JP5849174B2 - アルミニウム製構成部品およびZnAlMg合金被膜を有する鋼鉄製構成部品の組立体 - Google Patents
アルミニウム製構成部品およびZnAlMg合金被膜を有する鋼鉄製構成部品の組立体 Download PDFInfo
- Publication number
- JP5849174B2 JP5849174B2 JP2015523616A JP2015523616A JP5849174B2 JP 5849174 B2 JP5849174 B2 JP 5849174B2 JP 2015523616 A JP2015523616 A JP 2015523616A JP 2015523616 A JP2015523616 A JP 2015523616A JP 5849174 B2 JP5849174 B2 JP 5849174B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum
- assembly
- component
- steel
- zinc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052782 aluminium Inorganic materials 0.000 title claims description 43
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims description 37
- 238000000576 coating method Methods 0.000 title claims description 30
- 239000011248 coating agent Substances 0.000 title claims description 28
- 229910000831 Steel Inorganic materials 0.000 title claims description 23
- 239000010959 steel Substances 0.000 title claims description 23
- 229910045601 alloy Inorganic materials 0.000 title description 3
- 239000000956 alloy Substances 0.000 title description 3
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 13
- 229910052749 magnesium Inorganic materials 0.000 claims description 13
- 239000011777 magnesium Substances 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 10
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 7
- 229910052725 zinc Inorganic materials 0.000 claims description 7
- 239000011701 zinc Substances 0.000 claims description 7
- -1 zinc-aluminum-magnesium Chemical compound 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 6
- 229910052748 manganese Inorganic materials 0.000 claims description 5
- 229910052684 Cerium Inorganic materials 0.000 claims description 4
- 229910000861 Mg alloy Inorganic materials 0.000 claims description 4
- 239000000853 adhesive Substances 0.000 claims description 4
- 230000001070 adhesive effect Effects 0.000 claims description 4
- 229910052791 calcium Inorganic materials 0.000 claims description 4
- 229910052804 chromium Inorganic materials 0.000 claims description 4
- 229910052746 lanthanum Inorganic materials 0.000 claims description 4
- 229910052745 lead Inorganic materials 0.000 claims description 4
- 229910052759 nickel Inorganic materials 0.000 claims description 4
- 229910052718 tin Inorganic materials 0.000 claims description 4
- 229910052719 titanium Inorganic materials 0.000 claims description 4
- 229910052797 bismuth Inorganic materials 0.000 claims description 3
- 238000002788 crimping Methods 0.000 claims description 3
- 239000000565 sealant Substances 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 238000005260 corrosion Methods 0.000 description 16
- 230000007797 corrosion Effects 0.000 description 16
- 238000012360 testing method Methods 0.000 description 12
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 239000003595 mist Substances 0.000 description 3
- 230000004224 protection Effects 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 238000001962 electrophoresis Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 101100317222 Borrelia hermsii vsp3 gene Proteins 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 229910001295 No alloy Inorganic materials 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000010411 cooking Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000013527 degreasing agent Substances 0.000 description 1
- 238000005237 degreasing agent Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000002045 lasting effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
- B60J5/048—Doors arranged at the vehicle sides characterised by the material
- B60J5/0483—Doors arranged at the vehicle sides characterised by the material lightweight metal, e.g. aluminum, magnesium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12736—Al-base component
Landscapes
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Coating With Molten Metal (AREA)
- Prevention Of Electric Corrosion (AREA)
- Laminated Bodies (AREA)
- Body Structure For Vehicles (AREA)
- Paints Or Removers (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Gasket Seals (AREA)
Description
−合金化元素を含まないアルミニウム:1000番台
−アルミニウム+銅:2000番台
−アルミニウム+マンガン:3000番台
−アルミニウム+ケイ素:4000番台
−アルミニウム+マグネシウム:5000番台
−アルミニウム+マグネシウム+ケイ素:6000番台
−アルミニウム+亜鉛+マグネシウム:7000番台
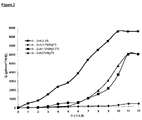
使用される試験は、各サイクルが一週間継続する一連の処理サイクルを供試品に施し、続いて各24時間のサブサイクルA、BおよびCを施すことを行う、VDA233−102試験である。
−サイクルA:35℃において塩水噴霧用ミストの存在下に置くことによる3時間の処理を用いたサイクル;
−サイクルB:25℃から50℃の間で変動する温度および70%から95%の間で変動する相対湿度における、塩水噴霧用ミストを用いた処理をしない24時間のサイクル;
−サイクルC:−15℃から50℃の間で変動する温度および70%から95%の間で変動する相対湿度における、塩水噴霧用ミストを用いた処理をしないサイクル
使用される食塩水は、1重量の%塩化ナトリウムを含む水溶液である。
アルミニウムおよび被覆された鋼鉄の組立体によって発生するガルバニック電流密度を評価するために、無抵抗電流計(Bio−Logic Potentiostat VMP3)を間に置くことにより、電気泳動処理によって被覆された領域内のアルミニウムパネルと、被覆された鋼鉄パネルの下側領域とを電気的に接続することが必要である。
先述した組立体供試品の中に含まれている被覆された鋼鉄パネルの領域における腐食度合いを評価するために、測定を実施して、レーザー式三角測量により供試品の表面全体にわたってアルミニウムにおける腐食によるエッチングの深さを測定した後、マイクロメートル換算での最大実測値を測定から抜き出す。
アルミニウムパネルおよび上記で先述したような変更可能な組成の亜鉛−アルミニウム−(マグネシウム)合金によって被覆された鋼鉄パネルの組立体供試品を製造し、次いでVDA233−102試験を受けさせた。

Claims (8)
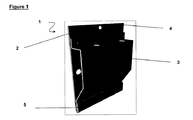
- アルミニウムを主体とした構成要素(2)および鋼鉄製の構成要素(3)の組立体(1)であって、鋼鉄製の構成要素(3)がこの表面の少なくとも1つに、2.3重量%から3.3重量%までのマグネシウム、3.5重量%から3.9重量%までのアルミニウムを含む亜鉛−アルミニウム−マグネシウム合金製の金属被膜を備え、金属被膜の残り部分が、亜鉛、不可避的な不純物および場合によりSi、Sb、Pb、Ti、Ca、Mn、Sn、La、Ce、Cr、NiまたはBiの中から選択される1つ以上の別の元素からなり、鋼鉄製の構成要素(3)の被覆された表面が、アルミニウムを主体とした構成要素(2)と少なくとも部分的に接触している
組立体(1)。 - 少なくとも部分的な接触が、厚さが5mm未満の接着剤および/またはシーリング材の層によって実現されている、請求項1に記載の組立体(1)。
- 亜鉛−アルミニウム−マグネシウム合金製の金属被膜が、2.3重量%から3.3重量%までのマグネシウムおよび3.6重量%から3.9重量%までのアルミニウムを含み、金属被膜の残り部分が、亜鉛、不可避的な不純物および場合によりSi、Sb、Pb、Ti、Ca、Mn、Sn、La、Ce、Cr、NiまたはBiの中から選択される1つ以上の別の元素からなる、請求項1または2に記載の組立体。
- アルミニウムを主体とした構成要素(2)および鋼鉄製の構成要素(3)が、圧着によって組み立てられる、請求項1から3のいずれか一項に記載の組立体(1)。
- 請求項1から4のいずれか一項に記載の少なくとも1つの組立体(1)を含む、車両用の部品。
- 車両ドアを構成する、請求項5に記載の部品であって、アルミニウムを主体とした構成要素(2)が前記車両ドアの外側部分を構成し、鋼鉄製の構成要素(3)が前記車両ドアの内側部分を構成する、部品。
- 請求項5または6に記載の少なくとも1つの部品を含む、車両。
- 請求項1から4のいずれか一項に記載の組立体(1)または請求項5または6のいずれか一項に記載の部品の製造のための、鋼鉄製の部品の使用であって、鋼鉄製の部品がこの表面の少なくとも1つに、2.3重量%から3.3重量%までのマグネシウム、3.5重量%から3.9重量%までのアルミニウムを含む亜鉛−アルミニウム−マグネシウム合金製の金属被膜を備え、金属被膜の残り部分が、亜鉛、不可避的な不純物および場合によりSi、Sb、Pb、Ti、Ca、Mn、Sn、La、Ce、Cr、NiまたはBiの中から選択される1つ以上の別の元素からなる、使用。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/IB2013/000929 WO2014184599A1 (fr) | 2013-05-13 | 2013-05-13 | Assemblage d'une pièce à base d'aluminium et d'une pièce en acier munie d'un revêtement à base d'un alliage znaimg |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015532677A JP2015532677A (ja) | 2015-11-12 |
| JP5849174B2 true JP5849174B2 (ja) | 2016-01-27 |
Family
ID=48614067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015523616A Active JP5849174B2 (ja) | 2013-05-13 | 2013-05-13 | アルミニウム製構成部品およびZnAlMg合金被膜を有する鋼鉄製構成部品の組立体 |
Country Status (17)
| Country | Link |
|---|---|
| US (2) | US20150191077A1 (ja) |
| EP (1) | EP2875164B8 (ja) |
| JP (1) | JP5849174B2 (ja) |
| KR (1) | KR101577174B1 (ja) |
| CN (1) | CN104487605B (ja) |
| BR (1) | BR112015000360B8 (ja) |
| CA (1) | CA2878810C (ja) |
| ES (1) | ES2579382T3 (ja) |
| HU (1) | HUE027742T2 (ja) |
| IN (1) | IN2015DN00128A (ja) |
| MA (1) | MA37745B1 (ja) |
| MX (1) | MX360930B (ja) |
| PL (1) | PL2875164T3 (ja) |
| RU (1) | RU2583424C1 (ja) |
| UA (1) | UA113884C2 (ja) |
| WO (1) | WO2014184599A1 (ja) |
| ZA (1) | ZA201500011B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016156896A1 (en) * | 2015-03-31 | 2016-10-06 | Arcelormittal | Panel for vehicle comprising a coated steel sheet locally reinforced |
| US11913118B2 (en) * | 2018-03-01 | 2024-02-27 | Nucor Corporation | Zinc alloy coated press-hardenable steels and method of manufacturing the same |
| US20210108301A1 (en) * | 2018-03-01 | 2021-04-15 | Nucor Corporation | Zinc-based alloy coating for steel and methods |
| WO2020208399A1 (en) * | 2019-04-09 | 2020-10-15 | Arcelormittal | Assembly of an aluminium component and of a press hardened steel part having an alloyed coating comprising silicon, iron, zinc, optionally magnesium, the balance being aluminum |
| CN110923600B (zh) * | 2019-12-09 | 2021-12-14 | 福建安能新材料股份有限公司 | 一种具有锌锰镁硅合金热浸镀层的钢板及其生产方法 |
| FR3107711B1 (fr) * | 2020-03-02 | 2022-03-11 | Alstom Transp Tech | Protection contre la corrosion galvanique d’assemblage de pièces métalliques |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3505043A (en) * | 1969-01-08 | 1970-04-07 | Inland Steel Co | Al-mg-zn alloy coated ferrous metal sheet |
| US5470416A (en) * | 1992-04-16 | 1995-11-28 | The Budd Company | Bonding method using mixture of adhesive and non-compressible beads |
| US6235410B1 (en) | 1996-12-13 | 2001-05-22 | Nisshin Steel Co., Ltd. | Hot-dip Zn-Al-Mg coated steel sheet excellent in corrosion resistance and surface appearance and process for the production thereof |
| KR100568349B1 (ko) * | 2001-12-20 | 2006-04-05 | 주식회사 포스코 | 표면외관 및 내식성이 우수한 합금 도금강판 |
| DE05758026T1 (de) | 2004-06-29 | 2009-04-30 | Corus Staal B.V. | Stahlblech mit durch feuerverzinkung aufgbrachter zinklegierungsbeschichtung und herstellungsverfahren dafür |
| CN101043968A (zh) * | 2004-10-26 | 2007-09-26 | 本田技研工业株式会社 | 铁基部件和铝基部件的接合方法 |
| EP1980638B2 (en) | 2006-01-30 | 2022-05-11 | Nippon Steel Corporation | High-strength hot-dip zinced steel sheet excellent in moldability and suitability for plating, high-strength alloyed hot-dip zinced steel sheet, and processes for producing these |
| EP2340910B1 (en) | 2006-02-23 | 2015-04-08 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Joint product between steel product and aluminum material and spot welding method for the joint product |
| EP1935955A1 (de) * | 2006-12-21 | 2008-06-25 | Sika Technology AG | Bördelfalzverklebung |
| EP2141255B1 (en) * | 2008-07-04 | 2020-03-18 | Volvo Car Corporation | Improved corrosion inhibiting structure |
| WO2010130883A1 (fr) * | 2009-05-14 | 2010-11-18 | Arcelormittal Investigacion Y Desarrollo Sl | Procede de fabrication d'une bande metallique revetue presentant un aspect ameliore |
| RU2470088C2 (ru) * | 2010-10-29 | 2012-12-20 | Российская Федерация, от имени которой выступает Министерство промышленности и торговли Российской Федерации (Минпромторг России) | Расплав на основе цинка для нанесения защитных покрытий на стальную полосу горячим погружением |
-
2013
- 2013-05-13 JP JP2015523616A patent/JP5849174B2/ja active Active
- 2013-05-13 KR KR1020157000582A patent/KR101577174B1/ko active IP Right Grant
- 2013-05-13 WO PCT/IB2013/000929 patent/WO2014184599A1/fr active Application Filing
- 2013-05-13 MX MX2015000522A patent/MX360930B/es active IP Right Grant
- 2013-05-13 MA MA37745A patent/MA37745B1/fr unknown
- 2013-05-13 BR BR112015000360A patent/BR112015000360B8/pt active IP Right Grant
- 2013-05-13 CA CA2878810A patent/CA2878810C/fr active Active
- 2013-05-13 PL PL13728511.0T patent/PL2875164T3/pl unknown
- 2013-05-13 EP EP13728511.0A patent/EP2875164B8/fr active Active
- 2013-05-13 CN CN201380036716.0A patent/CN104487605B/zh active Active
- 2013-05-13 IN IN128DEN2015 patent/IN2015DN00128A/en unknown
- 2013-05-13 ES ES13728511.0T patent/ES2579382T3/es active Active
- 2013-05-13 HU HUE13728511A patent/HUE027742T2/en unknown
- 2013-05-13 US US14/413,965 patent/US20150191077A1/en not_active Abandoned
- 2013-05-13 RU RU2015100887/11A patent/RU2583424C1/ru active
- 2013-05-13 UA UAA201500238A patent/UA113884C2/uk unknown
-
2015
- 2015-01-05 ZA ZA2015/00011A patent/ZA201500011B/en unknown
-
2019
- 2019-05-03 US US16/402,763 patent/US11370279B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BR112015000360B1 (pt) | 2020-12-29 |
| US20190255921A1 (en) | 2019-08-22 |
| MX360930B (es) | 2018-11-22 |
| IN2015DN00128A (ja) | 2015-05-29 |
| RU2583424C1 (ru) | 2016-05-10 |
| EP2875164B1 (fr) | 2016-04-06 |
| MX2015000522A (es) | 2016-03-21 |
| WO2014184599A1 (fr) | 2014-11-20 |
| CN104487605A (zh) | 2015-04-01 |
| ES2579382T3 (es) | 2016-08-10 |
| MA37745B1 (fr) | 2016-08-31 |
| EP2875164A1 (fr) | 2015-05-27 |
| PL2875164T3 (pl) | 2016-10-31 |
| CN104487605B (zh) | 2017-07-18 |
| JP2015532677A (ja) | 2015-11-12 |
| HUE027742T2 (en) | 2016-10-28 |
| KR101577174B1 (ko) | 2015-12-11 |
| ZA201500011B (en) | 2016-03-30 |
| BR112015000360B8 (pt) | 2021-04-13 |
| MA37745A1 (fr) | 2016-01-29 |
| EP2875164B8 (fr) | 2016-05-18 |
| US11370279B2 (en) | 2022-06-28 |
| KR20150011847A (ko) | 2015-02-02 |
| CA2878810C (fr) | 2016-12-13 |
| UA113884C2 (xx) | 2017-03-27 |
| CA2878810A1 (fr) | 2014-11-20 |
| US20150191077A1 (en) | 2015-07-09 |
| BR112015000360A2 (pt) | 2018-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11370279B2 (en) | Assembly of an aluminum component and of a steel component having a ZnAlMg alloy coating | |
| JP6426135B2 (ja) | 酸性溶液および接着剤の塗布を含む、Zn−Al−Mgコーティングを有する金属シートを製造する方法、ならびに対応する金属シートおよびアセンブリ | |
| KR102604333B1 (ko) | 아미노산을 함유하는 수용액의 적용을 포함하는 코팅된 금속 시트의 제조 방법, 및 내식성을 향상시키기 위한 관련 용도 | |
| JP6112131B2 (ja) | 溶融Al−Zn系めっき鋼板及びその製造方法 | |
| CN105051239B (zh) | 热浸镀Al-Zn系钢板及其制造方法 | |
| KR102604335B1 (ko) | 아미노산을 포함하는 수용액의 적용을 포함하는 코팅된 금속 시트의 제조 방법, 및 접착제와의 상용성을 향상시키기 위한 그의 관련 용도 | |
| JP6065043B2 (ja) | 溶融Al−Zn系めっき鋼板及びその製造方法 | |
| KR102604334B1 (ko) | 아미노산을 함유하는 수용액의 적용을 포함하는 코팅된 금속 시트의 제조 방법, 및 마찰 특성을 향상시키기 위한 관련 용도 | |
| JP2013189671A (ja) | 溶融Al−Zn系めっき鋼板 | |
| EP3508610B1 (en) | Hot-dip al-zn alloy coated steel sheet | |
| JP2005272922A (ja) | 耐食性および曲げ加工性に優れた溶融Zn−Al系合金めっき鋼板およびその製造方法 | |
| JP7292412B2 (ja) | アルミニウム部品と、ケイ素、鉄、亜鉛及びマグネシウムを含み、残余がアルミニウムである合金化コーティングを有するプレス硬化鋼部品との組立体 | |
| JP5661699B2 (ja) | 樹脂被覆鋼板の製造方法 | |
| JP5494223B2 (ja) | 亜鉛系2層めっき鋼材およびその製造方法 | |
| JP6065042B2 (ja) | 溶融Al−Zn系めっき鋼板及びその製造方法 | |
| JP2018070973A (ja) | 耐食性に優れた接合体 | |
| JP6831617B2 (ja) | 耐食性に優れた溶融亜鉛めっき鋼板と合金化溶融亜鉛めっき鋼板およびそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150812 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20150831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150901 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20151005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151104 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20151022 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5849174 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |