JP5969852B2 - 整形装置 - Google Patents
整形装置 Download PDFInfo
- Publication number
- JP5969852B2 JP5969852B2 JP2012172565A JP2012172565A JP5969852B2 JP 5969852 B2 JP5969852 B2 JP 5969852B2 JP 2012172565 A JP2012172565 A JP 2012172565A JP 2012172565 A JP2012172565 A JP 2012172565A JP 5969852 B2 JP5969852 B2 JP 5969852B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- holding member
- edge
- shaping device
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

























Description
Claims (12)
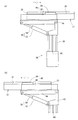
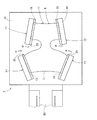
- 縁部が画定された素地を支持する底面部材と、
前記底面部材に近接する下面、及び前記下面に隣接し起立した正面を有する保持部材と、
前記保持部材から前記正面の外方へ突出し、前記底面部材に素地の縁部の進入できる隙間を隔てて対面した縁形部材と、
前記隙間に前記正面から負圧を導くことにより吸引力を発生させる吸引手段と、
前記保持部材を素地の縁部に交差する方向に移動させる交差移動手段とを備え、
前記交差移動手段が前記保持部材を移動させる過程で、前記底面部材と前記縁形部材との隙間に進入する素地の縁部に前記吸引力を作用させ、前記隙間に進入する素地の縁部を前記保持部材の正面に突き当てることにより、前記保持部材に素地の縁部を位置決めすることを特徴とする整形装置。 - 前記保持部材を前記保持部材の正面に沿う方向に移動させる並行移動手段を備えることを特徴とする請求項1に記載の整形装置。
- 前記交差移動手段による前記保持部材の移動に従わせ、前記保持部材に位置決めされた素地を整形することを特徴とする請求項1又は2に記載の整形装置。
- 前記交差移動手段による前記保持部材の移動に従わせ、前記保持部材に位置決めされた素地の縁部をその内方へ押し込むように素地を撓ませることを特徴とする請求項1又は2に記載の整形装置。
- 前記縁形部材が透明であることを特徴とする請求項1〜4の何れかの請求項に記載の整形装置。
- 前記保持部材に位置決めされた素地の縁部の内方の部位を落とし込む凹状部を、前記底面部材に形成したことを特徴とする請求項1〜5の何れかの請求項に記載の整形装置。
- 前記底面部材に支持される素地の縁部に摩擦部材を押し付け、前記底面部材に沿う方向に前記摩擦部材を移動させることにより、前記素地を前記摩擦部材と共に前記底面部材の外方へ移送する移送装置を備えることを特徴とする請求項1〜6の何れかの請求項に記載の整形装置。
- 前記保持部材の下面に直交する方向に延びる支軸の周りに、前記保持部材を回動させる傾動手段を備えることを特徴とする請求項1〜7の何れかの請求項に記載の整形装置。
- 前記保持部材の下面に、前記正面を限界として延びる複数の溝部、又は吸引孔を形成し、前記複数の溝部、又は吸引孔に負圧を導くことにより前記隙間に吸引力を発生させることを特徴とする請求項1〜8の何れかの請求項に記載の整形装置。
- 前記底面部材に複数の吸引孔を開放し、これらの吸引孔に負圧を導くことにより前記底面部材に素地を吸着させることを特徴とする請求項1〜9の何れかの請求項に記載の整形装置。
- 前記底面部材に支持される素地が検出エリアに進入し、又は前記検出エリアから退出したことを検出し検出信号を送出する縁部検出手段を備え、前記縁部検出手段が前記検出信号を送出するとき前記保持部材と共に前記保持部材に位置決めされた素地を移動させることを特徴とする請求項1〜10の何れかの請求項に記載の整形装置。
- 前記底面部材に支持される素地が検出エリアに進入し、又は前記検出エリアから退出したことを検出し検出信号を送出する縁部検出手段を備え、前記縁部検出手段が前記検出信号を送出するとき前記保持部材と共に前記保持部材に位置決めされた素地を移動させ、
前記並行移動手段が前記保持部材を移動させ、前記保持部材と共に前記保持部材に位置決めされた素地の移動する行程に、前記縁部検出手段を配置したことを特徴とする請求項2に記載の整形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012172565A JP5969852B2 (ja) | 2012-08-03 | 2012-08-03 | 整形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012172565A JP5969852B2 (ja) | 2012-08-03 | 2012-08-03 | 整形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014030568A JP2014030568A (ja) | 2014-02-20 |
| JP5969852B2 true JP5969852B2 (ja) | 2016-08-17 |
Family
ID=50280883
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012172565A Active JP5969852B2 (ja) | 2012-08-03 | 2012-08-03 | 整形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5969852B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6460518B2 (ja) * | 2014-11-19 | 2019-01-30 | 株式会社瑞光 | 使い捨て着用物品の折り方法および装置 |
| JP6604705B2 (ja) * | 2018-10-17 | 2019-11-13 | 株式会社瑞光 | 使い捨て着用物品の折り装置 |
| CN113249883B (zh) * | 2021-07-09 | 2021-09-17 | 南通德威毛绒制品有限公司 | 一种用于纺织面料的折边机构 |
| JP2023151495A (ja) * | 2022-03-31 | 2023-10-16 | 株式会社レゾナック | 無縫製製品の製造方法及び無縫製製品の製造用治具 |
| JP2023151494A (ja) * | 2022-03-31 | 2023-10-16 | 株式会社レゾナック | 無縫製製品の製造方法及び無縫製製品の製造用治具 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62204790A (ja) * | 1986-03-04 | 1987-09-09 | 株式会社 タカトリ機械製作所 | シヨ−ツの縫製方法と縫製装置 |
| JPH0339198Y2 (ja) * | 1988-06-01 | 1991-08-19 | ||
| JP3134080B2 (ja) * | 1992-04-03 | 2001-02-13 | 株式会社高分子加工研究所 | 縮充ウェブの製造方法 |
| JP3016999B2 (ja) * | 1993-10-25 | 2000-03-06 | ジューキ株式会社 | 縫製装置 |
| JPH07144079A (ja) * | 1993-11-22 | 1995-06-06 | Juki Corp | ポケット縫製方法とその装置 |
| EP0717972B1 (en) * | 1994-12-24 | 1999-04-14 | The Procter & Gamble Company | Method of making an undergarment having overlapping or butt-type side seams and apparatus for carrying out said method |
| JP2001271216A (ja) * | 2000-03-23 | 2001-10-02 | Gunze Ltd | 生地片の仮止め装置 |
| US20030111168A1 (en) * | 2001-12-17 | 2003-06-19 | Kimberly-Clark Worldwide, Inc. | Method for making a refastenable undergarment |
| JP4455240B2 (ja) * | 2004-09-10 | 2010-04-21 | Juki株式会社 | ミシン |
-
2012
- 2012-08-03 JP JP2012172565A patent/JP5969852B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014030568A (ja) | 2014-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5969852B2 (ja) | 整形装置 | |
| EP2923822B1 (en) | Cloth bonding apparatus | |
| JP2004089315A5 (ja) | ||
| JP5251560B2 (ja) | 布接着装置 | |
| US4961257A (en) | Door assembling apparatus for use in automobile assembly | |
| JP2011516306A (ja) | 伸張されたプラスチック小バンドからなる織物を有する、袋を形成する装置および方法 | |
| JP2007165571A (ja) | 電子部品実装装置 | |
| JP2008189404A (ja) | 冊子増し折り機構 | |
| JP2008536775A5 (ja) | ||
| JP5740340B2 (ja) | シート材の位置調整方法 | |
| CN209531746U (zh) | 传感器引脚的自动整形结构 | |
| CN207490027U (zh) | 翻折机构 | |
| JP6785574B2 (ja) | 温度検出装置及びボンディング装置 | |
| JP5869939B2 (ja) | 二つ折り接合装置、及び二つ折り接合方法 | |
| CN208165428U (zh) | 切割机构及覆膜机 | |
| JP2017165524A (ja) | シート接続装置 | |
| JP7042188B2 (ja) | 畳表折り曲げ装置 | |
| US9174814B2 (en) | Post-processing apparatus and image forming system | |
| JP2580276B2 (ja) | 巻線用テ―ピング装置 | |
| JP2749786B2 (ja) | シャツの縦折り装置 | |
| JPH10181237A (ja) | 製本装置 | |
| CN206335332U (zh) | 机械对位组装装置 | |
| KR102033508B1 (ko) | 코드 강화 플라이의 에지에 검 스트립을 도포하기 위한 장치 및 방법 | |
| JP2002207255A (ja) | テープ貼り機 | |
| JP5906160B2 (ja) | 長尺体位置決め装置及び位置決め方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150610 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160609 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5969852 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |