JP5910366B2 - 結晶化ガラス板の製造方法 - Google Patents
結晶化ガラス板の製造方法 Download PDFInfo
- Publication number
- JP5910366B2 JP5910366B2 JP2012150498A JP2012150498A JP5910366B2 JP 5910366 B2 JP5910366 B2 JP 5910366B2 JP 2012150498 A JP2012150498 A JP 2012150498A JP 2012150498 A JP2012150498 A JP 2012150498A JP 5910366 B2 JP5910366 B2 JP 5910366B2
- Authority
- JP
- Japan
- Prior art keywords
- glass plate
- setter
- setters
- laminate
- crystallized glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
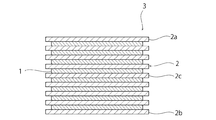
2…セッター
2a、2b…積層体3の最外層に位置する少なくとも一枚のセッター
2c…積層体3の最外層に位置する少なくとも一枚のセッター以外の少なくとも一枚のセッター
3…積層体
Claims (6)
- 結晶性ガラス板と、セッターとを交互に積層して前記結晶性ガラス板を複数有する積層体を得る工程と、
前記積層体を加熱して前記結晶性ガラス板を結晶化させることにより結晶化ガラス板を得る工程と、
を備え、
前記複数のセッターのうち、前記積層体の最外層に位置する少なくとも一枚のセッターの熱伝導率を相対的に低くし、それ以外の少なくとも一枚のセッターの熱伝導率を相対的に高くする、結晶化ガラス板の製造方法。 - 前記熱伝導率が相対的に低いセッターの熱容量を、前記熱伝導率が相対的に高いセッターの熱容量よりも大きくする、請求項1に記載の結晶化ガラス板の製造方法。
- 前記複数のセッターのうち、前記積層体の最外層に位置する少なくとも一枚のセッターは、ムライト、アルミナ、コーディエライト、マグネシア及びジルコニアの少なくとも一種を含む、請求項1または2に記載の結晶化ガラス板の製造方法。
- 結晶性ガラス板と、セッターとを交互に積層して前記結晶性ガラス板を複数有する積層体を得る工程と、
前記積層体を加熱して前記結晶性ガラス板を結晶化させることにより結晶化ガラス板を得る工程と、
を備え、
前記複数のセッターのうち、前記積層体の最外層に位置する少なくとも一枚のセッターは、ムライト、アルミナ、コーディエライト、マグネシア及びジルコニアの少なくとも一種を含み、且つ、前記複数のセッターのうち、前記積層体の最外層に位置する少なくとも一枚のセッターの熱容量を相対的に大きくし、それ以外の少なくとも一枚のセッターの熱容量を相対的に小さくする、結晶化ガラス板の製造方法。 - 前記複数のセッターのうち、前記積層体の最外層に位置する少なくとも一枚のセッターが、それ以外の少なくとも一枚のセッターよりも厚い、請求項1〜4のいずれか一項に記載の結晶化ガラス板の製造方法。
- 前記複数のセッターのうち、前記積層体の最外層に位置する少なくとも一枚のセッター以外のセッターの少なくとも一つは、炭化ケイ素、窒化アルミニウム、窒化ケイ素及びカーボンの少なくとも一種を含む、請求項1〜5のいずれか一項に記載の結晶化ガラス板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012150498A JP5910366B2 (ja) | 2012-07-04 | 2012-07-04 | 結晶化ガラス板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012150498A JP5910366B2 (ja) | 2012-07-04 | 2012-07-04 | 結晶化ガラス板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014012617A JP2014012617A (ja) | 2014-01-23 |
| JP5910366B2 true JP5910366B2 (ja) | 2016-04-27 |
Family
ID=50108599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012150498A Active JP5910366B2 (ja) | 2012-07-04 | 2012-07-04 | 結晶化ガラス板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5910366B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6469542B2 (ja) * | 2015-07-21 | 2019-02-13 | 日本電気硝子株式会社 | ガラス管の製造方法 |
| KR102618611B1 (ko) | 2018-07-16 | 2023-12-27 | 코닝 인코포레이티드 | 개선된 특성을 갖는 유리 세라믹 물품 및 이의 제조 방법 |
| US12077464B2 (en) | 2018-07-16 | 2024-09-03 | Corning Incorporated | Setter plates and methods of ceramming glass articles using the same |
| US12071367B2 (en) | 2018-07-16 | 2024-08-27 | Corning Incorporated | Glass substrates including uniform parting agent coatings and methods of ceramming the same |
| US11834363B2 (en) | 2018-07-16 | 2023-12-05 | Corning Incorporated | Methods for ceramming glass with nucleation and growth density and viscosity changes |
| CN112437759A (zh) * | 2018-07-16 | 2021-03-02 | 康宁股份有限公司 | 具有改善的翘曲的玻璃制品的陶瓷化方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09102125A (ja) * | 1995-10-05 | 1997-04-15 | Ngk Insulators Ltd | 磁気ディスク用結晶化ガラス基板の製造方法 |
| JPH11278859A (ja) * | 1998-03-27 | 1999-10-12 | Ngk Insulators Ltd | 結晶化ガラスの製造方法 |
| JP4430806B2 (ja) * | 2000-09-14 | 2010-03-10 | Hoya株式会社 | 結晶化ガラスの製造方法、結晶化ガラス基板の製造方法、および情報記録媒体の製造方法 |
-
2012
- 2012-07-04 JP JP2012150498A patent/JP5910366B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014012617A (ja) | 2014-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5910366B2 (ja) | 結晶化ガラス板の製造方法 | |
| TWI528013B (zh) | Burn the use of the framework | |
| TWI332488B (en) | Crystallized glass article having patterns and method of producing the same | |
| JP2006008488A (ja) | 熱処理用セッター及びその製造方法、並びにガラス基板の熱処理方法 | |
| TWI719252B (zh) | 燒成用固定器 | |
| CN112424132A (zh) | 给定器板和使用其的玻璃制品陶瓷化方法 | |
| JP2011173781A (ja) | 結晶化ガラス板製造用トチ及び結晶化ガラス板の製造方法 | |
| JP2012158507A (ja) | 電子部品焼成用セッター | |
| KR101337338B1 (ko) | SiC의 응력해소방법 및 이를 이용한 서셉터의 휨개선 방법 | |
| JPWO2021235407A5 (ja) | ||
| CN112437760A (zh) | 包含均匀脱模剂涂层的玻璃基材及其陶瓷化方法 | |
| JP2011173782A (ja) | 結晶化ガラス板製造用トチ及び結晶化ガラス板の製造方法 | |
| WO2011065122A1 (ja) | 半導体基板の製造方法 | |
| JP2018107383A (ja) | 縦型ウエハボート | |
| KR20130034179A (ko) | 실리콘카바이드 기판 제조방법 | |
| TWI762489B (zh) | 圓盤狀玻璃及其製造方法 | |
| JPWO2021095844A5 (ja) | ||
| JPH11278859A (ja) | 結晶化ガラスの製造方法 | |
| JP6082434B2 (ja) | ガラス基板の製造方法及びガラス基板 | |
| JP5578068B2 (ja) | 結晶化ガラス物品の製造方法 | |
| JP5949817B2 (ja) | パワーモジュール用基板の製造方法 | |
| JP2014047973A (ja) | 熱処理用セッター及びそれを用いた熱処理方法 | |
| KR102341028B1 (ko) | 랙 | |
| JPH01172278A (ja) | セラミック基板の製造方法 | |
| WO2020044571A1 (ja) | 熱伝導異方性SiC材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151020 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160314 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5910366 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |