23]
前記円筒形感光性エレメントの前記2つの端部が互いに重なり合う、前記[17]に記載の方法。
[24]
前記マイクロ波放射の周波数が約300MHz〜約30,000MHzの範囲内である、前記[17]に記載の方法。
[25]
前記マイクロ波放射の周波数が、433MHz、896MHz、915MHz、2,450MHz、5,800MHz、および24,000MHzからなる群から選択される、前記[24]に記載の方法。
[26]
前記マイクロ波放射が、約1(秒)〜約120(秒)の範囲内の時間間隔で、前記溶接線の実質的に近傍の前記領域に当たる、前記[17]に記載の方法。
[27]
前記マイクロ波放射が、約1(秒)〜約10(秒)の範囲内の時間間隔で、前記溶接線の実質的に近傍の前記領域に当たる、前記[26]に記載の方法。
[28]
供給される前記マイクロ波の出力が約100W〜2,000Wの範囲内である、前記[17]に記載の方法。
[29]
供給される前記マイクロ波の出力が約450W〜800Wの範囲内である、前記[28]に記載の方法。
[30]
前記[29]に記載の方法により製造されたフレキソ印刷フォーム。
Claims (3)
- 印刷フォームとして使用するために、少なくとも2つの感光性エレメントを互いに溶接する方法であって:
(a)熱可塑性バインダーと、モノマーと、光開始剤とを含む感光層をそれぞれが含む、前記少なくとも2つの感光性エレメントを提供するステップと;
(b)第2の感光性エレメントの端部と溶接する第1の感光性エレメントの端部が、互いに密接に接触して溶接線を形成するように、前記少なくとも2つの感光性エレメントを並べて配置するステップと;
(c)マイクロ波放射手段からマイクロ波放射を加えるステップであって、前記マイクロ波放射が、前記端部の実質的に近傍の領域上に当たるステップと、を含む、方法。 - 感光性エレメントを印刷フォームとして使用するために、前記感光性エレメントの2つの端部を互いに溶接する方法であって:
(a)熱可塑性バインダーと、モノマーと、光開始剤とを含む感光層を含む前記感光性エレメントを提供するステップと;
(b)互いに溶接される2つの端部が、互いに密接に接触して溶接線を形成するように、感光性エレメントの前記2つの端部を並べて配置するステップと;
(c)マイクロ波放射手段からマイクロ波放射を加えるステップであって、前記マイクロ波放射が、前記端部の実質的に近傍の領域上に当たるステップと、を含み、
前記工程(c)で生じる感光性エレメントが、円筒形である、方法。 - 請求項1または2の方法に、さらに以下の工程(d):
(d)前記工程(c)で生じた感光性エレメントの層を化学線に像様露光する工程、及び工程(e):
(e)前記工程(d)のエレメントを熱または溶液で処理して、印刷に適したレリーフ表面を形成する工程、
を含むことを特徴とするフレキソ印刷フォームの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/310,232 | 2011-12-02 | ||
| US13/310,232 US20130139714A1 (en) | 2011-12-02 | 2011-12-02 | Method for making flexographic printing forms by welding edges of photosensitive elements with microwave energy |
| PCT/US2012/066482 WO2013081951A1 (en) | 2011-12-02 | 2012-11-25 | Method for making flexographic printing forms by welding edges of photosensitive elements with microwave energy |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015507216A JP2015507216A (ja) | 2015-03-05 |
| JP2015507216A5 JP2015507216A5 (ja) | 2016-01-07 |
| JP5997289B2 true JP5997289B2 (ja) | 2016-09-28 |
Family
ID=47351978
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014544793A Expired - Fee Related JP5997289B2 (ja) | 2011-12-02 | 2012-11-25 | マイクロ波エネルギーを用いて感光性エレメントの端部を溶接することによるフレキソ印刷フォームの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US20130139714A1 (ja) |
| EP (1) | EP2786207B1 (ja) |
| JP (1) | JP5997289B2 (ja) |
| WO (1) | WO2013081951A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220085521A (ko) | 2020-12-15 | 2022-06-22 | 고등기술연구원연구조합 | 회전형 반응기 및 그의 동작 방법 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2917038A4 (en) * | 2012-11-06 | 2017-06-28 | Rolling Optics AB | Printing tool for production of synthetic image devices and a method of manufacturing such a tool |
| EP4189482A1 (en) * | 2020-07-31 | 2023-06-07 | Morphotonics Holding B.V. | Welding method for creating an upscaled master |
Family Cites Families (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE552701A (ja) | 1955-12-23 | |||
| BE626525A (ja) | 1959-08-05 | |||
| US3264103A (en) | 1962-06-27 | 1966-08-02 | Du Pont | Photopolymerizable relief printing plates developed by dry thermal transfer |
| US4323636A (en) | 1971-04-01 | 1982-04-06 | E. I. Du Pont De Nemours And Company | Photosensitive block copolymer composition and elements |
| CA1099435A (en) | 1971-04-01 | 1981-04-14 | Gwendyline Y. Y. T. Chen | Photosensitive block copolymer composition and elements |
| JPS5167704A (en) * | 1974-12-06 | 1976-06-11 | Hashimoto Denki Co Ltd | Tanbanyokohagikino maikurohainkasochi |
| US4045231A (en) | 1975-03-15 | 1977-08-30 | Tokyo Ohka Kogyo Kabushiki Kaisha | Photosensitive resin composition for flexographic printing plates |
| DE2722896C3 (de) | 1977-05-20 | 1986-01-02 | Du Pont de Nemours (Deutschland) GmbH, 4000 Düsseldorf | Verfahren zur Kantenverbindung lichthärtbarer thermoplastischer elastomerer Druckplatten |
| US4177074A (en) | 1978-01-25 | 1979-12-04 | E. I. Du Pont De Nemours And Company | Butadiene/acrylonitrile photosensitive, elastomeric polymer compositions for flexographic printing plates |
| JPS54130205A (en) * | 1978-03-29 | 1979-10-09 | Nippon Paint Co Ltd | Method and device for making photosensitive resin cylinder |
| DE2844426B1 (de) | 1978-10-12 | 1979-09-27 | Du Pont De Nemours (Deutschland) Gmbh, 4000 Duesseldorf | Verfahren zur Kantenverbindung von lichthärtbaren, thermoplastischen, elastomeren Druckplatten |
| DE3137416A1 (de) | 1981-09-19 | 1983-03-31 | Basf Ag, 6700 Ludwigshafen | Fotopolymerisierbare gemische und elemente daraus |
| US4431723A (en) | 1981-09-21 | 1984-02-14 | E. I. Du Pont De Nemours And Company | Aqueous processible, alcohol resistant flexographic printing plates |
| US4460675A (en) | 1982-01-21 | 1984-07-17 | E. I. Du Pont De Nemours And Company | Process for preparing an overcoated photopolymer printing plate |
| US4427759A (en) | 1982-01-21 | 1984-01-24 | E. I. Du Pont De Nemours And Company | Process for preparing an overcoated photopolymer printing plate |
| US4517279A (en) | 1982-08-31 | 1985-05-14 | Uniroyal, Inc. | Photosensitive elastomeric polymer composition for flexographic printing plates - processable in semi-aqueous basic solution or solvent systems |
| JPS59191541A (ja) * | 1983-04-15 | 1984-10-30 | Toyota Motor Corp | 鋳造用消失性模型の製作方法 |
| US4753865A (en) | 1986-01-22 | 1988-06-28 | E. I. Du Pont De Nemours And Company | Photosensitive compositions containing microgels |
| US4726877A (en) | 1986-01-22 | 1988-02-23 | E. I. Du Pont De Nemours And Company | Methods of using photosensitive compositions containing microgels |
| DE3704695A1 (de) | 1987-02-14 | 1988-08-25 | Basf Ag | Verfahren zum beschichten von formzylindern oder formzylinder-huelsen mit einer durchgehenden, nahtlosen lichtempfindlichen schicht sowie verwendung der so beschichteten formzylinder bzw. formzylinder-huelsen zur herstellung von druckformen fuer den rotationsdruck |
| DE3704693A1 (de) * | 1987-02-14 | 1988-08-25 | Basf Ag | Verfahren zum nahtlosen und haftfesten verbinden der end- und/oder seitenbereiche von lichtempfindlichen schichten sowie verwendung der so verbundenen lichtempfindlichen schichten fuer die herstellung von druckformen |
| US4956252A (en) | 1988-08-30 | 1990-09-11 | E. I. Dupont De Nemours And Company | Aqueous processible photosensitive compositions containing core shell microgels |
| US4894315A (en) | 1988-08-30 | 1990-01-16 | E. I. Du Pont De Nemours And Company | Process for making flexographic printing plates with increased flexibility |
| US5338611A (en) * | 1990-02-20 | 1994-08-16 | Aluminum Company Of America | Method of welding thermoplastic substrates with microwave frequencies |
| US5015556A (en) | 1990-07-26 | 1991-05-14 | Minnesota Mining And Manufacturing Company | Flexographic printing plate process |
| US5215859A (en) | 1990-07-26 | 1993-06-01 | Minnesota Mining And Manufacturing Company | Backside ionizing irradiation in a flexographic printing plate process |
| US5175072A (en) | 1990-07-26 | 1992-12-29 | Minnesota Mining And Manufacturing Company | Flexographic printing plate process |
| DE4024151A1 (de) | 1990-07-30 | 1992-02-06 | Basf Ag | Verfahren zur herstellung von druckzylindern mit nahtloser photopolymerer reliefschicht fuer den rotationsdruck |
| EP0469735B1 (en) | 1990-07-31 | 1998-06-10 | Minnesota Mining And Manufacturing Company | Device for forming flexographic printing plate |
| US5272216A (en) * | 1990-12-28 | 1993-12-21 | Westinghouse Electric Corp. | System and method for remotely heating a polymeric material to a selected temperature |
| DE4140768C2 (de) * | 1991-12-11 | 1994-08-18 | Roland Man Druckmasch | Offset-Druckform |
| US5262275A (en) | 1992-08-07 | 1993-11-16 | E. I. Du Pont De Nemours And Company | Flexographic printing element having an IR ablatable layer and process for making a flexographic printing plate |
| US5719009A (en) | 1992-08-07 | 1998-02-17 | E. I. Du Pont De Nemours And Company | Laser ablatable photosensitive elements utilized to make flexographic printing plates |
| US5607814A (en) | 1992-08-07 | 1997-03-04 | E. I. Du Pont De Nemours And Company | Process and element for making a relief image using an IR sensitive layer |
| US5679485A (en) | 1993-03-31 | 1997-10-21 | Nippon Zeon Co., Ltd. | Photosensitive composition, photosensitive rubber plate and process for producing same, and flexographic plate and process for producing same |
| US5301610A (en) | 1993-04-30 | 1994-04-12 | E. I. Du Pont De Nemours And Company | Method and apparatus for making spiral wound sleeves for printing cylinders and product thereof |
| US6210854B1 (en) | 1993-08-27 | 2001-04-03 | E. I. Du Pont De Nemours And Company | Aqueous developable flexographic printing plate |
| JP3044689B2 (ja) | 1994-10-14 | 2000-05-22 | 日本ゼオン株式会社 | 感光性エラストマー組成物及び感光性ゴム版 |
| US5863704A (en) | 1995-04-26 | 1999-01-26 | Nippon Zeon Company, Ltd. | Photosensitive composition and photosensitive rubber plate |
| US5506086A (en) | 1995-05-01 | 1996-04-09 | E. I. Du Pont De Nemours And Company | Process for making a flexographic printing plate |
| US6238837B1 (en) | 1995-05-01 | 2001-05-29 | E.I. Du Pont De Nemours And Company | Flexographic element having an infrared ablatable layer |
| JPH08336898A (ja) * | 1995-06-14 | 1996-12-24 | Sekisui Chem Co Ltd | 熱可塑性樹脂製管体の接合方法 |
| US5798019A (en) | 1995-09-29 | 1998-08-25 | E. I. Du Pont De Nemours And Company | Methods and apparatus for forming cylindrical photosensitive elements |
| US5766819A (en) | 1995-11-29 | 1998-06-16 | E. I. Dupont De Nemours And Company | Donor elements, assemblages, and associated processes with flexible ejection layer(s) for laser-induced thermal transfer |
| WO1998013730A1 (en) | 1996-09-27 | 1998-04-02 | Minnesota Mining And Manufacturing Company | Multilayer flexographic printing plate |
| US6143451A (en) | 1996-11-26 | 2000-11-07 | E. I. Du Pont De Nemours And Company | Imaged laserable assemblages and associated processes with high speed and durable image-transfer characteristics for laser-induced thermal transfer |
| US5840463A (en) | 1997-07-14 | 1998-11-24 | E. I. Du Pont De Nemours And Company | Photosensitive donor element assemblages and associated process for laser-induced thermal transfer |
| JP4883742B2 (ja) * | 2002-02-01 | 2012-02-22 | 杉野 宣雄 | 押し花乾燥具 |
| US7022198B2 (en) * | 2003-03-07 | 2006-04-04 | The United States Of America As Represented By The Secretary Of The Navy | Microwave assisted reactive brazing of ceramic materials |
| US20070125489A1 (en) * | 2005-09-08 | 2007-06-07 | Oregon State University | Microfluidic welded devices or components thereof and method for their manufacture |
| JP2010076243A (ja) * | 2008-09-25 | 2010-04-08 | Asahi Kasei E-Materials Corp | 円筒状印刷原版の製造方法 |
| JP5176064B2 (ja) * | 2009-04-28 | 2013-04-03 | 独立行政法人 国立印刷局 | 多面版作製装置及び多面版作製方法 |
-
2011
- 2011-12-02 US US13/310,232 patent/US20130139714A1/en not_active Abandoned
-
2012
- 2012-11-25 EP EP12799409.3A patent/EP2786207B1/en not_active Not-in-force
- 2012-11-25 JP JP2014544793A patent/JP5997289B2/ja not_active Expired - Fee Related
- 2012-11-25 WO PCT/US2012/066482 patent/WO2013081951A1/en active Application Filing
-
2014
- 2014-07-10 US US14/328,009 patent/US20140318399A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220085521A (ko) | 2020-12-15 | 2022-06-22 | 고등기술연구원연구조합 | 회전형 반응기 및 그의 동작 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2786207B1 (en) | 2016-02-10 |
| US20140318399A1 (en) | 2014-10-30 |
| WO2013081951A1 (en) | 2013-06-06 |
| JP2015507216A (ja) | 2015-03-05 |
| EP2786207A1 (en) | 2014-10-08 |
| US20130139714A1 (en) | 2013-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4959089B2 (ja) | フレキソ印刷版の作製方法 | |
| JP4575954B2 (ja) | 感光性印刷スリーブの熱処理方法 | |
| JP4575951B2 (ja) | フレキソ印刷要素の熱現像装置及び方法 | |
| JP2846955B2 (ja) | 多層フレキソグラフ印刷板を作成する方法 | |
| EP1764654B1 (en) | Method for thermal development of a photosensitive element using a development medium having a support | |
| CA2581496C (en) | Method and device for the production of photopolymerisable cylindrical jointless flexographic printing elements | |
| JP2007520379A (ja) | 微小球を用いるプロセスレスのデジタル画像形成されたフォトポリマー要素 | |
| JP5835936B2 (ja) | 印刷フォームを製造する方法 | |
| TW201236886A (en) | Photosensitive resin laminate and thermal processing of the same | |
| TWI309201B (en) | Printing element with an integral printing surface | |
| JP5997289B2 (ja) | マイクロ波エネルギーを用いて感光性エレメントの端部を溶接することによるフレキソ印刷フォームの製造方法 | |
| JP2007536119A (ja) | フレキソ印刷用の一体的な紫外線透明な緩衝層を有するフォトポリマースリーブブランクの製造方法 | |
| CN106030416A (zh) | 用于在柔性版印刷元件上产生表面纹理的方法 | |
| JP5639351B2 (ja) | 印刷組版として使用される円筒形感光エレメントの作製方法 | |
| JP4934648B2 (ja) | 印刷フォームとして使用される、円筒状に成形された感光部材を作製するための方法 | |
| JP6754503B2 (ja) | フレキソ刷版の改善された作製方法 | |
| US8105756B2 (en) | Method for preparing a printing form using vibrational energy | |
| NL2020109B1 (en) | Method for fixing and treating a flexible plate on a drum, and flexible plate for use therein | |
| JP2017518534A (ja) | 速乾性フレキソ印刷構成部材 | |
| JP4166957B2 (ja) | 画像形成性が改良されたフレキソ版用感光性樹脂構成体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151106 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151106 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160729 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160802 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160825 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5997289 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |