JP5988043B2 - 強化ガラス板のスクライブ方法 - Google Patents
強化ガラス板のスクライブ方法 Download PDFInfo
- Publication number
- JP5988043B2 JP5988043B2 JP2013135012A JP2013135012A JP5988043B2 JP 5988043 B2 JP5988043 B2 JP 5988043B2 JP 2013135012 A JP2013135012 A JP 2013135012A JP 2013135012 A JP2013135012 A JP 2013135012A JP 5988043 B2 JP5988043 B2 JP 5988043B2
- Authority
- JP
- Japan
- Prior art keywords
- scribe line
- tempered glass
- scribe
- surface portion
- line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000005341 toughened glass Substances 0.000 title claims description 123
- 238000000034 method Methods 0.000 title claims description 65
- 238000005520 cutting process Methods 0.000 claims description 50
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 239000011521 glass Substances 0.000 claims description 6
- 230000002787 reinforcement Effects 0.000 claims 1
- 238000005728 strengthening Methods 0.000 claims 1
- 239000010410 layer Substances 0.000 description 13
- 230000015572 biosynthetic process Effects 0.000 description 12
- 230000000694 effects Effects 0.000 description 9
- 238000003825 pressing Methods 0.000 description 9
- 238000005452 bending Methods 0.000 description 6
- 238000000926 separation method Methods 0.000 description 6
- 238000005496 tempering Methods 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 2
- 238000005342 ion exchange Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000006059 cover glass Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000004031 devitrification Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000006058 strengthened glass Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
Images








Landscapes
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
本発明は、スクライブ刃を移動させることによって、強化ガラス板を切断するためのスクライブラインを形成する強化ガラス板のスクライブ方法に関する。
周知のように、強化ガラス板は、イオン交換法や風冷強化法によって表層部が強化されており、その板厚方向における表面側、及び裏面側には、圧縮応力が印加された圧縮応力層が形成されている。さらに、両側の圧縮応力層の間には、引張応力が印加された引張応力層が形成されている。このような強化ガラス板は、通常のガラス板と比較して、表層部に作用する引張応力に対して、破壊強度が大幅に高められている。
この強化ガラス板を製品サイズに切出すような場合には、例えば、以下のような手法が広く用いられている。すなわち、スクライブホイールを走行させることで、強化ガラス板の表面を切断予定線に沿って押圧し、スクライブラインを形成する(特許文献1参照)。その後、スクライブラインの周辺に曲げモーメントを作用させ、強化ガラス板を折割ることで、製品サイズの強化ガラス板を得る手法である。
ところで、強化ガラス板は、例えば、近年急速に普及しているスマートフォンや、タブレットPC等におけるディスプレイのカバーガラスとして採用されるに至っている。ここで、これらの製品に採用される強化ガラス板は、従来から大量に製造されていた矩形の強化ガラス板とは異なり、その外周輪郭の一部、或いは、全てが曲線によって構成された形状を有する場合がある。
このような輪郭形状を有する強化ガラス板としては、図13に示すような、R状に湾曲したコーナー部Cを有する略矩形状のものが代表的である(以下、この形状を代表的形状と称する)。このような形状を得る場合、従来においては、大面積の強化ガラス板から小面積の矩形の強化ガラス板Gを切出した後、そのコーナー部Cに対して研削を実施し、当該コーナー部CをR状に形成することで、代表的形状を得る手法が用いられてきた。
ところが、この従来の手法を用いた場合には、コーナー部Cの研削に多大な時間を要するため、生産性が悪化しやすくなる上、研削を実施する研削器にも大きな負担が掛かってしまう。さらには、引張応力層に印加された引張応力に起因して、研削の実施時に、強化ガラス板Gが割れてしまう場合がある。このため、代表的形状の強化ガラス板を得るための手法として、以下のような、新たな手法の採用が試みられている。
すなわち、この新たな手法は、図14に白抜き矢印で示すように、大面積の強化ガラス板から切出した小面積の矩形の強化ガラス板Gに対し、スクライブホイールHにより、切断後に廃棄される非有効面部Gbから予備スクライブラインRSを形成し始める。そして、当該予備スクライブラインRSを、切出しの対象となる有効面部Gaと、当該有効面部Gaを囲う非有効面部Gbとの境界となる閉ループ状の切断予定線CLに、点Jにて合流させる。その後、当該切断予定線CLに沿って、スクライブホイールHを走行させることで、予備スクライブラインRSに連ねてスクライブラインSを閉ループ状に形成する。
そして、形成が完了した予備スクライブラインRS、及びスクライブラインSの周辺に曲げモーメントを作用させ、強化ガラス板Gを有効面部Gaと、非有効面部Gbとに折割って切断(割断)することにより、代表的形状を有効面部Gaとして切出す手法である。この新たな手法によれば、上述した従来の手法における不具合の発生を、好適に回避することが可能である。
しかしながら、この新たな手法によっても、未だ解決すべき問題が残存している。すなわち、強化ガラス板Gへの形成が完了したスクライブラインSには、縦方向、及び横方向へと直線状に延びた直線部に加えて、有効面部Gaにおける四箇所のコーナー部Cに沿って湾曲した曲線部が含まれている。
従って、有効面部Gaと非有効面部Gbとを折割って切断する際には、スクライブラインSのうち、直線部に沿って折割りを実行するための曲げモーメントに加えて、四箇所の曲線部に沿って折割りを実行するための曲げモーメントを、各曲線部に対応した方向へと作用させる必要が生じるため、強化ガラス板Gを同時に多様な方向に折り曲げることが必須となる。その結果、折割りの実行時に、有効面部Gaと非有効面部Gbとの対向する切断面同士が接触してしまい、割れが発生する等して切断面の品質が大きく低下する事態を招いていた。
なお、このような問題は、上述のように、矩形の強化ガラス板から、曲線を含んだ外周輪郭を有する有効面部を切出す場合のみならず、任意の形状(矩形以外)を有する強化ガラス板から、有効面部を切出すような場合にも、同様に生じている問題である。
上記事情に鑑みなされた本発明は、強化ガラス板を、曲線を含んだ外周輪郭を有する有効面部と、当該有効面部を囲う非有効面部とに折割って切断する際に、有効面部と非有効面部との対向する切断面同士の接触を可及的に抑制することを技術的課題とする。
上記課題を解決するために創案された本発明は、曲線を含んだ外周輪郭を有する有効面部と、該有効面部を囲う非有効面部との境界となる閉ループ状の切断予定線に沿って、スクライブ刃を移動させることにより、強化ガラス板を、前記有効面部と前記非有効面部とに切断するためのスクライブラインを形成するスクライブ工程を含む強化ガラス板のスクライブ方法において、スクライブ刃を移動させることで、前記非有効面部を始端として前記スクライブラインに向かって延び、且つその終端が前記スクライブラインと合流しない補助スクライブラインを形成する補助スクライブ工程を含むことに特徴付けられる。
このような方法によれば、スクライブライン、及び補助スクライブラインの形成が完了した後、スクライブラインに沿った折割りを実行する前に、補助スクライブラインに沿った折割りを実行すれば、これに伴って切断部(割断部)が補助スクライブラインに沿って形成される。このとき、さらに切断部は、当該補助スクライブラインの終端側では、スクライブラインまで進展し、補助スクライブラインの始端側では、強化ガラス板の非有効面部におけるエッジ部まで進展する。これにより、強化ガラス板の非有効面部には、スクライブラインからエッジ部まで連なる切断部が形成される。加えて、スクライブラインへと到達した切断部は、その後、当該スクライブラインに沿って進展していく。これらのことから、補助スクライブラインに沿った折割りの実行に続いて、スクライブラインに沿った折割りを実行する際、非有効面部については、切断部により分断された両側部位を、その各々に対応する方向へと別々に独立して折り曲げることができる。その上、スクライブラインに沿って既に切断部が進展した部位については、当該部位に対応する方向へと強化ガラス板を折り曲げる必要自体がなくなる。すなわち、スクライブラインに沿った折割りの実行に伴って、強化ガラス板を同時に多用な方向に折り曲げる必要がなくなり、折り曲げの方向を少なく限定することが可能となる。その結果、有効面部と非有効面部との対向する切断面同士の接触を可及的に抑制することができる。また、補助スクライブラインを形成する際、当該補助スクライブラインの終端が、スクライブラインと合流しないことから、強化ガラス板の引張応力層に印加された引張応力に起因して、補助スクライブラインから発生した亀裂が、有効面部へと進展してしまうような事態の発生を回避することが可能となる。
上記の方法において、前記補助スクライブラインの始端が、前記強化ガラス板の前記非有効面部におけるエッジ部に位置していることが好ましい。
このようにすれば、補助スクライブラインの始端となるエッジ部から終端までの全長に亘って、当該補助スクライブラインを、折割りによる切断に適した深さに形成することができる。このため、補助スクライブラインに沿った折割りを、より確実に実行することが可能となる。
上記の方法において、前記スクライブ刃は、回転刃であると共に、前記補助スクライブラインの終端と、前記スクライブラインとの離間距離を、前記回転刃の径の0.5倍以上で、且つ3倍以下とすることが好ましい。
このようにすれば、補助スクライブラインを形成する際、当該補助スクライブラインから発生した亀裂の有効面部への進展を、より好適に回避することが可能となる。また、補助スクライブラインの終端と、スクライブラインとの離間距離が長すぎるような場合、補助スクライブラインに沿った折割りの実行時に、当該補助スクライブラインの終端側において、切断部がスクライブラインに向かわず、意図しない方向へと進展してしまうことがある。しかしながら、離間距離が上記の範囲内にある場合には、このような事態の発生を好適に防止することができる。
上記の方法において、前記補助スクライブラインを、複数形成することが好ましい。
補助スクライブラインの数が多いほど、当該補助スクライブラインに沿った折割りを実行した後、非有効面部は、当該非有効面部に形成された切断部によって、より多数に分断された状態となる。そのため、補助スクライブラインに沿った折割りの実行に続けて、スクライブラインに沿った折割りを実行する際には、切断部によって分断された全ての非有効面部の、それぞれの折り曲げ時に、折り曲げの方向を、より少なく限定することができる。この結果、補助スクライブラインを複数形成すれば、スクライブラインに沿った折割りの実行時に、有効面部と非有効面部との対向する切断面同士の接触を、さらに好適に抑制することが可能となる。また、スクライブラインに沿った折割りを実行した後、非有効面部を取り除く際においても、多数に分断された非有効面部の各々における切断面と、有効面部における切断面とを接触させずに離間させやすくなる。これにより、非有効面部を取り除く際にも、切断面同士の接触を好適に抑制することが可能となる。
上記の方法において、前記スクライブラインは、直線状に延びた直線部を含み、前記補助スクライブラインを、前記スクライブラインにおける直線部に向かって形成することが好ましい。
このようにすれば、スクライブラインに沿って強化ガラス板が切断される際に、有効面部に切れ残りが発生することを好適に回避することができる。
上記の方法において、前記補助スクライブラインを、直線状に形成すると共に、前記スクライブラインに対して垂直な方向に沿って形成することが好ましい。
このようにすれば、スクライブラインに沿って強化ガラス板が切断される際に、有効面部において切れ残りの発生を回避する上で、より有利となる。
上記の方法において、スクライブ刃を移動させることで、前記非有効面部から前記切断予定線へと湾曲しつつ滑らかに合流する予備スクライブラインを形成した後、前記スクライブ工程として、該予備スクライブラインに連ねて前記スクライブラインを形成することが好ましい。
このようにすれば、予備スクライブラインに連ねてスクライブラインの形成を開始する際に、スクライブ刃の進行方向を急激に転換させる必要がなくなる。これにより、スクライブラインに沿って強化ガラス板が切断される際に、有効面部に切れ残りを発生させる要因となるようなスクライブラインとは異なった方向へと延びた亀裂が発生しにくくなる。
以上のように、本発明によれば、強化ガラス板を、曲線を含んだ外周輪郭を有する有効面部と、当該有効面部を囲う非有効面部とに折割って切断する際に、有効面部と非有効面部との対向する切断面同士の接触を可及的に抑制することが可能となる。
以下、本発明の実施形態について添付の図面を参照して説明する。なお、以下に説明する各実施形態に係る強化ガラス板のスクライブ方法において、当該方法を実施する対象となる強化ガラス板は、その一構成例を示したものにすぎず、後述のように、本発明に係る強化ガラス板のスクライブ方法は、このような強化ガラス板のみを対象とするものではない。
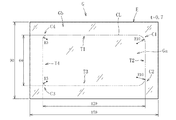
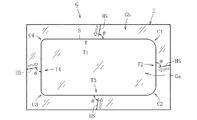
図1は、本発明の第一実施形態に係る強化ガラス板のスクライブ方法において、当該方法を実施する対象となる強化ガラス板Gを示した平面図である。同図に示すように、強化ガラス板Gは、矩形形状を有している。また、板厚方向における表面側、及び裏面側には、圧縮応力が印加された圧縮応力層が形成されると共に、表面側、及び裏面側の両圧縮応力層の間には、引張応力が印加された引張応力層が形成されている。
ここで、本実施形態において、両圧縮応力層に印加された圧縮応力の大きさ(CS)は、各710MPaであり、両圧縮応力層の厚み(DOL)は、各20.8μmである。また、引張応力層に印加された引張応力の大きさ(CT)は、21.4MPaである。さらに、強化ガラス板Gの寸法(横×縦×厚み)は、150mm×90mm×0.7mmとなっている。
なお、強化ガラス板G(強化ガラス板Gの元となるガラス板)は、ガラス組成として、質量%でSiO2:50〜80%、Al2O3:5〜25%、B2O3:0〜15%、Na2O:1〜20%、K2O:0〜10%を含有する組成であることが好ましい。このようにすれば、イオン交換性能と耐失透性との双方に優れた強化ガラス板Gを得ることが可能である。
さらに、強化ガラス板Gは、切出しの対象となり、且つ代表的形状を有する有効面部Gaと、当該有効面部Gaを囲い、且つ強化ガラス板Gの切断後に廃棄される非有効面部Gbとで構成されている。そして、閉ループ状の切断予定線CLが、有効面部Gaと非有効面部Gbとの境界となっている。すなわち、本実施形態においては、曲線を含んだ外周輪郭を有する有効面部として、代表的形状を切出しの対象としている。
有効面部Gaは、その寸法(横×縦×厚み)が、120mm×60mm×0.7mmとなっており、当該有効面部Gaの外周輪郭となる切断予定線CL(後述するスクライブラインSの形成が完了した後においては、当該スクライブラインS)は、四箇所の曲線部C1〜C4と、これら曲線部C1〜C4を相互に結ぶ四箇所の直線部T1〜T4とで構成される。ここで、各曲線部の曲率半径は、C1及びC2については、10mmとなっており、C3及びC4については、5mmとなっている。
以下、本発明の第一実施形態に係る強化ガラス板のスクライブ方法について、添付の図面を参照して説明する。なお、本実施形態、及び以降に説明する他の実施形態においては、予備スクライブラインRS、スクライブラインS、及び補助スクライブラインHSを形成するスクライブ刃(回転刃)として、スクライブホイールHを用いている。
はじめに、図2に白抜き矢印で示すように、強化ガラス板Gの非有効面部Gbにおけるエッジ部Eを始端として、予備スクライブラインRSの形成を開始する。この予備スクライブラインRSの始端は、スクライブホイールHを、エッジ部Eに引っ掛けると共に、当該エッジ部Eに対して直交する方向に走行させることで形成する。
次に、スクライブホイールHの進行方向を漸次に転換させながら、予備スクライブラインRSを切断予定線CLへと接近させていく。そして、予備スクライブラインRSと切断予定線CLとが、直線部T1上に位置する合流点Jで接するように、予備スクライブラインRSを、湾曲させつつ滑らかに切断予定線CLに合流させる。これにより、予備スクライブラインRSの形成が完了する。
ここで、本実施形態において、予備スクライブラインRSの曲率半径は、10mmとしている。また、本実施形態において、予備スクライブラインRSを形成する際のスクライブホイールHの走行速度は、15mm/sとし、スクライブホイールHが強化ガラス板Gの表面を押圧する押圧力は、9.4Nとしている。
予備スクライブラインRSの形成が完了すると、次に、スクライブ工程として、図2に白抜き矢印で示すように、切断予定線CLに沿ってスクライブホイールHを走行させることで、予備スクライブラインRSに連ねて、強化ガラス板Gを、有効面部Gaと非有効面部Gbとに折割って切断するためのスクライブラインSを閉ループ状に形成する。すなわち、予備スクライブラインRSの終端(合流点J)が、スクライブラインSの形成を開始する始端となる。
ここで、閉ループ状のスクライブラインSを形成する際の形成態様について詳述する。切断予定線CLのうち、各曲線部C1〜C4上をスクライブホイールHが走行する走行速度(移動速度)は同一であると共に、各直線部T1〜T4上を走行する走行速度よりも遅くしている。また、各曲線部C1〜C4上をスクライブホイールHが走行する際に、当該スクライブホイールHが強化ガラス板Gを押圧する押圧力は同一であると共に、各直線部T1〜T4上を走行する際に、当該スクライブホイールHが強化ガラス板Gを押圧する押圧力よりも大きくしている。
ここで、本実施形態において、スクライブラインSを形成する際のスクライブホイールHの走行速度は、切断予定線CLのうち、各直線部T1〜T4上においては、100mm/sとし、各曲線部C1〜C4上においては、20mm/sとしている。また、スクライブホイールHが強化ガラス板Gの表面を押圧する押圧力は、各直線部T1〜T4上においては、8.5Nとし、各曲線部C1〜C4上においては、9.4Nとしている。さらに、各直線部T1〜T4において、スクライブラインSの深さは、強化ガラス板Gに形成された圧縮応力層の厚みの3倍以上で、且つ強化ガラス板Gの板厚の60%未満となるように形成されている。
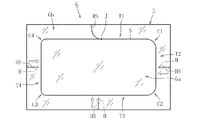
そして、スクライブラインSの形成が完了すると、補助スクライブ工程として、スクライブホイールHにより、図3に示すように、強化ガラス板Gの非有効面部Gbにおけるエッジ部Eから、形成が完了したスクライブラインSの各直線部T2〜T4に向かって、それぞれ補助スクライブラインHSを形成する(本実施形態においては、3本)。ここで、各直線部T2〜T4に向かって、補助スクライブラインHSを形成する態様は、全て同一であるので、これらを代表して、直線部T2に向かって、補助スクライブラインHSを形成する態様についてのみ説明する。
図4に示すように、スクライブホイールHをエッジ部Eに引っ掛けると共に、当該エッジ部Eに対して直交する方向に走行させることで、補助スクライブラインHSの形成を開始する。そして、当該補助スクライブラインHSを、エッジ部Eに位置する始端HSSから終端HSEまでの全長が直線状に延びるように形成すると共に、その終端HSEが直線部T2と合流しないように補助スクライブラインHSの形成を完了する。このとき、図4に示すように、補助スクライブラインHSの終端HSEと、スクライブラインSにおける直線部T2との離間距離Xは、スクライブホイールHの径HDの0.5倍以上で、且つ3倍以下とすることが好ましい。また、補助スクライブラインHSは、直線部T2に対して、垂直な方向に沿って形成することが好ましい。
ここで、本実施形態において、各直線部T2〜T4に向かって、補助スクライブラインHSを形成する際のスクライブホイールHの走行速度は、15mm/sとし、スクライブホイールHが強化ガラス板Gの表面を押圧する押圧力は、10Nとしている。また、スクライブホイールHの径HDは、2mmであり、補助スクライブラインHSの終端HSEと、スクライブラインSにおける直線部T2との離間距離Xは、2mmとしている。
以下、上述した本発明の第一実施形態に係る強化ガラス板のスクライブ方法の作用・効果について、添付の図面を参照して説明する。
予備スクライブラインRS、スクライブラインS、及び補助スクライブラインHSの形成が完了した後、強化ガラス板Gの有効面部Gaを切出すにあたって、図5に示すように、スクライブラインSに沿った折割りを実行する前に、同図に白抜き矢印で示すように、補助スクライブラインHS、及び予備スクライブラインRSの周辺に、曲げモーメントを作用させ、これらに沿った折割りを実行する。
ここで、各補助スクライブラインHS、及び予備スクライブラインRSについて、その各々に沿った折割りの実行の態様は、全て同一である。そのため、これらを代表して、強化ガラス板Gのエッジ部Eから、スクライブラインSにおける直線部T1に向かって延びた補助スクライブラインHSに沿って、折割りを実行する態様についてのみ説明する。
補助スクライブラインHSに沿った折割りが実行されると、図6に示すように、これに伴って切断部CU(割断部)が補助スクライブラインHSに沿って形成される。このとき、同図に示すように、さらに切断部CUは、補助スクライブラインHSの終端HSE側では、スクライブラインSまで進展する。これにより、強化ガラス板Gの非有効面部Gbには、スクライブラインSからエッジ部Eまで連なる切断部CUが形成される。
加えて、スクライブラインSへと到達した切断部CUは、その後、当該スクライブラインSに沿って進展していく。これらのことから、補助スクライブラインHS、及び予備スクライブラインRSに沿った折割りの実行に続いて、図7に示すように、スクライブラインS(曲線部C1〜C4)に沿った折割りを実行する際、非有効面部Gbについては、切断部CUにより分断された各非有効面部Gb1〜Gb4を、白抜き矢印で示すように、その各々に対応する方向へと別々に独立して折り曲げることができる。
その上、スクライブラインSに沿って既に切断部CUが進展した部位については、当該部位に対応する方向へと強化ガラス板Gを折り曲げる必要自体がなくなる。すなわち、スクライブラインSに沿った折割りの実行に伴って、強化ガラス板Gを同時に多用な方向に折り曲げる必要がなくなり、折り曲げの方向を少なく限定することが可能となる。その結果、有効面部Gaと非有効面部Gbとの対向する切断面同士の接触を可及的に抑制することができる。
また、補助スクライブラインHSを形成する際、当該補助スクライブラインHSの終端HSEが、スクライブラインSと合流しないことから、強化ガラス板Gの引張応力層に印加された引張応力に起因して、補助スクライブラインHSから発生した亀裂が、有効面部Gaへと進展してしまうような事態の発生を回避することが可能となる。なお、この効果は、補助スクライブラインHSの終端HSEと、スクライブラインSとの離間距離X(=2mm)を、スクライブホイールHの径HD(=2mm)の0.5倍以上で、且つ3倍以下としたことで、より高められる。
すなわち、このようにすれば、補助スクライブラインHSを形成する際、当該補助スクライブラインHSから発生した亀裂の有効面部Gaへの進展を、より好適に回避することが可能となる。また、補助スクライブラインHSの終端HSEと、スクライブラインSとの離間距離Xが長すぎるような場合、補助スクライブラインHSに沿った折割りの実行時に、当該補助スクライブラインHSの終端HSE側において、切断部CUがスクライブラインSに向かわず、意図しない方向へと進展してしまうことがある。しかしながら、離間距離Xが、スクライブホイールHの径HDの0.5倍以上で、且つ3倍以下である場合には、このような事態の発生を好適に防止することができる。
さらに、補助スクライブラインHSの始端HSSが、強化ガラス板Gの非有効面部Gbにおけるエッジ部Eに位置していることから、補助スクライブラインHSの始端HSSとなるエッジ部Eから終端HSEまでの全長に亘って、当該補助スクライブラインHSを、折割りによる切断に適した深さに形成することができる。このため、補助スクライブラインHSに沿った折割りを、確実に実行することが可能となる。
加えて、複数の補助スクライブライン、及び予備スクライブラインRSを形成したことにより、これらに沿った折割りを実行した後、非有効面部Gbは、当該非有効面部Gbに形成された切断部CUによって、4つに分断された状態となる。そのため、スクライブラインS(曲線部C1〜C4)に沿った折割りを実行した後、図8に示すように、各非有効面部Gb1〜Gb4を、有効面部Gaの対角線に沿う方向に移動させ、取り除く際においても、4つに分断された各非有効面部Gb1〜Gb4の各々における切断面と、有効面部Gaにおける切断面とを、接触させずに離間させやすくなる。
また、補助スクライブラインHSを、スクライブラインSにおける直線部T2〜T4に向かって形成したこと、及び、補助スクライブラインHSを、強化ガラス板Gの非有効面部Gbのエッジ部Eから、その終端までの全長に亘って直線状に、且つスクライブラインSにおける直線部T2〜T4に対して垂直な方向に沿って形成したことにより、以下のような効果も得ることができた。すなわち、スクライブラインSに沿って強化ガラス板Gが切断される際に、有効面部Gaに切れ残りが発生することを好適に回避することが可能であった。
さらに、予備スクライブラインRSの形成時に、当該予備スクライブラインRSと切断予定線CLとが、直線部T1上に位置する合流点Jで接するように、予備スクライブラインRSを、湾曲させつつ滑らかに切断予定線CLに合流させたことで、さらに、以下のような効果をも得ることができる。すなわち、このようにすれば、スクライブ工程として、予備スクライブラインRSに連ねてスクライブラインSの形成を開始する際に、スクライブホイールHの進行方向を急激に転換させる必要がなくなる。これにより、スクライブラインSに沿って強化ガラス板Gが切断される際に、有効面部に切れ残りを発生させる要因となるようなスクライブラインSとは異なった方向へと延びた亀裂が発生しにくくなる。
なお、本実施形態においては、スクライブ工程において、切断予定線CLにおける各曲線部C1〜C4上を、スクライブホイールHが走行する走行速度(=20mm/s)を、各直線部T1〜T4上を走行する走行速度(=100mm/s)より遅くしている。また、各曲線部C1〜C4上をスクライブホイールHが走行する際に、当該スクライブホイールHが強化ガラス板Gを押圧する押圧力(=9.4N)を、各直線部T1〜T4上を走行する際に、当該スクライブホイールHが強化ガラス板Gを押圧する押圧力(=8.5N)より大きくしている。
これらのことから、本実施形態においては、閉ループ状のスクライブラインSを形成した際、各曲線部C1〜C4では、各直線部T1〜T4と比較して、スクライブラインSが深く形成されると共に、当該スクライブラインSから発生した亀裂が、板厚方向に自走しやすくなる。そして、亀裂の自走が起こった場合には、各曲線部C1〜C4において、強化ガラス板Gの略全厚み、或いは、全厚みが切断された状態となる。そのため、スクライブラインSに沿って折割りを実行する際に、強化ガラス板Gを折り曲げる方向を、さらに少なく限定することが可能となる。
なお、本実施形態において、直線部T1〜T4、曲線部C1とC2、曲線部C3とC4に形成されたスクライブラインSの深さは、それぞれ直線部T1〜T4:120μm、曲線部C1とC2:130μm、曲線部C3とC4:150μmであった(強化ガラス板Gの切断後に測定)。
以下、本発明の第二〜第五実施形態に係る強化ガラス板のスクライブ方法について、添付の図面を参照して説明する。なお、各実施形態に係る強化ガラス板のスクライブ方法の説明において、上記の第一実施形態に係る強化ガラス板のスクライブ方法で既に説明した要素については、各実施形態について説明するための図面に、同一の符号を付すことにより重複する説明を省略している。また、各実施形態において、強化ガラス板の構成は、上記の第一実施形態と同様である。
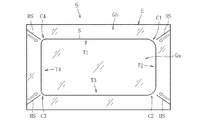
図9〜図12は、本発明の第二〜第五実施形態に係る強化ガラス板のスクライブ方法を示す平面図である。これら各実施形態に係る強化ガラス板のスクライブ方法が、上記の第一実施形態に係る強化ガラス板のスクライブ方法と、共通して相違している点は、予備スクライブラインRSに代えて、新たな補助スクライブラインHSが形成されている点である。なお、図9〜図12において、補助スクライブラインHSを形成するためのスクライブホイールHの図示は省略している。
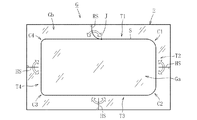
図9に示す第二実施形態に係る強化ガラス板のスクライブ方法においては、新たな補助スクライブラインHSが、強化ガラス板Gの非有効面部Gbにおけるエッジ部Eから、スクライブラインSにおける直線部T1に向かって形成されている。この新たな補助スクライブラインHSを形成する態様は、各直線部T2〜T4に向かって形成される補助スクライブラインHSと同一である。
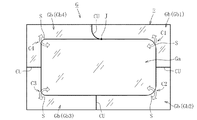
図10に示す第三実施形態に係る強化ガラス板のスクライブ方法においては、全ての補助スクライブラインHSが、強化ガラス板Gの非有効面部Gbにおけるエッジ部Eから、各直線部T1〜T4に対して垂直な方向に沿って形成されるのではなく、当該補助スクライブラインHSと各直線部T1〜T4とが、傾斜角θをなしている。また、直線部T1及びT3に向かって形成された補助スクライブラインHSと、直線部T2及びT4に向かって形成された補助スクライブラインHSとが、逆向きに傾斜している。ここで、この傾斜角θの値は、15°〜85°とすることができ、好ましくは30°〜70°である。
図11に示す第四実施形態に係る強化ガラス板のスクライブ方法においては、全ての補助スクライブラインHSが、強化ガラス板Gの非有効面部Gbにおけるエッジ部Eから、各直線部T1〜T4ではなく、各曲線部C1〜C4に向かって形成されている。
図12に示す第四実施形態に係る強化ガラス板のスクライブ方法においては、各補助スクライブラインHSが、強化ガラス板Gの非有効面部Gbにおけるエッジ部Eから、直線部T2における両端、或いは、直線部T4における両端に向かって形成されている。
これら第二〜第五実施形態に係る強化ガラス板のスクライブ方法によっても、上記の第一実施形態に係る強化ガラス板のスクライブ方法と同様の作用・効果を得ることが可能である。なお、これらの実施形態においては、各補助スクライブラインHSを、強化ガラス板Gの面の中心を基準として点対称な位置に形成している。
ここで、第二、及び第三実施形態の場合、補助スクライブラインHSに沿った折割りを実行した際、切断部CUは、上記の第一実施形態の場合と同様に形成される。一方、第四実施形態の場合には、補助スクライブラインHSに沿った折割りを実行した際、切断部CUは、スクライブラインSへと到達した後、各曲線部C1〜C4に沿って進展する。また、第五実施形態の場合には、補助スクライブラインHSに沿った折割りを実行した際、切断部CUは、スクライブラインSへと到達した後、各曲線部C1〜C4、及び各直線部T1〜T4に沿って進展する。
さらには、第二実施形態の場合には、スクライブラインSに沿った折割りを実行した後、切断部CUによって分断された各非有効面部Gbを取り除く際、第一実施形態と同様にして取り除かれる。また、第三実施形態の場合には、スクライブラインSに沿った折割りを実行した後、切断部CUによって分断された各非有効面部Gbを取り除く際、まず先に曲線部C2及びC4に沿う非有効面部Gbが、有効面部Gaの対角線(C2とC4とを結ぶ対角線)に沿う方向に取り除かれる。その後、曲線部C1及びC3に沿う非有効面部Gbが、有効面部Gaの対角線(C1とC3とを結ぶ対角線)に沿う方向に取り除かれる。加えて、第四、及び第五実施形態の場合には、スクライブラインSに沿った折割りを実行した後、切断部CUによって分断された各非有効面部Gbを取り除く際、有効面部Gaと非有効面部Gbとの対向する切断面のうち、直線状に延びた部位を相互に離間させるようにして、取り除かれる。
ここで、本発明に係る強化ガラス板のスクライブ方法は、上記の各実施形態で説明した態様に限定されるものではない。上記の各実施形態においては、曲線を含んだ外周輪郭を有する有効面部として、代表的形状を切出す場合について説明したが、切出しの対象となる有効面部の形状は、これに限られるものではない。例えば、代表的形状の直線部の一部、又は全てを、略直線部とみなせる曲線部に置き換えた形状であってもよいし、楕円等の外周輪郭が曲線のみで構成される形状であってもよい。
さらに、上記の各実施形態においては、矩形の強化ガラス板から有効面部を切出す場合について説明したが、矩形以外の形状を有する強化ガラス板から有効面部を切出すような場合にも、本発明を適用することが可能である。
また、上記の各実施形態においては、補助スクライブラインの始端が強化ガラス板の非有効面部におけるエッジ部に位置する態様となっている。しかしながら、必ずしもエッジ部を始端とする必要はなく、非有効面部における任意の位置を始端とすることが可能である。なお、このようにする場合には、補助スクライブラインの始端を、エッジ部の近傍とすることが好ましい。
さらには、上記の第一実施形態においては、3本の補助スクライブラインが形成され、第二〜第五実施形態においては、4本の補助スクライブラインが形成されているが、さらに補助スクライブラインの本数を増やしてもよい。このとき、補助スクライブラインの本数が多いほど、当該補助スクライブラインに沿った折割りを実行した後、非有効面部は、当該非有効面部に形成された切断部によって、より多数に分断された状態となる。そのため、補助スクライブラインに沿った折割りの実行に続けて、スクライブラインに沿った折割りの実行する際には、切断部によって分断された各非有効面部の折り曲げ時に、折り曲げの方向を、より少なく限定することができる。
また、補助スクライブラインの本数については、上記の各実施形態と比較して、少ない本数のみを形成してもよい。しかしながら、有効面部と非有効面部との対向する切断面同士の接触を防止する観点から、2本以上を形成することが好ましい。なお、補助スクライブラインを2本のみ形成する場合において、上記の各実施形態と同様に、矩形の強化ガラス板から代表的形状を有する有効面部を切出す際には、当該矩形の強化ガラス板における平行な二辺のそれぞれに、1本ずつ補助スクライブラインを形成すると共に、これらが対向するように形成することが好ましい。
加えて、上記の各実施形態においては、補助スクライブラインが、その始端から終端までの全長に亘って直線状に形成されているが、略直線とみなせるような曲線として、補助スクライブラインを形成してもよい。
G 強化ガラス板
Ga 有効面部
Gb 非有効面部
E 強化ガラス板のエッジ部
CL 切断予定線
T1〜T4 切断予定線(スクライブライン)の直線部
C1〜C4 切断予定線(スクライブライン)の曲線部
RS 予備スクライブライン
S スクライブライン
HS 補助スクライブライン
HSS 補助スクライブラインの始端
HSE 補助スクライブラインの終端
H スクライブホイール
HD スクライブホイールの径
X 補助スクライブラインの終端とスクライブラインとの離間距離
Ga 有効面部
Gb 非有効面部
E 強化ガラス板のエッジ部
CL 切断予定線
T1〜T4 切断予定線(スクライブライン)の直線部
C1〜C4 切断予定線(スクライブライン)の曲線部
RS 予備スクライブライン
S スクライブライン
HS 補助スクライブライン
HSS 補助スクライブラインの始端
HSE 補助スクライブラインの終端
H スクライブホイール
HD スクライブホイールの径
X 補助スクライブラインの終端とスクライブラインとの離間距離
Claims (7)
- 曲線を含んだ外周輪郭を有する有効面部と、該有効面部を囲う非有効面部との境界となる閉ループ状の切断予定線に沿って、スクライブ刃を移動させることにより、強化ガラス板を、前記有効面部と前記非有効面部とに切断するためのスクライブラインを形成するスクライブ工程を含む強化ガラス板のスクライブ方法において、
スクライブ刃を移動させることで、前記非有効面部を始端として前記スクライブラインに向かって延び、且つその終端が前記スクライブラインと合流しない補助スクライブラインを形成する補助スクライブ工程を含むことを特徴とする強化ガラス板のスクライブ方法。 - 前記補助スクライブラインの始端が、前記強化ガラス板の前記非有効面部におけるエッジ部に位置していることを特徴とする請求項1に記載の強化ガラス板のスクライブ方法。
- 前記スクライブ刃は、回転刃であると共に、
前記補助スクライブラインの終端と、前記スクライブラインとの離間距離を、前記回転刃の径の0.5倍以上で、且つ3倍以下とすることを特徴とする請求項1又は2に記載の強化ガラス板のスクライブ方法。 - 前記補助スクライブラインを、複数形成することを特徴とする請求項1〜3のいずれかに記載の強化ガラス板のスクライブ方法。
- 前記スクライブラインは、直線状に延びた直線部を含み、
前記補助スクライブラインを、前記スクライブラインにおける直線部に向かって形成することを特徴とする請求項1〜4のいずれかに記載の強化ガラス板のスクライブ方法。 - 前記補助スクライブラインを、直線状に形成すると共に、前記スクライブラインに対して垂直な方向に沿って形成することを特徴とする請求項1〜5のいずれかに記載の強化ガラス板のスクライブ方法。
- スクライブ刃を移動させることで、前記非有効面部から前記切断予定線へと湾曲しつつ滑らかに合流する予備スクライブラインを形成した後、前記スクライブ工程として、該予備スクライブラインに連ねて前記スクライブラインを形成することを特徴とする請求項1〜6のいずれかに記載の強化ガラス板のスクライブ方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013135012A JP5988043B2 (ja) | 2013-06-27 | 2013-06-27 | 強化ガラス板のスクライブ方法 |
| US14/896,836 US20160115068A1 (en) | 2013-06-27 | 2014-06-26 | Method for scribing tempered glass sheet |
| KR1020157020479A KR20160022798A (ko) | 2013-06-27 | 2014-06-26 | 강화 유리판의 스크라이브 방법 |
| CN201480024410.8A CN105189379A (zh) | 2013-06-27 | 2014-06-26 | 强化玻璃板的割划方法 |
| PCT/JP2014/067071 WO2014208700A1 (ja) | 2013-06-27 | 2014-06-26 | 強化ガラス板のスクライブ方法 |
| TW103122281A TWI588107B (zh) | 2013-06-27 | 2014-06-27 | Strengthen the glass cutting method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013135012A JP5988043B2 (ja) | 2013-06-27 | 2013-06-27 | 強化ガラス板のスクライブ方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015010004A JP2015010004A (ja) | 2015-01-19 |
| JP5988043B2 true JP5988043B2 (ja) | 2016-09-07 |
Family
ID=52303480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013135012A Expired - Fee Related JP5988043B2 (ja) | 2013-06-27 | 2013-06-27 | 強化ガラス板のスクライブ方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5988043B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6547397B2 (ja) * | 2015-04-30 | 2019-07-24 | 三星ダイヤモンド工業株式会社 | 薄膜太陽電池の加工装置、および、薄膜太陽電池の加工方法 |
| JP6589362B2 (ja) * | 2015-05-08 | 2019-10-16 | 三星ダイヤモンド工業株式会社 | 薄膜太陽電池の加工装置、および、薄膜太陽電池の加工方法 |
| KR102355278B1 (ko) | 2016-10-14 | 2022-01-25 | 니폰 덴키 가라스 가부시키가이샤 | 유리판의 제조 방법 |
| KR102114028B1 (ko) * | 2018-05-24 | 2020-05-25 | 주식회사 탑 엔지니어링 | 기판 가공 장치 |
| JP2024129340A (ja) * | 2023-03-13 | 2024-09-27 | 坂東機工株式会社 | 折割装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5171522B2 (ja) * | 2008-09-30 | 2013-03-27 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のスクライブ方法 |
| JP5373856B2 (ja) * | 2011-06-22 | 2013-12-18 | 三星ダイヤモンド工業株式会社 | ガラス基板のスクライブ方法 |
| WO2013084877A1 (ja) * | 2011-12-07 | 2013-06-13 | 旭硝子株式会社 | 強化ガラス板の切断方法、および強化ガラス板切断装置 |
| JP2014051048A (ja) * | 2012-09-07 | 2014-03-20 | Mitsuboshi Diamond Industrial Co Ltd | 脆性材料基板のスクライブ方法 |
-
2013
- 2013-06-27 JP JP2013135012A patent/JP5988043B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015010004A (ja) | 2015-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014208700A1 (ja) | 強化ガラス板のスクライブ方法 | |
| JP5988043B2 (ja) | 強化ガラス板のスクライブ方法 | |
| TWI494284B (zh) | 強化玻璃之機械劃割及分離 | |
| JP5991860B2 (ja) | ガラス基板の加工方法 | |
| CN102099169B (zh) | 脆性材料基板的断裂方法 | |
| JP6012003B2 (ja) | 板ガラスの製造方法、及び板ガラスの製造装置 | |
| JP2013536147A (ja) | 強化ガラス基板を罫書き及び分割するための方法 | |
| JPWO2014208679A1 (ja) | 強化ガラス板のスクライブ方法、及び強化ガラス板の切断方法 | |
| JP2013514259A5 (ja) | ||
| WO2004039549A1 (ja) | 脆性材料基板のスクライブ方法及びその装置 | |
| JP2015027933A (ja) | 強化ガラス板のスクライブ方法 | |
| CN109715570B (zh) | 玻璃板的制造方法 | |
| TWI434815B (zh) | The method of marking the substrate | |
| JP2014051048A (ja) | 脆性材料基板のスクライブ方法 | |
| CN104961328A (zh) | 一种脆性材料切割刀轮 | |
| JP6507600B2 (ja) | 脆性材料基板の分断方法及び加工装置 | |
| JP2014051415A (ja) | 脆性材料基板のスクライブ方法 | |
| JP6021467B2 (ja) | 溶接方法、金属部材補修方法及び台座部形成方法 | |
| JP5416381B2 (ja) | 脆性材料基板の分断方法 | |
| CN102476914B (zh) | 动静结合玻璃清边方法 | |
| JP5971474B2 (ja) | 化学強化ガラスの割断方法 | |
| TW201446665A (zh) | 由連續玻璃帶分離玻璃片的方法 | |
| CN103582533B (zh) | 金属接合体 | |
| TWI469209B (zh) | 半導體裝置之製造方法 | |
| JP5161952B2 (ja) | 貼り合せ基板の分断方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160713 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5988043 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |