JP5862003B2 - 電子部品接合装置および電子部品接合方法 - Google Patents
電子部品接合装置および電子部品接合方法 Download PDFInfo
- Publication number
- JP5862003B2 JP5862003B2 JP2010233083A JP2010233083A JP5862003B2 JP 5862003 B2 JP5862003 B2 JP 5862003B2 JP 2010233083 A JP2010233083 A JP 2010233083A JP 2010233083 A JP2010233083 A JP 2010233083A JP 5862003 B2 JP5862003 B2 JP 5862003B2
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- heating head
- air
- wall
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0486—Replacement and removal of components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/225—Correcting or repairing of printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10613—Details of electrical connections of non-printed components, e.g. special leads
- H05K2201/10621—Components characterised by their electrical contacts
- H05K2201/10734—Ball grid array [BGA]; Bump grid array
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/17—Post-manufacturing processes
- H05K2203/176—Removing, replacing or disconnecting component; Easily removable component
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3494—Heating methods for reflowing of solder
Description
以下に添付図面を参照して、開示技術の好適な実施の形態を詳細に説明する。以下の説明では、この電子部品接合装置を用いてプリント基板から電子部品を取り外すリペア作業を例に説明する。
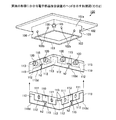
図3は、実施の形態にかかる電子部品接合装置のエアの流路を示す概要図である。上面から見て加熱ヘッド102は電子部品の外径にほぼ一致している。エアの流れを太線の矢印(→)で示した。そして、吸入部101aから加熱ヘッド102の中心位置に吸入されたエアは、流路104により4方に分岐される。
つぎに、プリント基板301のリペア工程について説明する。図7−1〜図7−5は、それぞれリペア工程を説明する側面図である。これらの図に示すように、ヘッド100は、載置台上に載置されたプリント基板301に対し上下動する駆動部700の下面に設けられている。ヘッド100は、上面に複数の支持アーム702が設けられ、この支持アーム702は、駆動部700に開口された支持溝700aに遊嵌されている。支持アーム702の上端部702aは、幅広な鍔部であり、支持溝700aからの支持アーム702の脱落を防止している。
101a 吸入部
102 加熱ヘッド
103 接触面
104 流路
105 噴出口
106 段差部
110 外壁
110d 底面
112 突起部
113 排出溝
115 排気口
301 プリント基板
302 電子部品
302a コア
303 ハンダ材
700 駆動部
700a 支持溝
702 支持アーム
901 冷却部
Claims (9)
- プリント基板が載置される載置台と、
前記プリント基板の上面に搭載された矩形状の電子部品の上面に接触自在であり、前記電子部品の大きさに対応する接触面を有する矩形状の加熱ヘッドと、
加熱されたエアを噴出する前記加熱ヘッドの4つの頂点部分の噴出部と、
前記噴出部より排出された前記エアを前記電子部品の4つの頂点部分に導く第1の流路と、
前記加熱ヘッドの各辺から前記プリント基板に向けて所定高さを有し突出して設けられ、前記噴出部との間で前記第1の流路を規定する外壁と、
前記外壁の辺中央部分に設けられる排気口と、を備え、
前記電子部品の4つの頂点部分に達した前記エアを前記排気口に導く第2の流路が前記外壁によって規定されている
ことを特徴とする電子部品接合装置。 - 前記排気口は、前記プリント基板の上面に搭載された隣接する他の電子部品の高さより高い位置に開口されていることを特徴とする請求項1に記載の電子部品接合装置。
- 前記外壁は、板状に形成され、前記加熱ヘッドの各辺にそれぞれ取り付けられ高さ調整自在なことを特徴とする請求項1に記載の電子部品接合装置。
- 前記加熱ヘッドは、
加熱源のヒータと、
前記エアの吸入部と、
前記加熱ヘッドに開口された前記噴出部と、
前記吸入部から吸入された前記エアを前記ヒータで加熱し、前記噴出部にそれぞれ導く第3の流路と、
を有することを特徴とする請求項1〜3のいずれか一つに記載の電子部品接合装置。 - 前記第3の流路は、前記加熱ヘッド内部で粗い面を有するよう加工形成されたことを特徴とする請求項4に記載の電子部品接合装置。
- 前記吸入部は、前記加熱ヘッドの中央部に1箇所設けられ、
前記第3の流路は、前記吸入部から放射状に前記噴出部に至る同じ長さであることを特徴とする請求項4または5に記載の電子部品接合装置。 - 前記加熱ヘッドの接触面は、前記加熱ヘッドの外周に環状に形成されたことを特徴とする請求項1〜6のいずれか一つに記載の電子部品接合装置。
- 前記電子部品に対する加熱時に高温となる箇所に対応し、前記プリント基板の裏面から前記電子部品を冷却する冷却部を備えたことを特徴とする請求項1〜7のいずれか一つに記載の電子部品接合装置。
- プリント基板の上面に搭載された矩形状の電子部品の上面に、前記電子部品の大きさに対応する接触面を有する加熱ヘッドを接触させる工程と、
前記加熱ヘッドを加熱する工程と、
加熱されたエアを前記加熱ヘッドの4つの頂点部分から噴出させ、前記加熱ヘッドの各辺から前記プリント基板に向けて所定高さを有し突出して設けられた外壁により噴出部と前記外壁との間の第1の流路で前記エアを前記電子部品の4つの頂点部分に導く工程と、
前記電子部品の4つの頂点部分に達した前記エアを、前記外壁によって規定された第2の流路を介して前記外壁の辺中央部分に設けられる排気口に導く工程と、
を含むことを特徴とする電子部品接合方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010233083A JP5862003B2 (ja) | 2010-10-15 | 2010-10-15 | 電子部品接合装置および電子部品接合方法 |
| US13/232,655 US20120090195A1 (en) | 2010-10-15 | 2011-09-14 | Apparatus and method for heating electronic component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010233083A JP5862003B2 (ja) | 2010-10-15 | 2010-10-15 | 電子部品接合装置および電子部品接合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012089586A JP2012089586A (ja) | 2012-05-10 |
| JP5862003B2 true JP5862003B2 (ja) | 2016-02-16 |
Family
ID=45932834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010233083A Expired - Fee Related JP5862003B2 (ja) | 2010-10-15 | 2010-10-15 | 電子部品接合装置および電子部品接合方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20120090195A1 (ja) |
| JP (1) | JP5862003B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI573062B (zh) * | 2015-10-22 | 2017-03-01 | 恆顥科技股份有限公司 | 觸控面板及其製造方法 |
| TWM518459U (zh) * | 2015-11-05 | 2016-03-01 | 和碩聯合科技股份有限公司 | 遮蔽板拆裝設備 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4552300A (en) * | 1983-05-09 | 1985-11-12 | Pace, Incorporated | Method and apparatus for soldering and desoldering leadless semiconductor modules for printed wiring boards |
| US4805827A (en) * | 1985-10-23 | 1989-02-21 | Pace Incorporated | Method of soldering with heated fluid and device therefor |
| JPS63318133A (ja) * | 1987-06-22 | 1988-12-27 | Hitachi Ltd | 電子回路素子の取外し装置 |
| JP3144052B2 (ja) * | 1992-05-26 | 2001-03-07 | 富士通株式会社 | 電子部品のリプレース装置およびその方法 |
| US5419481A (en) * | 1993-09-21 | 1995-05-30 | Air-Vac Engineering Company, Inc. | Process and apparatus for attaching/deataching land grid array components |
| WO1997039611A1 (fr) * | 1996-04-16 | 1997-10-23 | Matsushita Electric Industrial Co., Ltd. | Procede et dispositif servant a enlever un composant de circuit integre |
| JP3690896B2 (ja) * | 1996-04-16 | 2005-08-31 | 松下電器産業株式会社 | Ic部品の剥離方法および剥離装置 |
| JPH1032384A (ja) * | 1996-07-15 | 1998-02-03 | Hitachi Ltd | 放熱フィン付き表面実装部品の取外し方法及びその装置 |
| DE29621604U1 (de) * | 1996-12-12 | 1998-01-02 | Cooper Tools Gmbh | Löt-/Entlötvorrichtung |
| US6220503B1 (en) * | 1999-02-02 | 2001-04-24 | International Business Machines Corporation | Rework and underfill nozzle for electronic components |
| US6503336B1 (en) * | 2001-03-21 | 2003-01-07 | Emc Corporation | Techniques for modifying a circuit board using a flow through nozzle |
| JP3611035B2 (ja) * | 2002-03-07 | 2005-01-19 | 日本電気株式会社 | 半導体チップのリペア方法とリペアツール |
| US7357288B2 (en) * | 2003-07-17 | 2008-04-15 | Matsushita Electric Industrial Co., Ltd. | Component connecting apparatus |
| US7732059B2 (en) * | 2004-12-03 | 2010-06-08 | Alcoa Inc. | Heat exchanger tubing by continuous extrusion |
| JP4786226B2 (ja) * | 2005-06-07 | 2011-10-05 | 富士通株式会社 | 加熱装置 |
| JP4970292B2 (ja) * | 2008-01-08 | 2012-07-04 | 富士通株式会社 | 電子部品のリペア方法、リペア装置および配線板ユニット |
-
2010
- 2010-10-15 JP JP2010233083A patent/JP5862003B2/ja not_active Expired - Fee Related
-
2011
- 2011-09-14 US US13/232,655 patent/US20120090195A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20120090195A1 (en) | 2012-04-19 |
| JP2012089586A (ja) | 2012-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7661573B2 (en) | Heating apparatus | |
| JP5915809B2 (ja) | はんだ装置 | |
| US7357288B2 (en) | Component connecting apparatus | |
| JP5158288B2 (ja) | 加熱装置及び冷却装置 | |
| JP5862003B2 (ja) | 電子部品接合装置および電子部品接合方法 | |
| JP4727249B2 (ja) | リペア用具、及び電子部品のリペア装置 | |
| JP2010026507A (ja) | 局所加熱装置 | |
| JPWO2012093509A1 (ja) | 半導体装置およびその製造方法 | |
| JP2508415B2 (ja) | 半田除去装置 | |
| JP2010161123A (ja) | 電子部品リペア装置および電子部品リペア方法 | |
| JP2009302208A (ja) | レーザ転写式修復方法及び装置 | |
| JP2006041375A (ja) | 電子部品のリペア装置 | |
| JP2937954B2 (ja) | ワイヤボンディング装置 | |
| JP3611035B2 (ja) | 半導体チップのリペア方法とリペアツール | |
| WO2005120141A1 (ja) | 半田噴流装置,半田噴流装置の製造方法及び電子部品の半田付け方法 | |
| JP2009031111A (ja) | 半導体集積装置ソケットモジュール | |
| JP6089193B2 (ja) | 半田処理装置 | |
| JP2004006453A (ja) | Lsiパッケージの取付け・取外し機 | |
| JP4540748B2 (ja) | 微細パターン修正方法 | |
| JPH09181404A (ja) | プリント配線板及び実装部品のリペア方法 | |
| JP2012124201A (ja) | はんだ付け機構、およびはんだ付け方法 | |
| JP5103060B2 (ja) | 冷却装置及び基板の処理装置 | |
| JP2001119136A (ja) | Smtリペア方法および装置 | |
| JP2000332402A (ja) | 電子部品搭載装置 | |
| JPH1032384A (ja) | 放熱フィン付き表面実装部品の取外し方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130805 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140603 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150409 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5862003 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |