JP5771227B2 - マルチコアファイバ用母材の製造方法、及び、マルチコアファイバの製造方法 - Google Patents
マルチコアファイバ用母材の製造方法、及び、マルチコアファイバの製造方法 Download PDFInfo
- Publication number
- JP5771227B2 JP5771227B2 JP2013020052A JP2013020052A JP5771227B2 JP 5771227 B2 JP5771227 B2 JP 5771227B2 JP 2013020052 A JP2013020052 A JP 2013020052A JP 2013020052 A JP2013020052 A JP 2013020052A JP 5771227 B2 JP5771227 B2 JP 5771227B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- clad
- rod
- rods
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 title claims description 151
- 239000000463 material Substances 0.000 title claims description 60
- 238000000034 method Methods 0.000 title claims description 51
- 238000004519 manufacturing process Methods 0.000 title claims description 47
- 238000005253 cladding Methods 0.000 claims description 111
- 230000002093 peripheral effect Effects 0.000 claims description 88
- 238000002360 preparation method Methods 0.000 claims description 27
- 230000010354 integration Effects 0.000 claims description 18
- 239000002245 particle Substances 0.000 claims description 13
- 230000003287 optical effect Effects 0.000 description 30
- 239000010410 layer Substances 0.000 description 16
- 239000011241 protective layer Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 238000009987 spinning Methods 0.000 description 4
- 230000002159 abnormal effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000470 constituent Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 239000002019 doping agent Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01211—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube
- C03B37/01222—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube for making preforms of multiple core optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
- C03B37/027—Fibres composed of different sorts of glass, e.g. glass optical fibres
- C03B37/02754—Solid fibres drawn from hollow preforms
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/02—Optical fibres with cladding with or without a coating
- G02B6/02042—Multicore optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/34—Plural core other than bundles, e.g. double core
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
Description
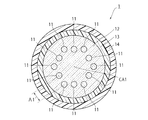
図1は、本実施形態におけるマルチコアファイバの製造方法により製造されるマルチコアファイバ1の様子を示す図である。図1に示すように、本実施形態のマルチコアファイバ1は、複数のコア11と、複数のコア11の外周面を隙間なく囲むクラッド12と、クラッド12を被覆する第1保護層13と、第1保護層13を被覆する第2保護層14とを備える。
を備える。
図2は、本実施形態におけるマルチコアファイバ1の製造方法を示すフローチャートである。図2に示すように、本実施形態におけるマルチコアファイバ1の製造方法は、準備工程P1、配置工程P2、一体化工程P3及び線引き工程P4を主工程として備える。
図3は、準備工程P1で準備すべき部材を示す図である。図3に示すように、準備工程P1では、複数のコアロッド20、複数のクラッドロッド30(30A〜30C)及びクラッドチューブ40が、マルチコアファイバ用母材の構成部材として準備される。
配置工程P2では、準備工程P1にて準備された複数のコアロッド20、複数のクラッドロッド30及びクラッドチューブ40に対して洗浄及び乾燥等の表面加工処理が前処理として施される。なお、この表面加工処理は準備工程P1にて施されても良い。
一体化工程P3では、クラッドチューブ40と、当該クラッドチューブ40のチューブ内に挿入されたコアロッド20及びクラッドロッド30(30A〜30C)とが一体化される。
線引き工程P4では、一体化工程P3にて得られたマルチコアファイバ用母材50の一端を円錐状の凸部として形成する末端加工処理が前処理として施される。なお、この末端加工処理は一体化工程P3にて施されても良い。
以上のとおり、本実施形態におけるマルチコアファイバ用母材50及びマルチコアファイバ1の製造方法では、当該マルチコアファイバ用母材の構成部材として、コアロッド20、クラッドロッド30(30A〜30C)及びクラッドチューブ40が準備される。
以上、実施形態が一例として説明されたが、本発明は上記実施形態に限定されるものではない。
例えば、図4の(C)に示した上記実施形態における第1のクラッドロッド30Aをコアロッド20に変更した配置形態が適用可能である。この配置形態を適用した場合、準備工程P1では、第1のクラッドロッド30Aを準備することが省略される。一方、配置工程P2では、19つのコアロッド20が、隣接する3つのロッドの中心を結ぶ断面形状が三角形となる状態、かつ、6つのコアロッド20における外周面の一部分がクラッドチューブ40の内周面に接する状態で配置される。また、第2のクラッドロッド30B及び30Cは、上記実施形態の場合と同様にして配置される。
また、図6に示す配置形態が適用可能である。この図6における配置形態では、クラッドチューブ40の中心軸周りに6つのコアロッド20が配置され、当該6つのコアロッド20の周りにさらに6つのコアロッド20が配置される。これら12つのコアロッド20におけるコア間距離は均等とされる。このような配置形態を適用した場合、配置工程P2では、第1のクラッドロッド30Aがクラッドチューブ40の中心に配置され、12つのコアロッド20が、隣接する3つのロッドの中心を結ぶ断面形状が三角形となる状態、かつ、6つのコアロッド20における外周面の一部分がクラッドチューブ40の内周面に接する状態で配置される。また、5つの第2のクラッドロッド30Bを単位として、クラッドチューブ40の内周面に接するコアロッドにおける外周面の一部分と、クラッドチューブ40における内周面の一部分と、クラッドチューブ40の内周面に接するコアロッド間に挟まれるコアロッド20における外周面の一部分とにそれぞれ接する状態で、第2のクラッドロッド30Bが配置される。なお、この図6では、5つの第2のクラッドロッド30Bが単位とされているが、単位とすべき第2のクラッドロッド30Bの数は2以上の様々な数とすることができる。第3のクラッドロッド30Cは、上記実施形態の場合と同様にして配置される。
さらに、図7に示す配置形態が適用可能である。この図7における配置形態では、クラッドチューブ40の中心に1つのコアロッド20が配置され、当該中心軸周りに6つのコアロッド20が配置される。これら7つのコアロッド20におけるコア間距離は均等とされる。このような配置形態を適用した場合、準備工程P1では、第1のクラッドロッド30Aを準備することが省略される。一方、配置工程P2では、7つのコアロッド20が、隣接する3つのロッドの中心を結ぶ断面形状が三角形となる状態、かつ、6つのコアロッド20における外周面の一部分がクラッドチューブ40の内周面に接する状態で配置される。また、クラッドチューブ40の内周面に接するコアロッド20のなかで隣接するコアロッド20それぞれにおける外周面の一部分と、クラッドチューブ40における内周面の一部分とにそれぞれ接する状態で、第2のクラッドロッド30Bが配置される。第3のクラッドロッド30Cは、上記実施形態の場合と同様にして配置される。
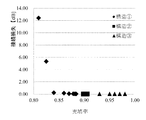
なお、図4の(C)に示した上記実施形態におけるロッドの配置形態と、図6及び図7に示したロッドの配置形態はあくまで例である。要するに、クラッドチューブ40のチューブ内断面積に対するコアロッド20及びクラッドロッド30(30A〜30C)の総断面積の割合が0.84以上となる条件を充足していれば、上記実施形態及び変形例以外の様々な配置形態を適用することができる。
また、上記条件を充足していれば、コアロッド20及びクラッドロッド30の本数を2以上の様々な本数とすることができ、当該コアロッド20及びクラッドロッド30の形状を上記実施形態及び変形例以外の様々な形状とすることができる。
さらに、上記条件を充足していれば、1種類のクラッドロッド30A、30B又は30Cだけを用いるようにしても良く、互いに外径が異なる複数種類のクラッドロッドを用いても良く、コアロッド20の外径よりも大きい外径を有するクラッドロッドを用いても良い。さらに、上記条件を充足していれば、配置工程P2及び一体化工程P3が粒子数濃度が10000m−3を超えるクリーンルームで行われていても良い。
その後、クラッドチューブ40が紡糸炉に設置され、当該紡糸炉によってクラッドチューブ40と、当該クラッドチューブ40のチューブ内に挿入されたコアロッド20及びクラッドロッド30(30A〜30C)との一端が一体化しながら線引きされる。
このようなマルチコアファイバの製造方法を適用した場合であっても、上記実施形態におけるマルチコアファイバの製造方法と同様に、光損失を簡易に低減することができる。

11・・・コア
12・・・クラッド
13・・・第1保護層
14・・・第2保護層
20・・・コアロッド
21・・・コアエレメント層
22・・・クラッドエレメント層
30(30A〜30C)・・・クラッドロッド
40・・・クラッドチューブ
50・・・マルチコアファイバ用母材
P1・・・準備工程
P2・・・配置工程
P3・・・一体化工程
P4・・・線引き工程
Claims (8)
- 複数のコアロッド、複数のクラッドロッド及びクラッドチューブを準備する準備工程と、
前記クラッドチューブのチューブ内に、隣接するコアロッド同士の中心軸間距離が同程度となる状態、かつ、隣接するロッドにおける外周面の一部分同士が接する状態で、前記複数のコアロッド及び前記複数のクラッドロッドを配置する配置工程と、
前記クラッドチューブと、前記チューブ内に配置された複数のコアロッド及び複数のクラッドロッドとを一体化する一体化工程と
を備え、
前記クラッドチューブにおける長さ方向に直交する方向のチューブ内断面積に対する、前記複数のコアロッド及び前記複数のクラッドロッドにおける長さ方向に直交する方向の総断面積の割合は、0.84以上とされ、
前記準備工程では、
前記コアロッドの直径と同程度の直径を有する第1のクラッドロッドと、前記第1のクラッドロッドの直径よりも小さい直径を有する第2のクラッドロッドとが準備され、
前記配置工程では、
前記複数のコアロッド及び前記第1のクラッドロッドが、隣接する3つのロッドの中心を結ぶ断面形状が三角形となる状態、かつ、前記複数のコアロッドのうちの少なくとも2以上のコアロッドにおける外周面の一部分が前記クラッドチューブの内周面に接する状態で配置され、
前記第2のクラッドロッドが、前記クラッドチューブの内周面に接するコアロッドにおける外周面の一部分と、前記クラッドチューブにおける内周面の一部分と、前記クラッドチューブの内周面に接するコアロッド間に挟まれるロッドにおける外周面の一部分とにそれぞれ接する状態で配置される
ことを特徴とするマルチコアファイバ用母材の製造方法。 - 複数のコアロッド、複数のクラッドロッド及びクラッドチューブを準備する準備工程と、
前記クラッドチューブのチューブ内に、隣接するコアロッド同士の中心軸間距離が同程度となる状態、かつ、隣接するロッドにおける外周面の一部分同士が接する状態で、前記複数のコアロッド及び前記複数のクラッドロッドを配置する配置工程と、
前記クラッドチューブと、前記チューブ内に配置された複数のコアロッド及び複数のクラッドロッドとを一体化する一体化工程と
を備え、
前記クラッドチューブにおける長さ方向に直交する方向のチューブ内断面積に対する、前記複数のコアロッド及び前記複数のクラッドロッドにおける長さ方向に直交する方向の総断面積の割合は、0.84以上とされ、
前記準備工程では、
前記コアロッドの直径と同程度の直径を有する第1のクラッドロッドよりも小さい直径を有する第2のクラッドロッドが準備され、
前記配置工程では、
前記複数のコアロッドが、隣接する3つのロッドの中心を結ぶ断面形状が三角形となる状態、かつ、前記複数のコアロッドのうちの少なくとも2以上のコアロッドにおける外周面の一部分が前記クラッドチューブの内周面に接する状態で配置され、
前記第2のクラッドロッドが、前記クラッドチューブの内周面に接するコアロッドにおける外周面の一部分と、前記クラッドチューブにおける内周面の一部分と、前記クラッドチューブの内周面に接するコアロッド間に挟まれるコアロッドにおける外周面の一部分とにそれぞれ接する状態で配置される
ことを特徴とするマルチコアファイバ用母材の製造方法。 - 前記割合は、0.84以上0.96以下の範囲内とされる
ことを特徴とする請求項1又は請求項2に記載のマルチコアファイバ用母材の製造方法。 - 少なくとも前記配置工程及び前記一体化工程は、粒子数濃度が10000m−3以下となるクリーンルームで行われる
ことを特徴とする請求項1又は請求項2に記載のマルチコアファイバ用母材の製造方法。 - 前記準備工程では、
前記第2のクラッドロッドの直径よりも小さい直径を有する第3のクラッドロッドがさらに準備され、
前記配置工程では、
前記第3のクラッドロッドが各ロッド間の隙間に配置される
ことを特徴とする請求項1又は請求項2に記載のマルチコアファイバ用母材の製造方法。 - 請求項1〜請求項5いずれか1項に記載のマルチコアファイバ用母材の製造方法により製造されたマルチコアファイバ用母材を線引きする線引き工程を備える
ことを特徴とするマルチコアファイバの製造方法。 - 複数のコアロッド、複数のクラッドロッド及びクラッドチューブを準備する準備工程と、
前記クラッドチューブのチューブ内に、隣接するコアロッド同士の中心軸間距離が同程度となる状態、かつ、隣接するロッドにおける外周面の一部分同士が接する状態で、前記複数のコアロッド及び前記複数のクラッドロッドを配置する配置工程と、
前記クラッドチューブと、前記チューブ内に配置された複数のコアロッド及び複数のクラッドロッドとを一体化しながら線引きする線引き工程と
を備え、
前記クラッドチューブにおける長さ方向に直交する方向のチューブ内断面積に対する、前記複数のコアロッド及び前記複数のクラッドロッドにおける長さ方向に直交する方向の総断面積の割合は、0.84以上とされ、
前記準備工程では、
前記コアロッドの直径と同程度の直径を有する第1のクラッドロッドと、前記第1のクラッドロッドの直径よりも小さい直径を有する第2のクラッドロッドとが準備され、
前記配置工程では、
前記複数のコアロッド及び前記第1のクラッドロッドが、隣接する3つのロッドの中心を結ぶ断面形状が三角形となる状態、かつ、前記複数のコアロッドのうちの少なくとも2以上のコアロッドにおける外周面の一部分が前記クラッドチューブの内周面に接する状態で配置され、
前記第2のクラッドロッドが、前記クラッドチューブの内周面に接するコアロッドにおける外周面の一部分と、前記クラッドチューブにおける内周面の一部分と、前記クラッドチューブの内周面に接するコアロッド間に挟まれるロッドにおける外周面の一部分とにそれぞれ接する状態で配置される
ことを特徴とするマルチコアファイバ用母材の製造方法。 - 複数のコアロッド、複数のクラッドロッド及びクラッドチューブを準備する準備工程と、
前記クラッドチューブのチューブ内に、隣接するコアロッド同士の中心軸間距離が同程度となる状態、かつ、隣接するロッドにおける外周面の一部分同士が接する状態で、前記複数のコアロッド及び前記複数のクラッドロッドを配置する配置工程と、
前記クラッドチューブと、前記チューブ内に配置された複数のコアロッド及び複数のクラッドロッドとを一体化しながら線引きする線引き工程と
を備え、
前記クラッドチューブにおける長さ方向に直交する方向のチューブ内断面積に対する、前記複数のコアロッド及び前記複数のクラッドロッドにおける長さ方向に直交する方向の総断面積の割合は、0.84以上とされ、
前記準備工程では、
前記コアロッドの直径と同程度の直径を有する第1のクラッドロッドよりも小さい直径を有する第2のクラッドロッドが準備され、
前記配置工程では、
前記複数のコアロッドが、隣接する3つのロッドの中心を結ぶ断面形状が三角形となる状態、かつ、前記複数のコアロッドのうちの少なくとも2以上のコアロッドにおける外周面の一部分が前記クラッドチューブの内周面に接する状態で配置され、
前記第2のクラッドロッドが、前記クラッドチューブの内周面に接するコアロッドにおける外周面の一部分と、前記クラッドチューブにおける内周面の一部分と、前記クラッドチューブの内周面に接するコアロッド間に挟まれるコアロッドにおける外周面の一部分とにそれぞれ接する状態で配置される
ことを特徴とするマルチコアファイバ用母材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013020052A JP5771227B2 (ja) | 2013-02-05 | 2013-02-05 | マルチコアファイバ用母材の製造方法、及び、マルチコアファイバの製造方法 |
| US14/170,873 US9586852B2 (en) | 2013-02-05 | 2014-02-03 | Method of manufacturing preform for multicore fiber and method of manufacturing multicore fiber |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013020052A JP5771227B2 (ja) | 2013-02-05 | 2013-02-05 | マルチコアファイバ用母材の製造方法、及び、マルチコアファイバの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014152045A JP2014152045A (ja) | 2014-08-25 |
| JP5771227B2 true JP5771227B2 (ja) | 2015-08-26 |
Family
ID=51258096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013020052A Active JP5771227B2 (ja) | 2013-02-05 | 2013-02-05 | マルチコアファイバ用母材の製造方法、及び、マルチコアファイバの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9586852B2 (ja) |
| JP (1) | JP5771227B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6543698B2 (ja) * | 2015-04-15 | 2019-07-10 | 株式会社中原光電子研究所 | 多孔石英ガラス管及び多孔石英ガラス管の製造方法 |
| JP6545074B2 (ja) * | 2015-10-19 | 2019-07-17 | 株式会社クラレ | 複芯プラスチックファイバの製造方法及び複芯プラスチックファイバ製造装置 |
| CN105271698B (zh) * | 2015-11-04 | 2017-11-03 | 江苏通鼎光棒有限公司 | 一种用于制备光纤预制棒的分段式可拆分炉心管结构 |
| JP2018145054A (ja) * | 2017-03-06 | 2018-09-20 | 株式会社フジクラ | ロッド集合体および光ファイバの製造方法 |
| GB2566466A (en) * | 2017-09-13 | 2019-03-20 | Univ Southampton | Antiresonant hollow core preforms and optical fibres and methods of fabrication |
| EP3761087A4 (en) * | 2018-02-28 | 2021-10-27 | Furukawa Electric Co., Ltd. | MULTI-CORE FIBER AND ITS MANUFACTURING PROCESS, AND OPTICAL TRANSMISSION SYSTEM AND OPTICAL TRANSMISSION PROCESS |
| CN111635124A (zh) * | 2020-04-21 | 2020-09-08 | 艾菲博(宁波)光电科技有限责任公司 | 一种随机分布的多芯成像光纤的制备工艺 |
| CN111635125A (zh) * | 2020-04-21 | 2020-09-08 | 艾菲博(宁波)光电科技有限责任公司 | 一种高占空比的多芯微结构成像光纤束的制备方法 |
| FR3123912B1 (fr) | 2021-06-15 | 2023-06-16 | Draka Comteq France | Procédé de fabrication d'une préforme pour une fibre optique multi-cœurs et procédé de fabrication de fibres optiques multi-cœurs. |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4269024A (en) * | 1978-08-01 | 1981-05-26 | Associated Electrical Industries Limited | Strength members for the reinforcement of optical fibre cables |
| JPS56167109A (en) * | 1980-05-28 | 1981-12-22 | Furukawa Electric Co Ltd:The | Manufacture of base material for optical transmission |
| US4389089A (en) * | 1980-07-14 | 1983-06-21 | Warner Lambert Technologies, Inc. | Flexible fiber optical conduit and method of making |
| US4360372A (en) * | 1980-11-10 | 1982-11-23 | Northern Telecom Limited | Fiber optic element for reducing speckle noise |
| US5048923A (en) * | 1989-04-07 | 1991-09-17 | Fujikura, Ltd. | Image fiber, image fiber preform, and manufacturing processes thereof |
| US5268983A (en) * | 1992-12-08 | 1993-12-07 | Alcoa Fujikura Ltd. | Round, dry, all dielectric, fan out compact optical fiber cable |
| KR100207818B1 (ko) * | 1995-11-27 | 1999-07-15 | 윤종용 | 루즈튜브를 이용한 광섬유 복합가공지선의 구조 및 제조방법 |
| US5751879A (en) * | 1995-12-28 | 1998-05-12 | Lucent Technologies Inc. | Wound optical fiber cable including robust component cable(s) and a system for manufacture of the cable |
| WO1999005550A1 (en) | 1997-07-25 | 1999-02-04 | Corning Incorporated | Multicore glass optical fiber and methods of manufacturing such fibres |
| US20040017981A1 (en) * | 1997-09-11 | 2004-01-29 | Jovanovich Stevan Bogdan | Capillary valve, connector, and router |
| US6154594A (en) * | 1998-07-15 | 2000-11-28 | Corning Incorporated | Multicore glass optical fiber and methods of manufacturing such fibers |
| US6584251B1 (en) * | 2000-05-23 | 2003-06-24 | Alcatel | Solid stranding flextube unit |
| US6539151B2 (en) * | 2000-08-21 | 2003-03-25 | Corning, Incorporated | Method for making separable multiple core optical fibers, the resulting fiber structures, and uses thereof |
| US6389204B1 (en) * | 2001-05-30 | 2002-05-14 | Corning Cable Systems Llc | Fiber optic cables with strength members and methods of making the same |
| US6807347B2 (en) * | 2001-06-25 | 2004-10-19 | Corning Cable Systems Llc | High density fiber optic cable |
| US6901191B2 (en) * | 2001-11-12 | 2005-05-31 | Corning Cable Systems Llc | High density fiber optic cable |
| JP2003201140A (ja) | 2001-12-28 | 2003-07-15 | Sumitomo Electric Ind Ltd | マルチコア光ファイバの製造方法および光ファイバ母材ならびにマルチコア光ファイバ |
| US7107795B2 (en) * | 2003-02-11 | 2006-09-19 | Cheo Peter K | Method for forming high-density multicore phase-locked fiber laser array |
| US6775444B1 (en) * | 2003-02-28 | 2004-08-10 | Corning Cable Systems Llc | Fiber optic assemblies and methods of making the same |
| US7421169B2 (en) * | 2003-06-20 | 2008-09-02 | Fujikura Ltd. | Optical fiber cable |
| US7582057B2 (en) * | 2004-02-24 | 2009-09-01 | Japan Atomic Energy Research Institute | Endoscopic system using an extremely fine composite optical fiber |
| JP2005263556A (ja) * | 2004-03-18 | 2005-09-29 | Shin Etsu Chem Co Ltd | 光ファイバ母材の加工方法及び光ファイバ母材 |
| JP4404203B2 (ja) * | 2004-11-02 | 2010-01-27 | 住友電気工業株式会社 | 光ファイバの製造方法 |
| US7840107B2 (en) * | 2006-04-05 | 2010-11-23 | Fujikura Ltd. | Optical pumping device, optical amplifier, fiber laser, and multicore fiber for optical pumping device |
| DE202008013688U1 (de) * | 2008-10-15 | 2009-01-02 | CCS Technology, Inc., Wilmington | Optisches Kabel |
| US8582941B2 (en) * | 2009-02-16 | 2013-11-12 | Corning Cable Systems Llc | Micromodule cables and breakout cables therefor |
| JP5684109B2 (ja) * | 2009-04-16 | 2015-03-11 | 古河電気工業株式会社 | マルチコア光ファイバ |
| WO2011024808A1 (ja) * | 2009-08-28 | 2011-03-03 | 株式会社フジクラ | マルチコアファイバ |
| US8488929B2 (en) * | 2009-11-09 | 2013-07-16 | Corning Cable Systems Llc | Tactical cable |
| US8224140B2 (en) * | 2009-12-11 | 2012-07-17 | Corning Cable Systems Llc | Cables with bend insensitive optical fibers |
| WO2013119284A2 (en) * | 2011-11-08 | 2013-08-15 | Ut-Battelle, Llc | Manufacture of thermoelectric generator structures by fiber drawing |
-
2013
- 2013-02-05 JP JP2013020052A patent/JP5771227B2/ja active Active
-
2014
- 2014-02-03 US US14/170,873 patent/US9586852B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20140216109A1 (en) | 2014-08-07 |
| US9586852B2 (en) | 2017-03-07 |
| JP2014152045A (ja) | 2014-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5771227B2 (ja) | マルチコアファイバ用母材の製造方法、及び、マルチコアファイバの製造方法 | |
| JP5768090B2 (ja) | マルチコアファイバ用ファンイン/ファンアウトデバイス | |
| JP5224371B2 (ja) | マルチコア光ファイバ | |
| US20110094269A1 (en) | Optical fiber manufacturing method | |
| US20060133753A1 (en) | Hole assisted fiber device and fiber preform | |
| KR20130131359A (ko) | 멀티-코어 광섬유 리본 및 이를 제조하기 위한 방법 | |
| US8811788B2 (en) | Multi-core optical fiber and method of producing the same | |
| KR20120104433A (ko) | 복굴절 미세구조 광섬유 제조 방법 | |
| WO2017027862A1 (en) | Mode mixing optical fibers and methods and systems using the same | |
| JP5676152B2 (ja) | 光ファイバ及びその製造方法 | |
| JP2015178444A (ja) | マルチコアファイバ用母材の製造方法、及び、これを用いたマルチコアファイバの製造方法 | |
| US9470840B2 (en) | Multicore fiber | |
| JP2013020075A (ja) | マルチコアファイバの製造方法 | |
| Davenport et al. | Photonic lanterns: a practical guide to filament tapering | |
| WO2021187179A1 (ja) | マルチコアファイバ、マルチコアファイバリボン、マルチコアファイバの製造方法およびマルチコアファイバの処理方法 | |
| CA3070060A1 (en) | Optical fiber draw assembly and fabricated optical fiber thereof | |
| JP7400585B2 (ja) | マルチコアファイバの母材の製造方法及びマルチコアファイバの製造方法 | |
| JP5603286B2 (ja) | ファイバ | |
| JP2011090308A (ja) | 複屈折光ファイバを製造する技法 | |
| JP2020019680A (ja) | マルチコアファイバ用母材の製造方法およびマルチコアファイバの製造方法 | |
| JP2014228705A (ja) | マルチコア光ファイバ及びその製造方法 | |
| Demidov et al. | New possibilities of higher-order mode filtering in large-mode-area photonic crystal fibers | |
| JP6681306B2 (ja) | マルチコアファイバ用母材の製造方法、及び、これを用いたマルチコアファイバの製造方法 | |
| JP2010169965A (ja) | フォトニッククリスタルファイバおよびその製造方法 | |
| JP6517583B2 (ja) | マルチコアファイバ用母材の製造方法、及び、これを用いたマルチコアファイバの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141211 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150626 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5771227 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |