JP5857031B2 - タイヤの製造方法 - Google Patents
タイヤの製造方法 Download PDFInfo
- Publication number
- JP5857031B2 JP5857031B2 JP2013500962A JP2013500962A JP5857031B2 JP 5857031 B2 JP5857031 B2 JP 5857031B2 JP 2013500962 A JP2013500962 A JP 2013500962A JP 2013500962 A JP2013500962 A JP 2013500962A JP 5857031 B2 JP5857031 B2 JP 5857031B2
- Authority
- JP
- Japan
- Prior art keywords
- tire
- rubber
- mass
- belt
- surface area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 229920001971 elastomer Polymers 0.000 claims description 249
- 239000005060 rubber Substances 0.000 claims description 249
- 238000005096 rolling process Methods 0.000 claims description 47
- 239000011324 bead Substances 0.000 claims description 28
- 238000000034 method Methods 0.000 claims description 24
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 179
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 128
- 239000000203 mixture Substances 0.000 description 106
- 239000000377 silicon dioxide Substances 0.000 description 83
- 238000004073 vulcanization Methods 0.000 description 73
- 229910052757 nitrogen Inorganic materials 0.000 description 64
- 238000001179 sorption measurement Methods 0.000 description 64
- 239000003795 chemical substances by application Substances 0.000 description 33
- -1 stearic acid) Chemical class 0.000 description 33
- 239000006229 carbon black Substances 0.000 description 30
- 239000011248 coating agent Substances 0.000 description 30
- 238000000576 coating method Methods 0.000 description 30
- 244000043261 Hevea brasiliensis Species 0.000 description 27
- 229920003052 natural elastomer Polymers 0.000 description 27
- 229920001194 natural rubber Polymers 0.000 description 27
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 22
- 239000011593 sulfur Substances 0.000 description 22
- 229910052717 sulfur Inorganic materials 0.000 description 22
- 229920003051 synthetic elastomer Polymers 0.000 description 21
- 238000013329 compounding Methods 0.000 description 19
- 229910017052 cobalt Inorganic materials 0.000 description 18
- 239000010941 cobalt Substances 0.000 description 18
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 18
- 230000032683 aging Effects 0.000 description 16
- 238000012360 testing method Methods 0.000 description 16
- 239000005061 synthetic rubber Substances 0.000 description 14
- 229920003048 styrene butadiene rubber Polymers 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 12
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 11
- 239000005062 Polybutadiene Substances 0.000 description 9
- 230000007774 longterm Effects 0.000 description 9
- 229920002857 polybutadiene Polymers 0.000 description 9
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 7
- 230000003712 anti-aging effect Effects 0.000 description 7
- 230000006866 deterioration Effects 0.000 description 7
- 150000007524 organic acids Chemical class 0.000 description 7
- 239000003351 stiffener Substances 0.000 description 7
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 6
- 235000021355 Stearic acid Nutrition 0.000 description 6
- 239000002174 Styrene-butadiene Substances 0.000 description 6
- 230000008901 benefit Effects 0.000 description 6
- 239000008119 colloidal silica Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 238000009472 formulation Methods 0.000 description 6
- 239000004615 ingredient Substances 0.000 description 6
- 239000011256 inorganic filler Substances 0.000 description 6
- 229910003475 inorganic filler Inorganic materials 0.000 description 6
- 238000004898 kneading Methods 0.000 description 6
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 6
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 6
- 235000005985 organic acids Nutrition 0.000 description 6
- 230000002787 reinforcement Effects 0.000 description 6
- 239000008117 stearic acid Substances 0.000 description 6
- 239000012936 vulcanization activator Substances 0.000 description 6
- 235000014692 zinc oxide Nutrition 0.000 description 6
- 239000011787 zinc oxide Substances 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000002318 adhesion promoter Substances 0.000 description 5
- 125000004432 carbon atom Chemical group C* 0.000 description 5
- AMFIJXSMYBKJQV-UHFFFAOYSA-L cobalt(2+);octadecanoate Chemical compound [Co+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O AMFIJXSMYBKJQV-UHFFFAOYSA-L 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- GEMHFKXPOCTAIP-UHFFFAOYSA-N n,n-dimethyl-n'-phenylcarbamimidoyl chloride Chemical compound CN(C)C(Cl)=NC1=CC=CC=C1 GEMHFKXPOCTAIP-UHFFFAOYSA-N 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 4
- 239000003112 inhibitor Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- YXIWHUQXZSMYRE-UHFFFAOYSA-N 1,3-benzothiazole-2-thiol Chemical compound C1=CC=C2SC(S)=NC2=C1 YXIWHUQXZSMYRE-UHFFFAOYSA-N 0.000 description 2
- 239000004902 Softening Agent Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000002035 prolonged effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- ZZMVLMVFYMGSMY-UHFFFAOYSA-N 4-n-(4-methylpentan-2-yl)-1-n-phenylbenzene-1,4-diamine Chemical compound C1=CC(NC(C)CC(C)C)=CC=C1NC1=CC=CC=C1 ZZMVLMVFYMGSMY-UHFFFAOYSA-N 0.000 description 1
- 239000006237 Intermediate SAF Substances 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- ZLVXBBHTMQJRSX-VMGNSXQWSA-N jdtic Chemical group C1([C@]2(C)CCN(C[C@@H]2C)C[C@H](C(C)C)NC(=O)[C@@H]2NCC3=CC(O)=CC=C3C2)=CC=CC(O)=C1 ZLVXBBHTMQJRSX-VMGNSXQWSA-N 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- IUJLOAKJZQBENM-UHFFFAOYSA-N n-(1,3-benzothiazol-2-ylsulfanyl)-2-methylpropan-2-amine Chemical compound C1=CC=C2SC(SNC(C)(C)C)=NC2=C1 IUJLOAKJZQBENM-UHFFFAOYSA-N 0.000 description 1
- DEQZTKGFXNUBJL-UHFFFAOYSA-N n-(1,3-benzothiazol-2-ylsulfanyl)cyclohexanamine Chemical compound C1CCCCC1NSC1=NC2=CC=CC=C2S1 DEQZTKGFXNUBJL-UHFFFAOYSA-N 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000012763 reinforcing filler Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D30/58—Applying bands of rubber treads, i.e. applying camel backs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C1/0008—Compositions of the inner liner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C1/0016—Compositions of the tread
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C1/0041—Compositions of the carcass layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C19/00—Tyre parts or constructions not otherwise provided for
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
- C08K5/098—Metal salts of carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L7/00—Compositions of natural rubber
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L9/00—Compositions of homopolymers or copolymers of conjugated diene hydrocarbons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C2001/0066—Compositions of the belt layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
- B60C2001/0075—Compositions of belt cushioning layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/80—Technologies aiming to reduce greenhouse gasses emissions common to all road transportation technologies
- Y02T10/86—Optimisation of rolling resistance, e.g. weight reduction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T152/00—Resilient tires and wheels
- Y10T152/10—Tires, resilient
- Y10T152/10495—Pneumatic tire or inner tube
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Tires In General (AREA)
Description
しかしながら、転がり抵抗の低減とタイヤ耐久性は二律背反の関係にあるために、タイヤの耐久性を維持しつつタイヤの転がり抵抗を低減するのは困難である。
即ち、本発明は、以下を提供するものである。
[1]トレッド部と別体に成形した台タイヤに対し、トレッド部形成用部材を貼着してなるタイヤの製造方法であって、
該台タイヤを、未加硫の台タイヤのうちベルト部側に与えられる単位体積当たりの熱量がビード部側に与えられる単位体積当たりの熱量よりも少なくなるように加硫成形し、
該台タイヤを、JIS D4234の惰行法による転がり抵抗係数が4.0を超えない台タイヤとすることを特徴とするタイヤの製造方法。
[2]JIS D4234の惰行法による前記台タイヤの転がり抵抗と前記タイヤの転がり抵抗との比を、
(台タイヤの転がり抵抗)/(タイヤの転がり抵抗)≦0.80
とする[1]に記載のタイヤの製造方法。
[3]前記タイヤが、ビードコア、カーカスプライ、ベルト層及びサイドゴムを含む前記台タイヤを形成し、トレッド部を形成するタイヤである[1]又は[2]に記載のタイヤの製造方法。
[4]前記タイヤが、重荷重用タイヤである[1]〜[3]のいずれか1項に記載のタイヤの製造方法。
なお、本発明で「台タイヤ」とは、トレッド部を除くタイヤ部材のことであり、トレッド部貼付前のタイヤ部材及び完成タイヤからトレッド部を除去したタイヤ部材の両方を意味する。この台タイヤには、トレッド部の一部となる台トレッド部が貼付されていてもよい。また、「台タイヤ」とは加硫済みの上記タイヤ部材を意味し、未加硫の上記タイヤ部材のことは「未加硫の台タイヤ」という。
<タイヤ>
本発明のタイヤは、台タイヤが、JIS D4234の惰行法による転がり抵抗係数が4.0を超えないことを特徴とする。このように、台タイヤの転がり抵抗係数が4.0を超えないようにすることで、タイヤ(台タイヤ及びトレッド部を含むタイヤ)の転がり抵抗の低減と耐久性向上の両立が可能となる。この転がり抵抗係数は、好ましくは3.8を超えない範囲であり、より好ましくは3.7を超えない範囲である。なお、本発明において、台タイヤに対してJIS D4234の惰行法による試験を行うときの試験条件としては、台タイヤ及びトレッド部を含むタイヤの寸法等に基いて決められた条件を採用する。また、この試験に供する台タイヤは、トレッド部貼付前の台タイヤ及び完成タイヤからトレッド部を除去してなる台タイヤのいずれであってもよいが、完成タイヤからトレッド部を除去した台タイヤが好適である。
さらに、台タイヤの転がり抵抗とタイヤ全体の転がり抵抗の比を、(台タイヤの転がり抵抗)/(タイヤの転がり抵抗)≦0.80とすることによって、走行末期までのタイヤの転がり抵抗が低減でき、タイヤのトレッド部を交換してなる更正後の更正タイヤにおいても転がり抵抗を低減できる。また、この比を0.1以上とすることにより、転がり抵抗の低減とタイヤ耐久性の向上を図ることができる。この観点から、上記比は、好ましくは0.1〜0.8であり、より好ましくは0.3〜0.8であり、更に好ましくは0.5〜0.8である。
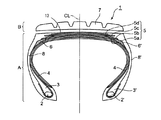
このタイヤ1は、トレッド部11と台タイヤ12とからなる。上記トレッド部11は、トレッドゴム7より構成される。台タイヤ12は、後述するとおり、ビードコア2,2’、カーカスプライ4、ベルト層5a〜5d、サイドゴム8、及び必要に応じて台トレッド13を含む。
上記台タイヤ12の構造は次のとおりである。一対のビードコア2及び2’からタイヤ1の半径方向外側に、それぞれスティフナー3及び3’が延在している。カーカスプライ4は、スティフナー3の外側を通り、ビードコア2でスティフナー3の内側に折り返され、馬蹄形の台タイヤの形状を形成し、反対側のビードコア2’で折り返され、スティフナー3’の外側で係止される形状を有している。カーカスプライ4のタイヤ半径外側に複数のベルト層(図1では、5a〜5dの4層)からなるベルト部5が配設されている。交錯層を形成するベルト層5a、5bの端部近傍にはベルトアンダークッションゴム6が配設されている。ベルト層5a〜5dの端部には端部を被覆するベルトエンドカバーゴム(図示せず)が配設されている。これらベルトアンダークッションゴム6とベルトエンドカバーゴムを総称してベルトエッジゴムと称される。ベルト層5b、5cの間の端部近傍には、くさび形のベルトウェッジゴム10が配設されている。このベルトエッジゴム及びベルトウェッジゴム10もベルト部5に包含される。
このベルト部5のタイヤ半径外側に、必要に応じて台トレッド13を配設した上で、上記トレッドゴム7が配設されている。
次に、上記タイヤ1の製造用の部材について説明する。図3は、図1のタイヤの製造に用いられる台タイヤA及びトレッド部形成用部材(プレキュアトレッド部材)Bの1例を示す断面模式図である。
図3のとおり、上記タイヤ1は、未加硫の台タイヤを加硫した台タイヤAに対し、トレッド部形成用部材(プレキュアトレッド部材)Bをクッションゴム等の接着ゴムを用いて貼着することによって、製造することができる。図3中、図1と同一符号は図1と同一部分を示す。
トレッド部と別体に加硫されてなる台タイヤAには、トレッドゴム7の一部が配設されている。すなわち、トレッドゴム7の一部が台トレッド13として、ベルト部5のタイヤ半径方向外側に配設されている。プレキュアトレッド部材Bとの接着を良好にし、タイヤの耐久性を向上させるためである。
以下に、台タイヤAを構成するゴム組成物の好適な例について説明する。
(ゴム成分)
台トレッド13を構成するゴム組成物(台トレッドゴム組成物)に用いられるゴム成分としては、天然ゴム及び/又は合成ポリイソプレンゴム(IR)が好ましく、天然ゴムがより好ましい。他の合成ゴムとの併用の場合であっても、ゴム成分中、天然ゴムが60質量%以上であることが好ましく、70質量%以上であることがより好ましく、80質量%以上であることがさらに好ましく、天然ゴム単独がより更に好ましい。
他の合成ゴムとしては、ポリブタジエンゴム(BR)、スチレン−ブタジエン共重合体(SBR)、スチレン−イソプレン共重合体(SIR)などが挙げられる。
ゴム成分として天然ゴムとブタジエンゴムとを併用する場合、ブタジエンゴムは10〜40質量%であることが好ましく、20〜40質量%であることがより好ましく、25〜35質量%であることが更に好ましい。
台トレッド13を構成するゴム組成物には、JIS K 6217−2:2001で規定された窒素吸着比表面積が35〜130m2/gのカーボンブラックが好適に用いられる。当該カーボンブラックとしては、例えば、HAF(窒素吸着比表面積:75〜80m2/g)、HS−HAF(窒素吸着比表面積:78〜83m2/g)、LS−HAF(窒素吸着比表面積:80〜85m2/g)、FEF(窒素吸着比表面積:40〜42m2/g)、GPF(窒素吸着比表面積:26〜28m2/g)、N339(窒素吸着比表面積:88〜96m2/g)、LI−HAF(窒素吸着比表面積:73〜75m2/g)、IISAF(窒素吸着比表面積:97〜98m2/g)、HS−IISAF(窒素吸着比表面積:98〜99m2/g)、ISAF(窒素吸着比表面積:110〜125m2/g)などが挙げられる。これらの内、HAF(窒素吸着比表面積:75〜80m2/g)、HS−HAF(窒素吸着比表面積:78〜83m2/g)、LS−HAF(窒素吸着比表面積:80〜85m2/g)、FEF(窒素吸着比表面積:40〜42m2/g)、LI−HAF(窒素吸着比表面積:73〜75m2/g)が好ましく、HAF及びFEFがより好ましく、FEFが更に好ましい。前記カーボンブラックの窒素吸着比表面積としては、35〜45m2/gの範囲が好ましい。このカーボンブラックは、ゴム成分100質量部に対して、25〜45質量部配合するのが好ましく、30〜45質量部配合するのがより好ましく、30〜40質量部配合するのが更に好ましい。25質量部以上であれば台トレッドの強度を確保でき、45質量部以下であれば、台トレッドの低発熱性及び耐疲労性が良好となり、この範囲であれば、タイヤの低発熱性及び耐久性を向上することができる。
台トレッド13を構成するゴム組成物には、前記カーボンブラックに加えて、所望により、シリカを配合しても良い。シリカを配合するときの配合量としては、ゴム組成物のゴム成分100質量部に対して、シリカを10質量部以下含むことが好ましい。
シリカとしては市販のあらゆるものが使用でき、なかでも湿式シリカ、乾式シリカ、コロイダルシリカを用いるのが好ましく、湿式シリカを用いるのが特に好ましい。シリカのBET比表面積(ISO 5794/1に準拠して測定する)は40〜350m2/gであるのが好ましい。BET表面積がこの範囲であるシリカは、ゴム補強性とゴム成分中への分散性とを両立できるという利点がある。この観点から、BET比表面積が80〜350m2/gの範囲にあるシリカがより好ましく、BET比表面積が120〜350m2/gの範囲にあるシリカが更に好ましい。このようなシリカとしては東ソーシリカ社製、商品名「ニプシルAQ」(BET比表面積=220m2/g)、「ニプシルKQ」、デグッサ社製商品名「ウルトラジルVN3」(BET比表面積=175m2/g)等の市販品を用いることができる。
台トレッド13を構成するゴム組成物には、加硫剤として、ゴム成分100質量部に対して、硫黄を7.0質量部以下に配合することが好ましい。硫黄の配合量は、より好ましくは1.0〜7.0質量部の範囲、更に好ましくは1.0〜3.0質量部の範囲である。硫黄を7.0質量部以下配合すれば、被覆ゴム組成物の耐老化性の低下を好適に防ぐことができる。また、硫黄を1.0質量部以上配合すれば、初期接着性が向上するのでより好ましい。
台トレッド13を構成するゴム組成物には、上述した配合剤の他に、他の配合剤、例えば、亜鉛華、有機酸(ステアリン酸等)などの加硫活性剤、加硫促進剤、シリカ以外の無機充填剤、老化防止剤、オゾン劣化防止剤、軟化剤、などを添加することができる。
台トレッドを構成するゴム組成物のtanδは、低発熱性を向上させる観点から、0.09以下であることが好ましい。
(ゴム成分)
本発明において、最外ベルト層5dの被覆ゴム組成物に用いられるゴム成分としては、天然ゴム及び/又は合成ポリイソプレンゴム(IR)が好ましく、天然ゴムがより好ましい。他の合成ゴムとの併用の場合であっても、ゴム成分中、天然ゴムが60質量%以上であることが好ましく、70質量%以上であることがより好ましく、80質量%以上であることがさらに好ましく、天然ゴム単独が特に好ましい。
他の合成ゴムとしては、ポリブタジエンゴム(BR)、スチレン-ブタジエン共重合体(SBR)、スチレン-イソプレン共重合体(SIR)などが挙げられる。
本発明において、最外ベルト層5dの被覆ゴム組成物に用いられるJIS K 6217−2:2001で規定された窒素吸着比表面積が25〜99m2/gのカーボンブラックが好適に使用される。例えば、HAF(窒素吸着比表面積:75〜80m2/g)、HS−HAF(窒素吸着比表面積:78〜83m2/g)、LS−HAF(窒素吸着比表面積:80〜85m2/g)、FEF(窒素吸着比表面積:40〜42m2/g)、GPF(窒素吸着比表面積:26〜28m2/g)、SRF(窒素吸着比表面積:25〜28m2/g)、N339(窒素吸着比表面積:88〜96m2/g)、LI−HAF(窒素吸着比表面積:73〜75m2/g)、IISAF(窒素吸着比表面積:97〜98m2/g)、HS−IISAF(窒素吸着比表面積:98〜99m2/g)などが挙げられる。これらの内、HAF、HS−HAF、LS−HAF、FEF、LI−HAF及びGPFが好ましい。このカーボンブラックは、ゴム成分100質量部に対して、30〜60質量部配合するのが好ましい。30質量部以上であればベルト層5dの強度を確保でき、60質量部以下であれば、ベルト層5dの低発熱性及び耐疲労性が良好となり、この範囲であれば、タイヤの低発熱性及び耐久性を向上することができる。
本発明においては、最外ベルト層5dの被覆ゴム組成物に、カーボンブラックに加えて、所望により、シリカを配合しても良い。シリカを配合するときの配合量としては、被覆ゴム組成物のゴム成分100質量部に対して、シリカを10質量部以下配合することが好ましい。
シリカとしては市販のあらゆるものが使用でき、なかでも湿式シリカ、乾式シリカ、コロイダルシリカを用いるのが好ましく、湿式シリカを用いるのが特に好ましい。シリカのBET比表面積(ISO 5794/1に準拠して測定する)は40〜350m2/gであるのが好ましい。BET表面積がこの範囲であるシリカは、ゴム補強性とゴム成分中への分散性とを両立できるという利点がある。この観点から、BET比表面積が80〜350m2/gの範囲にあるシリカが更に好ましく、BET比表面積が120〜350m2/gの範囲にあるシリカが特に好ましい。このようなシリカとしては東ソーシリカ社製、商品名「ニプシルAQ」(BET比表面積=220m2/g)、「ニプシルKQ」、デグッサ社製商品名「ウルトラジルVN3」(BET比表面積=175m2/g)等の市販品を用いることができる。
本発明における最外ベルト層5dの被覆ゴム組成物に、ゴム成分100質量部に対して、有機酸コバルト塩をコバルト量として0.4質量部以下配合することが好ましく、0.01〜0.4質量部配合することがより好ましく、0.02〜0.3質量部配合することがさらに好ましい。有機酸コバルト塩をコバルト量として0.4質量部以下配合すると、被覆ゴム組成物の耐老化性の低下を好適に防ぐことができる。また、有機酸コバルト塩をコバルト量として0.01質量部以上配合すれば、初期接着性が向上するのでより好ましい。
上記有機酸コバルト塩としては、ナフテン酸コバルト、ロジン酸コバルト、ステアリン酸コバルト、或いは他の炭素数が5乃至20程度の直鎖状或いは分岐鎖のモノカルボン酸コバルト塩(例えば、商品名「マノボンドC」シリーズ、OM Group Inc.製)等を挙げることができる。
本発明における最外ベルト層5dの被覆ゴム組成物の加硫剤として、ゴム成分100質量部に対して、硫黄を7.0質量部以下配合することが好ましい。特に、3.0〜7.0質量部の範囲、更に好ましくは4.0〜6.0質量部の範囲である。硫黄を7.0質量部以下配合すれば、被覆ゴム組成物の耐老化性の低下を好適に防ぐことができる。また、硫黄を3.0質量部以上配合すれば、初期接着性が向上するのでより好ましい。
本発明における最外ベルト層5dの被覆ゴム組成物は、上述した配合剤の他に、他の配合剤、例えば、亜鉛華、有機酸(ステアリン酸等)などの加硫活性剤、加硫促進剤、シリカ以外の無機充填剤、老化防止剤、オゾン劣化防止剤、軟化剤などを添加することができる。
最外ベルト層5dの被覆ゴム組成物のtanδは、低発熱性を向上する観点から、0.17以下であることが好ましい。
(ゴム成分)
本発明において、ベルト部5のベルトウェッジゴム10のゴム組成物に用いられるゴム成分としては、天然ゴム及び/又は合成ポリイソプレンゴム(IR)が好ましく、天然ゴムがより好ましい。他の合成ゴムとの併用の場合であっても、ゴム成分中、天然ゴムが60質量%以上であることが好ましく、70質量%以上であることがより好ましく、80質量%以上であることがさらに好ましく、天然ゴム単独が特に好ましい。
他の合成ゴムとしては、ポリブタジエンゴム(BR)、スチレン-ブタジエン共重合体(SBR)、スチレン-イソプレン共重合体(SIR)などが挙げられる。
本発明において、ベルト部5のベルトウェッジゴム10のゴム組成物に用いられるJIS K 6217−2:2001で規定された窒素吸着比表面積が38〜99m2/gのカーボンブラックとしては、例えば、HAF(窒素吸着比表面積:75〜80m2/g)、HS−HAF(窒素吸着比表面積:78〜83m2/g)、LS−HAF(窒素吸着比表面積:80〜85m2/g)、FEF(窒素吸着比表面積:40〜42m2/g)、N339(窒素吸着比表面積:88〜96m2/g)、LI−HAF(窒素吸着比表面積:73〜75m2/g)、IISAF(窒素吸着比表面積:97〜98m2/g)、HS−IISAF(窒素吸着比表面積:98〜99m2/g)などが挙げられる。これらの内、HAF、HS−HAF、LS−HAF、FEF及びLI−HAFが低発熱性と耐久性とを両立させる観点から好ましい。この観点から、カーボンブラックは、より好ましくはHAF及びFEFであり、更に好ましくはFEFである。このカーボンブラックは、ゴム成分100質量部に対して、40〜60質量部配合するのが好ましい。40質量部以上であればベルトウェッジゴムの強度を確保でき、60質量部以下であれば、ベルトウェッジゴムの低発熱性及び耐疲労性が良好となり、この範囲であれば、タイヤの低発熱性及び耐久性を向上することができる。この観点から、カーボンブラックは、より好ましくは40〜55質量部であり、更に好ましくは40〜50質量部である。
本発明においては、ベルト部5のベルトウェッジゴム10のゴム組成物に、カーボンブラックに加えて、所望により、シリカを配合しても良い。シリカを配合するときの配合量としては、ベルトウェッジゴム10のゴム組成物のゴム成分100質量部に対して、シリカを10質量部以下含むことが好ましい。シリカを配合する場合の配合量としては、1〜10質量部がより好ましく、2〜8質量部が更に好ましい。
シリカとしては市販のあらゆるものが使用でき、なかでも湿式シリカ、乾式シリカ、コロイダルシリカを用いるのが好ましく、湿式シリカを用いるのが特に好ましい。シリカのBET比表面積(ISO 5794/1に準拠して測定する)は40〜350m2/gであるのが好ましい。BET比表面積がこの範囲であるシリカは、ゴム補強性とゴム成分中への分散性とを両立できるという利点がある。この観点から、BET比表面積が80〜350m2/gの範囲にあるシリカが更に好ましく、BET比表面積が120〜350m2/gの範囲にあるシリカが特に好ましい。このようなシリカとしては東ソーシリカ社製、商品名「ニプシルAQ」(BET比表面積=220m2/g)、「ニプシルKQ」、デグッサ社製商品名「ウルトラジルVN3」(BET比表面積=175m2/g)等の市販品を用いることができる。
本発明におけるベルト部5のベルトウェッジゴム10のゴム組成物は、ゴム成分100質量部に対して、所望により、有機酸コバルト塩をコバルト量として0.3質量部以下配合しても良く、0.2質量部以下配合することが好ましく、0.1質量部以下配合することがより好ましい。ベルト被覆ゴムからの有機酸コバルト塩の移行を防止して、スチールコードと被覆ゴムとの接着を向上する観点からは有機酸コバルト塩を少量配合することが好ましく、ベルトウェッジゴム10の耐老化性を高める観点からは有機酸コバルト塩を配合しないことが好ましい。
上記有機酸コバルト塩としては、ナフテン酸コバルト、ロジン酸コバルト、ステアリン酸コバルト、或いは他の炭素数が5乃至20程度の直鎖状或いは分岐鎖のモノカルボン酸コバルト塩(例えば、商品名「マノボンドC」シリーズ、OM Group Inc.製)等を挙げることができる。
本発明におけるベルト部5のベルトウェッジゴム10のゴム組成物の加硫剤として、ゴム成分100質量部に対して、硫黄を7.0質量部以下に配合することが好ましい。特に、3.0〜7.0質量部の範囲、更に好ましくは4.0〜6.0質量部の範囲である。硫黄を7.0質量部以下配合すれば、ベルトウェッジゴム10の耐老化性の低下を好適に防ぐことができる。また、硫黄を3.0質量部以上配合すれば、ベルト部5の被覆ゴム組成物の硫黄含有量の低下を抑え、被覆ゴム組成物の初期接着性が向上するのでより好ましい。
本発明におけるベルト部5のベルトウェッジゴム10のゴム組成物には、上述した配合剤の他に、他の配合剤、例えば、亜鉛華、有機酸(ステアリン酸等)などの加硫活性剤、加硫促進剤、シリカ以外の無機充填剤、老化防止剤、オゾン劣化防止剤、軟化剤などを添加することができる。
ベルト部5のベルトウェッジゴム10のtanδは、低発熱性を向上する観点から、0.17以下であることが好ましい。
(ゴム成分)
本発明において、カーカスプライ4のコーティングゴム組成物に用いられるゴム成分としては、天然ゴム及び/又は合成ポリイソプレンゴム(IR)が好ましく、天然ゴムがより好ましい。他の合成ゴムとの併用の場合であっても、ゴム成分中、天然ゴムが60質量%以上であることが好ましく、70質量%以上であることがより好ましく、80質量%以上であることがさらに好ましく、天然ゴム単独が特に好ましい。
他の合成ゴムとしては、ポリブタジエンゴム(BR)、スチレン-ブタジエン共重合体(SBR)、スチレン-イソプレン共重合体(SIR)などが挙げられる。
本発明において、カーカスプライ4のコーティングゴム組成物に用いられるJIS K 6217−2:2001で規定された窒素吸着比表面積が25〜90m2/gのカーボンブラックを用いることが好適である。例えば、HAF(窒素吸着比表面積:75〜80m2/g)、HS−HAF(窒素吸着比表面積:78〜83m2/g)、LS−HAF(窒素吸着比表面積:80〜85m2/g)、FEF(窒素吸着比表面積:40〜42m2/g)、GPF(窒素吸着比表面積:26〜28m2/g)、SRF(窒素吸着比表面積:25〜28m2/g)、N339(窒素吸着比表面積:88〜96m2/g)、LI−HAF(窒素吸着比表面積:73〜75m2/g)などが挙げられる。これらの内、HAF、HS−HAF、LS−HAF、FEF、LI−HAF及びGPFが好ましい。このカーボンブラックは、ゴム成分100質量部に対して、40〜60質量部配合するのが好ましい。40質量部以上であればベルトウェッジゴムの強度を確保でき、60質量部以下であれば、ベルト層5dの低発熱性及び耐疲労性が良好となり、この範囲であれば、タイヤの低発熱性及び耐久性を向上することができる。
本発明においては、カーカスプライ4のコーティングゴム組成物に、カーボンブラックに加えて、所望により、シリカを配合しても良い。シリカを配合するときの配合量としては、コーティングゴム組成物のゴム成分100質量部に対して、シリカを10質量部以下含むことが好ましい。
シリカとしては市販のあらゆるものが使用でき、なかでも湿式シリカ、乾式シリカ、コロイダルシリカを用いるのが好ましく、湿式シリカを用いるのが特に好ましい。シリカのBET比表面積(ISO 5794/1に準拠して測定する)は40〜350m2/gであるのが好ましい。BET比表面積がこの範囲であるシリカは、ゴム補強性とゴム成分中への分散性とを両立できるという利点がある。この観点から、BET比表面積が80〜350m2/gの範囲にあるシリカが更に好ましく、BET比表面積が120〜350m2/gの範囲にあるシリカが特に好ましい。このようなシリカとしては東ソーシリカ社製、商品名「ニプシルAQ」(BET比表面積=220m2/g)、「ニプシルKQ」、デグッサ社製商品名「ウルトラジルVN3」(BET比表面積=175m2/g)等の市販品を用いることができる。
本発明におけるカーカスプライ4のコーティングゴム組成物に、ゴム成分100質量部に対して、有機酸コバルト塩をコバルト量として0.4質量部以下配合することが好ましく、0.01〜0.4質量部配合することがより好ましく、0.02〜0.3質量部配合することがさらに好ましい。有機酸コバルト塩をコバルト量として0.4質量部以下配合すれば、コーティングゴム組成物の耐老化性の低下を好適に防ぐことができる。また、有機酸コバルト塩をコバルト量として0.01質量部以上配合すれば、初期接着性が向上するのでより好ましい。
上記有機酸コバルト塩としては、ナフテン酸コバルト、ロジン酸コバルト、ステアリン酸コバルト、或いは他の炭素数が5乃至20程度の直鎖状或いは分岐鎖のモノカルボン酸コバルト塩(例えば、商品名「マノボンドC」シリーズ、OM Group Inc.製)等を挙げることができる。
本発明におけるカーカスプライ4のコーティングゴム組成物の加硫剤として、ゴム成分100質量部に対して、硫黄を7.0質量部以下に配合することが好ましい。特に、3.0〜7.0質量部の範囲、更に好ましくは4.0〜6.0質量部の範囲である。硫黄を7.0質量部以下配合すれば、コーティングゴム組成物の耐老化性の低下を好適に防ぐことができる。また、硫黄を3.0質量部以上配合すれば、初期接着性が向上するのでより好ましい。
本発明におけるカーカスプライ4のコーティングゴム組成物は、上述した配合剤の他に、他の配合剤、例えば、亜鉛華、有機酸(ステアリン酸等)などの加硫活性剤、加硫促進剤、シリカ以外の無機充填剤、老化防止剤、オゾン劣化防止剤、軟化剤などを添加することができる。
カーカスプライ4のコーティングゴム組成物のtanδは、低発熱性を向上する観点から、0.17以下であることが好ましい。
(ゴム成分)
本発明において、ベルトアンダークッションゴム6のゴム組成物に用いられるゴム成分としては、天然ゴム及び/又は合成ポリイソプレンゴム(IR)が好ましく、天然ゴムがより好ましい。他の合成ゴムとの併用の場合であっても、ゴム成分中、天然ゴムが60質量%以上であることが好ましく、70質量%以上であることがより好ましく、80質量%以上であることがさらに好ましく、天然ゴム単独が特に好ましい。
他の合成ゴムとしては、ポリブタジエンゴム(BR)、スチレン-ブタジエン共重合体(SBR)、スチレン-イソプレン共重合体(SIR)などが挙げられる。
本発明において、ベルトアンダークッションゴム6のゴム組成物に用いられるJIS K 6217−2:2001で規定された窒素吸着比表面積が25〜90m2/gのカーボンブラックが好適に用いられる。例えば、HAF(窒素吸着比表面積:75〜80m2/g)、HS−HAF(窒素吸着比表面積:78〜83m2/g)、LS−HAF(窒素吸着比表面積:80〜85m2/g)、FEF(窒素吸着比表面積:40〜42m2/g)、GPF(窒素吸着比表面積:26〜28m2/g)、SRF(窒素吸着比表面積:25〜28m2/g)、N339(窒素吸着比表面積:88〜96m2/g)、LI−HAF(窒素吸着比表面積:73〜75m2/g)などが挙げられる。これらの内、HAF、HS−HAF、LS−HAF、FEF、LI−HAF及びGPFが好ましく、HAF及びFEFがより好ましく、HAFが更に好ましい。このカーボンブラックは、ゴム成分100質量部に対して、25〜45質量部配合するのが好ましい。25質量部以上であればベルトアンダークッションゴム6の強度を確保でき、45質量部以下であれば、ベルトアンダークッションゴム6の低発熱性及び耐疲労性が良好となり、この範囲であれば、タイヤの低発熱性及び耐久性を向上することができる。この観点から、カーボンブラックは、より好ましくは25〜40質量部であり、更に好ましくは30〜40質量部である。
本発明においては、ベルトアンダークッションゴム6のゴム組成物は、カーボンブラックに加えて、所望により、シリカを含有しても良い。ベルトアンダークッションゴム6のゴム組成物のゴム成分100質量部に対して、シリカを10質量部以下含有することが好ましい。
シリカとしては市販のあらゆるものが使用でき、なかでも湿式シリカ、乾式シリカ、コロイダルシリカを用いるのが好ましく、湿式シリカを用いるのが特に好ましい。シリカのBET比表面積(ISO 5794/1に準拠して測定する)は40〜350m2/gであるのが好ましい。BET比表面積がこの範囲であるシリカは、ゴム補強性とゴム成分中への分散性とを両立できるという利点がある。この観点から、BET比表面積が80〜350m2/gの範囲にあるシリカが更に好ましく、BET比表面積が120〜350m2/gの範囲にあるシリカが特に好ましい。このようなシリカとしては東ソーシリカ社製、商品名「ニプシルAQ」(BET比表面積=220m2/g)、「ニプシルKQ」、デグッサ社製商品名「ウルトラジルVN3」(BET比表面積=175m2/g)等の市販品を用いることができる。
本発明におけるベルトアンダークッションゴム6のゴム組成物は、ゴム成分100質量部に対して、有機酸コバルト塩をコバルト量として0.4質量部以下含有することが好ましく、0.01〜0.4質量部含有することがより好ましく、0.02〜0.3質量部含有することがさらに好ましい。有機酸コバルト塩をコバルト量として0.4質量部以下含有すれば、ベルトアンダークッションゴム6のゴム組成物の耐老化性の低下を好適に防ぐことができる。また、有機酸コバルト塩をコバルト量として0.01質量部以上含有すれば、初期接着性が向上するのでより好ましい。
上記有機酸コバルト塩としては、ナフテン酸コバルト、ロジン酸コバルト、ステアリン酸コバルト、或いは他の炭素数が5乃至20程度の直鎖状或いは分岐鎖のモノカルボン酸コバルト塩(例えば、商品名「マノボンドC」シリーズ、OM Group Inc.製)等を挙げることができる。
本発明におけるベルトアンダークッションゴム6のゴム組成物の加硫剤として、ゴム成分100質量部に対して、硫黄を7.0質量部以下に含有することが好ましい。特に、3.0〜7.0質量部の範囲、更に好ましくは4.0〜6.0質量部の範囲である。硫黄を7.0質量部以下含有すれば、ベルトアンダークッションゴム6のゴム組成物の耐老化性の低下を好適に防ぐことができる。また、硫黄を3.0質量部以上含有すれば、初期接着性が向上するのでより好ましい。
本発明におけるベルトアンダークッションゴム6のゴム組成物は、上述した配合剤の他に、他の配合剤、例えば、亜鉛華、有機酸(ステアリン酸等)などの加硫活性剤、加硫促進剤、シリカ以外の無機充填剤、老化防止剤、オゾン劣化防止剤、軟化剤などを添加することができる。
ベルトアンダークッションゴム6のtanδは、低発熱性を向上する観点から、0.17以下であることが好ましい。ここで、tanδは、東洋清機(株)製のスペクトロメーター(動的粘弾性測定試験機)を用いて、初期荷重160g、周波数52Hz、測定温度23℃、歪2%の条件で、例えば、タイヤのベルトアンダークッションゴム中心(加硫最遅点)近傍のベルトアンダークッションゴムのtanδを測定した値である。
(ゴム成分)
本発明において、インナーライナー層14のゴム組成物に用いられるゴム成分としては、天然ゴム及び/又は合成ポリイソプレンゴム(IR)が好ましく、天然ゴムがより好ましい。他の合成ゴムとの併用の場合であっても、ゴム成分中、天然ゴムが60質量%以上であることが好ましく、70質量%以上であることがより好ましく、80質量%以上であることがさらに好ましく、天然ゴム単独が特に好ましい。
他の合成ゴムとしては、ポリブタジエンゴム(BR)、スチレン-ブタジエン共重合体(SBR)、スチレン-イソプレン共重合体(SIR)などが挙げられる。
(カーボンブラック)
本発明において、インナーライナー層14のゴム組成物に用いられるJIS K 6217−2:2001で規定された窒素吸着比表面積が25〜60m2/gのカーボンブラックが好適に用いられる。例えば、FEF(窒素吸着比表面積:40〜42m2/g)、GPF(窒素吸着比表面積:26〜28m2/g)、SRF(窒素吸着比表面積:25〜28m2/g)、MAF(窒素吸着比表面積:45〜52m2/g)、HS−MAF(窒素吸着比表面積:54〜58m2/g)などが挙げられる。これらの内、FEF及びGPFが好ましい。このカーボンブラックは、ゴム成分100質量部に対して、45〜60質量部配合するのが好ましい。45質量部以上であればインナーライナー層14の強度を確保でき、60質量部以下であれば、インナーライナー層14の低発熱性及び耐疲労性が良好となり、この範囲であれば、タイヤの低発熱性及び耐久性を向上することができる。
本発明においては、インナーライナー層14のゴム組成物は、カーボンブラックに加えて、所望により、シリカを含有しても良い。プライコーティングゴム隣接インナーライナー層ゴム組成物のゴム成分100質量部に対して、シリカを10質量部以下含むことが好ましい。
シリカとしては市販のあらゆるものが使用でき、なかでも湿式シリカ、乾式シリカ、コロイダルシリカを用いるのが好ましく、湿式シリカを用いるのが特に好ましい。シリカのBET比表面積(ISO 5794/1に準拠して測定する)は40〜350m2/gであるのが好ましい。BET比表面積がこの範囲であるシリカは、ゴム補強性とゴム成分中への分散性とを両立できるという利点がある。この観点から、BET比表面積が80〜350m2/gの範囲にあるシリカが更に好ましく、BET比表面積が120〜350m2/gの範囲にあるシリカが特に好ましい。このようなシリカとしては東ソーシリカ社製、商品名「ニプシルAQ」(BET比表面積=220m2/g)、「ニプシルKQ」、デグッサ社製商品名「ウルトラジルVN3」(BET比表面積=175m2/g)等の市販品を用いることができる。
本発明におけるインナーライナー層14のゴム組成物は、ゴム成分100質量部に対して、有機酸コバルト塩をコバルト量として0.4質量部以下含有することが好ましく、0.01〜0.4質量部含有することがより好ましく、0.02〜0.3質量部含有することがさらに好ましい。有機酸コバルト塩をコバルト量として0.4質量部以下含有すれば、プライコーティングゴム隣接インナーライナー層の耐老化性の低下を好適に防ぐことができる。また、有機酸コバルト塩をコバルト量として0.01質量部以上含有すれば、初期接着性が向上するのでより好ましい。
上記有機酸コバルト塩としては、ナフテン酸コバルト、ロジン酸コバルト、ステアリン酸コバルト、或いは他の炭素数が5乃至20程度の直鎖状或いは分岐鎖のモノカルボン酸コバルト塩(例えば、商品名「マノボンドC」シリーズ、OM Group Inc.製)等を挙げることができる。
本発明におけるインナーライナー層14のゴム組成物の加硫剤として、ゴム成分100質量部に対して、硫黄を7.0質量部以下に含有することが好ましい。特に、3.0〜7.0質量部の範囲、更に好ましくは4.0〜6.0質量部の範囲である。硫黄を7.0質量部以下含有すれば、プライコーティングゴム隣接インナーライナー層の耐老化性の低下を好適に防ぐことができる。また、硫黄を3.0質量部以上含有すれば、初期接着性が向上するのでより好ましい。
本発明におけるインナーライナー層14のゴム組成物は、上述した配合剤の他に、他の配合剤、例えば、亜鉛華、有機酸(ステアリン酸等)などの加硫活性剤、加硫促進剤、シリカ以外の無機充填剤、老化防止剤、オゾン劣化防止剤、軟化剤などを添加することができる。
インナーライナー層14のゴム組成物のtanδは、低発熱性を向上する観点から、0.17以下であることが好ましい。ここで、tanδは、東洋清機(株)製のスペクトロメーター(動的粘弾性測定試験機)を用いて、初期荷重160g、周波数52Hz、測定温度23℃、歪2%の条件で、例えば、タイヤのクラウンセンター位置におけるプライコーティングゴム隣接インナーライナー層ゴムを測定した値である。
上記の台タイヤAは、未加硫の台タイヤを加硫することにより製造される。この加硫時には、まず未加硫の台タイヤを成形する。未加硫の台タイヤは、公知のタイヤ製造方法におけるグリーンタイヤの成形工程と同様にして成形される。例えば、成形ドラム上に未加硫ゴムがゴム引きされたカーカスプライを巻き付け、その両端部にビードコアをセットした後、その両端部を折り返し、更にサイドウォール部の未加硫ゴムを貼り付ける。次いで、その幅方向中央部を膨径させて断面馬蹄形の円環状にした後、カーカス層外周上に未加硫のベルト層を設け、その上に好ましくはトレッドゴム7の内層と同じ又は類似するゴム組成物の薄層(台トレッド13)を貼着して、未加硫の台タイヤを得ることができる。
上記未加硫の台タイヤを加硫金型(モールド)にセットして、加硫成形することにより、トレッドゴム7の一部を有するか、又はトレッドゴム7を全く有しない台タイヤAを得ることができる。
通常の重荷重用タイヤ(例えば、トラック・バス用空気入りラジアルタイヤ)においては、台タイヤのベルト部側の厚みはビード部Nの最大厚みと比較して薄いので、ビード部N内に加硫最遅点が存在する。上記のように、ベルト部側に単位体積当たりの熱量を少なく、ビード部側に単位体積当たりの熱量を多く与えれば、ベルト部側が過加硫にならず、最内ベルト層5aの被覆ゴム組成物の対スチールコード接着性(初期接着性及び長時間使用後の接着性の双方)が向上すると共に、tanδが低くなり低発熱性も向上するので好ましい。
上記範囲内とすることにより、ベルト部側が過加硫になることを防ぎ、最内ベルト層5aの被覆ゴム組成物のスチールコード初期接着性及び低発熱性を向上させることができる。
最内ベルト層5aの到達する加硫温度(特に最内ベルト層5aの加硫最遅点)が110℃以上であれば、加硫が好適に進行し好ましく、160℃以下であれば、スチールコードとの初期接着性が向上するので好ましい。この観点から、当該加硫温度は110〜160℃が好ましく、120〜160℃がより好ましく、130〜160℃が更に好ましい。また、ビード部N(特に最内ベルト層5aの加硫最遅点)の到達する加硫温度が125℃以上であれば、台タイヤAの加硫時間が短縮でき好ましく、180℃以下であれば、ビード部耐久性が向上して好ましい。この観点から、当該加硫温度は125〜180℃が好ましく、130〜170℃がより好ましく、145〜165℃が更に好ましい。
他方、プレキュアトレッド部材(トレッド部形成用部材)Bは、次の手順により好適に製造することができる。まず、幅方向断面が略台形状をした未加硫ゴムからなるトレッド素材を押出し機(図示せず)から押し出した後、所定長に切断する。この切断された帯状のトレッド素材を、例えば、上金型と下金型とを備えた加硫金型内にセットして加硫し、リング状のプレキュアトレッド部材Bを得る。このとき、プレキュアトレッド部材Bのリング状外面の長手方向に延びる複数本の溝が形成される。
加硫条件としては、100〜185℃程度、プレキュアトレッド部材Bの加硫完結までの時間で行うことが好ましい。
次いで、未加硫クッションゴム層を介してプレキュアトレッド部材Bを貼付した台タイヤAを、図示していない加硫装置(例えば、加硫缶)に搬入して、未加硫クッションゴム層を加硫することにより、タイヤ1を好適に製造することができる。このとき、プレキュアトレッド部材Bは台タイヤAのクラウン部外周に共加硫接着される。
加硫条件としては、60〜140℃程度で行うことが好ましい。
この加硫時において、台タイヤAとプレキュアトレッド部材Bとを接着して一体に加硫するときの最内ベルト層5aの加硫最遅点の到達温度が、未加硫の台タイヤを加硫するときの最内ベルト層5aの加硫最遅点の到達温度より低いことが好ましい。未加硫の台タイヤの加硫の加硫度と、台タイヤAとプレキュアトレッド部材Bとの加硫の加硫度との全加硫度を過大にならないように適正化し、最内ベルト層5aの被覆ゴム組成物の対スチールコード初期接着性、低発熱性及び耐久性を向上させるためである。
なお、低転がり抵抗性及び長時間使用後の耐亀裂性を下記の方法により評価した。
各試作タイヤの転がり抵抗係数(RRC)を、JIS D4234(トラック・バスタイヤ)によって算出した。
なお、転がり抵抗係数の算出においては、惰行法により算出した転がり抵抗値を用いた。また、タイヤからトレッドゴムを取り除いた後の台タイヤについて転がり抵抗係数を算出するに際しては、トレッドゴムを取り除く前のタイヤの寸法等に基いて測定条件を設定した。
長時間熱老化後のJIS 3号試験片の中心部に0.5mmの亀裂を入れ、室温で50〜100%の歪みで繰り返し疲労を与え、サンプルが切断するまでの回数を測定した。各歪みでの値を求め、その平均値を用いた。第2表においては比較例1を100として、以下の式により指数表示した。指数値が大きい程、耐亀裂性が良好であることを示す。
長時間使用後の耐亀裂性指数={(供試サンプルが切断するまでの回数)/(比較例1又は実施例7のサンプルが切断するまでの回数)}×100
<タイヤの作製>
第1表に示す配合処方により、ベルトウェッジゴム組成物、台トレッドゴム組成物、トレッドゴム組成物、及びサイドゴム組成物を常法により製造した。
また、別途、トレッドゴム組成物にトレッドパターンを予め型付けし、160℃で加熱して加硫成形することにより、プレキュアトレッド部材を製造した。
次いで、台タイヤとプレキュアトレッド部材とを接着するためのクッションゴムを第1表記載の配合に製造した。未加硫のクッションゴムシートを台タイヤに貼り付け、続いて、各プレキュアトレッド部材を各台タイヤに貼り付け、その後、加硫装置(加硫缶)により120℃で2時間加硫を行うことにより、台タイヤとプレキュアトレッド部材とが接着されたタイヤを得た。このとき、最内ベルト層の加硫最遅点の到達する加硫温度は120℃であった。
また、得られた3つのタイヤにおいて、台タイヤであった部分とプレキュアトレッド部材であった部分との境界でトレッド部を取り除き、台タイヤを得た。このとき、トレッド部の除去は、バフ機により行った。
第1表に示す配合Aのベルトウェッジゴム組成物を、タイヤ加硫時のベルトウェッジゴム温度(2段階の双方の温度)を再現するように加硫して、長時間使用後の耐亀裂性測定用試験片(JIS3号試験片)を得た。タイヤ加硫時のベルトウェッジゴム温度は下記のタイヤサイズ11R22.5のタイヤにおける加硫方法において、ベルトウェッジゴム層に熱伝対を埋め込み、加硫時間に対する温度変化を測定した結果を試験片の加硫温度にフィードバックすることによって再現された。
窒素雰囲気の容器に封入したJIS3号試験片を、100℃で24時間ギヤ・オーブン中に放置して、長時間熱老化後のJIS3号試験片を得た。
得られたタイヤ(タイヤサイズ11R22.5)及びトレッド部除去後の台タイヤを用い、上記の方法に従い、低転がり抵抗性を評価した。また、得られた長時間熱老化後のJIS3号試験片を用い、上記の方法に従い、長時間劣化後の耐亀裂性を評価した。評価結果を第2表に示す。
<タイヤ及び台タイヤの作製>
タイヤサイズが11R22.5であるタイヤを製造した。まず、ベルトウェッジゴム組成物として配合Bを用い、台トレッドゴム組成物として配合Dを用い、更にトレッドゴム組成物及びサイドゴム組成物として第1表に示すものを用いて、未加硫の台タイヤを複数個製造した。そのタイヤ半径方向外側に、実施例1と同様にして製造したプレキュアトレッド部材を貼着して、生タイヤを得た。生タイヤを通常の1段階加硫(第1,2加熱手段の温度145℃、加硫時間30分)により加硫し、タイヤを製造した。
また、実施例1〜3と同様に台タイヤ(比較例1〜3)を製造した。
さらに、第1表に示す配合Bのベルトウェッジゴム組成物を、タイヤ加硫時のベルトウェッジゴム温度(1段階の温度)を再現するように加硫して、長時間使用後の耐亀裂性測定用試験片(JIS3号試験片)を得た。タイヤ加硫時のベルトウェッジゴム温度は下記のタイヤサイズ11R22.5のタイヤにおける加硫方法において、ベルトウェッジゴム層に熱伝対を埋め込み、加硫時間に対する温度変化を測定した結果を試験片の加硫温度にフィードバックすることによって再現された。窒素雰囲気の容器に封入したJIS3号試験片を、100℃で24時間ギヤ・オーブン中に放置して、長時間熱老化後のJIS3号試験片を得た。
得られたタイヤ(タイヤサイズ11R22.5)及びトレッド部除去後の台タイヤを用い、上記の方法に従い、低転がり抵抗性を評価した。また、得られた長時間熱老化後のJIS3号試験片を用い、上記の方法に従い、長時間劣化後の耐亀裂性を評価した。評価結果を第2表に示す。

2*FEF(N−550)、旭カーボン株式会社製、商品名「旭#60」(窒素吸着比表面積:40m2/g)
3*東海カーボン株式会社製、商品名「シースト7HM」(窒素吸着比表面積:126m2/g)
4*東ソーシリカ株式会社製、商品名「ニップシールAQ」(BET表面積220m2/g)
5*三共油化工業株式会社製、商品名「A/O MIX」
6*N−(1,3−ジメチルブチル)−N’−フェニル−p−フェニレンジアミン、大内新興化学工業株式会社製、商品名「ノクラック6C」
7*OM Group Inc.製、商品名「マノボンドC225」(登録商標)(コバルト含有率22.5%)
8*N−シクロヘキシル−2−ベンゾチアゾリルスルフェンアミド、大内新興化学工業株式会社製、商品名「ノクセラーCZ−G」
9*N tertブチル−2−ベンゾチアゾリルスルフェンアミド
10*2−メルカプトベンゾチアゾール
2、2’ ビードコア
3、3’ スティフナー
4 カーカスプライ
5 ベルト部
5a〜5d ベルト層
6、6’ ベルトアンダークッションゴム
7 トレッドゴム
8、8’ サイドゴム
M サイド部
N ビード部
A 台タイヤ
B プレキュアトレッド部材
Claims (4)
- トレッド部と別体に成形した台タイヤに対し、トレッド部形成用部材を貼着してなるタイヤの製造方法であって、
該台タイヤを、未加硫の台タイヤのうちベルト部側に与えられる単位体積当たりの熱量がビード部側に与えられる単位体積当たりの熱量よりも少なくなるように加硫成形し、
該台タイヤを、JIS D4234の惰行法による転がり抵抗係数が4.0を超えない台タイヤとすることを特徴とするタイヤの製造方法。 - JIS D4234の惰行法による前記台タイヤの転がり抵抗と前記タイヤの転がり抵抗との比を、
(台タイヤの転がり抵抗)/(タイヤの転がり抵抗)≦0.80
とする請求項1に記載のタイヤの製造方法。 - 前記タイヤが、ビードコア、カーカスプライ、ベルト層及びサイドゴムを含む前記台タイヤを形成し、トレッド部を形成するタイヤである請求項1又は2に記載のタイヤの製造方法。
- 前記タイヤが、重荷重用タイヤである請求項1〜3のいずれか1項に記載のタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013500962A JP5857031B2 (ja) | 2011-02-22 | 2012-02-13 | タイヤの製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011036479 | 2011-02-22 | ||
| JP2011036479 | 2011-02-22 | ||
| JP2013500962A JP5857031B2 (ja) | 2011-02-22 | 2012-02-13 | タイヤの製造方法 |
| PCT/JP2012/053268 WO2012114920A1 (ja) | 2011-02-22 | 2012-02-13 | タイヤ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012114920A1 JPWO2012114920A1 (ja) | 2014-07-07 |
| JP5857031B2 true JP5857031B2 (ja) | 2016-02-10 |
Family
ID=46720702
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013500962A Active JP5857031B2 (ja) | 2011-02-22 | 2012-02-13 | タイヤの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20140007999A1 (ja) |
| EP (1) | EP2679410B1 (ja) |
| JP (1) | JP5857031B2 (ja) |
| CN (1) | CN103384604B (ja) |
| WO (1) | WO2012114920A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160257167A1 (en) | 2013-10-17 | 2016-09-08 | Bridgestone Americas Tire Operations, Llc | Tire Innerliner With Carbon Black Blend |
| BR112017025163B1 (pt) * | 2015-05-26 | 2023-03-28 | The Regents Of The University Of California | Dispersão de material à base de grafeno, método para formar material à base de grafeno e uso de dispersão |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1120419A (ja) * | 1997-07-01 | 1999-01-26 | Sumitomo Rubber Ind Ltd | 重荷重用ラジアルタイヤ |
| JP2004268578A (ja) * | 2003-02-21 | 2004-09-30 | Bridgestone Corp | 重荷重用タイヤの製造方法及びその更生タイヤの製造方法 |
| JP2010221914A (ja) * | 2009-03-24 | 2010-10-07 | Bridgestone Corp | ランフラットタイヤ |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0798367B2 (ja) * | 1990-12-14 | 1995-10-25 | 株式会社ブリヂストン | 空気入りラジアルタイヤの更生方法 |
| KR100577589B1 (ko) * | 1997-07-01 | 2006-05-08 | 스미토모 고무 고교 가부시키가이샤 | 중하중용 레이디얼 타이어 |
| ES2267297T3 (es) * | 1998-12-17 | 2007-03-01 | Bridgestone Corporation | Cubierta neumatica. |
| DE10358460B3 (de) * | 2003-12-13 | 2004-09-02 | Continental Aktiengesellschaft | Fahrzeugluftreifen |
| US7021350B2 (en) * | 2004-04-06 | 2006-04-04 | The Goodyear Tire & Rubber Company | Pneumatic run-flat tire with porous elastomeric layer |
| JP4778697B2 (ja) | 2004-10-21 | 2011-09-21 | 株式会社ブリヂストン | 重荷重用空気入りラジアルタイヤ |
| JP2007276581A (ja) | 2006-04-05 | 2007-10-25 | Bridgestone Corp | 空気入りタイヤ |
| JP5065650B2 (ja) * | 2006-10-30 | 2012-11-07 | 東洋ゴム工業株式会社 | タイヤベーストレッド用ゴム組成物 |
| CN102245694A (zh) | 2008-10-08 | 2011-11-16 | 株式会社普利司通 | 胎面用橡胶组合物及使用该橡胶组合物的轮胎 |
| RU2514421C2 (ru) * | 2009-04-22 | 2014-04-27 | Пирелли Тайр С.П.А. | Покрышка для колес большегрузных транспортных средств |
| JP5216029B2 (ja) * | 2010-01-27 | 2013-06-19 | 住友ゴム工業株式会社 | サイドウォール、インスレーション又はブレーカークッション用ゴム組成物、これらの製造方法及び空気入りタイヤ |
-
2012
- 2012-02-13 CN CN201280010085.0A patent/CN103384604B/zh active Active
- 2012-02-13 WO PCT/JP2012/053268 patent/WO2012114920A1/ja active Application Filing
- 2012-02-13 JP JP2013500962A patent/JP5857031B2/ja active Active
- 2012-02-13 EP EP12750073.4A patent/EP2679410B1/en active Active
- 2012-02-13 US US14/000,637 patent/US20140007999A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1120419A (ja) * | 1997-07-01 | 1999-01-26 | Sumitomo Rubber Ind Ltd | 重荷重用ラジアルタイヤ |
| JP2004268578A (ja) * | 2003-02-21 | 2004-09-30 | Bridgestone Corp | 重荷重用タイヤの製造方法及びその更生タイヤの製造方法 |
| JP2010221914A (ja) * | 2009-03-24 | 2010-10-07 | Bridgestone Corp | ランフラットタイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012114920A1 (ja) | 2012-08-30 |
| EP2679410A1 (en) | 2014-01-01 |
| CN103384604B (zh) | 2016-02-17 |
| EP2679410A4 (en) | 2015-04-22 |
| EP2679410B1 (en) | 2017-03-29 |
| JPWO2012114920A1 (ja) | 2014-07-07 |
| CN103384604A (zh) | 2013-11-06 |
| US20140007999A1 (en) | 2014-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10384489B2 (en) | Pneumatic vehicle tire | |
| JP5887321B2 (ja) | 台タイヤの製造方法及びタイヤの製造方法 | |
| JP5303684B2 (ja) | 台タイヤ及びタイヤの製造方法 | |
| JP6101186B2 (ja) | 台タイヤ及びタイヤの製造方法 | |
| JP5291747B2 (ja) | 台タイヤ | |
| JP5857031B2 (ja) | タイヤの製造方法 | |
| JP5095297B2 (ja) | スタッドレスタイヤおよびスタッドレスタイヤの製造方法 | |
| US10059070B2 (en) | Tire, tread for retread tire, method for manufacturing the tread for retread tire, retread tire having the tread for retread tire, and method for manufacturing the retread tire | |
| JP2012176692A (ja) | トレッド、空気入りタイヤ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150512 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5857031 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |