JP5969002B2 - ウエブ材料のログを製造する方法及び巻き直し機 - Google Patents
ウエブ材料のログを製造する方法及び巻き直し機 Download PDFInfo
- Publication number
- JP5969002B2 JP5969002B2 JP2014503141A JP2014503141A JP5969002B2 JP 5969002 B2 JP5969002 B2 JP 5969002B2 JP 2014503141 A JP2014503141 A JP 2014503141A JP 2014503141 A JP2014503141 A JP 2014503141A JP 5969002 B2 JP5969002 B2 JP 5969002B2
- Authority
- JP
- Japan
- Prior art keywords
- winding
- winding roller
- web material
- log
- movable member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 116
- 238000004519 manufacturing process Methods 0.000 title description 4
- 238000004804 winding Methods 0.000 claims description 275
- 238000005520 cutting process Methods 0.000 claims description 19
- 238000000034 method Methods 0.000 claims description 16
- 238000011144 upstream manufacturing Methods 0.000 claims description 11
- 230000002093 peripheral effect Effects 0.000 claims description 9
- 238000005096 rolling process Methods 0.000 claims description 7
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 230000007423 decrease Effects 0.000 claims description 3
- 230000003247 decreasing effect Effects 0.000 claims 1
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 239000000123 paper Substances 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000005553 drilling Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000002457 bidirectional effect Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000009812 interlayer coupling reaction Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 101100233916 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) KAR5 gene Proteins 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/26—Mechanisms for controlling contact pressure on winding-web package, e.g. for regulating the quantity of air between web layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/2276—The web roll being driven by a winding mechanism of the coreless type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/26—Cutting-off the web running to the wound web roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/26—Cutting-off the web running to the wound web roll
- B65H19/267—Cutting-off the web running to the wound web roll by tearing or bursting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/33—Rotary suction means, e.g. roller, cylinder or drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/23—Winding machines
- B65H2408/235—Cradles
Landscapes
- Replacement Of Web Rolls (AREA)
- Winding Of Webs (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
Description
− 第一の巻取りローラのまわりにウエブ材料を供給するステップと、
− 第一のログを巻き取るステップと、
− 上記第一のログの巻取りの完了時に、ウエブ材料を切断して第一のログの自由終端縁部及び第二のログの自由先端縁部を形成するステップと、
− 第一の巻取りローラの表面と可動部材との間で、上記自由先端縁部に隣接して、上記ウエブ材料の最初の部分をそれ自体のまわりに巻回して上記第二のログの最初の中心核部分を形成するステップと、
− 可動部材から、第一の巻取りローラと上記第一の巻取りローラのまわりにのびる凹状プレートとの間に画定した通路へ第二のログの上記最初の中心核部分を移送するステップと、
− 第二のログの上記最初の上記中心核部分を、上記凹状プレート及び上記第一の巻取りローラと接触して上記通路に沿って転がすことにより第二のログの上記最初の中心核部分を送り、ウエブ材料をまわりに巻回続けるステップと
を含む、巻芯なしでウエブ材料のログを巻き取る方法が提供される。
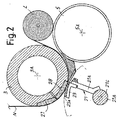
17:凹状プレート
N:ウエブ材料
19:送り通路
23B:挟み表面
21:可動部材
LT:先端縁部
L;L1:ログ
LC:自由終端縁部
Claims (29)
- 第一の巻取りローラ(3)と、第一の巻取りローラ(3)のまわりにのびる凹状プレート(17)とを有し、
第一の巻取りローラ及び凹状プレートが、ウエブ材料(N)の送り通路(19)を画定し、
また、上記送り通路に沿ってのびるウエブ材料の供給路が設けられ、
凹状プレート(17)の上流に、第一の巻取りローラ(3)に対してウエブ材料(N)を挟むように第一の巻取りローラ(3)と共動する挟み表面(23B)を備える可動部材(21)が設けられ、
可動部材(21)が、第一の巻取りローラ(3)の表面に対してウエブ材料を挟みそして可動部材(21)と第一の巻取りローラ(3)の表面との間でウエブ材料を減速させて先端縁部(LT)をそれ自体のまわりで巻回させ、ログ(L;L1)の巻取り中心核部分を形成するように設けられかつ制御され、
さらに、可動部材(21)は、第一の巻取りローラ(3)に対して挟み表面(23B)を押圧した時に挟み表面(23B)第一の巻取りローラ(3)の周速度より低い速度をもつように制御されること
を特徴とするウエブ材料のログを製造する巻き直し機。 - 可動部材(21)が、切断後先端縁部をそれ自体のまわりに巻回する前に、ウエブ材料を切断するように構成され制御されることを特徴とする請求項1記載の巻き直し機。
- 第二の巻取りローラ(5)を有し、
第一の巻取りローラ(3)と第二の巻取りローラ(5)との間にニップ(11)が画定され、
凹状プレート(17)がニップ(11)の上流にのび、
またウエブ材料(N)の送り通路がニップ(11)を通ってのびていることを特徴とする請求項1又は2記載の巻き直し機。 - 凹状プレート(17)の下流に周囲巻取りクレードル(3、5、7)が設けられていることを特徴とする請求項1又は2又は3記載の巻き直し機。
- 凹状プレート(17)が可動部材(21)と共動する入口縁部(17C)を画定し、可動部材から凹状プレート(17)へのログの最初の巻取り中心核部分を転動させる移送面を形成していることを特徴とする請求項1〜4のいずれか一項記載の巻き直し機。
- 凹状プレート(17)の入口縁部(17C)が、可動部材の複数の突起(23A)と共動する櫛形であり、突起(23A)が凹状プレート(17)の入口縁部(17C)の櫛形構造に間入していることを特徴とする請求項5記載の巻き直し機。
- 複数の突起(23A)が、可動部材(21)の挟み表面(23B)を形成していることを特徴とする請求項3及び6記載の巻き直し機。
- 第一の巻取りローラ(3)が、第一の巻取りローラ(3)の軸線に平行にのびかつ第一の巻取りローラ(3)の円筒状面に対して半径方に突出した長手方向突起(28C)を画定する横面を備えることを特徴とする請求項1〜7いずれか一項記載の巻き直し機。
- 長手方向突起(28C)に隣接してしかも回転方向に対して背後に、第一の巻取りローラ(3)が、長手方向突起(28C)から漸減する直径をもつ第一の横面部分(27A)を備え、また円筒状面に対して接線方向に終端して第一の巻取りローラ(3)の第二の横面部分を画定し、第一の巻取りローラの第二の横面部分を画定している円筒状面がほぼ一定の半径をもつことを特徴とする請求項8記載の巻き直し機。
- 第一の巻取りローラ(3)が、横面で長手方向突起(28C)の近くに少なくとも一つの吸引開口(29)を備えることを特徴とする請求項8又は9記載の巻き直し機。
- 吸引開口(29)が第一の巻取りローラ(3)の軸線(3A)及び長手方向突起(28C)に平行にのびるスリットの形状であることを特徴とする請求項10記載の巻き直し機。
- 長手方向突起(28C)が、第一の巻取りローラ(3)の座(25B)に固定された第一の取外し可能なブロック(28)に形成されることを特徴とする請求項8〜11のいずれか一項記載の巻き直し機。
- 長手方向突起(28C)に隣接してしかも第一の巻取りローラ(3)の回転方向に対して背後に、第二の取外し可能なブロック(27)が設けられることを特徴とする請求項12記載の巻き直し機。
- 吸引開口(29)が、第一の取外し可能なブロック(28)及び第二の取外し可能なブロック(27)の隣接した縁部間に形成されることを特徴とする請求項12及び13記載の巻き直し機。
- 第二の取外し可能なブロック(27)の外面が、第一の取外し可能なブロック(28)の表面の摩擦係数より高い摩擦係数をもつことを特徴とする請求項12〜14のいずれか一項記載の巻き直し機。
- 凹状プレート(17)が、ウエブ材料(N)の送り通路(19)を画定する動作位置と、第一の巻取りローラ(3)から離れて位置する遊び位置との間で可動であることを特徴とする請求項1〜15のいずれか一項記載の巻き直し機。
- 凹状プレート(17)が、第二の巻取りローラの軸線のまわりでの回転運動により、動作位置及び遊び位置の一方と他方との間で可動であることを特徴とする請求項16記載の巻き直し機。
- 第一の巻取りローラ(3)のまわりに位置決めでき、凹状プレート(17)に代わる凹状クレードル(41)を有し、凹状クレードル(41)が、凹状プレート(17)の曲率半径より大きな曲率半径を有することを特徴とする請求項1〜17のいずれか一項記載の巻き直し機。
- 凹状クレードル(41)が、第一の巻取りローラのまわりに配列されてウエブ材料の送り通路を画定する動作位置と遊び位置とを交互に取るように可動に設けられていることを特徴とする請求項18記載の巻き直し機。
- 可動部材(21)が、凹状プレート(17)から分離した動きをすることを特徴とする請求項1〜19のいずれか一項記載の巻き直し機。
- 請求項1〜20のいずれか一項に記載の機械を用いて、巻芯なしでウエブ材料(N)のログを巻き取る方法において、
− 第一の巻取りローラ(3)のまわりにウエブ材料を供給するステップと、
− 第一のログ(L)を巻き取るステップと、
− 第一のログ(L)の巻取りの完了時に、ウエブ材料(N)を切断して第一のログ(L)の自由終端縁部(LC)及び第二のログ(L1)の自由先端縁部(LT)を形成するステップと、
− 第一の巻取りローラ(3)の表面と可動部材(21)との間で、自由先端縁部(LT)に隣接して、ウエブ材料(N)の最初の部分をそれ自体のまわりに巻回して上記第二のログ(L1)の最初の中心核部分を形成するステップと、
− 可動部材(21)から、第一の巻取りローラ(3)と第一の巻取りローラ(3)のまわりにのびる凹状プレート(17)との間に画定した通路(19)へ第二のログ(L1)の最初の中心核部分を移送するステップと、
− 第二のログ(L1)の最初の上記中心核部分を、凹状プレート(17)及び第一の巻取りローラ(3)と接触して通路(19)に沿って転がすことにより第二のログ(L1)の最初の中心核部分を送り、ウエブ材料(N)をまわりに巻回続けるステップと
を含むことを特徴とする方法。 - ウエブ材料(N)が、可動部材(21)と第一の巻取りローラ(3)との間の挟み領域におけるウエブ材料(N)の減速の結果として可動部材(21)により切断されることを特徴とする請求項21記載の方法。
- 通路(19)から、第一の巻取りローラ(3)と第二の巻取りローラ(5)との間に画定したニップ(11)へ第二のログ(L1)の中心核部分を移送するステップを含むことを特徴とする請求項21又は22記載の方法。
- ニップ(11)を通ってニップ(11)の下流の巻取りクレードル(3、5、7)に向かって第二のログ(L1)の中心核部分を移送し、巻取りクレードル(3、5、7)に第二のログ(L1)の巻取りを続けるステップを含むことを特徴とする請求項23記載の方法。
- ウエブ材料(N)の切断及び第二のログ(L1)の中心核部分の形成開始中に、凹状プレート(17)が実質的に静止しており、可動部材(21)が凹状プレート(17)に向かって動くことを特徴とする請求項21〜23のいずれか一項記載の方法。
- 自由先端縁部(LT)の近くで第一の巻取りローラにおける吸引によりウエブ材料を保持するステップを含むことを特徴とする請求項21〜25のいずれか一項記載の方法。
- 通路(19)に沿って第二のログ(L1)の最初の中心核部分を転動している間に通路の高さを調整するステップを含むことを特徴とする請求項21〜26のいずれか一項記載の方法。
- 可動部材(21)と第一の巻取りローラ(3)との間に、最初の中心核部分の巻取りを開始するスペースを画定するステップを含み、スペースが、通路(19)への中心核部分の移送まで中心核部分の直径を増大させるように漸増されることを特徴とする請求項21〜27のいずれか一項記載の方法。
- スペースが、可動部材(21)の挟み表面(23)と第一の巻取りローラ(3)の非円形横断面をもつ円筒状面(27A)の一部分との間に画定され、円筒状面(27A)の一部分が漸減する直径をもつことを特徴とする請求項28記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITFI2011A000061 | 2011-04-08 | ||
| IT000061A ITFI20110061A1 (it) | 2011-04-08 | 2011-04-08 | "macchina ribobinatrice e metodo per la produzione di rotoli di materiale nastriforme" |
| PCT/EP2012/056231 WO2012136735A1 (en) | 2011-04-08 | 2012-04-04 | Rewinding machine and method for producing logs of web material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014510000A JP2014510000A (ja) | 2014-04-24 |
| JP5969002B2 true JP5969002B2 (ja) | 2016-08-10 |
Family
ID=44120388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014503141A Active JP5969002B2 (ja) | 2011-04-08 | 2012-04-04 | ウエブ材料のログを製造する方法及び巻き直し機 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US9365379B2 (ja) |
| EP (1) | EP2694414B1 (ja) |
| JP (1) | JP5969002B2 (ja) |
| KR (1) | KR101887250B1 (ja) |
| CN (1) | CN103534185B (ja) |
| BR (1) | BR112013025922B1 (ja) |
| CA (1) | CA2832262C (ja) |
| ES (1) | ES2609967T3 (ja) |
| IT (1) | ITFI20110061A1 (ja) |
| MX (1) | MX345960B (ja) |
| PL (1) | PL2694414T3 (ja) |
| RU (1) | RU2582342C2 (ja) |
| WO (1) | WO2012136735A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8979011B2 (en) * | 2007-07-27 | 2015-03-17 | Chan Li Machinery Co., Ltd. | Method and structure for separating the web material in a winding machine |
| US8979012B2 (en) * | 2007-07-27 | 2015-03-17 | Chan Li Machinery Co., Ltd. | Method and structure for separating the web material in a winding machine |
| CN105752727A (zh) * | 2014-12-17 | 2016-07-13 | 佛山市宝索机械制造有限公司 | 起卷可靠的无芯纸卷复卷机及起卷方法 |
| EP3037372B1 (en) | 2014-12-19 | 2017-05-24 | Paper Converting Machine Company Italia S.p.A. | Improved peripheral rewinder machine and method for the production of rolls of tape-shaped material |
| JP6324913B2 (ja) * | 2015-01-30 | 2018-05-16 | 富士フイルム株式会社 | ウエブ巻き取り方法、および、ウエブ巻き取り装置 |
| US20160280500A1 (en) * | 2015-03-23 | 2016-09-29 | Cosmo Machinery Co., Ltd. | Slit line making machenism for film roll/bag-on-a-roll making machine |
| TR201907845T4 (tr) * | 2015-06-19 | 2019-06-21 | Futura Spa | Kâğıt tomruklarının üretimine yönelik geri sarıcı. |
| US10427903B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Leading edge device for a surface winder |
| US10427902B2 (en) | 2016-03-04 | 2019-10-01 | The Procter & Gamble Company | Enhanced introductory portion for a surface winder |
| US10442649B2 (en) | 2016-03-04 | 2019-10-15 | The Procter & Gamble Company | Surface winder for producing logs of convolutely wound web materials |
| CN105692280B (zh) * | 2016-03-16 | 2018-07-10 | 佛山市宝索机械制造有限公司 | 复卷机的稳定起卷方法和起卷机构 |
| IT201600072709A1 (it) * | 2016-07-12 | 2018-01-12 | Perini Fabio Spa | Linea di trasformazione per carta tissue e metodo |
| CN106276355B (zh) * | 2016-09-07 | 2018-09-25 | 佛山市南海区德昌誉机械制造有限公司 | 一种具有分段式活动弧形导纸板无芯纸卷复卷机构 |
| IT201600117182A1 (it) * | 2016-11-21 | 2018-05-21 | Futura Spa | Ribobinatrice. |
| IT201900009162A1 (it) | 2019-06-17 | 2020-12-17 | Engraving Solutions S R L | Metodo e macchina per produrre rotoli di materiale nastriforme avvolto su anime tubolari e relativo prodotto ottenuto |
| IT202000007171A1 (it) | 2020-04-03 | 2021-10-03 | Perini Fabio Spa | Una confezione di mascherine protettive, un metodo e una macchina per la loro produzione |
| WO2022216637A1 (en) * | 2021-04-05 | 2022-10-13 | Sandar Industries, Inc | Method and apparatus for separating and spooling a paper web |
| CN118850830B (zh) * | 2024-09-29 | 2024-12-03 | 宜诺(常州)新材料科技有限公司 | 一种珍珠棉卷材智能收卷装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1167967B (it) | 1981-08-26 | 1987-05-20 | Fabio Perini | Ribobinatrice ad alta velocita' per nastri di carta in specie con perforazioni trasversali |
| DE3739341A1 (de) * | 1987-11-20 | 1989-06-01 | Wolff Walsrode Ag | Verfahren zur verdichtung von bahnfoermigen produkten |
| IL106327A (en) * | 1992-07-21 | 1997-06-10 | Perini Fabio Spa | Machine and method for the formation of coreless rolls of web material |
| IT1265842B1 (it) * | 1993-02-15 | 1996-12-12 | Perini Fabio Spa | Perfezionamenti ad una ribobinatrice per la produzione senza nucleo centrale di avvolgimento. |
| IT1265841B1 (it) | 1993-02-15 | 1996-12-12 | Perini Fabio Spa | Macchina ribobinatrice perfezionata per l'avvolgimento senza nucleo centrale con superficie di appoggio per il rotolo in formazione. |
| IT1265843B1 (it) | 1993-02-15 | 1996-12-12 | Perini Fabio Spa | Metodo e macchina per la produzione di rotoli di materiale nastriforme e per lo strappo del materiale al termine dell'avvolgimento di ciascun |
| US5402960A (en) | 1993-08-16 | 1995-04-04 | Paper Converting Machine Company | Coreless surface winder and method |
| US5505402A (en) | 1993-02-18 | 1996-04-09 | Paper Converting Machine Company | Coreless surface winder and method |
| IT1262046B (it) | 1993-03-24 | 1996-06-18 | Guglielmo Biagiotti | Macchina ribobinatrice per la formazione di rotoli di materiale nastriforme con mezzi per l'interruzione del materiale nastriforme e relativo metodo di avvolgimento. |
| IT1265867B1 (it) * | 1993-06-09 | 1996-12-12 | Eva Perini | Ribobinatrice per la produzione di rotoli di materiale nastriforme alternativamente con o senza anima di avvolgimento |
| ITFI980034A1 (it) | 1998-02-18 | 1999-08-18 | Perini Fabio Spa | Macchina ribobinatrice periferica per la produzione di rotoli di materiale nastriforme avvolto e relativo metodo di avvolgimento |
| IT1307820B1 (it) | 1999-12-02 | 2001-11-19 | Perini Fabio Spa | Macchina e metodo per la produzione di rotoli di materiale nastriformeimpregnato. |
| IT1314596B1 (it) | 2000-03-28 | 2002-12-20 | Perini Fabio Spa | Macchina ribobinatrice e metodo di di avvolgimento di rotoli dimateriale nastriforme su mandrini estraibili |
| US7101587B2 (en) * | 2001-07-06 | 2006-09-05 | Kimberly-Clark Worldwide, Inc. | Method for wetting and winding a substrate |
| IL159336A0 (en) * | 2001-07-06 | 2004-06-01 | Kimberly Clark Co | Method for wetting and winding a substrate |
| JP3833605B2 (ja) * | 2002-12-16 | 2006-10-18 | 富士機械工業株式会社 | シート体巻取り装置 |
| ATE447534T1 (de) | 2006-06-09 | 2009-11-15 | Perini Fabio Spa | Verfahren und maschine zum bilden von bahnmaterialrollen mit einer mechanischen vorrichtung zum bilden der anfangswindung der rollen |
| CN101891074B (zh) * | 2009-05-22 | 2012-07-25 | 全利机械股份有限公司 | 具有行星轮拨断机构的薄纸卷绕装置及其拨断薄纸方法 |
| IT1398260B1 (it) | 2010-02-23 | 2013-02-22 | Perini Fabio Spa | Macchina ribobinatrice e relativo metodo di avvolgimento. |
-
2011
- 2011-04-08 IT IT000061A patent/ITFI20110061A1/it unknown
-
2012
- 2012-04-04 EP EP12712122.6A patent/EP2694414B1/en active Active
- 2012-04-04 MX MX2013011641A patent/MX345960B/es active IP Right Grant
- 2012-04-04 CA CA2832262A patent/CA2832262C/en active Active
- 2012-04-04 BR BR112013025922-1A patent/BR112013025922B1/pt active IP Right Grant
- 2012-04-04 JP JP2014503141A patent/JP5969002B2/ja active Active
- 2012-04-04 WO PCT/EP2012/056231 patent/WO2012136735A1/en active Application Filing
- 2012-04-04 CN CN201280023137.8A patent/CN103534185B/zh active Active
- 2012-04-04 KR KR1020137026666A patent/KR101887250B1/ko active IP Right Grant
- 2012-04-04 US US14/110,328 patent/US9365379B2/en active Active
- 2012-04-04 RU RU2013149851/13A patent/RU2582342C2/ru active
- 2012-04-04 PL PL12712122T patent/PL2694414T3/pl unknown
- 2012-04-04 ES ES12712122.6T patent/ES2609967T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| RU2013149851A (ru) | 2015-05-20 |
| CA2832262A1 (en) | 2012-10-11 |
| ES2609967T3 (es) | 2017-04-25 |
| MX2013011641A (es) | 2014-03-27 |
| EP2694414A1 (en) | 2014-02-12 |
| KR101887250B1 (ko) | 2018-08-09 |
| ITFI20110061A1 (it) | 2012-10-09 |
| CA2832262C (en) | 2019-02-05 |
| KR20140045344A (ko) | 2014-04-16 |
| JP2014510000A (ja) | 2014-04-24 |
| CN103534185B (zh) | 2016-03-30 |
| US20140054407A1 (en) | 2014-02-27 |
| MX345960B (es) | 2017-02-28 |
| CN103534185A (zh) | 2014-01-22 |
| EP2694414B1 (en) | 2016-10-19 |
| WO2012136735A1 (en) | 2012-10-11 |
| US9365379B2 (en) | 2016-06-14 |
| RU2582342C2 (ru) | 2016-04-27 |
| BR112013025922A2 (pt) | 2016-12-20 |
| BR112013025922B1 (pt) | 2020-11-17 |
| PL2694414T3 (pl) | 2017-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5969002B2 (ja) | ウエブ材料のログを製造する方法及び巻き直し機 | |
| US5497959A (en) | Coreless winding method and apparatus | |
| JP5933564B2 (ja) | ウェブ材料のロールを製造する巻取り機及び方法 | |
| JP7234234B2 (ja) | センターアシストとベルトと巻取りドラムが巻取りネストを形成する表面巻直し機 | |
| US9327932B2 (en) | Rewinding machine and winding method | |
| JP4990124B2 (ja) | 周囲及び中心組み合せ式巻戻し装置 | |
| EP2964555B1 (en) | Rewinding machine and method for producing rolls of web material | |
| JP6522169B2 (ja) | ペーパーログ製造用巻返し機 | |
| JP6603703B2 (ja) | 巻直し機及びウェブ材料のログを製造する方法 | |
| EP0616965B1 (en) | Coreless winding method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20131209 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150331 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150902 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20151202 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160104 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160229 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160622 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160706 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5969002 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |