JP5832626B2 - 現像剤収容器の製造方法、及び、プロセスカートリッジの製造方法 - Google Patents
現像剤収容器の製造方法、及び、プロセスカートリッジの製造方法 Download PDFInfo
- Publication number
- JP5832626B2 JP5832626B2 JP2014245177A JP2014245177A JP5832626B2 JP 5832626 B2 JP5832626 B2 JP 5832626B2 JP 2014245177 A JP2014245177 A JP 2014245177A JP 2014245177 A JP2014245177 A JP 2014245177A JP 5832626 B2 JP5832626 B2 JP 5832626B2
- Authority
- JP
- Japan
- Prior art keywords
- frame body
- seal member
- hole
- frame
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




















Landscapes
- Dry Development In Electrophotography (AREA)
- Electrophotography Configuration And Component (AREA)
Description
本発明は、現像剤収容器の製造方法、その現像剤収容器を備えるプロセスカートリッジの製造方法に関するものである。
従来、現像剤(トナー)を収容する現像剤収容器の枠体に設けられる孔に、トナー攪拌部材や、これに回転駆動力を伝達する駆動軸などの回転体が挿入される現像剤収容器が知られている。このような現像剤収容器において、孔と回転体との間の環状隙間をシールするシール部材が用いられるものが知られている(特許文献1参照)。例えば、孔内周面に、トナーシール(一般的には、オイルシールとして用いられているもの)を圧入することにより、孔の内周面と駆動軸の外周面との間の環状隙間をシールする技術が知られている。このトナーシールは、駆動軸の外周面に摺接する突出部を有しており、この突出部の先端が駆動軸の外周面に対して所定の侵入量を有することにより環状隙間をシールしている(特許文献1参照)。
しかしながら、トナーシールを孔内に圧入する構成においては、トナーシールの配置位置精度が低かったり、トナーシールが傾いてしまったりするなど装着状態が安定しない。そのため、シール性能が安定しない問題がある。
そこで、本発明は、シール性能の安定化を図った現像剤収容器の製造方法、及びプロセスカートリッジの製造方法を提供することを目的とする。
上記目的を達成するための代表的な本発明は、現像剤を収容する現像剤収容器の製造方法において、
孔が設けられる枠体と、
前記枠体に配置される回転可能な回転体と、
前記孔の内周面と前記回転体の外周面との間の隙間を封止するシール部材と、
を有する現像剤を収容する現像剤収容器の製造方法において、
前記枠体の外側に第一成形型、前記枠体の内側に第二成形型、を配置し、前記枠体の前記孔と、前記第一成形型と、前記第二成形型と、で形成される空間を形成する第一の工程と、
前記空間にエラストマ樹脂を注入し、前記枠体に前記シール部材を射出形成する第二の工程と、
前記シール部材を介して前記枠体の前記孔を貫通するように前記回転体を前記枠体に組み付ける第三の工程と、
を備えることを特徴とする。
また、上記目的を達成するための他の本発明は、プロセスカートリッジの製造方法において、
孔が設けられる枠体と、
前記枠体に配置される回転可能な回転体と、
前記孔の内周面と前記回転体の外周面との間の隙間を封止するシール部材と、
を有するプロセスカートリッジの製造方法において、
前記枠体の外側に第一成形型、前記枠体の内側に第二成形型、を配置し、前記枠体の前記孔と、前記第一成形型と、前記第二成形型と、で形成される空間を形成する第一の工程と、
前記空間にエラストマ樹脂を注入し、前記枠体に前記シール部材を射出形成する第二の工程と、
前記シール部材を介して前記枠体の前記孔を貫通するように前記回転体を前記枠体に組み付ける第三の工程と、
を備えることを特徴とする。
孔が設けられる枠体と、
前記枠体に配置される回転可能な回転体と、
前記孔の内周面と前記回転体の外周面との間の隙間を封止するシール部材と、
を有する現像剤を収容する現像剤収容器の製造方法において、
前記枠体の外側に第一成形型、前記枠体の内側に第二成形型、を配置し、前記枠体の前記孔と、前記第一成形型と、前記第二成形型と、で形成される空間を形成する第一の工程と、
前記空間にエラストマ樹脂を注入し、前記枠体に前記シール部材を射出形成する第二の工程と、
前記シール部材を介して前記枠体の前記孔を貫通するように前記回転体を前記枠体に組み付ける第三の工程と、
を備えることを特徴とする。
また、上記目的を達成するための他の本発明は、プロセスカートリッジの製造方法において、
孔が設けられる枠体と、
前記枠体に配置される回転可能な回転体と、
前記孔の内周面と前記回転体の外周面との間の隙間を封止するシール部材と、
を有するプロセスカートリッジの製造方法において、
前記枠体の外側に第一成形型、前記枠体の内側に第二成形型、を配置し、前記枠体の前記孔と、前記第一成形型と、前記第二成形型と、で形成される空間を形成する第一の工程と、
前記空間にエラストマ樹脂を注入し、前記枠体に前記シール部材を射出形成する第二の工程と、
前記シール部材を介して前記枠体の前記孔を貫通するように前記回転体を前記枠体に組み付ける第三の工程と、
を備えることを特徴とする。
本発明によれば、シール性能の安定化を図ることができる。
まず、図1を用いて、本発明の実施例に係る画像形成装置の全体構成について説明する。図1は、本発明の実施例に係る画像形成装置の全体構成を示す概略断面図である。本実施例においては、画像形成装置の一例として、インライン方式、中間転写方式を採用したフルカラーレーザビームプリンタを用いて説明する。ただし、本発明は、これに限定するものではなく、モノカラープリンタ、複写機、ファクシミリ等の他の画像形成装置に適用可能である。
本発明の実施例に係る画像形成装置は、複数の画像形成部として、イエローY、マゼンタM、シアンC、ブラックKの各色の画像を形成するための画像形成部SY、SM、SC、SKを有している。それぞれの画像形成部の構成及び動作は、形成する画像の色が異なることを除いて実質的に同じである。したがって、特に区別しない場合は、いずれかの色
用に設けられた要素であることを表すために符号に与えた添え字Y、M、C、Kは省略して説明する。また、本実施例に記載される構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、本発明の範囲をそれらのみに限定するものではない。
用に設けられた要素であることを表すために符号に与えた添え字Y、M、C、Kは省略して説明する。また、本実施例に記載される構成部品の寸法、材質、形状、その相対配置などは、特に特定的な記載がない限りは、本発明の範囲をそれらのみに限定するものではない。
図1に示すように、本発明の実施例に係る画像形成装置は、主な構成要素として、感光体ドラム1と、帯電ローラ2と、露光装置3と、現像装置4と、転写装置5と、クリーニング装置6と、定着装置7と、を備える。
現像装置4は、現像部材としての現像ローラ41と、現像ブレード42と、現像剤収容器としてのトナー収容器43と、を備えている。トナー収容器43は、非磁性一成分現像剤としてのトナーを収容しており、トナーを攪拌し、搬送するためのトナー攪拌ユニット44(図3参照)を備えている。現像ローラ41は、トナー収容器43に回転可能に支持されている。現像ローラ41に担持されるトナーの層厚を規制する現像ブレード42は、トナー収容器43に締結されており、現像ローラ41と当接して設けられている。
転写装置5は、主な構成要素として、一次転写ローラ51と、二次転写ローラ52と、中間転写ベルト53と、を備えている。中間転写ベルト53は、無端状のベルトで形成され、全ての感光体ドラム1Y、1M、1C、1Kに当接するように設けられている。また、中間転写ベルト53は、駆動ローラ54と、二次転写対向ローラ55と、従動ローラ56に支持されることで架け渡されており、図1中の矢印B方向に循環移動する。また、一次転写ローラ51Y、51M、51C、51Kは、中間転写ベルト53の内周面側に各感光体ドラム1Y、1M、1C、1Kとの間でベルトを挟むように並設されている。
クリーニング装置6は、感光体ドラム1上に残留したトナーを除去するクリーニングブレード61と、除去されたトナーを収容する現像剤収容器としての廃トナー容器62と、を有する。クリーニングブレード61は、感光体ドラム1に当接して設けられている。
次に、図2を用いて、本発明の実施例に係るプロセスカートリッジについて説明する。図2は、本発明の実施例に係るプロセスカートリッジの概略断面図である。本実施例においては、感光体ドラム1と、帯電ローラ2と、現像装置4と、クリーニング装置6とが一体的にカートリッジ化され、プロセスカートリッジを形成している。そして、このプロセスカートリッジは、画像形成装置本体に設けられる装着ガイド、位置決め部材等の装着手段を介して、画像形成装置本体に着脱可能となっている。画像形成装置本体には、イエロー、マゼンタ、シアン、ブラックの各色のトナーを収容する現像装置4を備える4つのプロセスカートリッジが着脱可能に備えられている。
次に、特に図1を参照して、本実施例に係る画像形成装置の画像形成動作について説明する。まず、帯電ローラ2が、感光体ドラム1の表面を一様に帯電する。そして、露光装置3が、画像情報に基づいてレーザ光を感光体ドラム1上に照射することにより、感光体ドラム1上に静電潜像を形成する。さらに、現像ローラ41が、トナー収容器43内のトナーを感光体ドラム1上に供給することにより、静電潜像が可視化され、感光体ドラム1上にトナー像が形成される。そして、一次転写ローラ51が、感光体ドラム1上に形成されたトナー像を中間転写ベルト53上に一次転写する。一方、給紙カセット8内に収容される紙などのシート材Sが、給紙ローラ81によって1枚ずつ分離され、給送される。給送されたシート材Sは、レジストローラ対82によって、二次転写ローラ52に搬送される。そして、中間転写ベルト53上に一次転写されたトナー像が、二次転写ローラ52によってシート材S上に二次転写される。さらに、シート材S上に転写されたトナー像が、定着装置7において、加熱かつ加圧され、永久画像としてシート材に定着される。その後、シート材Sは、排出ローラ対83によって、画像形成装置の外部へと排出される。
また、感光体ドラム1から中間転写ベルト53にトナー像が一次転写された後、クリーニング装置6におけるクリーニングブレード61が、感光体ドラム1上に残留したトナーを除去する。そして、除去されたトナーは、廃トナー容器62内に落下する。
(実施例1)
次に、図3乃至図7を用いて、実施例1に係るトナー収容器について説明する。図3は、実施例1に係るトナー収容器の構成を示す概略断面図である。図4は、実施例1に係るシール構成を示す概略断面図である。図5は、従来例に係るシール構成を示す概略断面図である。図6は、駆動軸が傾いた状態を説明する説明断面図である。図7は、シール部材の突出部(リップ部)の形状の例を示す概略断面図である。
次に、図3乃至図7を用いて、実施例1に係るトナー収容器について説明する。図3は、実施例1に係るトナー収容器の構成を示す概略断面図である。図4は、実施例1に係るシール構成を示す概略断面図である。図5は、従来例に係るシール構成を示す概略断面図である。図6は、駆動軸が傾いた状態を説明する説明断面図である。図7は、シール部材の突出部(リップ部)の形状の例を示す概略断面図である。
図3に示すように、トナー収容器43の枠体43aには、回転体としての駆動部材20と、トナー攪拌ユニット44とが、枠体43aに設けられる孔45を介して組み付けられている。駆動部材20は、孔45を貫通する回転体本体部としての駆動軸20aを有する。トナー攪拌ユニット44は、回転軸46と、その回転軸46に設けられるトナー攪拌シート47とを有している。回転軸46は、一端に設けられた被係合部46aに駆動軸20aの係合部20bが嵌め込まれることにより、トナー収容器43の枠体43a内に保持されている。
また、枠体43aには、孔45と中心軸が一致する円筒状の軸受部49が、枠体43aの外側に向かって突出するように設けられている。また、駆動部材20は、回転体本体部としての駆動軸20aと、駆動軸20aの端部に繋がるように設けられ、かつその内周面が軸受部49の外周面に接触し摺動する円筒部20dとを有している。そして、駆動部材20からの回転駆動力が、トナー攪拌シート47に伝達され、トナー収容器43内のトナーが感光体ドラム1上に攪拌、搬送される。また、本実施例においては、駆動部材20への駆動伝達手段は、歯車(不図示)を用いている。その他の駆動伝達手段としては凹凸を有するカップリング等でも良い。
次に、図4を用いて、実施例1の特徴部であるシール構成について説明する。枠体43aに設けられた孔45の内周面と駆動軸20aの外周面との間の環状隙間からトナー収容器43a内に収容されるトナーが枠体43aの外部に漏れる場合がある。そこで、実施例1においては、環状のシール部材10を、枠体43aに設けられる円筒状の軸受部49の内周面側に直接に成形している。すなわち、シール部材10が、枠体43aに一体成形される構成を採用している。
シール部材10は、駆動軸20aの外周面に接触し摺動する突出部10aを有している。突出部10aは、孔45の内周面と接触する基部10gから突出している。このシール部材10が、孔45と駆動軸20aの間の環状隙間を封止することで、トナー収容器43内に収容されるトナーが外部へ漏れることを防止している。なお、実施例1においては、駆動部材20が有する駆動軸20aが孔45を貫通する構成としたが、トナー攪拌ユニット44が有する回転軸46が孔45を貫通する構成としてもよい。この場合においては、シール部材10は、孔45の内周面と回転軸46の間の環状隙間をシールすることとなる。また、シール部材10は、軸線方向の一端側に第一の規制部である抜け止め部10cと、軸線方向の他端側に第二の規制部である抜け止め部10dを有する。抜け止め部10c、10hは、孔45の内径よりも径方向で外側に延びているので、シール部材10は孔45の軸線方向の移動が規制され、孔45から抜けることを防止している。
実施例1に係るシール構成においては、シール部材10が、枠体43aに設けられた円筒状の軸受部49の内周面に、射出成形によって一体成形される。このように、シール部
材10を射出成形により枠体43aに一体成形することによって、成形用の型を変更することで、シール部材10の突出部10aの位置や形状を自由に調整することができる。
材10を射出成形により枠体43aに一体成形することによって、成形用の型を変更することで、シール部材10の突出部10aの位置や形状を自由に調整することができる。
従来、トナー収容器43に収容されるトナーが枠体43a外部に漏れるのを防止するために用いられていたシール構成は、図5に示すように、孔45の内周面と駆動軸20aの間の環状隙間にシール部材50を圧入するものであった。すなわち、シール部材50は、枠体43aに一体成形されるものではなかった。このような構成においては、中空形状のシール部材50が圧入時に変形してしまうのを防止するため、シール部材50に、剛性の高い金属環80を入れたものが採用されている。そのため、シール部材50を圧入する軸受部49の内径φLとして、金属環80と圧入しろを含めたシール部材の外径が挿入可能な径を確保する必要があり、装置の大型化を招く原因となっていた。また、シール部材50と軸受突起部49内周面との圧入が適正範囲よりも強い場合、軸受突起部49が変形することによって軸受け部49の外周面49aと駆動部材20の内周面20cとの嵌合精度が悪化する。そのため、前記シール部材50の圧入しろを慎重に管理する必要があった。
次に、図6を用いて、駆動軸の軸倒れについて、実施例1と従来例とを比較しながら説明する。図6において、実施例1に係るシール部材を実線で示し、従来例に係るシール部材を点線で示す。ここで、実施例1において、駆動部材20を介したトナー攪拌部材47への駆動伝達には歯車(不図示)が用いられており、歯車の噛み合い力により、駆動軸20aに、回転軸の軸線方向から傾く方向の力が働く場合がある。そして、実施例1においては、駆動部材20と枠体43aは樹脂からなり、駆動部材20の円筒部20dの内周面20cと軸受部49の外周面49aの摺動部においては、所定のクリアランスを有している。それらの要因によって、駆動軸20aが揺動し、傾いてしまう場合がある。駆動軸20aが傾いてしまうと、駆動軸20aに対するシール部材10の突出部10aの侵入量を一定に保てなくなり、シール性が不安定になってしまう。ここで、駆動軸20aが傾いた場合においても、出来るだけ揺動中心Oに近い位置で突出部10aと駆動軸20aが接触し摺動するように突出部10aを配置すると、軸の傾きの影響による侵入量の不安定化を抑制することができる。従来例のトナーシールを圧入する構成においては、枠体43aの外壁であって孔周辺に設けた突き当て面43bに、トナーシール50を突き当てることで、トナーシール50の軸方向における位置を規定している(図5参照)。軸方向における突き当て面43bの厚みを厚くすることで、軸方向における突出部50aの位置を自由に調整することも考えられるが、突き当て部43bの厚みを厚くするとヒケを生じやすくなることによりシール性が不安定になる等の別の課題が生じてしまう。
図6に示すように、駆動軸20aが、傾き前の軸中心Xに対して傾いた場合、軸中心X方向において、揺動中心O(傾きによる変位量が0の点)から離れるほど、軸中心Xから傾き後の軸中心Yへの変位量が大きくなる。図6に示すように、実施例1においては、突出部10aは、軸受部49の先端部近傍から枠体43a内部に向かって延びるように成形されている。そのため、従来例に比較して、突出部10aが駆動軸20aに接触し摺動する位置が、軸中心Xの軸方向において揺動中心近傍に配置されることとなる。このため、実施例1にかかるシール構成においては、従来例に比較して、安定的に侵入量を維持することができ、シール性を高いといえる。なお、軸中心Xの軸方向において、突出部10aが駆動軸20aに接触し摺動する位置のうち最も理想的な位置は、揺動中心O上である。この位置に配置される場合、駆動軸20aが傾いても、駆動軸20aに対する突出部10aの侵入量は変化せず、安定性の高いシールを実現することができる。
従来例においては、トナーシールを圧入することにより位置決め固定していたため、枠体43aに対するトナーシール50及び突出部50aの位置決め精度が必ずしも十分とは言えなかった。また、トナーシール50が傾いた状態で圧入されてしまうことがあり装着状態の安定性が低かった。この場合には、枠体43aに対する突出部50aの位置が大き
くずれてしまう。これらのことから、突出部の侵入量が不安定になっていた。これに対し、本実施例によれば、枠体43aに対してシール部材10を一体成形しているため、枠体43aに対する突出部10aの位置決め精度を極めて高くすることができる。従って、突出部10aの接触位置を高い精度で設定でき、上記の通り、駆動軸20aの揺動中心に近い位置で摺接させることで、使用時においても、侵入量を安定化させることができる。
くずれてしまう。これらのことから、突出部の侵入量が不安定になっていた。これに対し、本実施例によれば、枠体43aに対してシール部材10を一体成形しているため、枠体43aに対する突出部10aの位置決め精度を極めて高くすることができる。従って、突出部10aの接触位置を高い精度で設定でき、上記の通り、駆動軸20aの揺動中心に近い位置で摺接させることで、使用時においても、侵入量を安定化させることができる。
次に、実施例1に係るシール部材の形状、材料について説明する。実施例1において、シール性の観点から、シール部材10の突出部10aの厚みは、0.2〜2.0mmが好適である。また、突出部10aの形状は、軸方向において当接箇所が一箇所のシングルリップ形状でなくとも、図7(a)に示すように、複数の凹凸があって複数個所で駆動軸20aに当接する形状であってもよい。また、図7(b)に示すように、駆動軸20aの孔45への挿入動作によって、突出部10aが追従し、二重にシールするような形状であってもよい。
シール部材10の材料としては、JIS−K6253によるデュロメータ硬度がタイプAで30〜80程度のもので永久変形しにくいものが好ましく、70度での圧縮永久ひずみが50%以下のものが好適である。実施例1においては、シール部材10の材料として熱可塑性エラストマ樹脂を用いた。
プロセスカートリッジを材料リサイクルする際、シール部材10をトナー収容器43の枠体43aから物理的に分離する工程が必要となる。枠体43aに使用される樹脂と比重が異なる材料をシール部材10に使用することで、比重選別により容易に分離することが可能となる。また、枠体43aに使用される樹脂のベースとなる材料と、シール部材10に使用される材料とを同じものにすると、シール部材10を枠体43aと分離することなく枠体43aと一緒にリサイクルすることが可能となる。例えば、枠体43aにスチレン系の樹脂であるポリスチレン等が使用された場合は、シール部材10にスチレン系のエラストマを用いると、リサイクル時に分離しなくても材料をリサイクルすることができる。また、シール部材10として発泡ウレタンフォームを用いた場合、駆動軸20aとの摺動部に摺動性を付与し、シール性を維持するためにグリスを塗布した状態で用いられる。この場合、グリスの粘度によっては、グリス塗布装置内への気泡混入による塗布量ばらつきや、グリスの飛び散りによる他の部品への付着といった問題が懸念されていた。したがって、グリス塗布装置内に気泡が混入しないよう、脱泡処理や塗布量の管理を慎重に行う必要があった。これに対し、本実施例によれば、摺動軸20aとの摺動特性が良好である材料を選択することで、摺動部にグリスを使用することなくシール性を維持することが可能である。
次に、図8乃至図10を用いて、実施例1に係るシール部材の成形工程(射出形成によるシール部材の製造方法)について説明する。図8は、実施例1に係るトナー収容器に成形金型を型締めした状態の概略断面図である。図9は、シール部材の成形金型を示す概略断面図である。図10は、成形状態を安定化したシール部材の概略断面図である。
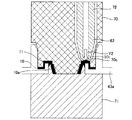
まず、図8(a)に示すように、トナー収容器43の枠体43aの外側に設けた第一成形型70と、トナー収容器43の枠体43aの内側に設けた第二成形型71によって、枠体43aを挟んだ状態で所定の力で型締めを行う。実施例1において、枠体43aは、嵌合部70aで第一成形型70に位置決めされている。また、第一成形型70と第二成形型71は嵌合部70bと被嵌合部71bで位置決めされている。この時、第一成形型70は、軸受部49端面に周状に当接しており、第二成形型71は、枠体43aの内壁に周状で当接している。
次に、図8(b)に示すように、型締めされた状態の第一成形型70に設けられた注入
口70cに樹脂成形装置の注入ノズル72を枠体43aの外側から当接させる。そして、シール部材10となる熱可塑性エラストマ樹脂を注入ノズル72から図8(b)のY方向に注入すると、枠体43a及び2つの成形型70、71によって形成された閉空間に樹脂が流し込まれる。この時、樹脂を所定圧力で注入することにより、成形状態を安定化させている。また、駆動軸20aの挿入側上流において、シール部材10には、孔45の内径よりも径が大きい規制部である抜け止め部10cが形成される。これにより、シール部材10が枠体43aの内部方向に脱落することを防止することができる。なお、抜け止め部は、枠体43aの内壁面側に形成してもよし、内壁面と外壁面の両方に形成してもよい。なお、成形金型の型締めにおいて、図8に示したように、第一成形型70と第二成形型71を凹凸形状で係合させるもの限らず、図9(a)に示すように、第一成形型70と第二成形型71を面で当接させるものでも良い。また、図9(b)に示すように、第二成形型71の一部にバネ等で弾性(コンプライアンス)を持たせるような構成にしても良い。ま、前述したようにシール部材10となる熱可塑性エラストマ樹脂を注入ノズル72から図8(b)のY方向に注入することによって、シール部材10にはゲート部10bが形成される。また、図8(b)に示すように、基部10gの端面において抜け止め部10cが設けられた領域にゲート部10bを配置する構成とすることにより、シール部材10の小型化が可能となる。すなわち、注入ノズル72のゲート径φMに合わせて基部10g自体の寸法をゲート径φMに合わせて大きくしたりする必要がない。
口70cに樹脂成形装置の注入ノズル72を枠体43aの外側から当接させる。そして、シール部材10となる熱可塑性エラストマ樹脂を注入ノズル72から図8(b)のY方向に注入すると、枠体43a及び2つの成形型70、71によって形成された閉空間に樹脂が流し込まれる。この時、樹脂を所定圧力で注入することにより、成形状態を安定化させている。また、駆動軸20aの挿入側上流において、シール部材10には、孔45の内径よりも径が大きい規制部である抜け止め部10cが形成される。これにより、シール部材10が枠体43aの内部方向に脱落することを防止することができる。なお、抜け止め部は、枠体43aの内壁面側に形成してもよし、内壁面と外壁面の両方に形成してもよい。なお、成形金型の型締めにおいて、図8に示したように、第一成形型70と第二成形型71を凹凸形状で係合させるもの限らず、図9(a)に示すように、第一成形型70と第二成形型71を面で当接させるものでも良い。また、図9(b)に示すように、第二成形型71の一部にバネ等で弾性(コンプライアンス)を持たせるような構成にしても良い。ま、前述したようにシール部材10となる熱可塑性エラストマ樹脂を注入ノズル72から図8(b)のY方向に注入することによって、シール部材10にはゲート部10bが形成される。また、図8(b)に示すように、基部10gの端面において抜け止め部10cが設けられた領域にゲート部10bを配置する構成とすることにより、シール部材10の小型化が可能となる。すなわち、注入ノズル72のゲート径φMに合わせて基部10g自体の寸法をゲート径φMに合わせて大きくしたりする必要がない。
また、実施例1においては、所定の閉空間に所定圧で樹脂を注入させているが、図10に示すように、一定量の樹脂を注入する場合には、樹脂の流路末端に開口を設け、余剰な樹脂をバッファ部10dとして逃がすようにしてもよい。このようにシール部材10に抜け止部(第二の規制部)としてのバッファ部10dを設けることによって、シール部材10が枠体43aの外部方向に脱落することを防止することができる。
以上説明した通り、実施例1においては、孔45と駆動軸20aの間の環状隙間から、トナー収容器43内に収容されるトナーが、枠体43a外部に漏れることを抑制することができる。また、実施例1においては、射出成形によって枠体43aにシール部材10を一体成形することにより、突出部10aの駆動軸20aに対する侵入量の安定性を保つことができ、高いシール性を維持することができる。また、突出部10aの接触位置を駆動軸20aの揺動中心Oの近傍に設定することで、駆動軸20aに対する突出部10aの侵入量を安定させることができ、駆動軸20aの軸倒れによるシールの不安定化を抑制することができる。また、実施例1においては、シール部材10に円環状の金属を用いることが不要であるため、部品数の削減、現像装置4及びそれを備えるカートリッジの小型化を実現することができる。
(実施例2)
次に、実施例2について、図11、図12を用いて説明する。図11は、実施例2に係るシール構成を示す概略断面図である。実施例1においては、シール部材10をトナー収容器43の枠体43aに一体成形する構成をとったのに対して、実施例2においては、シール部材10を駆動部材20が有する駆動軸20aに一体成形する構成をとることを特徴とする。その他の構成及び作用については実施例1と同一なので、同一の構成部分については同一の符号を付して、その説明を省略する。
次に、実施例2について、図11、図12を用いて説明する。図11は、実施例2に係るシール構成を示す概略断面図である。実施例1においては、シール部材10をトナー収容器43の枠体43aに一体成形する構成をとったのに対して、実施例2においては、シール部材10を駆動部材20が有する駆動軸20aに一体成形する構成をとることを特徴とする。その他の構成及び作用については実施例1と同一なので、同一の構成部分については同一の符号を付して、その説明を省略する。
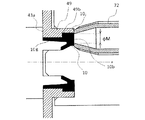
図11に示すように、シール部材10は、回転体としての駆動軸20a上に一体的に成形されている。シール部材10は、駆動軸20aと密着する基部10gと、基部10gから突出した突出部10aを有する。突出部10aは、トナー収容器43の枠体43aが備える円筒状の軸受部49の内周面に対し、一定の侵入量(侵入量)を持って撓みながら摺接している。
次に、図12を用いて、実施例2に係るシール部材を成形する工程について説明する。まず、駆動部材20に対して、図12中の矢印J方向から成形型80を挿入し突き当てる。そして、駆動部材20に設けられた注入口80cに樹脂成形装置の注入ノズル82aを当接させ、注入ノズル82aから溶融した熱可塑性エラストマ樹脂を注入する。注入された樹脂は、駆動部材20の注入経路を通り、成形型80と駆動部材20とで囲まれた空間に流し込まれる。流し込まれた樹脂は、駆動部材20の駆動軸20aの周上に回り込んだ後、軸中心に対して注入経路と対向する位置に設けられたバッファ経路10fを通り、バッファ部10eを形成する。注入後は、成形型80を図12中の矢印K方向に退避させる。このような成形方法によって、シール部材10を駆動軸20aに一体成形することができる。また、注入経路及びバッファ経路10f中に一部が形成されていることで、シール部材10は、駆動部材20から抜けにくくなっている。
実施例2においては、孔45と駆動軸20aの間の環状隙間から、トナー収容器43内に収容されるトナーが、枠体43a外部に漏れることを抑制することができる。また、実施例2においては、射出成形によって駆動軸20aにシール部材10を一体成形することにより、突出部10aの孔45の内周面に対する侵入量の安定性を保つことができ、高いシール性を維持することができる。また、突出部10aの摺動位置を駆動軸20aの揺動中心Oの近傍に設定することで、孔45の内周面に対する突出部10aの侵入量を安定させることができ、駆動軸20aの軸倒れによるシールの不安定化を抑制することができる。実施例2においては、駆動軸20aにシール部材10を一体成形しているため、駆動軸20aに対するシール部材10の突出部10aの位置決めをより精度良くおこなうことができる。したがって、突出部10aの摺動位置をより精度良く駆動軸20aの揺動中心Oの近傍に設定することができ、孔45の内周面に対する突出部10aの侵入量を安定させることが可能となる。また、実施例2においては、シール部材10に円環状の金属を用いることが不要であるため、部品数の削減、現像装置4及びそれを備えるカートリッジの小型化を実現することができる。
(実施例3)
図13乃至図15を用いて、本発明の実施例3に係るトナー収容器について説明する。図13は、実施例3に係るトナー収容器の構成を示す概略断面図である。図14は、実施例3に係るシール構成を示す概略断面図である。図15は、駆動軸を挿入する前のシール構成を示す概略断面図である。
(実施例3)
図13乃至図15を用いて、本発明の実施例3に係るトナー収容器について説明する。図13は、実施例3に係るトナー収容器の構成を示す概略断面図である。図14は、実施例3に係るシール構成を示す概略断面図である。図15は、駆動軸を挿入する前のシール構成を示す概略断面図である。
図13に示すように、トナー収容器43の枠体43aには、駆動部材20と、トナー攪拌ユニット44とが、枠体43aに設けられる孔45を介して組み付けられている。駆動部材20は、孔45を貫通する回転体としての駆動軸20aを有する。トナー攪拌ユニット44は、回転軸46と、その回転軸46に設けられる搬送部材としてのトナー攪拌シート47とを有している。回転軸46は、一端に設けられた被係合部46aに駆動軸20aの係合部20bが嵌め込まれることにより、トナー収容器43の枠体43a内に保持されている。
また、枠体43aには、孔45と中心軸が一致する円筒状の軸受部49が設けられている。そして、駆動部材20は、駆動部材20に設けられた円筒部20dの内周面20cが軸受部49の外周面49aと摺動するように設けられている。このような構成をとることによって、駆動部材20からの回転駆動力が、トナー攪拌シート47に伝達され、トナー収容器43内のトナーが感光体ドラム1上に攪拌、搬送されることなる。
次に、図14を用いて、実施例3の特徴部であるシール構成について説明する。図14に示すように、実施例3に係る環状の封止部材であるシール部材10は、孔45と中心軸が一致する中空円筒形状になっている。シール部材10は、その外周側が孔45の内周面側に固定されており、その内周側には、駆動軸20aの外周面に対して摺動自在に構成さ
れている。このような構成によって、駆動軸20aが回転した場合には、当接部である突出部10aの内周側が軸部材である駆動軸20aの外周面に接触し摺動することで、孔45の内周面と駆動軸20aの外周面との間の環状隙間を封止する。これにより、枠体43a内に収容されるトナーが枠体43a外部に漏れるのを防止している。なお、実施例3においては、駆動部材20が有する駆動軸20aが孔45を貫通する構成としたが、トナー攪拌ユニット44が有する回転軸46が孔45を貫通する構成としてもよい。この場合においては、シール部材10は、孔45の内周面と回転軸46の間の環状隙間をシールすることとなる。
れている。このような構成によって、駆動軸20aが回転した場合には、当接部である突出部10aの内周側が軸部材である駆動軸20aの外周面に接触し摺動することで、孔45の内周面と駆動軸20aの外周面との間の環状隙間を封止する。これにより、枠体43a内に収容されるトナーが枠体43a外部に漏れるのを防止している。なお、実施例3においては、駆動部材20が有する駆動軸20aが孔45を貫通する構成としたが、トナー攪拌ユニット44が有する回転軸46が孔45を貫通する構成としてもよい。この場合においては、シール部材10は、孔45の内周面と回転軸46の間の環状隙間をシールすることとなる。
次に、図15を用いて、本発明の実施例3に係るシール部材について、更に詳細に説明する。駆動軸20aが孔45に挿入されていない状態(外力が作用していない状態)において、シール部材10の突出部10aは、枠体43aの内部側から外部側に向かって全体的に縮径する構成となっている。そして、突出部10aの内周面側には、駆動軸20aの軸線Xに対して、角度θの傾きを有する螺旋状の突起部(ねじ突起部)10bが設けられている。また、この螺旋状の突起部10bによって、突起間には螺旋状の溝が形成される。突起部10bは、駆動軸20aの回転方向にたどると、枠体43aの外部から内部に向かう方向に延びる螺旋状の突起である。ここで、突出部10aにおける駆動軸20aが挿入された際の拡径方向への撓み量(突出部10a先端部の広がり量)は、シール性と駆動軸20aへの反発力の観点から、0.1〜1.5mmに設定することが好ましい。また、シール部材10の成形性の観点から、突起部10bは、ピッチPが0.3〜0.6mmであって、山の高さHが0.2〜0.6mmであって、山の角度φが50〜70°であることが好ましい。
このように突出部10aの内周に螺旋状の突起部10bを設けることで、駆動軸20aが回転すると、突出部10aの近傍にあるトナーを、枠体43aの内部方向(図14中の矢印Y1方向)に送り戻すことができる。また、本実施例のシール部材10においては、突出部10aの内周に形成された螺旋状の溝によって、枠体43aの外部と内部の間を繋ぐ流路が確保される。従って、枠体43aの内部圧力を常時大気圧と等しくすることができる。言い換えると、枠体43aの内部の圧力(空気)を枠体43aの外部に逃がすことができる。すなわち、本実施例においては、トナー漏れを防止しつつ、枠体43a内の圧力(空気)を枠体43aの外部に逃がすことができる。
次に、図16及び図17を用いて、実施例3におけるシール部材の成形工程について説明する。図16は、トナー収容器に注入金型を型締めした状態の概略断面図である。図17は、シール部材の成形時の概略断面図である。まず、図16に示すように、トナー収容器43の枠体43aの外側に設けた第一成形型70と、トナー収容器43の枠体43aの内側に設けた第二成形型71によって、枠体43aを所定の力で挟んだ状態で型締めを行う。実施例3において、枠体43aは、嵌合部70aで第一成形型70に位置決めされている。また、第一成形型70は、軸受部49端面に周状に当接しており、第二成形型71は、枠体43aの内壁に周状で当接している。
次に、図17に示すように、型締めされた状態の第一成形型70に設けられた注入口70cに樹脂成形装置の注入ノズル72を枠体43aの外側から当接させる。そして、シール部材10となる熱可塑性エラストマ樹脂を注入ノズル72から図17のY2方向に注入すると、枠体43a及び2つの成形型70、71によって形成された閉空間11に樹脂が流し込まれる。この時、樹脂を一定圧力で注入することにより、成形状態を安定化させている。この時、シール部材10には注入ノズル72によってエラストマ樹脂が注入されたところにゲート部10cが形成される。ゲート10cは、突出部10aとは異なる場所に形成される。
次に、図18を用いて、トナー攪拌ユニットと駆動部材との組み付けについて説明する。図18は、トナー攪拌ユニットと駆動部材とを組み付ける様子を示す分解斜視図である。図18に示すように、シール部材10の成形後、トナー攪拌ユニット44を矢印Y3方向にスライドさせ、所定の位置に挿入する。そして、駆動部材20を矢印Y4の方向に挿入する。そして、トナー攪拌ユニット44の回転軸46の一端に設けられた被係合部46aに駆動軸20aの係合部20bを嵌め込むことによって、トナー収容器43内にトナー攪拌ユニット44を保持する。
以上説明したように、本実施例によれば、シール部材10によって、枠体43a内の圧力(空気)を枠体43a外部に逃がすことを可能としつつ、現像剤(トナー)の漏れを防止することが可能となる。従って、従来のように、環状隙間をシールするシール部材の他に、空気孔や空気孔を塞ぐフィルターを設ける必要がない。また、従来の発砲ウレタンフォームのシール部材を用いる場合は前述したようにプレス工程による廃材が発生するが、本実施例の構成では廃材の発生を無くすことが可能である。
(実施例4)
次に、図19を用いて、実施例4に係る現像剤収容器としての廃トナー容器について説明する。図19は、実施例4に係る廃トナー容器の概略断面図である。実施例3においては、本発明におけるシール部材を現像装置4が備えるトナー収容器43に適用する場合の構成を示したが、実施例4においては、クリーニング装置6が備える廃トナー容器62に適用した場合の構成を示す。また、本適用構成は本実施例に限らず、現像装置へトナーを補給するためのトナーカートリッジ等、トナーを収納する枠体であれば適用可である。
次に、図19を用いて、実施例4に係る現像剤収容器としての廃トナー容器について説明する。図19は、実施例4に係る廃トナー容器の概略断面図である。実施例3においては、本発明におけるシール部材を現像装置4が備えるトナー収容器43に適用する場合の構成を示したが、実施例4においては、クリーニング装置6が備える廃トナー容器62に適用した場合の構成を示す。また、本適用構成は本実施例に限らず、現像装置へトナーを補給するためのトナーカートリッジ等、トナーを収納する枠体であれば適用可である。
図19に示すように、廃トナー容器62の枠体62aには、回転体としての駆動部材30と、廃トナー送りユニット63とが、枠体62aに設けられる孔65を介して組み付けられている。駆動部材30は、孔65を貫通する回転体本体部としての駆動軸30aを有する。廃トナー送りユニット63は、回転軸66と、その回転軸66に設けられる搬送部材としての廃トナー搬送部材67とを有している。回転軸66は、一端に設けられた被係合部66aに駆動軸30aの係合部30bが嵌め込まれることにより、廃トナー容器62の枠体62a内に保持されている。
また、枠体62aには、孔65と中心軸が一致する円筒状の軸受部69が設けられている。そして、駆動部材30は、駆動部材30に設けられた円筒部30eの内周面30cが軸受部69の外周面69aと摺動するように設けられている。このような構成をとることによって、駆動部材30からの回転駆動力が、廃トナー搬送部材67に伝達され、廃トナー容器62内のトナーが搬送される。
孔65の内周面と、駆動軸30aの間の環状隙間をシールするため、シール部材10が用いられる。シール部材10は、直接に枠体62aに成形され、シール部材10と枠体62aは一体的に構成されることとなる。その他の構成及び作用については実施例1、2と同様なので、その説明は省略する。
実施例4においては、孔65と駆動軸30aの間の環状隙間から、廃トナー容器62内に収容されるトナーが、枠体62a外部に漏れることを抑制することができる。また、実施例1においては、射出成形によって枠体62aにシール部材10を一体成形することにより、突出部10aの駆動軸30aに対する侵入量の安定性を保つことができ、高いシール性を維持することができる。また、突出部30aの接触位置を駆動軸30aの揺動中心Oの近傍に設定することで、駆動軸30aに対する突出部10aの侵入量を安定させることができ、駆動軸30aの軸倒れによるシールの不安定化を抑制することができる。また、実施例4においては、シール部材10に円環状の金属を用いることが不要であるため、
部品数の削減、現像装置4及びそれを備えるカートリッジの小型化を実現することができる。
部品数の削減、現像装置4及びそれを備えるカートリッジの小型化を実現することができる。
また、実施例4においては実施例3と同様に、シール部材10は、螺旋状の溝を有してもよい。このような構成をとることで、駆動軸30aが回転すると、突出部10aの近傍にあるトナーを、枠体62aの内部方向に送り戻すことができる。また、本実施例のシール部材10においては、突出部10aの内周に形成された螺旋状の溝によって、枠体62aの外部と内部の間を繋ぐ流路が確保される。従って、枠体62aの内部圧力を常時大気圧と等しくすることができる。言い換えると、枠体62aの内部の圧力(空気)を枠体62aの外部に逃がすことができる。すなわち、本実施例においては、トナー漏れを防止しつつ、枠体62a内の圧力(空気)を枠体62aの外部に逃がすことができる。
(実施例5)
次に、図20乃至図22を用いて、実施例5に係るシール構成について説明する。図20は、実施例4に係るシール構成の概略を説明する図であり、図20(a)はシール構成の概略断面図、図20(b)はシール構成の概略斜視図である。図21は、実施例5に係るシール構成の概略断面図である。図22は、シール構成の一例の概略斜視図である。
次に、図20乃至図22を用いて、実施例5に係るシール構成について説明する。図20は、実施例4に係るシール構成の概略を説明する図であり、図20(a)はシール構成の概略断面図、図20(b)はシール構成の概略斜視図である。図21は、実施例5に係るシール構成の概略断面図である。図22は、シール構成の一例の概略斜視図である。
上述したように、実施例1に係るシール構成においては、シール部材10と軸受突起部49とが周面同士で密着する構成をとっている。このような構成においては、密着力が弱いと、リップ部10aと駆動軸20a間の摺動抵抗に負けて、シール部材10の基部10gが軸受突起部49から剥離してしまう場合がある。特に、リップ部10aと駆動軸20aとのしめしろ量Zが大きい場合や駆動軸20aが偏芯した場合においては、リップ部10aの駆動軸20aに対する緊迫力の上昇等により摺動抵抗が上昇し、シール部材10が軸受突起部49から剥離し易い。この問題に対して、実施例1においては、シール部材10と軸孔突起部49との密着力を上げる方法として材料の選択や成形条件を最適化することで対応した。
一方、実施例5においては、図20に示すように、軸受突起部49の内周面(軸孔の内周面)においてシール部材10が成形される領域に、駆動部材20の回転方向と直交する方向に沿って延びるように設けられる溝49bを複数箇所設ける構成を採用した。このような構成により、シール部材10の材料としての樹脂を注入すると溝49bに樹脂が流れ込み、基部10gから外側に突出した回転止め部10jが形成される。この回転止め部10jにより、軸受突起部49への密着力(抗力)を稼ぐことができるため、シール部材10が、軸受突起部49から剥離してしまうことを抑制することができる。また、シール部材10が剥離した後に駆動軸20aと共に連れ回ってしまうことを抑制することができる。なお、溝49bは、駆動部材20の回転方向と直交する方向に沿って延びるように設けられるものに限らず、斜交する方向に延びるように設けられるものでも良い。また、回転止め部10jの構造としては、軸受突起部49内周面に溝を設ける構成に限られない。シール部材10が軸受突起部49から剥離すること及び駆動軸20aと共に連れ回ってしまうことを抑制する抵抗力を、シール部材と軸受突起部49との間に発生させることができる凹凸形状であれば、種々の形状を採用することができる。例えば、駆動部材20の回転方向と直交又は斜交する方向に沿って延びるように設けられる突起を設ける構成でも良い。また、ディンプル形状やボス形状等の突起を設ける、又は軸受突起部49内周断面を多角形断面にする等の構成でも良い。また、上記溝又は突起を含む凹凸部は、数が多く凹凸量が大きい程効果的である。さらに、軸受突起部49の軸方向における凹凸部の設置範囲は、一部でも全域に設けても良いが、少なくともリップ部の根元10a1近辺に設けると効果的である。
また、シール部材10は狭隘な領域内で成形することが求められるため、注入ノズル7
2のゲート径φMも小さいものに制限されることとなる。そこで、図21に示すように、溝部49bとゲート部10b(シール部材10の注入部)の位置を軸方向から見た同一箇所に配置する。すなわち、円筒状のシール部材10の形成空間において径方向の幅が最も大きくなる箇所に注入ノズル72を配置する。こうすることで、ゲート径φMを大きく確保することができる。そのため、樹脂注入時の流動性を損なうことなく、また、注入圧もシール部材10に十分かけることが出来るため、軸受突起部49内周面への密着力が向上すると共に成形精度を上げることも可能となる。また、基部10gの端面において回転止め部10jが設けられた領域にゲート部10bを配置する構成とすることから、シール部材10の小型化が可能となる。すなわち、ゲート径φMに合わせて基部10gに幅の広くなる部分を別途形成したり、基部10g自体の寸法をゲート径φMに合わせて大きくしたりする必要がない。
2のゲート径φMも小さいものに制限されることとなる。そこで、図21に示すように、溝部49bとゲート部10b(シール部材10の注入部)の位置を軸方向から見た同一箇所に配置する。すなわち、円筒状のシール部材10の形成空間において径方向の幅が最も大きくなる箇所に注入ノズル72を配置する。こうすることで、ゲート径φMを大きく確保することができる。そのため、樹脂注入時の流動性を損なうことなく、また、注入圧もシール部材10に十分かけることが出来るため、軸受突起部49内周面への密着力が向上すると共に成形精度を上げることも可能となる。また、基部10gの端面において回転止め部10jが設けられた領域にゲート部10bを配置する構成とすることから、シール部材10の小型化が可能となる。すなわち、ゲート径φMに合わせて基部10gに幅の広くなる部分を別途形成したり、基部10g自体の寸法をゲート径φMに合わせて大きくしたりする必要がない。
実施例5においては、シール部材10をトナー収容器の枠体43aに一体成形する構成とした。しかし、図22に示すように、実施例2のようにシール部材10を駆動部材20が有する駆動軸20aに一体成形する構成で、駆動軸20aの外周面であってシール部材10が成形される領域に溝20eを設ける構成でも良い。その他の構成及び作用については実施例1乃至3と同様なので、その説明は省略する。なお、さらにシール部材10と軸受突起部49との密着力を上げる方法として、シール部材10の材質を枠体43a(被成形物)と同種類にすることや、射出成形時の樹脂温度を上げること等がある。
10…シール部材、20a…回転体、43…現像剤収納容器、43a…枠体、
45…孔、70…第一成形型、71…第二成形型
45…孔、70…第一成形型、71…第二成形型
Claims (8)
- 孔が設けられる枠体と、
前記枠体に配置される回転可能な回転体と、
前記孔の内周面と前記回転体の外周面との間の隙間を封止するシール部材と、
を有する現像剤を収容する現像剤収容器の製造方法において、
前記枠体の外側に第一成形型、前記枠体の内側に第二成形型、を配置し、前記枠体の前記孔と、前記第一成形型と、前記第二成形型と、で形成される空間を形成する第一の工程と、
前記空間にエラストマ樹脂を注入し、前記枠体に前記シール部材を射出形成する第二の工程と、
前記シール部材を介して前記枠体の前記孔を貫通するように前記回転体を前記枠体に組み付ける第三の工程と、
を備えることを特徴とする現像剤収容器の製造方法。 - 前記第二の工程において、前記枠体と係合して前記孔の軸線方向に前記シール部材が移動するのを規制する規制部を有する前記シール部材を形成することを特徴とする請求項1に記載の現像剤収容器の製造方法。
- 前記第二の工程において、前記枠体に射出成形する際に形成されるゲート部を前記規制部に設けたことを特徴とする請求項2に記載の現像剤収容器の製造方法。
- 前記第二の工程において、前記回転体の外周面から突出し、前記孔の内周面に接触する突出部を有する前記シール部材を形成することを特徴とする請求項1ないし3のいずれか一項に記載の現像剤収容器の製造方法。
- 孔が設けられる枠体と、
前記枠体に配置される回転可能な回転体と、
前記孔の内周面と前記回転体の外周面との間の隙間を封止するシール部材と、
を有するプロセスカートリッジの製造方法において、
前記枠体の外側に第一成形型、前記枠体の内側に第二成形型、を配置し、前記枠体の前記孔と、前記第一成形型と、前記第二成形型と、で形成される空間を形成する第一の工程と、
前記空間にエラストマ樹脂を注入し、前記枠体に前記シール部材を射出形成する第二の工程と、
前記シール部材を介して前記枠体の前記孔を貫通するように前記回転体を前記枠体に組み付ける第三の工程と、
を備えることを特徴とするプロセスカートリッジの製造方法。 - 前記第二の工程において、前記枠体と係合して前記孔の軸線方向に前記シール部材が移動するのを規制する規制部を有する前記シール部材を形成することを特徴とする請求項5に記載のプロセスカートリッジの製造方法。
- 前記第二の工程において、前記枠体に射出成形する際に形成されるゲート部を前記規制部に設けたことを特徴とする請求項6に記載のプロセスカートリッジの製造方法。
- 前記第二の工程において、前記回転体の外周面から突出し、前記孔の内周面に接触する突出部を有する前記シール部材を形成することを特徴とする請求項5ないし7のいずれか一項に記載のプロセスカートリッジの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014245177A JP5832626B2 (ja) | 2011-11-09 | 2014-12-03 | 現像剤収容器の製造方法、及び、プロセスカートリッジの製造方法 |
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011245732 | 2011-11-09 | ||
| JP2011245735 | 2011-11-09 | ||
| JP2011245735 | 2011-11-09 | ||
| JP2011245732 | 2011-11-09 | ||
| JP2011271209 | 2011-12-12 | ||
| JP2011271209 | 2011-12-12 | ||
| JP2014245177A JP5832626B2 (ja) | 2011-11-09 | 2014-12-03 | 現像剤収容器の製造方法、及び、プロセスカートリッジの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014001825A Division JP5661954B2 (ja) | 2011-11-09 | 2014-01-08 | 現像剤収容器、及び、プロセスカートリッジ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015064600A JP2015064600A (ja) | 2015-04-09 |
| JP5832626B2 true JP5832626B2 (ja) | 2015-12-16 |
Family
ID=50785828
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014001825A Expired - Fee Related JP5661954B2 (ja) | 2011-11-09 | 2014-01-08 | 現像剤収容器、及び、プロセスカートリッジ |
| JP2014245177A Active JP5832626B2 (ja) | 2011-11-09 | 2014-12-03 | 現像剤収容器の製造方法、及び、プロセスカートリッジの製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014001825A Expired - Fee Related JP5661954B2 (ja) | 2011-11-09 | 2014-01-08 | 現像剤収容器、及び、プロセスカートリッジ |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP5661954B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6528481B2 (ja) * | 2015-03-16 | 2019-06-12 | 富士ゼロックス株式会社 | 現像剤の収容体および画像形成装置 |
| CN108107694B (zh) * | 2016-11-15 | 2021-09-03 | 纳思达股份有限公司 | 处理盒 |
| EP3444680B1 (en) * | 2017-02-24 | 2024-05-22 | Kyocera Document Solutions Inc. | Movable body reciprocating mechanism, cleaning mechanism, optical scanning device and image forming apparatus |
| JP7089738B2 (ja) * | 2018-04-27 | 2022-06-23 | 株式会社横井製作所 | 軸受け部材 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04372966A (ja) * | 1991-06-21 | 1992-12-25 | Canon Inc | 現像剤シール装置 |
| JP2000320684A (ja) * | 1999-05-14 | 2000-11-24 | Bando Chem Ind Ltd | シール摺動部材用樹脂組成物及びこれを用いたシール摺動部材 |
| JP4105370B2 (ja) * | 2000-06-02 | 2008-06-25 | Ntn株式会社 | ローラ支持用軸受装置 |
| JP3814524B2 (ja) * | 2001-11-27 | 2006-08-30 | キヤノン株式会社 | 粉体収納容器及びこれを備えた現像装置並びに電子写真画像形成装置 |
| JP3962863B2 (ja) * | 2002-11-27 | 2007-08-22 | スターライト工業株式会社 | トナー容器の回転軸のシール方法 |
| JP5504941B2 (ja) * | 2010-02-08 | 2014-05-28 | 富士ゼロックス株式会社 | 軸受兼用シール部材及びこれを用いた現像装置、画像形成装置 |
| JP4893871B1 (ja) * | 2011-08-08 | 2012-03-07 | 富士ゼロックス株式会社 | 軸受兼用シール部材並びにこれを用いた現像装置および画像形成装置 |
-
2014
- 2014-01-08 JP JP2014001825A patent/JP5661954B2/ja not_active Expired - Fee Related
- 2014-12-03 JP JP2014245177A patent/JP5832626B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015064600A (ja) | 2015-04-09 |
| JP5661954B2 (ja) | 2015-01-28 |
| JP2014081654A (ja) | 2014-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5456142B2 (ja) | 現像剤収容器、及び、プロセスカートリッジ | |
| JP5832626B2 (ja) | 現像剤収容器の製造方法、及び、プロセスカートリッジの製造方法 | |
| JP2009162854A (ja) | 現像装置、プロセスユニット及び画像形成装置 | |
| JP5504941B2 (ja) | 軸受兼用シール部材及びこれを用いた現像装置、画像形成装置 | |
| US10322580B2 (en) | Frame, cartridge, image forming apparatus, and method for manufacturing frame | |
| JP4780163B2 (ja) | イメージングユニット及び画像形成装置 | |
| JP4893871B1 (ja) | 軸受兼用シール部材並びにこれを用いた現像装置および画像形成装置 | |
| KR102069978B1 (ko) | 현상 장치 | |
| JP6953262B2 (ja) | 枠体、現像ユニット及び枠体の製造方法 | |
| US20180120754A1 (en) | Cleaning apparatus and process cartridge | |
| US10444701B2 (en) | Image forming apparatus | |
| JP4645630B2 (ja) | 現像装置、プロセスユニットおよび画像形成装置 | |
| JP2017083538A (ja) | 現像剤収容装置 | |
| JP6156066B2 (ja) | カートリッジ | |
| US9519240B1 (en) | Developing device, assembly, and image forming apparatus | |
| JP2007183312A (ja) | 現像装置、画像形成装置、画像形成システム、帯電部材の製造方法、及び、シール部材の製造方法 | |
| JP7331195B2 (ja) | 現像装置 | |
| US9291946B2 (en) | Developing device having overlapping seal members, and process cartridge | |
| JPH04322273A (ja) | 現像剤シール装置 | |
| JP2011008299A (ja) | 現像装置、プロセスユニットおよび画像形成装置 | |
| KR20190038360A (ko) | 현상 장치 및 화상 형성 장치 | |
| JP2007065433A (ja) | ロータリー型現像装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150929 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151027 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5832626 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |