JP5820249B2 - プラズマアーク溶接方法及びプラズマアーク溶接装置 - Google Patents
プラズマアーク溶接方法及びプラズマアーク溶接装置 Download PDFInfo
- Publication number
- JP5820249B2 JP5820249B2 JP2011251738A JP2011251738A JP5820249B2 JP 5820249 B2 JP5820249 B2 JP 5820249B2 JP 2011251738 A JP2011251738 A JP 2011251738A JP 2011251738 A JP2011251738 A JP 2011251738A JP 5820249 B2 JP5820249 B2 JP 5820249B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- pulse
- plasma arc
- current
- frequency
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K10/00—Welding or cutting by means of a plasma
- B23K10/02—Plasma welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K10/00—Welding or cutting by means of a plasma
- B23K10/006—Control circuits therefor
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Arc Welding In General (AREA)
- Arc Welding Control (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Description
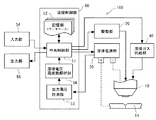
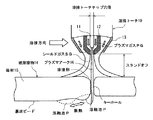
11…タングステン電極
12…溶接トーチチップ
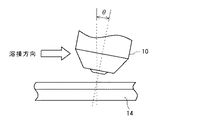
10…溶接トーチ
13…シールドキャップ
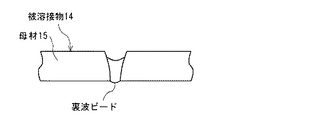
14…被溶接物
15…母材
16…プラズマアーク
20…駆動部
30…溶接電源部
40…溶接ガス供給部
50…溶接制御部
51…中央制御部
52…記憶部(データベース)
53…出力電圧計測部
54…入力部
55…出力部
56…溶接電圧周波数解析部
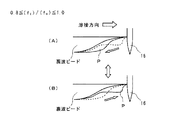
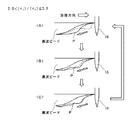
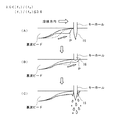
P…溶融池
PG…プラズマガス
SG…シールドガス
Claims (5)
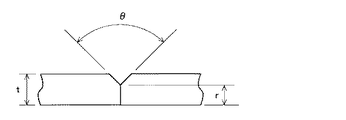
- 被溶接物の溶接部にプラズマアークによるキーホールを形成しながら当該溶接部を連続溶接するプラズマアーク溶接方法であって、
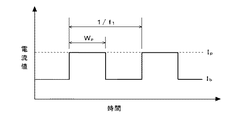
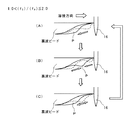
溶接電流にパルス電流を用いると共に、当該パルス電流のパルス周波数を前記溶接時に母材裏側に形成される溶融池が同期する周波数に制御して溶接するに際し、
前記パルス電流のパルス周波数を前記溶融池の固有振動数の0.8倍以上3.0倍以下になるように制御することを特徴とするプラズマアーク溶接方法。 - 請求項1に記載のプラズマアーク溶接方法において、
前記パルス電流のパルス周波数と共に、前記パルス電流のピークまたはベース電流値あるいはパルス幅を制御することを特徴とするプラズマアーク溶接方法。 - 被溶接物の溶接部にプラズマアークによるキーホールを形成しながら当該溶接部を連続溶接するプラズマアーク溶接方法であって、
溶接電流にパルス電流を用いると共に、当該パルス電流のパルス周波数を前記溶接時に母材裏側に形成される溶融池が同期する周波数に制御して溶接するに際し、
前記パルス電流のパルス周波数を前記溶融池の固有振動数の1.0倍以上2.0倍以下になるように制御することを特徴とするプラズマアーク溶接方法。 - 請求項3に記載のプラズマアーク溶接方法において、
前記パルス電流のパルス周波数と共に、前記パルス電流のピークまたはベース電流値あるいはパルス幅を制御することを特徴とするプラズマアーク溶接方法。 - プラズマアークを発生する溶接トーチを用いて被溶接物の溶接部にキーホールを形成しながら当該溶接部を連続溶接するプラズマアーク溶接装置であって、
前記溶接電流としてパルス電流を供給するパルス電流供給手段と、当該パルス電流のパルス周波数を前記溶融池の固有振動数の0.8倍以上3.0倍以下になるように制御するパルス周波数制御手段とを備えたことを特徴とするプラズマアーク溶接装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011251738A JP5820249B2 (ja) | 2011-11-17 | 2011-11-17 | プラズマアーク溶接方法及びプラズマアーク溶接装置 |
| RU2014123729/02A RU2579851C2 (ru) | 2011-11-17 | 2012-11-16 | Способ плазменно-дуговой сварки и устройство для плазменно-дуговой сварки |
| US14/358,655 US9375802B2 (en) | 2011-11-17 | 2012-11-16 | Plasma arc welding method and plasma arc welding device |
| PCT/JP2012/079746 WO2013073655A1 (ja) | 2011-11-17 | 2012-11-16 | プラズマアーク溶接方法及びプラズマアーク溶接装置 |
| CN201280056461.XA CN103945974B (zh) | 2011-11-17 | 2012-11-16 | 等离子弧焊方法以及等离子弧焊装置 |
| EP12849073.7A EP2781293B1 (en) | 2011-11-17 | 2012-11-16 | Plasma arc welding method and plasma arc welding device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011251738A JP5820249B2 (ja) | 2011-11-17 | 2011-11-17 | プラズマアーク溶接方法及びプラズマアーク溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013107086A JP2013107086A (ja) | 2013-06-06 |
| JP5820249B2 true JP5820249B2 (ja) | 2015-11-24 |
Family
ID=48429708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011251738A Active JP5820249B2 (ja) | 2011-11-17 | 2011-11-17 | プラズマアーク溶接方法及びプラズマアーク溶接装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9375802B2 (ja) |
| EP (1) | EP2781293B1 (ja) |
| JP (1) | JP5820249B2 (ja) |
| CN (1) | CN103945974B (ja) |
| RU (1) | RU2579851C2 (ja) |
| WO (1) | WO2013073655A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170120365A1 (en) * | 2015-10-29 | 2017-05-04 | Lincoln Global, Inc. | System and method of communicating in a welding system over welding power cables |
| CN111602471A (zh) * | 2018-01-23 | 2020-08-28 | 株式会社富士 | 等离子体发生装置和信息处理方法 |
| CN112091429A (zh) * | 2020-08-21 | 2020-12-18 | 广东省科学院中乌焊接研究所 | 一种铝合金焊接方法 |
| US12447641B2 (en) * | 2021-05-03 | 2025-10-21 | The Gillette Company Llc | Welded razor blade assemblies |
| CN117206638B (zh) * | 2023-09-19 | 2025-04-01 | 中国核工业第五建设有限公司 | 一种复合tig焊接方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4595820A (en) * | 1982-10-22 | 1986-06-17 | The Ohio State University | Apparatus and methods for controlling a welding process |
| JPS6027473A (ja) | 1983-07-26 | 1985-02-12 | Mitsubishi Heavy Ind Ltd | プラズマ溶接法 |
| US4711986A (en) * | 1986-11-24 | 1987-12-08 | General Electric Company | Method and apparatus for measuring weld penetration in an arc welding process |
| SU1558603A1 (ru) * | 1987-04-15 | 1990-04-23 | Сибирский автомобильно-дорожный институт им.В.В.Куйбышева | Способ сварки в среде защитных газов неплав щимс электродом |
| US5225654A (en) * | 1992-07-15 | 1993-07-06 | The Babcock & Wilcox Company | Method for defect free keyhole plasma arc welding |
| JP3018807B2 (ja) * | 1993-01-20 | 2000-03-13 | トヨタ自動車株式会社 | 消耗電極式パルスアーク溶接装置 |
| JPH07214330A (ja) | 1994-02-07 | 1995-08-15 | Kobe Steel Ltd | 横向きプラズマアーク溶接方法 |
| US5506384A (en) * | 1994-04-21 | 1996-04-09 | Kabushiki Kaisha Komatsu Seisakusho | Plasma arc cutting machine with variable constant current source and variable resistor |
| JPH0839259A (ja) | 1994-07-29 | 1996-02-13 | Kobe Steel Ltd | ガスパルスプラズマ溶接方法 |
| JP3327457B2 (ja) * | 1997-09-26 | 2002-09-24 | トヨタ自動車株式会社 | パルスアーク溶接方法 |
| UA43424C2 (uk) * | 1998-02-26 | 2001-12-17 | Інститут Електрозварювання Ім. Є.О. Патона Нан України | Спосіб дугового зварювання плавким електродом в середовищі захисних газів |
| JP3681964B2 (ja) * | 2000-08-02 | 2005-08-10 | ダイハツ工業株式会社 | アーク溶接方法とアーク溶接装置 |
| JP2002178177A (ja) | 2000-12-07 | 2002-06-25 | Babcock Hitachi Kk | レーザビーム溶接装置 |
| US6977357B2 (en) * | 2003-07-09 | 2005-12-20 | Lincoln Global, Inc. | Welding wire positioning system |
| JP2007152399A (ja) * | 2005-12-06 | 2007-06-21 | Mitsubishi Heavy Ind Ltd | 溶接方法 |
| JP5124765B2 (ja) * | 2006-08-30 | 2013-01-23 | 独立行政法人国立高等専門学校機構 | 電磁力を用いた溶接方法及び溶接装置 |
| RU2343651C1 (ru) * | 2007-06-13 | 2009-01-10 | Государственное Научное Учреждение "Институт Физики Имени Б.И. Степанова Национальной Академии Наук Беларуси" | Импульсно-периодический плазмотрон |
| US8324524B2 (en) * | 2008-03-26 | 2012-12-04 | Taiyo Nippon Sanso Corporation | Plasma welding process and outer gas for use in the plasma welding process |
| JP2010172958A (ja) * | 2009-02-02 | 2010-08-12 | Daihen Corp | プラズマgma溶接方法 |
| JP2010207875A (ja) * | 2009-03-11 | 2010-09-24 | Panasonic Corp | 複合溶接装置 |
| JP5558881B2 (ja) * | 2010-03-29 | 2014-07-23 | 株式会社ダイヘン | プラズマミグ溶接方法 |
-
2011
- 2011-11-17 JP JP2011251738A patent/JP5820249B2/ja active Active
-
2012
- 2012-11-16 EP EP12849073.7A patent/EP2781293B1/en not_active Not-in-force
- 2012-11-16 CN CN201280056461.XA patent/CN103945974B/zh not_active Expired - Fee Related
- 2012-11-16 WO PCT/JP2012/079746 patent/WO2013073655A1/ja not_active Ceased
- 2012-11-16 RU RU2014123729/02A patent/RU2579851C2/ru not_active IP Right Cessation
- 2012-11-16 US US14/358,655 patent/US9375802B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| RU2579851C2 (ru) | 2016-04-10 |
| US9375802B2 (en) | 2016-06-28 |
| RU2014123729A (ru) | 2015-12-27 |
| JP2013107086A (ja) | 2013-06-06 |
| EP2781293A1 (en) | 2014-09-24 |
| WO2013073655A1 (ja) | 2013-05-23 |
| US20140312012A1 (en) | 2014-10-23 |
| EP2781293B1 (en) | 2018-04-11 |
| EP2781293A4 (en) | 2015-09-02 |
| CN103945974B (zh) | 2017-02-22 |
| CN103945974A (zh) | 2014-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5820249B2 (ja) | プラズマアーク溶接方法及びプラズマアーク溶接装置 | |
| Zhang et al. | Arc characteristics and metal transfer behavior in narrow gap gas metal arc welding process | |
| JP2005118872A (ja) | パルスアーク溶接の出力制御方法及びアーク長揺動パルスアーク溶接の出力制御方法 | |
| KR101991608B1 (ko) | 수평 필릿 용접 방법, 수평 필릿 용접 시스템 및 프로그램 | |
| JP2013107087A (ja) | プラズマアーク溶接のモニタリング方法及びプラズマアーク溶接装置 | |
| JP2015501727A (ja) | 直流電極マイナス回転式アーク溶接方法およびシステム | |
| e Silva et al. | Effect of dynamic wire in the GTAW process | |
| CN101269433B (zh) | 双电极电弧焊接的起弧控制方法 | |
| CN105722629A (zh) | 用于自动调整焊炬高度的系统和方法 | |
| KR101991607B1 (ko) | 수평 필렛 용접 방법, 수평 필렛 용접 시스템 및 프로그램 | |
| JP3089060B2 (ja) | 自動溶接装置 | |
| JP2019150857A (ja) | ワーク姿勢調整方法、造形物の製造方法及び製造装置 | |
| JP5820248B2 (ja) | プラズマアーク溶接方法及びプラズマアーク溶接装置 | |
| CN103687688B (zh) | 一种操作焊接电源的方法和焊接电源 | |
| CN201950346U (zh) | 窄间隙双丝mig/mag焊接装置 | |
| JP2011110604A (ja) | パルスアーク溶接方法及び溶接装置 | |
| JP2010214462A (ja) | アーク溶接装置 | |
| Karimi et al. | Processing characteristics of Ni-WC MMC weld cladding by various types of GMAW | |
| JP2008105095A (ja) | パルスアーク溶接の出力制御方法 | |
| Zheng et al. | A novel control approach for the droplet detachment in rapid prototyping by 3D welding | |
| Saraev et al. | The development and practical application of adaptive pulse-arc welding in the manufacturing and repair of metal structures responsible function | |
| JP2009233739A (ja) | 溶接方法及び溶接装置 | |
| JP2010179353A (ja) | ガスシールドアーク溶接方法 | |
| JP2007210019A (ja) | 溶接装置、溶接方法 | |
| JP4638246B2 (ja) | 歪取り装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150519 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150721 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150915 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151002 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5820249 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |