JP5844578B2 - 引き返し編成方法、および編地 - Google Patents
引き返し編成方法、および編地 Download PDFInfo
- Publication number
- JP5844578B2 JP5844578B2 JP2011190825A JP2011190825A JP5844578B2 JP 5844578 B2 JP5844578 B2 JP 5844578B2 JP 2011190825 A JP2011190825 A JP 2011190825A JP 2011190825 A JP2011190825 A JP 2011190825A JP 5844578 B2 JP5844578 B2 JP 5844578B2
- Authority
- JP
- Japan
- Prior art keywords
- knitting
- stitch
- turn
- row
- knitted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/102—Patterned fabrics or articles with stitch pattern
- D04B1/108—Gussets, e.g. pouches or heel or toe portions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
- D04B1/246—Upper torso garments, e.g. sweaters, shirts, leotards
Description
図1に示すニットウェア100は、前身頃20と後身頃30とを備える筒状編地であり、ネックホールとなる衿ぐり部41に衿部40が形成されている。このニットウェア100を編成するには、まず、衿部40の下端の位置50まで前身頃20と後身頃30とを編成する。そして、C字状の引き返し編成により前身頃20と後身頃30を編成しつつ衿ぐり部41の輪郭を形成し、最後に衿ぐり部41を構成する編目に連続して衿部40を編成する。この衿ぐり部41の輪郭の形成に本発明の引き返し編成が用いられる。
図面を参照する実施形態では、復路編成において割増やしを行なったが、往路編成で割増やしを行なっても良い。例えば、図2のS2において、FBの編針Dで割増やしを行ない、その際にできた増し目(S1においてFBの編針Dに係止されていた編目)をFBの編針Eの編目と重ね合わせると良い。
20 前身頃 30 後身頃
40 衿部 41 衿ぐり部 50 衿部の下端の位置
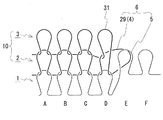
10 引き返し編成部
1 基底編目列
2 往路編成編目列 29 終端編目 28 編目
3 復路編成編目列 31 始端編目
4 増し目
5 折返点編目
6 重ね目
Claims (4)
- 少なくとも前後一対の針床を有し、前後の針床間で編目の目移しが可能な横編機を用いて、針床に係止される基底編目列のウエール方向に続いて、前記基底編目列よりも編幅の短い往路編成と復路編成とからなる引き返し編成を行なう引き返し編成方法において、
前記往路編成の終端編目を編成するとき、および前記復路編成の始端編目を編成するとき、の少なくとも一方で割増やしを行ない、
その割増やしによって形成された増し目を、当該増し目よりも前記往路編成の形成方向側にある編目である折返点編目に重ね合わせることを特徴とする引き返し編成方法。 - 前記復路編成の始端編目を編成する際に割増やしを行ない、前記往路編成の終端編目を編成する際に割増やしを行なわないことを特徴とする請求項1に記載の引き返し編成方法。
- 前記引き返し編成を行なう箇所が、ニットウェアの衿ぐり部であることを特徴とする請求項1または2に記載の引き返し編成方法。
- 基底編目列のウエール方向に続いて形成される往路編成編目列と、その往路編成編目列のウエール方向に続いて形成される復路編成編目列と、を備える引き返し編成部を有する編地であり、少なくとも前後一対の針床を有し、前後の針床間で編目の目移しが可能な横編機を用いて編成された編地において、
往路編成編目列の終端編目、および復路編成編目列の始端編目の少なくとも一方が割増やしによって形成され、
その割増やしによって形成された増し目が、当該増し目よりも前記往路編成編目列の形成方向側にある編目である折返点編目に重ね合わされていることを特徴とする編地。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011190825A JP5844578B2 (ja) | 2011-09-01 | 2011-09-01 | 引き返し編成方法、および編地 |
| KR1020120086037A KR101329124B1 (ko) | 2011-09-01 | 2012-08-07 | 되돌림 편성방법 및 편성포 |
| CN201210315963.1A CN102965802B (zh) | 2011-09-01 | 2012-08-30 | 折回编织方法及针织物 |
| EP12006193.2A EP2565309B1 (en) | 2011-09-01 | 2012-08-31 | Flechage knitting method, and knitted fabric |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011190825A JP5844578B2 (ja) | 2011-09-01 | 2011-09-01 | 引き返し編成方法、および編地 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013053380A JP2013053380A (ja) | 2013-03-21 |
| JP5844578B2 true JP5844578B2 (ja) | 2016-01-20 |
Family
ID=46801284
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011190825A Active JP5844578B2 (ja) | 2011-09-01 | 2011-09-01 | 引き返し編成方法、および編地 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2565309B1 (ja) |
| JP (1) | JP5844578B2 (ja) |
| KR (1) | KR101329124B1 (ja) |
| CN (1) | CN102965802B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6104018B2 (ja) * | 2013-04-03 | 2017-03-29 | 株式会社島精機製作所 | 分岐部を有する編地の編成方法 |
| EP2835458B1 (de) * | 2013-08-08 | 2018-02-07 | H. Stoll AG & Co. KG | Verfahren zur Herstellung eines Gestricks mit Durchbrüchen |
| WO2016059879A1 (ja) * | 2014-10-17 | 2016-04-21 | 株式会社島精機製作所 | 編地の編成方法 |
| CN105133166A (zh) * | 2015-08-20 | 2015-12-09 | 广东溢达纺织有限公司 | 纬编罗纹织物的编织方法、纬编罗纹织物和衣服 |
| JP6541621B2 (ja) * | 2016-06-06 | 2019-07-10 | 株式会社島精機製作所 | 筒状編地の編成方法、および筒状編地 |
| JP6932076B2 (ja) * | 2017-12-21 | 2021-09-08 | 株式会社島精機製作所 | 編地の編成方法 |
| JP7204500B2 (ja) * | 2019-01-23 | 2023-01-16 | 株式会社島精機製作所 | ニットシミュレーション方法及びニットシミュレーションシステム |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2604653B2 (ja) | 1991-09-21 | 1997-04-30 | 株式会社島精機製作所 | リブ編みを有するポケット付き編地及びその編成方法 |
| US6318131B1 (en) * | 1998-11-10 | 2001-11-20 | Shima Seiki Mfg., Ltd. | Method of knitting 3-d shape knit fabric |
| JP3047008B1 (ja) * | 1998-11-26 | 2000-05-29 | 株式会社島精機製作所 | 連結部が形成されたニット衣類の編成方法 |
| US6796149B2 (en) * | 2001-02-19 | 2004-09-28 | Shima Seiki Mfg., Ltd. | Method of knitting fabric |
| JP4503352B2 (ja) * | 2004-05-25 | 2010-07-14 | 株式会社島精機製作所 | 編地の編成方法と編地並びに編成プログラム |
| JP4336287B2 (ja) * | 2004-10-13 | 2009-09-30 | 株式会社島精機製作所 | 横編機で編まれたvネックニットウエアおよびその編成方法 |
| JP4336298B2 (ja) * | 2004-12-09 | 2009-09-30 | 株式会社島精機製作所 | 編地の編成方法、編地を編成させるための編成プログラム |
| EP2312028B1 (en) | 2008-06-05 | 2016-03-09 | Shima Seiki Mfg., Ltd | Partial knitting method and fabric |
| JP5603779B2 (ja) * | 2008-12-26 | 2014-10-08 | 株式会社島精機製作所 | 内増やし方法、および編地 |
| WO2010084556A1 (ja) * | 2009-01-23 | 2010-07-29 | 株式会社島精機製作所 | 衿ぐり部を有する筒状編地の編成方法、および衿ぐり部を有する筒状編地 |
| EP2402489B1 (en) * | 2009-02-25 | 2016-04-06 | Shima Seiki Manufacturing., Ltd. | Tube-shaped knitted fabric, and knitting method therefor |
-
2011
- 2011-09-01 JP JP2011190825A patent/JP5844578B2/ja active Active
-
2012
- 2012-08-07 KR KR1020120086037A patent/KR101329124B1/ko active IP Right Grant
- 2012-08-30 CN CN201210315963.1A patent/CN102965802B/zh active Active
- 2012-08-31 EP EP12006193.2A patent/EP2565309B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2565309A3 (en) | 2013-04-10 |
| EP2565309B1 (en) | 2015-06-03 |
| CN102965802B (zh) | 2014-07-09 |
| KR20130025324A (ko) | 2013-03-11 |
| JP2013053380A (ja) | 2013-03-21 |
| EP2565309A2 (en) | 2013-03-06 |
| KR101329124B1 (ko) | 2013-11-14 |
| CN102965802A (zh) | 2013-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5844578B2 (ja) | 引き返し編成方法、および編地 | |
| JP5414538B2 (ja) | 編地の編成方法、および編地 | |
| JP5362717B2 (ja) | 引き返し編成方法、および、編地 | |
| JP5736250B2 (ja) | 編地の編成方法、および編地 | |
| JP3881957B2 (ja) | 伏目処理方法および伏目処理された編地、および伏目処理するためのcad装置 | |
| JPWO2010073491A1 (ja) | 編糸の解れ止め方法、および編地 | |
| JPWO2007099709A1 (ja) | 筒状編地の編成方法および筒状編地 | |
| JP4852092B2 (ja) | 増し目を形成する方法および編地の編幅方向端部よりも内側に増し目が形成されている編地 | |
| JP5980098B2 (ja) | 筒状編地の編成方法、および筒状編地 | |
| JP5538241B2 (ja) | 衿ぐり部を有する筒状編地の編成方法、および衿ぐり部を有する筒状編地 | |
| JP4336287B2 (ja) | 横編機で編まれたvネックニットウエアおよびその編成方法 | |
| JP3541191B2 (ja) | 伸縮性に優れた伏目処理方法 | |
| JP6738788B2 (ja) | ニットウェアの編成方法 | |
| JP5905221B2 (ja) | 編地の接合方法、および編地 | |
| JP3121283B2 (ja) | 筒状編地の編成方法 | |
| JP5669607B2 (ja) | 編地の編成方法、および編地 | |
| JP2006152488A (ja) | 横編機で編まれたニットウエアおよびその編成方法 | |
| JP5349357B2 (ja) | プレーティング編成方法 | |
| JP2012202006A (ja) | 仕切りを有する筒状編地およびその編成方法 | |
| JP2020002487A (ja) | 筒状編地の編成方法 | |
| JP6518608B2 (ja) | 筒状編地の編成方法 | |
| JPWO2007020829A1 (ja) | パイピング部を有する編地の編成方法およびその編地 | |
| JP3699530B2 (ja) | 筒状編地の編成方法 | |
| JP6055629B2 (ja) | 開口部付き編成物の編成方法及び開口部付き編成物 | |
| JP7357506B2 (ja) | 筒状編地の編成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140716 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5844578 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |