JP5909792B2 - 両円すいころを用いたころがり旋回継手 - Google Patents
両円すいころを用いたころがり旋回継手 Download PDFInfo
- Publication number
- JP5909792B2 JP5909792B2 JP2011168756A JP2011168756A JP5909792B2 JP 5909792 B2 JP5909792 B2 JP 5909792B2 JP 2011168756 A JP2011168756 A JP 2011168756A JP 2011168756 A JP2011168756 A JP 2011168756A JP 5909792 B2 JP5909792 B2 JP 5909792B2
- Authority
- JP
- Japan
- Prior art keywords
- roller
- tapered rollers
- rotation
- rollers
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2360/00—Engines or pumps
- F16C2360/42—Pumps with cylinders or pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/34—Rollers; Needles
- F16C33/36—Rollers; Needles with bearing-surfaces other than cylindrical, e.g. tapered; with grooves in the bearing surfaces
- F16C33/366—Tapered rollers, i.e. rollers generally shaped as truncated cones
Landscapes
- Rotary Pumps (AREA)
- Rolling Contact Bearings (AREA)
Description
更に、両円すいころは、史上実績がないため、コストが高い。
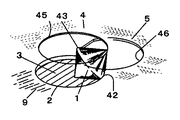
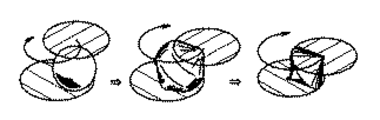
図3、の符号4、5の2枚の保持板で挟まれた全ての転動体1を僅かに倒し傾斜角度15を設けて図2、の62のように傾けて置くと、図1に示す旋回側ベアリングの外輪23と駆動軸のクランクシャフト24をマッチングする際に、旋回側のころの自転案内円のポケット穴の角27のエッジと、ころの外周エッジ43とは触れずに済む。 マッチング(組み立て)後は、両円錐ころ1は、図2、のように両軌道輪3、60と固定側のころの旋回 自転案内部材2と旋回側のころの旋回自転案内部材のポケット穴51とで、四方向から拘束される。組み立て前に要した保持板4、5並びに47による拘束は不要となり、図1、の内側の保持板5の舌部34、35を下方に押してフック37から外して、図4、では5を図6、では47を左にスライドさせてころから遠ざける。
図2、の如く外側保持板の4の内側の外周に舌部を設け、固定側ころの旋回自転案内部材9の内周又は外周(図2では外周)に設けた切り欠き溝40を経由して固定側軌道輪3の裏側まで回り込ませて先端を折り曲げることで形成される 軌道輪の保持つめ6で固定側軌道輪3を軽く抱くことで固定側軌道輪3と軌道輪3の周上のころ1が固定側ころの旋回自転案内部材9からの分離脱落するのを防ぐ。固定側軌道輪3は、ビスねじ8で固定側部材11に固定されている固定側ころの旋回自転案内部材9に対して、何処にも固定せず円周方向に変位可能に設けてある。旋回側渦巻羽根本体21の内部の圧縮ガスの反力は固定側軌道輪3の、周上に配列した個々のころ1に円周上の配列の順番に作用する。ころ1に作用する荷重は 軌道のころの旋回自転転送面14で受け、その荷重はころの配列の順番に倣って軌道輪3の上を周回する。かくして軌道輪はそれに連れて微速度で周方向に変位し、図2、の負荷接点14はコンスタントにローテーションされる。その安価な製法は後述の実施の形態で説明する。
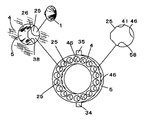
図4に実施の概要の断面を示す。図4の符号1、の両円錐ころは、軸受鋼SUJ−2の線材に深いV溝を転造で成型し、炉中に縦に吊るして加熱、冷却で曲がりを防ぎ、HRC65に硬化する。これをセンタレス研削盤を用い、砥石をロータリドレスで頂角が90度の三角山に成型し、V溝をインフィードで研削して、相互差、真円度とも0.001mm以下に揃える。この三角山が連鎖した長さが約30cm(台当りの使用数20個の長さ)の棒体を得る。この棒の端から切り離した順に、図4、の略楕円の穴25、又は図5、のころ保持空間57にセットする。すると軸受一個内のころの相互差は、軸受けの設計原則の0.002mm、以下が自動的に揃う。
図1、の両円錐ころ1の露出した部分の全数が、相手側スクロール羽根本体21にビスねじ31で固定された旋回側のころの旋回自転案内部44のポケット穴の全数の中に一斉に収まって、図7、の符号1の状態に支障なく組み立てられるためには内側保持板5でもって片方に(図2、図4では右方向)寄せて、ころ1の反対側、図2、の符号59の面を、ころの両円錐の頂点の突起の根元部、図1、の12(特開2010−26605の図9に形状開示と同じ形状)のくびれ部位を、図1、の外側保持板4の穴の内径26に当接して受け止めて、図1、の左下の図の符号15のように倒して保持する。
そのためにはころの先端61の長さが必要で、前述の転造成型した棒からの切り落とす製法が奏功する。更に旋回側のころの旋回自転案内部材のポケット穴27の角をプレス時の抜きだれの丸面にする。またころの傾斜によって、ころの先端のくびれ12と、保持板4の穴26とが係合し、ころの傾斜による逆勾配と図4、の円穴のV字部位直線部との接点、及びつめ41とで抜け止め効果が増す。これにより従来の特許3632195(当出願人による)特開平10−184676、で要したピン、リベットが不要で、その分ころの収容数が(約30%)増す。
発明を実施するための形態で述べた通りで、繰り返し集中して負荷する接点が移動する上、超高圧の閉じ込め油膜の繰り返し負荷には有害とされる研削加工で残留するナノレベルのクラックが、当薄板の圧延ミガキ鋼板には存在しないため、厚さ1.0mmの安価なプレスワッシャで足りる。
請求項2、の実施例を図1、図2、図5、図6、に説明する。
請求項3、の実施例を、図2、符号6、に示す。
【符号の説明】
1 両円すいころ 3 固定側軌道輪
4 外側保持板 5 内側保持板
6 軌道輪保持つめ
9 固定側のころの旋回自転案内部材
11 固定側部材 12 両円すいのくびれ
14 軌道のころの旋回自転転送面
15 両円すいころの傾斜保持角度
21 旋回側渦巻羽根本体
23 旋回側ベアリングの外輪
24 駆動軸のクランクシャフト 25 略だ円穴
26 外側保持板のころのストッパー
27 旋回側ころの旋回自転案内ポケット穴の角
34、35 舌部突起 36 舌部突起取り出し窓
37 フック固定溝 38 内側保持板のポケット穴直線部
40 切り欠き溝底
42 固定側のころの旋回自転案内ポケット穴の内壁
41、58 ころ止めのつめ 43 ころの外周エッジ
44 旋回側のころの旋回自転案内部材
45 外側保持板のポケット穴 46 内側保持板のポケット穴
47 保持板 53 戻り止めフック、
51 旋回側のころの旋回自転案内部材のポケット穴
54 支柱 55、56 ころを保持するつめ
60 旋回側軌道輪 62 ころの傾斜角度
Claims (3)
- 両円すいころが、固定側と旋回側のそれぞれに装設された旋回自転案内部材のポケット穴に案内されて旋回自転する両円すいころを用いたころがり旋回継手において、両円すいころ1の軌道輪60と接する面が保持板4、47から露出した状態に前記保持板で保持されていることを特徴とした両円すいころを用いたころがり旋回継手。
- 請求項1の両円すいころを用いたころがり旋回継手の両円錐ころの中心線と、固定側ころの旋回自転案内部材の取り付け面との成す角度が、旋回ガイド穴の角部と両円すいころの外周とが触れないように傾斜して保持板で保持されていることを特徴とした両円すいころを用いたころがり旋回継手。
- 請求項1の両円すいころを用いたころがり旋回継手の、固定側軌道輪3が、ころの旋回自転案内部材9と固定側部材11の間に、並びに旋回側軌道輪60が、旋回側ころの旋回自転案内部材44と旋回側渦巻羽根本体21との間に円周方向に移動可能に設けてあ ってころの旋回自転によって軌道輪のころの接点位置が移動することを特徴とした両円すいころを用いたころがり旋回継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011168756A JP5909792B2 (ja) | 2011-07-13 | 2011-07-13 | 両円すいころを用いたころがり旋回継手 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011168756A JP5909792B2 (ja) | 2011-07-13 | 2011-07-13 | 両円すいころを用いたころがり旋回継手 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013019532A JP2013019532A (ja) | 2013-01-31 |
| JP2013019532A5 JP2013019532A5 (ja) | 2014-04-24 |
| JP5909792B2 true JP5909792B2 (ja) | 2016-04-27 |
Family
ID=47691155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011168756A Expired - Fee Related JP5909792B2 (ja) | 2011-07-13 | 2011-07-13 | 両円すいころを用いたころがり旋回継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5909792B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103639293B (zh) * | 2013-11-27 | 2015-09-09 | 聊城市新欣金帝保持器科技有限公司 | 一种圆锥、球面滚子保持器用自身定位加工设备 |
| CN106481559A (zh) * | 2015-08-25 | 2017-03-08 | 珠海格力节能环保制冷技术研究中心有限公司 | 一种涡旋压缩机及其十字滑环 |
| CN110193782B (zh) * | 2019-07-12 | 2021-02-05 | 东北石油大学 | 金相磨抛机的翻转式试样夹持装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3632195B2 (ja) * | 1995-06-19 | 2005-03-23 | 司郎 澤 | ころ軸受け |
| JP3021376B2 (ja) * | 1996-12-19 | 2000-03-15 | 光洋機械工業株式会社 | ころ軸受およびその組立方法 |
| JP2000046048A (ja) * | 1998-07-24 | 2000-02-15 | Koyo Mach Ind Co Ltd | スクロールスラスト軸受 |
-
2011
- 2011-07-13 JP JP2011168756A patent/JP5909792B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013019532A (ja) | 2013-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100573384B1 (ko) | 래디알 포일 베어링 | |
| CN107110204B (zh) | 圆锥滚子轴承 | |
| JP5909792B2 (ja) | 両円すいころを用いたころがり旋回継手 | |
| CN102797660A (zh) | 压缩机 | |
| KR20110129443A (ko) | 축 베어링과 이를 갖는 압축기 및 방법 | |
| CN102094826B (zh) | 一种涡旋压缩机的平面十字联轴节 | |
| CN203548223U (zh) | 回转压缩机 | |
| JPS5958188A (ja) | 無給油スクロ−ル流体機械 | |
| CN109578433B (zh) | 一种高可靠封闭式线轴型动压轴承 | |
| JP2003083337A (ja) | スラスト針状ころ軸受 | |
| JP5228812B2 (ja) | 密閉型圧縮機 | |
| JP6454914B2 (ja) | スクロール形ポンプ構造のメカニカルシール。 | |
| CN108884864B (zh) | 圆锥滚子轴承 | |
| JP5637472B2 (ja) | 両頭円すいころ軸受用の両頭円すいころの製造方法 | |
| JP7314452B2 (ja) | スクロール圧縮機用両頭円すいころ偏心接手 | |
| JP4914989B2 (ja) | 旋回接ぎ手装置 | |
| JPH0642473A (ja) | スクロール式流体機械 | |
| JP4452035B2 (ja) | スクロール圧縮機 | |
| JP4618591B2 (ja) | 旋回継ぎ手 | |
| CN101205908B (zh) | 涡旋压缩机的轴承装置 | |
| JP6627074B2 (ja) | 両頭円すいころを用いた旋回ころ軸受の組み立て方法 | |
| CN108291549B (zh) | 具有动涡旋滚动支承构件的涡旋流体机械 | |
| JP2004076709A (ja) | 旋回カップリング | |
| KR100782374B1 (ko) | 정밀 래디알 포일 베어링 | |
| JPH094639A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140212 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160223 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160308 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5909792 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |