JP5877069B2 - ポリプロピレン系樹脂発泡成形体の製造方法 - Google Patents
ポリプロピレン系樹脂発泡成形体の製造方法 Download PDFInfo
- Publication number
- JP5877069B2 JP5877069B2 JP2012004205A JP2012004205A JP5877069B2 JP 5877069 B2 JP5877069 B2 JP 5877069B2 JP 2012004205 A JP2012004205 A JP 2012004205A JP 2012004205 A JP2012004205 A JP 2012004205A JP 5877069 B2 JP5877069 B2 JP 5877069B2
- Authority
- JP
- Japan
- Prior art keywords
- pressure
- steam
- heating
- expanded particles
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229920005989 resin Polymers 0.000 title claims description 56
- 239000011347 resin Substances 0.000 title claims description 56
- -1 polypropylene Polymers 0.000 title claims description 50
- 239000004743 Polypropylene Substances 0.000 title claims description 47
- 229920001155 polypropylene Polymers 0.000 title claims description 47
- 238000004519 manufacturing process Methods 0.000 title claims description 43
- 238000010097 foam moulding Methods 0.000 title description 3
- 239000002245 particle Substances 0.000 claims description 113
- 238000010438 heat treatment Methods 0.000 claims description 100
- 238000000465 moulding Methods 0.000 claims description 78
- 230000004927 fusion Effects 0.000 claims description 43
- 238000005187 foaming Methods 0.000 claims description 27
- 239000006260 foam Substances 0.000 claims description 23
- 229920005673 polypropylene based resin Polymers 0.000 claims description 3
- 238000000034 method Methods 0.000 description 47
- 239000000047 product Substances 0.000 description 35
- 230000008569 process Effects 0.000 description 25
- 238000011156 evaluation Methods 0.000 description 15
- 239000007789 gas Substances 0.000 description 14
- 238000001035 drying Methods 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 238000001816 cooling Methods 0.000 description 7
- 239000000498 cooling water Substances 0.000 description 7
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- 229910001872 inorganic gas Inorganic materials 0.000 description 6
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- 230000003796 beauty Effects 0.000 description 4
- 239000004088 foaming agent Substances 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 230000001105 regulatory effect Effects 0.000 description 4
- 238000007493 shaping process Methods 0.000 description 4
- 238000007599 discharging Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000002667 nucleating agent Substances 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical compound CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 241000270666 Testudines Species 0.000 description 2
- 241000270708 Testudinidae Species 0.000 description 2
- 239000003570 air Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 239000011162 core material Substances 0.000 description 2
- LPIQUOYDBNQMRZ-UHFFFAOYSA-N cyclopentene Chemical compound C1CC=CC1 LPIQUOYDBNQMRZ-UHFFFAOYSA-N 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 238000007499 fusion processing Methods 0.000 description 2
- 238000004817 gas chromatography Methods 0.000 description 2
- 239000001307 helium Substances 0.000 description 2
- 229910052734 helium Inorganic materials 0.000 description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 2
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 2
- QWTDNUCVQCZILF-UHFFFAOYSA-N isopentane Chemical compound CCC(C)C QWTDNUCVQCZILF-UHFFFAOYSA-N 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000011946 reduction process Methods 0.000 description 2
- JAGYXYUAYDLKNO-GGWOSOGESA-N (2e,5e)-hepta-2,5-diene Chemical compound C\C=C\C\C=C\C JAGYXYUAYDLKNO-GGWOSOGESA-N 0.000 description 1
- PRBHEGAFLDMLAL-GQCTYLIASA-N (4e)-hexa-1,4-diene Chemical compound C\C=C\CC=C PRBHEGAFLDMLAL-GQCTYLIASA-N 0.000 description 1
- OJOWICOBYCXEKR-KRXBUXKQSA-N (5e)-5-ethylidenebicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(=C/C)/CC1C=C2 OJOWICOBYCXEKR-KRXBUXKQSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- RITONZMLZWYPHW-UHFFFAOYSA-N 3-methylhex-1-ene Chemical compound CCCC(C)C=C RITONZMLZWYPHW-UHFFFAOYSA-N 0.000 description 1
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- JLBJTVDPSNHSKJ-UHFFFAOYSA-N 4-Methylstyrene Chemical compound CC1=CC=C(C=C)C=C1 JLBJTVDPSNHSKJ-UHFFFAOYSA-N 0.000 description 1
- WTQBISBWKRKLIJ-UHFFFAOYSA-N 5-methylidenebicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(=C)CC1C=C2 WTQBISBWKRKLIJ-UHFFFAOYSA-N 0.000 description 1
- UCKITPBQPGXDHV-UHFFFAOYSA-N 7-methylocta-1,6-diene Chemical compound CC(C)=CCCCC=C UCKITPBQPGXDHV-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 239000004604 Blowing Agent Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N Pentane Chemical compound CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004587 chromatography analysis Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- AFABGHUZZDYHJO-UHFFFAOYSA-N dimethyl butane Natural products CCCC(C)C AFABGHUZZDYHJO-UHFFFAOYSA-N 0.000 description 1
- 239000002612 dispersion medium Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 235000019441 ethanol Nutrition 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000001282 iso-butane Substances 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012968 metallocene catalyst Substances 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 229910052754 neon Inorganic materials 0.000 description 1
- GKAOGPIIYCISHV-UHFFFAOYSA-N neon atom Chemical compound [Ne] GKAOGPIIYCISHV-UHFFFAOYSA-N 0.000 description 1
- JCXJVPUVTGWSNB-UHFFFAOYSA-N nitrogen dioxide Inorganic materials O=[N]=O JCXJVPUVTGWSNB-UHFFFAOYSA-N 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- RGSFGYAAUTVSQA-UHFFFAOYSA-N pentamethylene Natural products C1CCCC1 RGSFGYAAUTVSQA-UHFFFAOYSA-N 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N sec-butylidene Natural products CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 210000002303 tibia Anatomy 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- XJDNKRIXUMDJCW-UHFFFAOYSA-J titanium tetrachloride Chemical compound Cl[Ti](Cl)(Cl)Cl XJDNKRIXUMDJCW-UHFFFAOYSA-J 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images

Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Description
その中でも、ポリプロピレン系樹脂発泡体は、機械的強度、耐熱性、耐薬品性に優れた性質を示すことから、主に高級家電の緩衝材や、自動車のバンパー芯材、側突パッド、ティビアパッド、ツールボックス用途に好適に用いられている。
さらに、ポリプロピレン系予備発泡粒子は、融着に必要な蒸気圧力がスチレン系樹脂に比べて3倍〜4倍ほど高く、加熱時には蒸気圧力が外圧となり、予備発泡粒子の発泡を阻害するため発泡、融着が得られにくい傾向にある。
ここで、製品の寸法回復には、成形後に成形体内に残存するガス量が重要となるが、加熱条件により成形直後の製品内のガス量が変化するため、ポリオレフィン系樹脂発泡製品では寸法管理の難しさもあった。
ただし、この操作のみでは、製品の表面美麗性を向上させるには不十分である為、昇温を阻害する発泡ガスの放出を抑制させた状態で、再び製品の表面性を整えるための第二段の加熱を行う成形方法を考案した。
最終的に、ここで示した二段階の加熱成形法による製造方法を用いることにより、得られるポリプロピレン系樹脂発泡体は、良好な融着性と表面美麗性、さらには製品寸法保持の全てを満足しうることを見出し、本発明を完成させるに至った。
[1] ポリプロピレン系樹脂発泡粒子を金型の成形空間に充填し、該成形空間部に蒸気を供給して該発泡粒子を発泡、融着させるポリプロピレン系樹脂成形体の製造方法であって、
該成形空間部に蒸気を供給して該予備発泡粒子を発泡、融着させる際に、
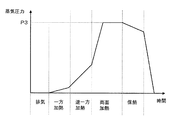
(A)該発泡粒子の融着率が40%以上80%以下になる蒸気圧力P1に到達するまで一段目の加熱を行い、(B)一旦、一段目の到達蒸気圧力P1よりも低い蒸気圧力P2まで低下させ、(C)再び、一段目の加熱での到達蒸気圧力P1以上の蒸気圧力P3に到達するまで加熱し、一定時間保持し、
かつ、(A)工程において、蒸気圧力P1に到達するまでの昇圧速度を0.04MPa/秒以上0.10MPa/秒以下とすることを特徴とする、ポリプロピレン系樹脂発泡体の製造方法。
[2] (B)一旦、一段目の到達蒸気圧力P1よりも低い蒸気圧力P2まで低下させる工程において、
一段目の到達加熱圧力P1よりも0.05〜0.15MPa低下させることを特徴とする、[1]に記載のポリプロピレン系樹脂発泡体の製造方法。
[3](B)一旦、一段目の到達蒸気圧力P1よりも低い蒸気圧力P2まで低下させる工程を、2秒以上5秒以下の範囲で行うことを特徴とする、[1]に記載のポリプロピレン系樹脂発泡体の製造方法。
さらに、融着性と表面美麗性が向上するため、従来のような過剰な加熱が不要となる。この結果として、成形蒸気の削減および成形サイクルの短縮も、同時に図ることができる。
具体的には、密閉容器内に、前記ポリプロピレン系樹脂粒子、発泡剤、分散剤および分散助剤を含む水系分散媒を仕込み、攪拌しながら昇温して所定温度として樹脂粒子に発泡剤を含浸させ、必要に応じて発泡剤を追加添加して、密閉容器内を一定圧力に保持した後、密閉容器下部から内容物を密閉容器内圧より低圧雰囲気下に放出する方法が一般的である。
(イ)予備発泡粒子を無機ガスで加圧処理して、予備発泡粒子内に無機ガスを含浸させて、所定の予備発泡粒子内圧を付与する方法、
(ロ)予備発泡粒子をガス圧力で圧縮した状態で金型に充填し、その後ガス圧を開放することで予備発泡粒子の回復力を利用して発泡力を付与する方法、
(ハ)予備発泡粒子を金型内に充填する前に予め型を開いておき、充填後に金型を閉じることで予備発泡粒子を機械的に圧縮して発泡力を付与する方法、などがあげられる。
例えば、圧力容器に予備発泡粒子を入れ、該容器内に圧縮空気を供給した状態で適当な圧力、時間、放置することにより、予備発泡粒子内に空気が含浸される。
すなわち、本願発明での適正な内圧範囲は0.05〜0.15MPa(G)であり、より好ましくは0.07〜0.13MPa(G)である。
すなわち、内圧付与処理後の前記予備発泡粒子約100cm3の重量ならびに体積を測定する。体積測定は、エチルアルコールに水没させる際の体積上昇分で測定した。続いて、該予備発泡粒子を150℃で30分間加熱し、該予備発泡粒子中から無機ガスを逸散させる。予備発泡粒子の内圧は、無機ガス逸散後の予備発泡粒子重量と先に測定した内圧処理後の予備発泡粒子重量との差と、体積と重量から換算した密度を用いて、理想気体の状態方程式から算出した値である。
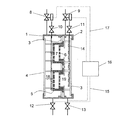
成形金型は、フレーム1、2とバックプレート3、4で囲まれる蒸気室内に、凹凸側のそれぞれのセンタープレート3を介して固定された凹型5と凸型6で構成される成形空間7からなる(ここでは、原料を成形空間に供給する為の充填器、離型ピンは図示していない)。
成形金型には、予備発泡粒子の加熱用の蒸気弁8、9、冷却用の冷却水弁10、11、用役排出用のドレン弁12、13が配設されている。また、ドレン弁の一次側には圧力センサーが設置されており、ここで検知した圧力信号を演算装置16に取り込み、蒸気圧力の制御や、各加熱工程の進捗を図ることが可能である。
前記内圧を付与した予備発泡粒子を金型内成形空間に充填した後、予備発泡粒子を融着せしめる前に、蒸気室内の空気、さらには、成形空間内に充填された予備発泡粒子の粒間内の空気を蒸気に置換する操作を行う。この操作をそれぞれ予備加熱工程、一方加熱工程、逆一方加熱工程と呼んでいる。
(A)該発泡粒子の融着率が40%以上80%以下になる蒸気圧力P1に到達するまで一段目の加熱を行い、(B)一旦、蒸気圧力を一段目の到達加熱圧力P1よりも低い蒸気圧力P2まで低下させ、(C)再び、一段目の加熱での蒸気圧力以上の蒸気圧力P3に到達するまで加熱することを特徴としている。
ただし、成形空間内の空気を蒸気に置換する工程において予備加熱工程のみを用いた場合に、製品の一部で融着ムラが発生することが、たまにある。この場合には、予備加熱工程の後に、一方加熱工程を2〜5秒程度行うとよい。該時間よりも長く一方加熱工程を行った場合には、予備発泡粒子内から空気が多量に放出される為、製品の寸法保持性を悪化させることがある。
(A)一段目の加熱工程での昇圧速度が0.04MPa/秒未満では、予備発泡粒子の発泡速度が遅くなり、粒子間隙が埋まるまでに長い時間を要する為、予備発泡粒子からの空気放出を抑制できない傾向がある。昇圧速度が0.10Mpa/秒超では、金型の表面部近傍のみの予備発泡粒子が急激に膨張する為に、成形空間内部への蒸気流路を塞ぐことになり、成形空間を均一に蒸気加熱できなくなり、融着不良が発生しやすくなる傾向がある。
この所定蒸気圧力の設定に際しては、予備発泡粒子の嵩密度範囲17g/L〜50g/Lのものを準備し、これらの内圧を0.05〜0.15MPa(G)に調製した後、予備加熱工程、一段目の加熱工程を行い、その後の成形体の融着率が50〜70%となるような蒸気圧力を調査する手法と用いた。
ここで、0.05MPa未満の圧力低下では、予備発泡粒子の発泡、融着の効果が十分に得られず、予備発泡粒子からの空気放出を抑制するには至らず、成形直後の成形体の収縮や変形が大きくなり、最終製品の対金型収縮率が大きくなる傾向が見られる。また、0.15MPaを超える圧力低下では、融着が過剰に進行するため、二段目の加熱を行った際に製品が変形する虞がある。
一旦、蒸気圧力を低下させる工程(B)の時間が2秒未満では、予備発泡粒子の発泡、融着を行うための時間が確保でない為、予備発泡粒子からの空気放出を抑制するには至らない傾向がある。また、工程(B)の時間が5秒超えると、融着が過剰に進行する為に、二段目の加熱を行った際に製品が変形する虞がある。
例えば、先に説明した成形装置に取り付けられた冷却水のスプレーノズル14により金型を水冷する方法や、これにバキュームを併用(図示せず)する方法である。
蒸気使用量は、渦式流量計[YOKOGAWA製]にて測定した。
成形直後の成形体を、カッターナイフ(刃長100mm、刃幅18mm、刃厚み0.5mm)を用いて、5mm〜10mm角に切り出し、これを熱収縮させて、放出された空気をガスクロマトグラフ分析することにより、成形体内圧として算出した。
なお、空気のガスクロマトグラフ分析の測定条件は、以下のとおりである。
ガスクロマトグラフ装置としてはTCD測定法のジーエルサイエンス製GC−320を用い、カラムの充填剤はPorapakP50/80を用いた。ガスクロの測定条件はオーブンの温度を80℃とし、キャリアガスにはヘリウムを用い、その流量は30cc/分とした。
得られた発泡成形体にカッターナイフ(刃長100mm、刃幅18mm、刃厚み0.5mm)を用いて、約5mmのノッチをいれ、ノッチに沿って曲げ破断させた。
破断面の状態を目視観察し、破壊面で界面破壊したものとそれ以外のもの数を計測し、粒子そのものが破断しているものを融着した発泡粒子とし、界面で破断しているものを未融着として、この割合を求めることで算出した。但し、融着率の数値は10%オーダーで表記した。
得られた成形体の端部および中央部の成形体表面における予備発泡粒子同士の空隙を目視にて評価し、以下のように表した。
◎・・・亀甲模様が目立たない。
○・・・僅かに亀甲模様が観察される。
△・・・亀甲模様は観察されるが、品質上は合格レベルである。
×・・・亀甲模様が顕著であり、品質上問題となるレベルである。
板状の成形品のエッジ形状となる端部での変形の状態を目視にて観察し、以下のように表した。
○・・・変形が無い。
△・・・僅かに変形はあるが、問題とならないレベルである。
×・・・変形が顕著に見られる。
得られた成形体の厚み方向の寸法を代表寸法とし、ノギス[ミツトヨ製、CD67−520PS]を用いて測定した。用いた金型の寸法を基準として、対金型収縮率を計算した。ここでの製品寸法の合格基準は、3.3%以下である。
[ポリプロピレン系発泡粒子の調製]
ポリプロピレン系予備発泡粒子としては、市販ポリプロピレン系発泡樹脂粒子[(株)カネカ製、DBS45、嵩密度17.1kg/m3]に、空気加圧処理により空気を圧入して0.05MPa(G)の内圧に調製したものを使用した。
[型内発泡成形体の作製]
図1に示した成形装置の構造を持つ成形機を用いて、凹金型側、凸金型側にそれぞれ50Åの蒸気弁8、9を有する口径80Åの蒸気配管を用い、フレーム外寸1270mm×1015mmで板状の製品形状(長さ450mm×幅300mm×厚み50mm)を有する金型を取り付けて、蒸気の供給圧力を0.6MPa(G)として、成形評価を行った。
成形評価は、凹型と凸型からなる金型を5mm開いた状態で予備発泡粒子を成形空間に充填し、その後、型締めを行い、図3に示す加熱パターンにおいて表1に示した加熱条件にて成形を行い、水冷時の発泡面圧が0.05MPaとなった時点で水冷工程を終了として、成形体を離型させた。
すなわち、予備加熱工程では、凹金型側と凸金型側のドレン弁の両方を開いて、凹側と凸側の蒸気弁の両方を開き蒸気室内の空気を排出した。
(A)1段目加熱工程では、両方のドレン弁を閉じ、凹金型側と凸金型側の蒸気弁8、9を同時に開く弁操作を行い、蒸気室内の蒸気圧力が0.20MPa(G)に達するまで加熱した。その際、蒸気の昇圧速度は、図1中の蒸気弁8、9と蒸気室の間に手動バルブを設置し、弁開度を調整することにより行い、0.06MPa/秒に調節した。
(B)圧力低下工程では、凹金型側と凸金型側の蒸気弁8、9を同時に閉じ、5秒間で、蒸気圧力を0.08MPa(G)まで低下させた<圧力差0.12MPa>。
(C)2段目加熱では、再び、凹金型側と凸金型側の蒸気弁8、9を同時に開き、蒸気圧力が0.25MPa(G)に達するまで加熱した後、5秒間保持した。
[成形体の評価]
得られた成形体を常温、大気圧下で1時間放置し、続いて、成形体を75℃の乾燥室に搬入して、24時間の乾燥を行った。
成形体の評価は、乾燥室から成形体を取り出した後、常温、大気圧力下で12時間養生したものを使用した。
その評価結果は、表1に示す。
使用するポリプロピレン系予備発泡粒子の内圧を、表1に示した値に変更した以外は、実施例1と同様の操作を行い、成形体を得た。
得られた成形体の評価は、実施例1と同様の乾燥、養生を行い、その後に実施した。
その評価結果は、表1に示す。
表1に示した加熱条件に変更した以外は、実施例4と同様の操作を行い、成形体を得た。実施例6〜7では(A)工程の到達蒸気圧力の違い、実施例8、13、14では(A)工程の昇圧速度の違い、実施例9〜12では(B)工程の圧力低下の違いによる成形性を確認した。成形体の評価は、実施例1と同様の乾燥、養生を行った後に実施した。その評価結果は、表1に示す。

(B)圧力低下工程を行わなかった以外は、実施例4と同様の操作を行い、成形体を得た。成形体の評価は、実施例1と同様の乾燥、養生を行った後に実施した。その評価結果は、表2に示す。
(A)工程における加熱蒸気圧P1を0.15MPa(G)として、(A)工程終了時の融着率を30%とした以外は、実施例4と同様の操作を行い、成形体を得た。
成形体の評価は、実施例1と同様の乾燥、養生を行った後に実施した。その評価結果は、表2に示す。
(A)工程における加熱蒸気圧P1を0.28MPa(G)として、(A)工程終了時の融着率を85%とした以外は、実施例1と同様の操作を行い、成形体を得た。
成形体の評価は、実施例1と同様の乾燥、養生を行った後に実施した。
その評価結果は、表2に示す。
(比較例4)
(C)工程における加熱蒸気圧P2を0.15MPa(G)とした以外は、実施例1と同様の操作を行い、成形体を得た。
成形体の評価は、実施例1と同様の乾燥、養生を行った後に実施した。その評価結果は、表2に示す。
加熱操作を、図2に示す従来の加熱パターンにおいて表3に示した加熱条件とした以外は、実施例1と同様の操作により、成形体を得た。
なお、予備加熱工程では、両方のドレン弁を開き、両方の蒸気弁を開いた状態で蒸気室の空気を排気した。一方加熱工程では、凹型側から蒸気を導入し、凸型側に蒸気を排気した。逆一方加熱工程では、凸型側から蒸気を供給し、凹型側から蒸気を排気した。
両面加熱工程では、両方のドレン弁を閉じ、加熱時には凹側と凸側の蒸気弁を同時に開く弁操作を行った。その後、ドレン弁を閉じた状態で蒸気圧力を保持する保熱工程を追加した。
成形体の評価は、実施例1と同様の乾燥、養生を行った後に実施した。その評価結果は、表3に示す。
使用するポリプロピレン系予備発泡粒子の内圧を、表3に示した値に変更した以外は、比較例5と同様の操作を行い、成形体を得た。
得られた成形体の評価は、実施例1と同様の乾燥、養生を行った後に実施した。その評価結果は、表3に示す。
また、効率よく融着がなされることで、金型系外に蒸気を排出する工程を簡素化することができ、蒸気使用量も削減できている。
さらに、成形時に予備発泡粒子からの空気流出を可能な限り防止した成形条件としたことにより、成形直後の成形品内の空気量を保持でき、過剰な製品収縮を抑制可能となった。この結果、予備発泡粒子の内圧範囲を広げることができ、工程の安定化が図れる。
2.凸金型側フレーム
3.凹金型側センタープレート
4.凹金型側バックプレート
5.凹金型
6.凸金型
7.成形空間
8.凹金型側蒸気弁(蒸気バルブ)
9.凸金型側蒸気弁(蒸気バルブ)
10.凹金型側冷却水弁
11.凸金型側冷却水弁
12.凹金型側ドレン弁
13.凸金型側ドレン弁
14.冷却水スプレーノズル
15.金型内の圧力フィードバックライン
16.演算装置
17.演算信号出力ライン
18.凹金型蒸気室
19.凸金型側蒸気室
Claims (3)
- ポリプロピレン系樹脂発泡粒子を金型の成形空間に充填し、該成形空間部に蒸気を供給して該発泡粒子を発泡、融着させるポリプロピレン系樹脂成形体の製造方法であって、
該成形空間部に蒸気を供給して該予備発泡粒子を発泡、融着させる際に、
(A)該発泡粒子の融着率が40%以上80%以下になる蒸気圧力P1に到達するまで一段目の加熱を行い、(B)一旦、一段目の到達蒸気圧力P1よりも低い蒸気圧力P2まで低下させ、(C)再び、一段目の加熱での到達蒸気圧力P1以上の蒸気圧力P3に到達するまで加熱し、一定時間保持し、
かつ、(A)工程において、蒸気圧力P1に到達するまでの昇圧速度を0.04MPa/秒以上0.10MPa/秒以下とすることを特徴とする、ポリプロピレン系樹脂発泡体の製造方法。 - (B)一旦、一段目の到達蒸気圧力P1よりも低い蒸気圧力P2まで低下させる工程において、
一段目の到達加熱圧力P1よりも0.05〜0.15MPa低下させることを特徴とする、請求項1に記載のポリプロピレン系樹脂発泡体の製造方法。 - (B)一旦、一段目の到達蒸気圧力P1よりも低い蒸気圧力P2まで低下させる工程を、2秒以上5秒以下の範囲で行うことを特徴とする、請求項1に記載のポリプロピレン系樹脂発泡体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012004205A JP5877069B2 (ja) | 2012-01-12 | 2012-01-12 | ポリプロピレン系樹脂発泡成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012004205A JP5877069B2 (ja) | 2012-01-12 | 2012-01-12 | ポリプロピレン系樹脂発泡成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013141817A JP2013141817A (ja) | 2013-07-22 |
| JP5877069B2 true JP5877069B2 (ja) | 2016-03-02 |
Family
ID=49038648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012004205A Expired - Fee Related JP5877069B2 (ja) | 2012-01-12 | 2012-01-12 | ポリプロピレン系樹脂発泡成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5877069B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3995334B2 (ja) * | 1998-03-20 | 2007-10-24 | 東洋機械金属株式会社 | 発泡成形機の成形方法とその装置 |
| JP3865937B2 (ja) * | 1998-06-10 | 2007-01-10 | 株式会社ジェイエスピー | 発泡成形体の成形方法 |
| JP4017136B2 (ja) * | 1999-03-30 | 2007-12-05 | 株式会社ダイセン工業 | 発泡成形方法 |
| JP4144781B2 (ja) * | 2002-03-19 | 2008-09-03 | 株式会社ジェイエスピー | ポリプロピレン系樹脂発泡粒子成形体の製造方法 |
-
2012
- 2012-01-12 JP JP2012004205A patent/JP5877069B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013141817A (ja) | 2013-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2653283B1 (en) | Process for producing molded body of expanded polyolefin resin particles, and molded body of expanded polyolefin resin particles | |
| CN102471516B (zh) | 聚丙烯系树脂发泡颗粒和发泡颗粒成型体 | |
| CN100402264C (zh) | 复合发泡聚丙烯树脂模制品及其制备方法 | |
| JP7735179B2 (ja) | 発泡粒子及びその製造方法 | |
| EP2208751B1 (en) | Pre-expanded polypropylene resin particle, and method for production thereof | |
| EP3243868A1 (en) | Propylene resin foam particles and foam particle molded article | |
| EP1403305B1 (en) | Method for producing polypropylene type resin foamed particle | |
| JPH0739501B2 (ja) | 無架橋直鎖状低密度ポリエチレン予備発泡粒子 | |
| EP2835243B1 (en) | Method for producing skin-covered polyolefin resin foamed molded article | |
| CN113045827B (zh) | 聚丙烯系树脂发泡颗粒以及发泡颗粒成形体 | |
| KR100881039B1 (ko) | 팽창된 폴리프로필렌 수지 비드의 제조 방법 | |
| JPH0313057B2 (ja) | ||
| JPH0629334B2 (ja) | 直鎖低密度ポリエチレン樹脂型内発泡成形体の製造方法 | |
| JP5365901B2 (ja) | ポリプロピレン系樹脂予備発泡粒子、及び型内発泡成形体 | |
| JPWO1997018260A1 (ja) | ポリエチレン系予備発泡粒子及びその製造方法 | |
| JP5188144B2 (ja) | 摩擦音のしないポリプロピレン系樹脂予備発泡粒子 | |
| US6027806A (en) | Expanded resin beads | |
| KR20200010238A (ko) | 올레핀계 열가소성 엘라스토머 가교 발포 입자 | |
| JP5877069B2 (ja) | ポリプロピレン系樹脂発泡成形体の製造方法 | |
| JP6038479B2 (ja) | ポリプロピレン系樹脂型内発泡成形体 | |
| KR100738266B1 (ko) | 발포성 폴리프로필렌 수지 비드 및 그의 제조 방법 | |
| JP6961607B2 (ja) | 発泡粒子成形体 | |
| JP2014218066A (ja) | ポリプロピレン系樹脂発泡成形体の製造方法 | |
| EP4079797A1 (en) | Multilayer expanded beads and molded article thereof | |
| JPH03152136A (ja) | ポリプロピレン系樹脂予備発泡粒子およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160125 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5877069 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |