JP5845832B2 - シリケート研磨パッドを形成する方法 - Google Patents
シリケート研磨パッドを形成する方法 Download PDFInfo
- Publication number
- JP5845832B2 JP5845832B2 JP2011246631A JP2011246631A JP5845832B2 JP 5845832 B2 JP5845832 B2 JP 5845832B2 JP 2011246631 A JP2011246631 A JP 2011246631A JP 2011246631 A JP2011246631 A JP 2011246631A JP 5845832 B2 JP5845832 B2 JP 5845832B2
- Authority
- JP
- Japan
- Prior art keywords
- microelements
- rimmer
- polymer
- silicate
- riketo
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 title claims description 94
- 238000005498 polishing Methods 0.000 title claims description 67
- 238000000034 method Methods 0.000 title claims description 18
- 229920000642 polymer Polymers 0.000 claims description 116
- 239000002245 particle Substances 0.000 claims description 73
- 238000000926 separation method Methods 0.000 claims description 17
- 239000011159 matrix material Substances 0.000 claims description 16
- 230000000694 effects Effects 0.000 claims description 8
- 239000004065 semiconductor Substances 0.000 claims description 8
- 239000000758 substrate Substances 0.000 claims description 6
- 239000008187 granular material Substances 0.000 claims description 5
- 230000003287 optical effect Effects 0.000 claims description 5
- 241000283690 Bos taurus Species 0.000 claims 2
- 235000018936 Vitellaria paradoxa Nutrition 0.000 claims 2
- 125000002057 carboxymethyl group Chemical group [H]OC(=O)C([H])([H])[*] 0.000 claims 2
- 239000007789 gas Substances 0.000 description 26
- 229920005862 polyol Polymers 0.000 description 23
- 150000003077 polyols Chemical class 0.000 description 22
- 229920001577 copolymer Polymers 0.000 description 20
- -1 polyethylene copolymer Polymers 0.000 description 20
- 239000000463 material Substances 0.000 description 16
- 239000000203 mixture Substances 0.000 description 16
- 239000012948 isocyanate Substances 0.000 description 14
- 229920002635 polyurethane Polymers 0.000 description 14
- 239000004814 polyurethane Substances 0.000 description 14
- 235000012431 wafers Nutrition 0.000 description 13
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 13
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 11
- 230000007547 defect Effects 0.000 description 11
- NNPPMTNAJDCUHE-UHFFFAOYSA-N isobutane Chemical compound CC(C)C NNPPMTNAJDCUHE-UHFFFAOYSA-N 0.000 description 10
- 229920000909 polytetrahydrofuran Polymers 0.000 description 10
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 8
- 239000007795 chemical reaction product Substances 0.000 description 8
- 239000010419 fine particle Substances 0.000 description 8
- 239000011859 microparticle Substances 0.000 description 8
- 238000002156 mixing Methods 0.000 description 8
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 7
- 239000010949 copper Substances 0.000 description 7
- 150000002513 isocyanates Chemical class 0.000 description 7
- 238000001878 scanning electron micrograph Methods 0.000 description 7
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000002244 precipitate Substances 0.000 description 6
- 239000002994 raw material Substances 0.000 description 6
- 239000012530 fluid Substances 0.000 description 5
- 239000001282 iso-butane Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 238000006748 scratching Methods 0.000 description 5
- 230000002393 scratching effect Effects 0.000 description 5
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 4
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 4
- 239000001569 carbon dioxide Substances 0.000 description 4
- 229910002092 carbon dioxide Inorganic materials 0.000 description 4
- 239000011362 coarse particle Substances 0.000 description 4
- 125000005442 diisocyanate group Chemical group 0.000 description 4
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229920000768 polyamine Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- VIOMIGLBMQVNLY-UHFFFAOYSA-N 4-[(4-amino-2-chloro-3,5-diethylphenyl)methyl]-3-chloro-2,6-diethylaniline Chemical compound CCC1=C(N)C(CC)=CC(CC=2C(=C(CC)C(N)=C(CC)C=2)Cl)=C1Cl VIOMIGLBMQVNLY-UHFFFAOYSA-N 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- 150000004984 aromatic diamines Chemical class 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 150000004985 diamines Chemical class 0.000 description 3
- 239000012212 insulator Substances 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 150000004760 silicates Chemical class 0.000 description 3
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 3
- LCZVSXRMYJUNFX-UHFFFAOYSA-N 2-[2-(2-hydroxypropoxy)propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)CO LCZVSXRMYJUNFX-UHFFFAOYSA-N 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 2
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- BMRWNKZVCUKKSR-UHFFFAOYSA-N butane-1,2-diol Chemical compound CCC(O)CO BMRWNKZVCUKKSR-UHFFFAOYSA-N 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- QXJJQWWVWRCVQT-UHFFFAOYSA-K calcium;sodium;phosphate Chemical compound [Na+].[Ca+2].[O-]P([O-])([O-])=O QXJJQWWVWRCVQT-UHFFFAOYSA-K 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000004088 foaming agent Substances 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 2
- 229910052919 magnesium silicate Inorganic materials 0.000 description 2
- 235000019792 magnesium silicate Nutrition 0.000 description 2
- 239000000391 magnesium silicate Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920001610 polycaprolactone Polymers 0.000 description 2
- 239000004632 polycaprolactone Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920005906 polyester polyol Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 238000012216 screening Methods 0.000 description 2
- 239000002002 slurry Substances 0.000 description 2
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 1
- SBJCUZQNHOLYMD-UHFFFAOYSA-N 1,5-Naphthalene diisocyanate Chemical compound C1=CC=C2C(N=C=O)=CC=CC2=C1N=C=O SBJCUZQNHOLYMD-UHFFFAOYSA-N 0.000 description 1
- AXKZIDYFAMKWSA-UHFFFAOYSA-N 1,6-dioxacyclododecane-7,12-dione Chemical compound O=C1CCCCC(=O)OCCCCO1 AXKZIDYFAMKWSA-UHFFFAOYSA-N 0.000 description 1
- PISLZQACAJMAIO-UHFFFAOYSA-N 2,4-diethyl-6-methylbenzene-1,3-diamine Chemical compound CCC1=CC(C)=C(N)C(CC)=C1N PISLZQACAJMAIO-UHFFFAOYSA-N 0.000 description 1
- BSYVFGQQLJNJJG-UHFFFAOYSA-N 2-[2-(2-aminophenyl)sulfanylethylsulfanyl]aniline Chemical compound NC1=CC=CC=C1SCCSC1=CC=CC=C1N BSYVFGQQLJNJJG-UHFFFAOYSA-N 0.000 description 1
- WABOBVQONKAELR-UHFFFAOYSA-N 2-methyl-4-(2-methylbutan-2-yl)benzene-1,3-diamine Chemical compound CCC(C)(C)C1=CC=C(N)C(C)=C1N WABOBVQONKAELR-UHFFFAOYSA-N 0.000 description 1
- QWGRWMMWNDWRQN-UHFFFAOYSA-N 2-methylpropane-1,3-diol Chemical compound OCC(C)CO QWGRWMMWNDWRQN-UHFFFAOYSA-N 0.000 description 1
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- YBRVSVVVWCFQMG-UHFFFAOYSA-N 4,4'-diaminodiphenylmethane Chemical compound C1=CC(N)=CC=C1CC1=CC=C(N)C=C1 YBRVSVVVWCFQMG-UHFFFAOYSA-N 0.000 description 1
- AOFIWCXMXPVSAZ-UHFFFAOYSA-N 4-methyl-2,6-bis(methylsulfanyl)benzene-1,3-diamine Chemical compound CSC1=CC(C)=C(N)C(SC)=C1N AOFIWCXMXPVSAZ-UHFFFAOYSA-N 0.000 description 1
- YJIHNAUJGMTCFJ-UHFFFAOYSA-N 4-methyl-6-(2-methylbutan-2-yl)benzene-1,3-diamine Chemical compound CCC(C)(C)C1=CC(C)=C(N)C=C1N YJIHNAUJGMTCFJ-UHFFFAOYSA-N 0.000 description 1
- HLDUVPFXLWEZOG-UHFFFAOYSA-N 4-tert-butyl-6-methylbenzene-1,3-diamine Chemical compound CC1=CC(C(C)(C)C)=C(N)C=C1N HLDUVPFXLWEZOG-UHFFFAOYSA-N 0.000 description 1
- 208000032484 Accidental exposure to product Diseases 0.000 description 1
- 239000004604 Blowing Agent Substances 0.000 description 1
- 239000004970 Chain extender Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 229920006309 Invista Polymers 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- OMRDSWJXRLDPBB-UHFFFAOYSA-N N=C=O.N=C=O.C1CCCCC1 Chemical compound N=C=O.N=C=O.C1CCCCC1 OMRDSWJXRLDPBB-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- 229920013701 VORANOL™ Polymers 0.000 description 1
- 231100000818 accidental exposure Toxicity 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 229920000891 common polymer Polymers 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000012776 electronic material Substances 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000004503 fine granule Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 231100001261 hazardous Toxicity 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000582 polyisocyanurate Polymers 0.000 description 1
- 239000011495 polyisocyanurate Substances 0.000 description 1
- 229920001470 polyketone Polymers 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920003226 polyurethane urea Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000012925 reference material Substances 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- 229910021642 ultra pure water Inorganic materials 0.000 description 1
- 239000012498 ultrapure water Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0054—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for by impressing abrasive powder in a matrix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/24—Lapping pads for working plane surfaces characterised by the composition or properties of the pad materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/14—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic Table or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/302—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to change their surface-physical characteristics or shape, e.g. etching, polishing, cutting
- H01L21/304—Mechanical treatment, e.g. grinding, polishing, cutting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Description
半導体、磁性および光学基板のうち少なくとも1つを研磨するのに有用であるシリケート含有研磨パッドを準備する方法であって、
a.気体充填ポリマーマイクロエレメントの供給流をガスジェットに導入することを含み、前記ポリマーマイクロエレメントは、多様な密度、多様な壁厚、および多様な粒子サイズを有し、前記ポリマーマイクロエレメントは、前記ポリマーマイクロエレメントの外表面上に分散するシリケート含有領域を有し、前記シリケート含有領域は、前記ポリマーマイクロエレメントの外表面の1〜40%を被覆するように距離を保ち、かつ、i)5μmを超える粒子サイズを有するシリケート粒子、ii)前記ポリマーマイクロエレメントの外表面を50%を超えて覆うシリケート含有領域、およびiii)シリケート粒子と凝集して平均120μmを超えるクラスターサイズになったポリマーマイクロエレメントの総計と0.1重量%を超えて関連しており、
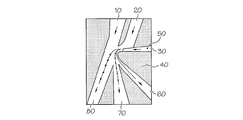
b.コアンダブロックに隣接するガスジェット中に前記気体充填マイクロエレメントを通過させることを含み、前記コアンダブロックが、コアンダ効果、慣性、及びガス流抵抗によって前記ポリマーマイクロエレメントを分離するための湾曲した壁を有しており、
c.前記ポリマーマイクロエレメントを除去するために、前記コアンダブロックの湾曲した壁から粗粒のポリマーマイクロエレメントを分離することを含み、
d.前記ポリマーマイクロエレメントを捕集することを含み、前記ポリマーマイクロエレメントの総計の0.1重量%未満が、i)5μmを超える粒子サイズを有するシリケート粒子、ii)前記ポリマーマイクロエレメントの外表面を50%を超えて覆うシリケート含有領域、およびiii)シリケート粒子と凝集して平均120μmを超えるクラスターサイズになったポリマーマイクロエレメントに関連しており、及び、
e.研磨パッドを形成するために前記ポリマーマイクロエレメントをポリマーマトリックスに挿入することを含む、方法である。
半導体、磁性および光学基板のうち少なくとも1つを研磨するのに有用であるシリケート含有研磨パッドを準備する方法であって、
a.気体充填ポリマーマイクロエレメントの供給流をガスジェットに導入することを含み、前記ポリマーマイクロエレメントは、多様な密度、多様な壁厚、および多様な粒子サイズを有し、前記ポリマーマイクロエレメントは、前記ポリマーマイクロエレメントの外表面上に分散するシリケート含有領域を有し、前記シリケート含有領域は、前記ポリマーマイクロエレメントの外表面の50%未満を被覆するように距離を保ち、かつ、i)5μmを超える粒子サイズを有するシリケート粒子、ii)前記ポリマーマイクロエレメントの外表面を50%を超えて覆うシリケート含有領域、およびiii)シリケート粒子と凝集して平均120μmを超えるクラスターサイズになったポリマーマイクロエレメントの総計と0.2重量%を超えて関連しており、
b.コアンダブロックに隣接するガスジェット中に前記気体充填マイクロエレメントを通過させることを含み、前記コアンダブロックが、コアンダ効果、慣性、及びガス流抵抗によって前記ポリマーマイクロエレメントを分離するための湾曲した壁を有しており、
c.前記ポリマーマイクロエレメントを除去するために、前記コアンダブロックの湾曲した壁から粗粒のポリマーマイクロエレメントを分離することを含み、
d.前記ポリマーマイクロエレメントを捕集することを含み、前記ポリマーマイクロエレメントの総計の0.1重量%未満が、i)5μmを超える粒子サイズを有するシリケート粒子、ii)前記ポリマーマイクロエレメントの外表面を50%を超えて覆うシリケート含有領域、およびiii)シリケート粒子と凝集して平均120μmを超えるクラスターサイズになったポリマーマイクロエレメントに関連しており、及び、
e.研磨パッドを形成するために前記ポリマーマイクロエレメントをポリマーマトリックスに挿入することを含む、方法である。
Matsubo CorporationからのElbow-Jet Model Labo空気選別機は、平均直径40ミクロンおよび密度42g/literを有するポリアクリルニトリルのイソブタン充填コポリマーおよびポリビニリジンジクロリドの試料を分離した。これらの中空微粒子は、前記コポリマー中に埋め込まれたケイ酸アルミニウムおよびケイ酸マグネシウム粒子を含んでいた。前記シリケートは前記微粒子の外表面面積の約10〜20%を覆っていた。加えて、前記試料は、5μmを超える粒子サイズを有するシリケート粒子に関連するコポリマー微粒子;ii)ポリマーマイクロエレメントの50%を超える外表面を覆うシリケート含有領域;およびiii)シリケート粒子と120μmを超える平均クラスターサイズまで凝集したポリマーマイクロエレメントを含んでいた。前記Elbow-Jet model Laboはコアンダブロックおよび図1Aおよび図1Bに記載の構造を含んでいた。ポリマー微粒子を振動フィーダを通してガスジェット中に供給して、表1の結果を得た。

下記の試験で燃焼後の残渣を測定した。
前記エルボウジェット装置で選別した後、3個の処理されたシリケートポリマー含有マイクロエレメントの0.25gの試験片を40mlの超純水中に浸漬した。前記試験片を十分混合し、かつ3日間沈殿させた。前記粗片は目に見える沈殿物を数分後に生成し、前記細片は目に見える沈殿物を数時間後に生成し、かつ前記中間片は沈殿物を24時間後に生成した。浮遊するポリマーマイクロエレメントおよび水を除去し、沈殿スラグおよび少量の水を残した。前記試験片を1晩乾かせた。沈殿物の重量を判定するために、乾燥後、容器と沈殿物の重量を測定し、前記沈殿物を除去し、そして容器を洗浄、乾燥して重量を再測定した。図5〜7は前記選別技術を通して得られたシリケートサイズおよび形態の著しい差異を示す。図5は沈殿プロセスの間に沈殿した細粒ポリマーおよびシリケート粒子の捕集物を示す。図6はシリケート粒子によって50%を超える外表面が覆われた、大型シリケート粒子(5μmを超える)およびポリマーマイクロエレメントを示す。図7は、その他の顕微鏡写真より約10倍高い倍率で、シリケート細粒および破砕されたポリマーマイクロエレメントを示す。バッグ状の形状を有する前記破砕されたポリマーマイクロエレメントは、沈殿プロセスの間に沈んだものである。
を示した。具体的には、前記粗粒部分は一定のパーセントの、たとえば球状、半球状およびファセット形状を有する粒子のような、大型シリケート粒子を含んだ。前記中間粒または除去部分は、大型(3μmを超える平均サイズ)および小型(1μm未満の平均サイズ)の両方の、最も少量のシリケートを含んだ。前記細粒は最大量のシリケート粒子を含んだが、それらの粒子の平均は1μm未満であった。
銅との研磨比較のために一連の3種類の成型された研磨パッドを準備した。
Claims (4)
- 半導体、磁性および光学基板のうち少なくとも1つを研磨するのに有用であるシリケート含有研磨パッドを準備する方法であって、
a.気体充填ポリマーマイクロエレメントの供給流をガスジェットに導入することを含み、
前記ポリマーマイクロエレメントは、多様な密度、多様な壁厚、および多様な粒子サイズを有し、
前記ポリマーマイクロエレメントは、前記ポリマーマイクロエレメントの外表面上に分散するシリケート含有領域を有し、
前記シリケート含有領域は、前記ポリマーマイクロエレメントの外表面の1〜40%を被覆し、かつ、
前記ポリマーマイクロエレメントの総計の0.1重量%超が、
i)5μmを超える粒子サイズを有するシリケート粒子、
ii)前記ポリマーマイクロエレメントの外表面を50%を超えて覆うシリケート含有領域、および
iii)シリケート粒子と凝集して平均120μmを超えるクラスターサイズ
であるポリマーマイクロエレメント
であり、
b.コアンダブロックに隣接するガスジェット中に前記気体充填マイクロエレメントを通過させることを含み、
前記コアンダブロックが、コアンダ効果、慣性、及びガス流抵抗によって前記ポリマーマイクロエレメントを分離するための湾曲した壁を有しており、
c.前記ポリマーマイクロエレメントから除去して除去されたポリマーマイクロエレメントを得るために、前記コアンダブロックの湾曲した壁から粗粒のポリマーマイクロエレメントを分離することを含み、
d.前記除去されたポリマーマイクロエレメントを捕集することを含み、
前記除去されたポリマーマイクロエレメントの総計の0.1重量%未満が、
i)5μmを超える粒子サイズを有するシリケート粒子、
ii)前記ポリマーマイクロエレメントの外表面を50%を超えて覆うシリケート含有領域、および
iii)シリケート粒子と凝集して平均120μmを超えるクラスターサイズ
になったポリマーマイクロエレメント
であり、及び、
e.研磨パッドを形成するために前記除去されたポリマーマイクロエレメントをポリマーマトリックスに挿入することを含む、
方法。 - 前記ポリマーマイクロエレメントがシリケート細粒を含み、かつ
前記コアンダブロックの壁からポリマーマイクロエレメントを分離する追加ステップを含む、
請求項1に記載の方法。 - 前記シリケート細粒および粗粒ポリマーマイクロエレメントの分離がコアンダブロックで同時に発生する、
請求項2に記載の方法。 - 前記除去されたポリマーマイクロエレメントの前記粗粒ポリマーマイクロエレメントからの分離を容易にするために
2つの追加気体流を前記ポリマーマイクロエレメント中に送る追加ステップを含む、
請求項1に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/945,504 | 2010-11-12 | ||
| US12/945,504 US8202334B2 (en) | 2010-11-12 | 2010-11-12 | Method of forming silicate polishing pad |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012101353A JP2012101353A (ja) | 2012-05-31 |
| JP2012101353A5 JP2012101353A5 (ja) | 2014-10-23 |
| JP5845832B2 true JP5845832B2 (ja) | 2016-01-20 |
Family
ID=45999143
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011246631A Active JP5845832B2 (ja) | 2010-11-12 | 2011-11-10 | シリケート研磨パッドを形成する方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8202334B2 (ja) |
| JP (1) | JP5845832B2 (ja) |
| KR (1) | KR101861372B1 (ja) |
| CN (1) | CN102463531B (ja) |
| DE (1) | DE102011117944B4 (ja) |
| FR (1) | FR2967368B1 (ja) |
| TW (1) | TWI593509B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8894732B2 (en) * | 2012-05-11 | 2014-11-25 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Hollow polymeric-alkaline earth metal oxide composite |
| US9073172B2 (en) | 2012-05-11 | 2015-07-07 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Alkaline-earth metal oxide-polymeric polishing pad |
| US8888877B2 (en) | 2012-05-11 | 2014-11-18 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Forming alkaline-earth metal oxide polishing pad |
| US20150306731A1 (en) * | 2014-04-25 | 2015-10-29 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| US11524390B2 (en) * | 2017-05-01 | 2022-12-13 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Methods of making chemical mechanical polishing layers having improved uniformity |
| KR102293801B1 (ko) * | 2019-11-28 | 2021-08-25 | 에스케이씨솔믹스 주식회사 | 연마패드, 이의 제조방법 및 이를 이용한 반도체 소자의 제조방법 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY114512A (en) * | 1992-08-19 | 2002-11-30 | Rodel Inc | Polymeric substrate with polymeric microelements |
| US5447275A (en) * | 1993-01-29 | 1995-09-05 | Canon Kabushiki Kaisha | Toner production process |
| JP3984833B2 (ja) * | 2001-01-16 | 2007-10-03 | キヤノン株式会社 | 現像剤担持体の再生方法 |
| JP2003062748A (ja) * | 2001-08-24 | 2003-03-05 | Inoac Corp | 研磨用パッド |
| US6986705B2 (en) * | 2004-04-05 | 2006-01-17 | Rimpad Tech Ltd. | Polishing pad and method of making same |
| JP5478066B2 (ja) * | 2006-08-21 | 2014-04-23 | 株式会社日本触媒 | 微粒子、微粒子の製造方法、この微粒子を含む樹脂組成物および光学フィルム |
| JP5222586B2 (ja) * | 2008-02-29 | 2013-06-26 | 富士紡ホールディングス株式会社 | 研磨パッドおよび研磨パッドの製造方法 |
| JP2009254938A (ja) * | 2008-04-14 | 2009-11-05 | Nippon Shokubai Co Ltd | 粒子の分級方法およびその方法を用いて得られる粒子 |
| JP5543717B2 (ja) * | 2009-02-13 | 2014-07-09 | 積水化学工業株式会社 | 熱膨張性マイクロカプセル及び熱膨張性マイクロカプセルの製造方法 |
| US7947098B2 (en) | 2009-04-27 | 2011-05-24 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method for manufacturing chemical mechanical polishing pad polishing layers having reduced gas inclusion defects |
-
2010
- 2010-11-12 US US12/945,504 patent/US8202334B2/en active Active
-
2011
- 2011-11-08 TW TW100140662A patent/TWI593509B/zh active
- 2011-11-08 DE DE102011117944.9A patent/DE102011117944B4/de active Active
- 2011-11-10 FR FR1160259A patent/FR2967368B1/fr active Active
- 2011-11-10 JP JP2011246631A patent/JP5845832B2/ja active Active
- 2011-11-11 KR KR1020110117501A patent/KR101861372B1/ko active IP Right Grant
- 2011-11-11 CN CN201110371460.1A patent/CN102463531B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102011117944A1 (de) | 2012-05-16 |
| CN102463531B (zh) | 2014-10-01 |
| TWI593509B (zh) | 2017-08-01 |
| DE102011117944B4 (de) | 2023-06-29 |
| KR20120057518A (ko) | 2012-06-05 |
| CN102463531A (zh) | 2012-05-23 |
| US20120117889A1 (en) | 2012-05-17 |
| FR2967368B1 (fr) | 2015-08-21 |
| US8202334B2 (en) | 2012-06-19 |
| JP2012101353A (ja) | 2012-05-31 |
| FR2967368A1 (fr) | 2012-05-18 |
| TW201221293A (en) | 2012-06-01 |
| KR101861372B1 (ko) | 2018-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5845833B2 (ja) | シリケート複合研磨パッド | |
| TWI585128B (zh) | 中空聚合質-鹼土金屬氧化物複合物 | |
| JP5845832B2 (ja) | シリケート研磨パッドを形成する方法 | |
| JP5811343B2 (ja) | 中空ポリマー−シリケート複合体 | |
| JP2012101353A5 (ja) | ||
| JP6093236B2 (ja) | アルカリ土類金属酸化物ポリマー研磨パッド | |
| TWI591167B (zh) | 形成鹼土金屬氧化物硏磨墊 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140904 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140904 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150714 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150716 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151027 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5845832 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |