JP5772806B2 - 太陽電池部材用フェライト系ステンレス鋼板およびその製造方法 - Google Patents
太陽電池部材用フェライト系ステンレス鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP5772806B2 JP5772806B2 JP2012276320A JP2012276320A JP5772806B2 JP 5772806 B2 JP5772806 B2 JP 5772806B2 JP 2012276320 A JP2012276320 A JP 2012276320A JP 2012276320 A JP2012276320 A JP 2012276320A JP 5772806 B2 JP5772806 B2 JP 5772806B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- stainless steel
- solar cell
- concentration
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910001220 stainless steel Inorganic materials 0.000 title claims description 111
- 238000004519 manufacturing process Methods 0.000 title claims description 35
- 238000010438 heat treatment Methods 0.000 claims description 45
- 229910000831 Steel Inorganic materials 0.000 claims description 37
- 239000010959 steel Substances 0.000 claims description 37
- 238000005097 cold rolling Methods 0.000 claims description 17
- 239000002344 surface layer Substances 0.000 claims description 14
- 239000011261 inert gas Substances 0.000 claims description 12
- 239000000203 mixture Substances 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 6
- 229910052757 nitrogen Inorganic materials 0.000 claims description 5
- 229910052710 silicon Inorganic materials 0.000 claims description 5
- 229910052698 phosphorus Inorganic materials 0.000 claims description 4
- 229910052717 sulfur Inorganic materials 0.000 claims description 4
- 239000010408 film Substances 0.000 description 71
- 239000010410 layer Substances 0.000 description 65
- 239000000758 substrate Substances 0.000 description 53
- 230000007797 corrosion Effects 0.000 description 50
- 238000005260 corrosion Methods 0.000 description 50
- 239000010935 stainless steel Substances 0.000 description 42
- 230000031700 light absorption Effects 0.000 description 39
- 238000000034 method Methods 0.000 description 25
- 239000010409 thin film Substances 0.000 description 20
- 239000000463 material Substances 0.000 description 19
- 239000007789 gas Substances 0.000 description 15
- 230000008569 process Effects 0.000 description 13
- 238000012545 processing Methods 0.000 description 13
- 238000009826 distribution Methods 0.000 description 12
- 230000007423 decrease Effects 0.000 description 10
- 238000000682 scanning probe acoustic microscopy Methods 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- 238000012360 testing method Methods 0.000 description 7
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 6
- 238000006243 chemical reaction Methods 0.000 description 6
- 239000001301 oxygen Substances 0.000 description 6
- 229910052760 oxygen Inorganic materials 0.000 description 6
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000011888 foil Substances 0.000 description 5
- 230000007774 longterm Effects 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- 229910021419 crystalline silicon Inorganic materials 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 238000004544 sputter deposition Methods 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 239000010960 cold rolled steel Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000010248 power generation Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 238000005464 sample preparation method Methods 0.000 description 2
- 238000001228 spectrum Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 229910021417 amorphous silicon Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000002096 quantum dot Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000005341 toughened glass Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Heat Treatment Of Sheet Steel (AREA)
- Photovoltaic Devices (AREA)
Description
そして、特許文献1で提案された技術によると、例えば光吸収層成膜時のような450〜650℃の高温プロセスにおいても、ステンレス材(基板)の変形を抑制し、Mo層からなる裏面電極や光吸収層であるCIGS薄膜の基板からの剥離を抑制することができる。
以上のような効果が得られる理由については、必ずしも明確ではないが、本発明者ら次のように考えている。
>62(質量%)… (1)
すなわち、酸化皮膜直下のCr濃度を低下させないようにすることで優れた耐食性を維持できることは勿論のこと、酸化皮膜直下のCr濃度が低い場合であっても、酸化皮膜中のCr濃度を上記(1)式を満たすように制御することで、優れた耐食性を維持できることを見出した。
[1] 質量%で、C:0.12%以下、Si:1.0%以下、Mn:1.0%以下、S:0.030%以下、P:0.050%以下、Cr:14%以上18%以下、N:0.06%以下を含有し、残部はFeおよび不可避的不純物からなる組成を有し、鋼板表層部の酸化皮膜中のCr濃度と、前記酸化皮膜直下のCr濃度が、下記(1)式を満足することを特徴とする太陽電池部材用フェライト系ステンレス鋼板。
記
(酸化皮膜中のCr濃度(質量%))+3×(酸化皮膜直下のCr濃度(質量%))
>62(質量%)… (1)
本発明の太陽電池部材用フェライト系ステンレス鋼板は、質量%でCr:14%以上18%以下を含有し、鋼板表層部の酸化皮膜中のCr濃度と、前記酸化皮膜直下のCr濃度が、以下の(1)式を満足することを特徴とする。
(酸化皮膜中のCr濃度(質量%))+3×(酸化皮膜直下のCr濃度(質量%))
>62(質量%)… (1)
本発明の太陽電池部材用フェライト系ステンレス鋼板は、Crを質量%で14%以上18%以下含有する。
Crは、ステンレス鋼板に耐食性を付与するうえで必須の元素である。Cr含有量が質量%で14%未満では、太陽電池モジュールの長時間使用に耐え得る耐食性を確保することができない。そのため、基板やバックシートに適用した場合、太陽電池モジュールの長期使用時に基板等の腐食が問題となる。また、基本的にCr含有量が高いほど耐食性は向上し、Cr含有量が18%を超えるフェライト系ステンレス鋼板では、580℃以上720℃以下の範囲で熱処理を施した場合でも、酸化皮膜直下のCr濃度低下に起因する耐食性劣化は起こり難い。したがって、本発明では、熱処理による耐食性の劣化が生じ易いフェライト系ステンレス鋼板、すなわちCr含有量が質量%で18%以下のフェライト系ステンレス鋼板を対象とする。
>62(質量%)… (1)
フェライト系ステンレス鋼板に、580℃以上の高温熱処理を施すと、鋼板最表層にCrの酸化皮膜が形成され、酸化皮膜直下に鋼板母材と比較してCr濃度が低下した領域が形成される。そして、上記熱処理後のフェライト系ステンレス鋼板の板厚方向のCr濃度分布は、図3(a)に例示するような分布となる。図3(a)に示すように、熱処理後のフェライト系ステンレス鋼板では、酸化皮膜において鋼板母材よりもCr濃度が高くなる。一方、酸化皮膜直下ではCr濃度が大幅に低下し、この酸化皮膜直下におけるCr濃度の低下がフェライト系ステンレス鋼板の耐食性劣化の主たる原因となる。
図3(b)に、AESを用いて熱処理後のフェライト系ステンレス鋼板の板厚方向のCr濃度分布を測定した一例を示す。
本発明では、AESを用いて熱処理後のフェライト系ステンレス鋼板の最表面から深さ(板厚方向)90nmまでの領域のCr濃度分布とO(酸素)濃度分布を測定する。そして、本発明では、前記領域のうちO(酸素)濃度が1mass%以上である領域におけるCr濃度の最大値を「酸化皮膜中のCr濃度」とする。また、本発明では、フェライト系ステンレス鋼板の最表面から深さ(板厚方向)90nmまでの領域のうち、前記最大値が測定された位置よりも板厚中央側の領域におけるCr濃度の最小値を「酸化皮膜直下のCr濃度」とする。
Cは、鋼中のCrと結合してステンレス鋼板の耐食性の低下をもたらすため、その含有量が低いほど望ましい。但し、C含有量が0.12%以下であれば耐食性を著しく低下させることはないため、C含有量は0.12%以下が好ましい。より好ましくは0.045%以下である。
Siは、脱酸に用いる元素であるが、過剰に含有されるとステンレス鋼板の延性の低下をもたらす場合がある。したがって、Si含有量は2.5%以下が好ましい。より好ましくは1.0%以下である。
Mnは、鋼中のSと結合してMnSを形成し、ステンレス鋼板の耐食性を低下させる場合がある。したがって、Mn含有量は1.0%以下が好ましい。より好ましくは0.8%以下である。
上述のとおり、Sは、Mnと結合してMnSを形成し、ステンレス鋼板の耐食性を低下させる。したがって、S含有量は0.030%以下が好ましい。より好ましくは0.008%以下である。
Pは、ステンレス鋼板の延性の低下をもたらすため、低いほど望ましいが、その含有量が0.050%以下であれば延性を著しく低下させることはない。したがって、P含有量は0.050%以下が好ましい。より好ましくは0.040%以下である。
先述のとおり、Crはステンレス鋼板の耐食性を確保するうえで必須の元素であり、本発明ではCr含有量を14%以上18%以下とする。好ましくは15%以上17%以下である。
Nは、鋼中のCrと結合して、ステンレス鋼板の耐食性の低下をもたらす。そのため、N含有量は低いほど望ましいが、0.06%以下であれば耐食性を著しく低下させることはない。したがって、N含有量は0.06%以下が好ましい。より好ましくは0.015%以下である。
Alは、脱酸に用いられる元素であり、脱酸効果を得るためにはAl含有量を0.001%以上とすることが好ましい。但し、Al含有量が過剰になると、ステンレス鋼板の延性の低下をもたらす場合がある。したがって、Al含有量は0.20%以下が好ましい。より好ましくは0.15%以下である。
本発明の太陽電池部材用フェライト系ステンレス鋼板の製造方法は、質量%でCr:14%以上18%以下を含有するフェライト系ステンレス鋼板に、最終の冷間圧延を施した後、露点−70℃以上−40℃以下に調整した不活性ガス雰囲気中において、580℃以上720℃以下の温度域に加熱し、該温度域における滞留時間を5秒以上とする熱処理を施すことを特徴とする。
しかしながら、上記熱処理では、必ずしも前記(1)式を満足して太陽電池モジュールの長時間使用に耐え得る十分な耐食性を備えたフェライト系ステンレス鋼板は得られない。
フェライト系ステンレス鋼板表層の酸化皮膜中Cr濃度と、酸化皮膜直下のCr濃度を、前記(1)式を満足するように制御し、所望の耐食性を付与するためには、上記熱処理を施す際に雰囲気ガスの露点と熱処理時間を最適化することが必須となる。
雰囲気ガスの露点が−40℃を超えると、熱処理炉内の酸素分圧が上昇して、フェライト系ステンレス鋼板中に含有されるCrが過度に酸化され易くなり、耐食性が劣化する。一方、雰囲気ガスの露点が−70℃を下回ると、露点を安定して制御することが困難となる。したがって、雰囲気ガスの露点を−40℃以下−70℃以上とすることが極めて重要である。なお、好ましくは−50℃以下−70℃以上である。
フェライト系ステンレス鋼板を高温に加熱すると、鋼板表層にCrの酸化皮膜が形成される。そして、この酸化皮膜の形成に伴い、酸化皮膜直下にはCr濃度が低下した領域が形成される。ここで、580℃以上720℃以下の温度域における滞留時間が5秒未満であると、鋼板母材からのCrの拡散が間に合わず、酸化皮膜直下のCr濃度が低下するうえ、酸化皮膜中にも十分なCr量を取り込むことができない。すなわち、上記滞留時間が5秒未満であると、Cr濃度を前記(1)式を満足するように制御することができず、フェライト系ステンレス鋼板の耐食性が劣化する。
表1に示す化学成分を有する板厚:0.3mmのフェライト系ステンレス冷延鋼板に、光輝焼鈍を施したのち、20段ゼンジミア冷間圧延機により冷間圧延を施し、板厚:0.05mmの鋼板とした。
上記により得られた板厚:0.05mmの鋼板に、脱脂後、不活性ガス雰囲気中で加熱する熱処理を施し、太陽電池部材用フェライト系ステンレス鋼板の試料を製造した。表2に、上記熱処理に用いた不活性ガスの種類、雰囲気ガスの露点、鋼板の最高到達温度、580℃以上720℃以下の温度域における鋼板の滞留時間を示す。
なお、一部の鋼板については、熱処理を施さず、冷間圧延ままの鋼板(板厚:0.05mm)を太陽電池部材用フェライト系ステンレス鋼板の試料とした。

上記(1)により作製された各種試料について、試料の最表層部に形成された酸化皮膜中のCr濃度および酸化皮膜直下のCr濃度を求めた。
酸化皮膜中のCr濃度および酸化皮膜直下のCr濃度は、AES測定とイオンスパッタリングとを併用し、鋼板(試料)の板厚深さ方向のCr濃度分布(最表面から深さ90nmまでの領域におけるCr濃度分布)を測定することにより求めた。
AES測定には走査型オージェ電子分光分析装置(PHI SAM-660)を用い、AES測定における電子銃の加速電圧は5kV、試料電流量は0.1μAとし、イオン銃の加速電圧は3kV、スパッタレートは3nm/min(SiO2実測値)とし、板厚方向の膜厚に換算した。
得られたオージェ電子スペクトルから、O(酸素)、Fe、Cr、Mn、Si各元素のオージェピーク高さ(微分スペクトルでのピーク間の高さ)を読み取り、各元素のオージェピークに対する相対感度係数とから、Crの相対濃度を算出した。
鋼板(試料)の最表面から深さ90nmまでの領域(但し、酸素濃度が1mass%以上である領域)におけるCr濃度の最高値を「酸化皮膜中のCr濃度」として求めた。一方、鋼板(試料)の最表面から深さ90nmまでの領域のうち前記最高値が測定された位置よりも板厚中央側の領域におけるCr濃度の最小値を「酸化皮膜直下のCr濃度」として求めた。
上記(1)により作製された各種試料について、太陽電池モジュールの環境劣化、耐久性評価試験として一般に用いられているIEC61646およびJIS C 8917の規定に準拠した高温高湿試験方法を実施し、耐食性を評価した。
具体的には、端面を耐水テープでシールした試料を、温度:85℃、湿度:85%の恒温恒湿槽内に1000時間保持する高温高湿試験を実施した。そして、試験後の試料表面の発銹状態を目視観察することにより耐食性を評価した。発銹が観察されない場合を耐食性良好(○)と評価し、発銹が観察される場合を耐食性不良(×)と評価した。
上記(1)により作製された各種試料を基板とし、該基板上に、スパッタリング法を用いてMo層からなる裏面電極(厚さ1μm)を成膜した。次いで、Mo層からなる裏面電極上に、多元蒸着法を用いてCu(In1-XGaX)Se2からなる光吸収層(厚さ2μm)を成膜した。なお、光吸収層の成膜温度は650℃とした。
光吸収層を成膜した直後の試料を目視および光学顕微鏡(倍率:1000倍)を用いて観察し、裏面電極および光吸収層の剥離の有無を確認した。基板である試料から裏面電極および光吸収層が剥離していない場合を耐剥離性良好(○)と評価し、基板である試料から裏面電極および光吸収層が剥離している場合を耐剥離性不良(×)と評価した。
(a)熱処理を施さない冷間圧延ままの鋼板であるNo.0の試料では、該試料を基板として光吸収層を成膜した場合、基板から光吸収層が剥離した。これに対し、冷間圧延後の鋼板に熱処理を施したNo.1〜16の試料では、それぞれの試料を基板として光吸収層を成膜した場合に、光吸収層の基板からの剥離は認められない。
(b)冷間圧延後の鋼板に熱処理を施した試料のうち、露点−40〜−70℃の雰囲気ガス中、580℃以上720℃以下の温度域での滞留時間を5秒以上とする熱処理を施したNo.2〜4、およびNo.7〜16の試料は、前記(1)式を満足し、優れた耐食性を有する。一方、580℃以上720℃以下の温度域での滞留時間が4秒以下であるNo.1、5、6の試料は、(1)式を満足せず、良好な耐食性が得られていない。
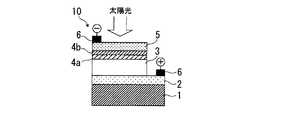
2 … 裏面電極層
3 … 光吸収層
4a … バッファ層
4b … 高抵抗バッファ層
5 … 透明導電層
6 … グリッド電極
10 … 薄膜系太陽電池セル
20 … バリアフィルム
30 … バックシート
40 … コネクタ
50 … 樹脂
100 … 薄膜系太陽電池モジュール
Claims (2)
- 質量%で、C:0.12%以下、Si:1.0%以下、Mn:1.0%以下、S:0.030%以下、P:0.050%以下、Cr:14%以上18%以下、N:0.06%以下を含有し、残部はFeおよび不可避的不純物からなる組成を有し、鋼板表層部の酸化皮膜中のCr濃度と、前記酸化皮膜直下のCr濃度が、下記(1)式を満足することを特徴とする太陽電池部材用フェライト系ステンレス鋼板。
記
(酸化皮膜中のCr濃度(質量%))+3×(酸化皮膜直下のCr濃度(質量%))
>62(質量%)… (1) - 請求項1に記載の太陽電池部材用フェライト系ステンレス鋼板の製造方法において、質量%で、C:0.12%以下、Si:1.0%以下、Mn:1.0%以下、S:0.030%以下、P:0.050%以下、Cr:14%以上18%以下、N:0.06%以下を含有し、残部はFeおよび不可避的不純物からなる組成を有するフェライト系ステンレス鋼板に、最終の冷間圧延を施した後、露点−70℃以上−40℃以下に調整した不活性ガス雰囲気中において、580℃以上720℃以下の温度域に加熱し、該温度域における滞留時間を5秒以上30秒以下とする熱処理を施すことを特徴とする太陽電池部材用フェライト系ステンレス鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012276320A JP5772806B2 (ja) | 2012-12-19 | 2012-12-19 | 太陽電池部材用フェライト系ステンレス鋼板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012276320A JP5772806B2 (ja) | 2012-12-19 | 2012-12-19 | 太陽電池部材用フェライト系ステンレス鋼板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014118620A JP2014118620A (ja) | 2014-06-30 |
| JP5772806B2 true JP5772806B2 (ja) | 2015-09-02 |
Family
ID=51173715
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012276320A Active JP5772806B2 (ja) | 2012-12-19 | 2012-12-19 | 太陽電池部材用フェライト系ステンレス鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5772806B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6653606B2 (ja) * | 2016-03-25 | 2020-02-26 | 日鉄ステンレス株式会社 | Al含有フェライト系ステンレス鋼およびその製造方法 |
| JP7527819B2 (ja) | 2020-03-23 | 2024-08-05 | 日鉄ステンレス株式会社 | フェライト系ステンレス鋼板およびその製造方法ならびに基板 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07122100B2 (ja) * | 1987-02-10 | 1995-12-25 | 日新製鋼株式会社 | 耐発銹性の良好な高強度ステンレス鋼板を得るための光輝熱処理法 |
| JP3477957B2 (ja) * | 1995-11-24 | 2003-12-10 | Jfeスチール株式会社 | 200〜400℃の高温酸化環境下での耐食性に優れたフェライト系ステンレス鋼 |
| JPH1112704A (ja) * | 1997-06-30 | 1999-01-19 | Kawasaki Steel Corp | 大気中での耐銹性に優れるフェライト系ステンレス鋼およびその製造方法 |
| JP4442331B2 (ja) * | 2003-07-17 | 2010-03-31 | 住友金属工業株式会社 | 耐浸炭性と耐コーキング性を有するステンレス鋼およびステンレス鋼管 |
| JP5970796B2 (ja) * | 2010-12-10 | 2016-08-17 | Jfeスチール株式会社 | 太陽電池基板用鋼箔およびその製造方法、並びに太陽電池基板、太陽電池およびその製造方法 |
-
2012
- 2012-12-19 JP JP2012276320A patent/JP5772806B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014118620A (ja) | 2014-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101773277B1 (ko) | 절연성이 우수한 열팽창 계수가 작은 스테인리스제 태양 전지용 기판 및 그 제조 방법 | |
| JP6653606B2 (ja) | Al含有フェライト系ステンレス鋼およびその製造方法 | |
| TWI526546B (zh) | Solar cell substrate with fat iron stainless steel foil | |
| JP5772806B2 (ja) | 太陽電池部材用フェライト系ステンレス鋼板およびその製造方法 | |
| TWI531664B (zh) | 太陽能電池基板用肥粒鐵系不鏽鋼箔 | |
| JP5652568B1 (ja) | 太陽電池基板用フェライト系ステンレス箔の製造方法 | |
| JP6159571B2 (ja) | 絶縁性に優れた熱膨張係数の小さい太陽電池基板用ステンレス鋼材 | |
| JP5652567B1 (ja) | 太陽電池基板用フェライト系ステンレス箔の製造方法 | |
| US20180265953A1 (en) | Stainless steel for compound thin film solar cell substrates, method for producing same, and compound thin film solar cell | |
| US10312385B2 (en) | Solar cell substrate made of stainless steel foil and method for manufacturing the same | |
| TWI469379B (zh) | Stainless steel foil solar cell substrate and manufacturing method thereof | |
| JP2012151385A (ja) | Cis太陽電池用電極基板および電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140328 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150306 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150615 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5772806 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |