JP5757403B2 - 電子写真現像剤用樹脂充填型フェライトキャリア及び該樹脂充填型フェライトキャリアを用いた電子写真現像剤 - Google Patents
電子写真現像剤用樹脂充填型フェライトキャリア及び該樹脂充填型フェライトキャリアを用いた電子写真現像剤 Download PDFInfo
- Publication number
- JP5757403B2 JP5757403B2 JP2011079173A JP2011079173A JP5757403B2 JP 5757403 B2 JP5757403 B2 JP 5757403B2 JP 2011079173 A JP2011079173 A JP 2011079173A JP 2011079173 A JP2011079173 A JP 2011079173A JP 5757403 B2 JP5757403 B2 JP 5757403B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- carrier
- filled
- ferrite
- electrophotographic developer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 title claims description 310
- 239000011347 resin Substances 0.000 title claims description 310
- 229910000859 α-Fe Inorganic materials 0.000 title claims description 118
- 239000002245 particle Substances 0.000 claims description 118
- 238000000576 coating method Methods 0.000 claims description 64
- 239000011248 coating agent Substances 0.000 claims description 63
- 239000011162 core material Substances 0.000 claims description 50
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 44
- 238000011049 filling Methods 0.000 claims description 43
- 230000005415 magnetization Effects 0.000 claims description 13
- 239000000203 mixture Substances 0.000 claims description 7
- 229910052802 copper Inorganic materials 0.000 claims description 4
- 229910052725 zinc Inorganic materials 0.000 claims description 4
- 229910052791 calcium Inorganic materials 0.000 claims description 3
- 229910052744 lithium Inorganic materials 0.000 claims description 3
- 229910052749 magnesium Inorganic materials 0.000 claims description 3
- 229910052748 manganese Inorganic materials 0.000 claims description 3
- 229910052712 strontium Inorganic materials 0.000 claims description 3
- 238000000034 method Methods 0.000 description 38
- -1 chloropolystyrene Polymers 0.000 description 21
- 230000000052 comparative effect Effects 0.000 description 19
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 18
- 239000007822 coupling agent Substances 0.000 description 18
- 229920002050 silicone resin Polymers 0.000 description 18
- 239000003795 chemical substances by application Substances 0.000 description 17
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical compound [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 17
- 239000007787 solid Substances 0.000 description 17
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 14
- 239000004925 Acrylic resin Substances 0.000 description 13
- 229920000178 Acrylic resin Polymers 0.000 description 13
- 239000010410 layer Substances 0.000 description 11
- 238000002156 mixing Methods 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000005259 measurement Methods 0.000 description 10
- 239000000243 solution Substances 0.000 description 10
- 239000010419 fine particle Substances 0.000 description 9
- 239000011230 binding agent Substances 0.000 description 8
- 239000000975 dye Substances 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 230000014759 maintenance of location Effects 0.000 description 8
- 239000003505 polymerization initiator Substances 0.000 description 8
- 238000003756 stirring Methods 0.000 description 8
- 230000002776 aggregation Effects 0.000 description 7
- 238000004220 aggregation Methods 0.000 description 7
- 239000000969 carrier Substances 0.000 description 7
- 239000003086 colorant Substances 0.000 description 7
- 238000001035 drying Methods 0.000 description 7
- LAQFLZHBVPULPL-UHFFFAOYSA-N methyl(phenyl)silicon Chemical compound C[Si]C1=CC=CC=C1 LAQFLZHBVPULPL-UHFFFAOYSA-N 0.000 description 7
- 239000000178 monomer Substances 0.000 description 7
- 239000006258 conductive agent Substances 0.000 description 6
- 239000007771 core particle Substances 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 239000004094 surface-active agent Substances 0.000 description 6
- 239000011800 void material Substances 0.000 description 6
- 230000005484 gravity Effects 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 108091008695 photoreceptors Proteins 0.000 description 5
- 239000000843 powder Substances 0.000 description 5
- 238000002834 transmittance Methods 0.000 description 5
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 4
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 239000012736 aqueous medium Substances 0.000 description 4
- 239000011324 bead Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 238000004132 cross linking Methods 0.000 description 4
- 235000014113 dietary fatty acids Nutrition 0.000 description 4
- 239000002270 dispersing agent Substances 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000000194 fatty acid Substances 0.000 description 4
- 229930195729 fatty acid Natural products 0.000 description 4
- 239000011737 fluorine Substances 0.000 description 4
- 229910052731 fluorine Inorganic materials 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 4
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- 238000010298 pulverizing process Methods 0.000 description 4
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 239000002002 slurry Substances 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000006087 Silane Coupling Agent Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 229920000180 alkyd Polymers 0.000 description 3
- 239000012986 chain transfer agent Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- NYGZLYXAPMMJTE-UHFFFAOYSA-M metanil yellow Chemical group [Na+].[O-]S(=O)(=O)C1=CC=CC(N=NC=2C=CC(NC=3C=CC=CC=3)=CC=2)=C1 NYGZLYXAPMMJTE-UHFFFAOYSA-M 0.000 description 3
- PHQOGHDTIVQXHL-UHFFFAOYSA-N n'-(3-trimethoxysilylpropyl)ethane-1,2-diamine Chemical compound CO[Si](OC)(OC)CCCNCCN PHQOGHDTIVQXHL-UHFFFAOYSA-N 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 238000005185 salting out Methods 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 229920005573 silicon-containing polymer Polymers 0.000 description 3
- 238000001694 spray drying Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- 239000004962 Polyamide-imide Substances 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 241000519995 Stachys sylvatica Species 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- 238000013019 agitation Methods 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 239000002280 amphoteric surfactant Substances 0.000 description 2
- 239000003945 anionic surfactant Substances 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000001354 calcination Methods 0.000 description 2
- 239000011575 calcium Substances 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000012876 carrier material Substances 0.000 description 2
- 239000003093 cationic surfactant Substances 0.000 description 2
- 239000011362 coarse particle Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 210000005069 ears Anatomy 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000005684 electric field Effects 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- MOUPNEIJQCETIW-UHFFFAOYSA-N lead chromate Chemical compound [Pb+2].[O-][Cr]([O-])(=O)=O MOUPNEIJQCETIW-UHFFFAOYSA-N 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000006148 magnetic separator Substances 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 239000002609 medium Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000002736 nonionic surfactant Substances 0.000 description 2
- 125000002524 organometallic group Chemical group 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920002312 polyamide-imide Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- HJUGFYREWKUQJT-UHFFFAOYSA-N tetrabromomethane Chemical compound BrC(Br)(Br)Br HJUGFYREWKUQJT-UHFFFAOYSA-N 0.000 description 2
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 2
- 229920006337 unsaturated polyester resin Polymers 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- YAJYJWXEWKRTPO-UHFFFAOYSA-N 2,3,3,4,4,5-hexamethylhexane-2-thiol Chemical compound CC(C)C(C)(C)C(C)(C)C(C)(C)S YAJYJWXEWKRTPO-UHFFFAOYSA-N 0.000 description 1
- WDQMWEYDKDCEHT-UHFFFAOYSA-N 2-ethylhexyl 2-methylprop-2-enoate Chemical compound CCCCC(CC)COC(=O)C(C)=C WDQMWEYDKDCEHT-UHFFFAOYSA-N 0.000 description 1
- JQXYBDVZAUEPDL-UHFFFAOYSA-N 2-methylidene-5-phenylpent-4-enoic acid Chemical compound OC(=O)C(=C)CC=CC1=CC=CC=C1 JQXYBDVZAUEPDL-UHFFFAOYSA-N 0.000 description 1
- RUMACXVDVNRZJZ-UHFFFAOYSA-N 2-methylpropyl 2-methylprop-2-enoate Chemical compound CC(C)COC(=O)C(C)=C RUMACXVDVNRZJZ-UHFFFAOYSA-N 0.000 description 1
- FEIQOMCWGDNMHM-UHFFFAOYSA-N 5-phenylpenta-2,4-dienoic acid Chemical compound OC(=O)C=CC=CC1=CC=CC=C1 FEIQOMCWGDNMHM-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 1
- KXDHJXZQYSOELW-UHFFFAOYSA-N Carbamic acid Chemical class NC(O)=O KXDHJXZQYSOELW-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 241001561902 Chaetodon citrinellus Species 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- DBMJMQXJHONAFJ-UHFFFAOYSA-M Sodium laurylsulphate Chemical compound [Na+].CCCCCCCCCCCCOS([O-])(=O)=O DBMJMQXJHONAFJ-UHFFFAOYSA-M 0.000 description 1
- BCKXLBQYZLBQEK-KVVVOXFISA-M Sodium oleate Chemical compound [Na+].CCCCCCCC\C=C/CCCCCCCC([O-])=O BCKXLBQYZLBQEK-KVVVOXFISA-M 0.000 description 1
- VBIIFPGSPJYLRR-UHFFFAOYSA-M Stearyltrimethylammonium chloride Chemical compound [Cl-].CCCCCCCCCCCCCCCCCC[N+](C)(C)C VBIIFPGSPJYLRR-UHFFFAOYSA-M 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 206010047642 Vitiligo Diseases 0.000 description 1
- 235000010724 Wisteria floribunda Nutrition 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 150000003973 alkyl amines Chemical class 0.000 description 1
- 125000003282 alkyl amino group Chemical group 0.000 description 1
- 150000004996 alkyl benzenes Chemical class 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 150000008051 alkyl sulfates Chemical class 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- BTBJBAZGXNKLQC-UHFFFAOYSA-N ammonium lauryl sulfate Chemical compound [NH4+].CCCCCCCCCCCCOS([O-])(=O)=O BTBJBAZGXNKLQC-UHFFFAOYSA-N 0.000 description 1
- 229940063953 ammonium lauryl sulfate Drugs 0.000 description 1
- ROOXNKNUYICQNP-UHFFFAOYSA-N ammonium peroxydisulfate Substances [NH4+].[NH4+].[O-]S(=O)(=O)OOS([O-])(=O)=O ROOXNKNUYICQNP-UHFFFAOYSA-N 0.000 description 1
- VAZSKTXWXKYQJF-UHFFFAOYSA-N ammonium persulfate Chemical compound [NH4+].[NH4+].[O-]S(=O)OOS([O-])=O VAZSKTXWXKYQJF-UHFFFAOYSA-N 0.000 description 1
- 229910001870 ammonium persulfate Inorganic materials 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- WDIHJSXYQDMJHN-UHFFFAOYSA-L barium chloride Chemical compound [Cl-].[Cl-].[Ba+2] WDIHJSXYQDMJHN-UHFFFAOYSA-L 0.000 description 1
- 229910001626 barium chloride Inorganic materials 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000001110 calcium chloride Substances 0.000 description 1
- 229910001628 calcium chloride Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004203 carnauba wax Substances 0.000 description 1
- 235000013869 carnauba wax Nutrition 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- HOSXICNCYBUYAW-UHFFFAOYSA-N dimethylamino prop-2-enoate Chemical compound CN(C)OC(=O)C=C HOSXICNCYBUYAW-UHFFFAOYSA-N 0.000 description 1
- 239000002612 dispersion medium Substances 0.000 description 1
- WNAHIZMDSQCWRP-UHFFFAOYSA-N dodecane-1-thiol Chemical compound CCCCCCCCCCCCS WNAHIZMDSQCWRP-UHFFFAOYSA-N 0.000 description 1
- GVGUFUZHNYFZLC-UHFFFAOYSA-N dodecyl benzenesulfonate;sodium Chemical compound [Na].CCCCCCCCCCCCOS(=O)(=O)C1=CC=CC=C1 GVGUFUZHNYFZLC-UHFFFAOYSA-N 0.000 description 1
- DDXLVDQZPFLQMZ-UHFFFAOYSA-M dodecyl(trimethyl)azanium;chloride Chemical compound [Cl-].CCCCCCCCCCCC[N+](C)(C)C DDXLVDQZPFLQMZ-UHFFFAOYSA-M 0.000 description 1
- HBRNMIYLJIXXEE-UHFFFAOYSA-N dodecylazanium;acetate Chemical compound CC(O)=O.CCCCCCCCCCCCN HBRNMIYLJIXXEE-UHFFFAOYSA-N 0.000 description 1
- 238000004945 emulsification Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000010556 emulsion polymerization method Methods 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- NVVZQXQBYZPMLJ-UHFFFAOYSA-N formaldehyde;naphthalene-1-sulfonic acid Chemical compound O=C.C1=CC=C2C(S(=O)(=O)O)=CC=CC2=C1 NVVZQXQBYZPMLJ-UHFFFAOYSA-N 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000011361 granulated particle Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 229910001385 heavy metal Inorganic materials 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910001629 magnesium chloride Inorganic materials 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 239000006249 magnetic particle Substances 0.000 description 1
- 239000006247 magnetic powder Substances 0.000 description 1
- 238000007885 magnetic separation Methods 0.000 description 1
- 150000002688 maleic acid derivatives Chemical class 0.000 description 1
- 239000011656 manganese carbonate Substances 0.000 description 1
- 235000006748 manganese carbonate Nutrition 0.000 description 1
- 229940093474 manganese carbonate Drugs 0.000 description 1
- 229910000016 manganese(II) carbonate Inorganic materials 0.000 description 1
- XMWCXZJXESXBBY-UHFFFAOYSA-L manganese(ii) carbonate Chemical compound [Mn+2].[O-]C([O-])=O XMWCXZJXESXBBY-UHFFFAOYSA-L 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 229920003145 methacrylic acid copolymer Polymers 0.000 description 1
- 229940117841 methacrylic acid copolymer Drugs 0.000 description 1
- 150000005673 monoalkenes Chemical class 0.000 description 1
- 230000006855 networking Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- KZCOBXFFBQJQHH-UHFFFAOYSA-N octane-1-thiol Chemical compound CCCCCCCCS KZCOBXFFBQJQHH-UHFFFAOYSA-N 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 125000000962 organic group Chemical group 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- JRKICGRDRMAZLK-UHFFFAOYSA-L persulfate group Chemical group S(=O)(=O)([O-])OOS(=O)(=O)[O-] JRKICGRDRMAZLK-UHFFFAOYSA-L 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000000700 radioactive tracer Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000004062 sedimentation Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 125000005372 silanol group Chemical group 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 229940080264 sodium dodecylbenzenesulfonate Drugs 0.000 description 1
- GCLGEJMYGQKIIW-UHFFFAOYSA-H sodium hexametaphosphate Chemical compound [Na]OP1(=O)OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])OP(=O)(O[Na])O1 GCLGEJMYGQKIIW-UHFFFAOYSA-H 0.000 description 1
- 235000019982 sodium hexametaphosphate Nutrition 0.000 description 1
- 235000019333 sodium laurylsulphate Nutrition 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000006228 supernatant Substances 0.000 description 1
- 238000010558 suspension polymerization method Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000001577 tetrasodium phosphonato phosphate Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000004304 visual acuity Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Landscapes
- Developing Agents For Electrophotography (AREA)
Description
<本発明に係る電子写真現像剤用樹脂充填型フェライトキャリア>
本発明に係る電子写真現像剤用樹脂充填型フェライトキャリアは、多孔質フェライト芯材(多孔質フェライト粒子)の空隙に樹脂を充填したキャリア粒子の表面に樹脂を被覆する。このような樹脂充填型フェライトキャリアは、真密度が軽くなり長寿命化が達成でき、流動性に優れ、帯電量等の制御が容易にでき、しかも磁性粉分散型キャリアに比して高強度であり、また熱や衝撃による割れ、変形、溶融がない。また、シリコーン樹脂はある程度の硬度が得られる上に、表面張力が低いために、キャリアとして用いられた場合にトナーによる汚染(トナースペント)を軽減できる。また、樹脂を充填したフェライト粒子の表面に樹脂を被覆することによって、耐久性を向上させ、かつトナーによるスペント化が防止される。
1.試料の調製
充填又は被覆に使用する樹脂溶液を用い、100mm×100mm×1mmのアルミニウム板に、100μm厚のフィルムアプリケーター(コーティングテスター工業社製)を用いて塗布した。室温で30分乾燥させた後、キャリア製造時と同じ条件で硬化した。
2.測定
上記試料を、接触角測定装置CA−VP(協和界面科学社製)を用いて測定した。測定には純水を用い、着滴から測定までの待ち時間を5000msとして、JIS−R3257に記載してある「静滴法」に準拠したθ/2法で測定した。試料中心部の任意の10点を測定し、その平均値をもって接触角とした。
本発明に係る上記樹脂充填型フェライトキャリアの上記各特性の測定方法を下記に示す。
この平均粒径の測定は、日機装株式会社製マイクロトラック粒度分析計(Model9320−X100)を用いて測定される。分散媒には水を用いた。試料10gと水80mlを100mlのビーカーにいれ、分散剤(ヘキサメタリン酸ナトリウム)を2〜3滴添加する。次いで超音波ホモジナイザー(SMT.CO.LTD.製 UH−150型)を用い、出力レベル4に設定し、20秒間分散を行った。その後、ビーカー表面にできた泡を取り除き、試料を装置へ投入した。24μm未満の粒子の体積%も同様に測定して算出した。
飽和磁化の測定は、積分型B−HトレーサーBHU−60型((株)理研電子製)を使用して測定した。電磁石間に磁場測定用Hコイル及び磁化測定用4πIコイルを入れる。この場合、試料は4πIコイルに入れる。電磁石の電流を変化させ磁場Hを変化させたHコイル及び4πIコイルの出力をそれぞれ積分し、H出力をX軸に、4πIコイルの出力をY軸に、ヒステリシスループを記録紙に描く。ここで測定条件としては、試料充填量:約1g、試料充填セル:内径7mmφ±0.02mm、高さ10mm±0.1mm、4πIコイル:巻数30回にて測定した。
キャリア粒子の真密度は、JIS R9301−2−1に準拠して、ピクノメーターを用いて測定した。ここで、溶媒としてメタノールを用い、温度25℃にて測定を行った。
この見掛け密度の測定は、JIS−Z2504(金属粉の見掛け密度試験法)に従って測定される。
次に、本発明に係る電子写真現像剤用樹脂充填型フェライトキャリアの製造方法の一例について説明する。
次に、本発明に係る電子写真現像剤について説明する。
本発明に係る電子写真現像剤は、上記した電子写真現像剤用樹脂充填型キャリアとトナーとからなるものである。
上記多孔質フェライトの空隙に充填する樹脂として、メチルシリコーン樹脂1を用い、この樹脂溶液45重量部(樹脂溶液濃度20重量%のため固形分としては9重量部、希釈溶媒:トルエン)にアミノシランカップリング剤(N−2−(アミノエチル)−3−アミノプロピルトリメトキシシラン)を、樹脂固形分に対して10重量%添加し樹脂溶液を得た。上記多孔質フェライト芯材100重量部と、樹脂溶液を60℃、2.3kPaの減圧下で混合撹拌し、トルエンを揮発させながら、樹脂を多孔質フェライト芯材の空隙に浸透、充填させた。
被覆に用いられる樹脂としてメチルシリコーン樹脂2を用い、アミノシランカップリング剤(N−2−(アミノエチル)−3−アミノプロピルトリメトキシシラン)を樹脂の固形分に対して20重量%含有させた以外は、実施例3と同様にして樹脂充填型フェライトキャリアを得た。このアミノシランカップリング剤を樹脂固形分に対して20重量%含有する被覆樹脂の純水に対する接触角は101.4度であった。
充填に用いられる樹脂としてメチルフェニルシリコーン樹脂2を用いた以外は、実施例1と同様にして樹脂充填型フェライトキャリアを得た。このアミノシランカップリング剤を樹脂固形分に対して10重量%含有する充填樹脂の純水に対する接触角は93.8度であった。
充填に用いられる樹脂としてフッ素樹脂1を用い、アミノシランカップリング剤を含有させない以外は、実施例1と同様にして樹脂充填型フェライトキャリアを得た。この充填樹脂の純水に対する接触角は110.7度であった。
被覆に用いられる樹脂としてアクリル樹脂3を用いた以外は、実施例3と同様にして樹脂充填型フェライトキャリアを得た。この被覆樹脂の純水に対する接触角は89.7度であった。
被覆に用いられる樹脂としてアクリル樹脂4を用いた以外は、実施例3と同様にして樹脂充填型フェライトキャリアを得た。この被覆樹脂の純水に対する接触角は79.0度であった。
被覆に用いられる樹脂としてメチルフェニルシリコーン樹脂2を用い、アミノシランカップリング剤(N−2−(アミノエチル)−3−アミノプロピルトリメトキシシラン)を樹脂の固形分に対して20重量%含有させた以外は、実施例3と同様にして樹脂充填型フェライトキャリアを得た。このアミノシランカップリング剤を樹脂固形分に対して20重量%含有する被覆樹脂の純水に対する接触角は93.4度であった。
帯電量は、キャリアとトナーとの混合物を、吸引式帯電量測定装置(Epping q/m−meter、PES−Laboratoriumu社製)により測定し求めた。トナーはフルカラープリンターに使用されている市販の負極性トナー(シアントナー、富士ゼロックス株式会社製DocuPrintC3530用)を用い、トナー濃度を5重量%に調整した。調整した現像剤を50ccのガラス瓶に入れ、100rpmの回転数で5分間撹拌した。
また、下記のようにしてトナーを入れ替えながら現像剤の攪拌を行い、キャリアの耐久試験を行った。キャリア18gと上記トナー2gを50ccのガラス瓶に秤量し、ペイントシェーカー(米国レッドデビル社製)で1時間攪拌した。攪拌後の現像剤から、25μmの目開きを持つメッシュの篩を用いてトナーを除去した(その際現像材をメッシュの上に置き、下から掃除機等で吸引してトナーを分離しても構わない)。最後に新しいトナーを2g加え、これを1サイクルとした。これを10サイクル行った。10サイクル目にはトナーの補給を行わなかった。このようにして得られた耐久後のキャリアについて、耐久前のキャリアと同様にして帯電量と後述する電気抵抗及びトナースペントを求めた。
帯電維持率は、下記により求めた
上記攪拌後(5分、耐久試験後)の現像剤からトナーを除去し、電気抵抗を測定した。トナーを除去するには、25μmの目開きを持つメッシュの篩を用いてトナーを除去した(その際現像材をメッシュの上に置き、下から掃除機等で吸引してトナーを分離しても構わない)。トナーを除去した後、以下のようにして抵抗を測定した。すなわち、電極間間隔1.0mmにて非磁性の平行平板電極(10mm×40mm)を対抗させ、その間に、試料200mgを秤量して充填した。磁石(表面磁束密度:1500Gauss、電極に接する磁石の面積:10mm×30mm)を平行平板電極に付けることにより電極間に試料を保持させ、100Vの電圧を印加し、抵抗を絶縁抵抗計(SM−8210、東亜ディケーケー(株)製)にて測定した。なお、室温25℃、湿度55%に制御された恒温恒湿室内で測定を行った。
トナースペントの評価方法は、下記の通りである。すなわち、耐久試験後のキャリアからトルエンでスペントしたトナーを洗浄した後、上澄み液の、波長560nmの光の透過率(%)を可視光分光光度計(JENWAY社製、MODEL6100)により測定し、透過率90%以上を合格として評価した。
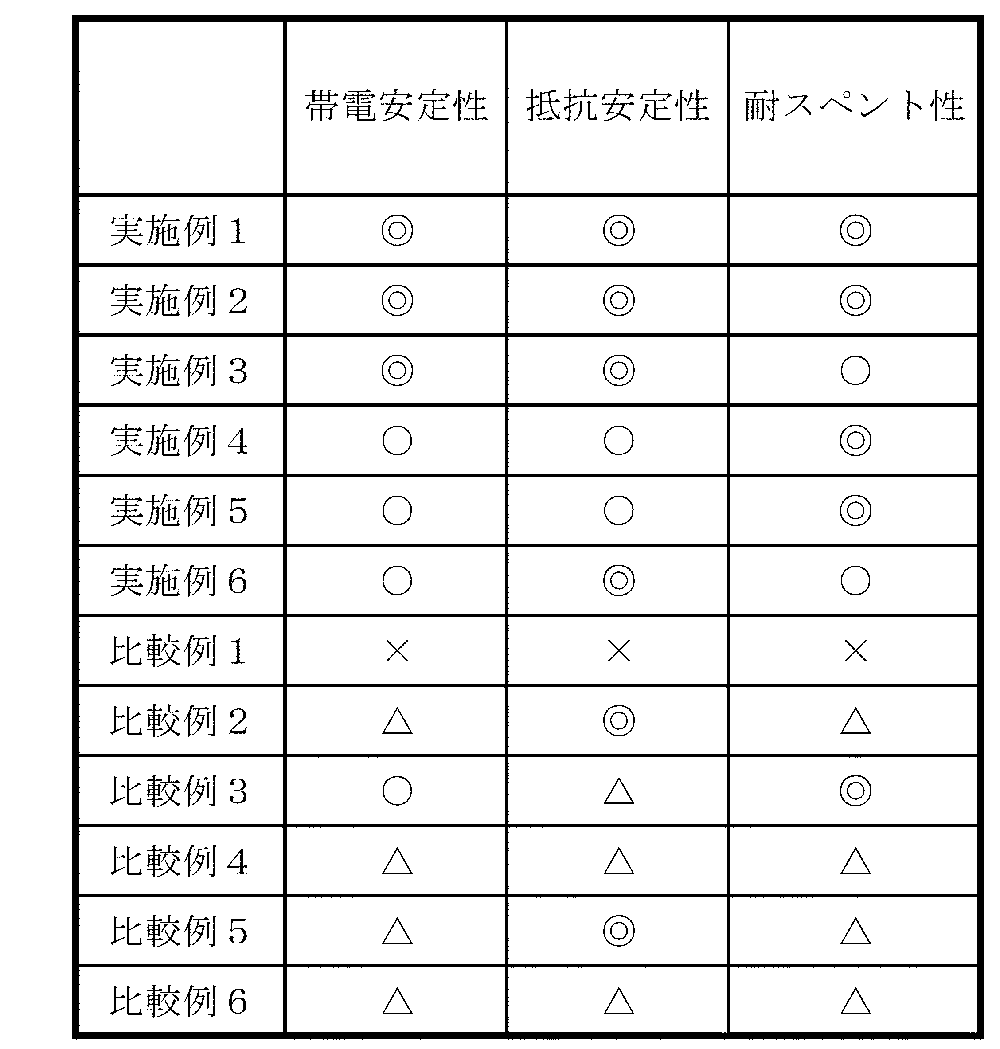
(帯電安定性)
◎:大変良好で、特に使用に適している(帯電維持率が60%以上)。
○:良好で、使用に適している(帯電維持率が50%以上60%未満)。
△:使用レベルにある(帯電維持率が40%以上50%未満)。
×:使用レベルにない(帯電維持率が40%未満)。
上記測定の結果から、抵抗安定性を下記4段階にて評価した。
◎:大変良好で、特に使用に適している(初期値に対する耐久後の値の比が1.0×102未満)。
○:良好で、使用に適している(初期値に対する耐久後の値の比が1.0×102以上1.0×103未満)。
△:使用レベルにある(初期値に対する耐久後の値の比が1.0×103以上1.0×104未満)。
×:使用レベルにない(初期値に対する耐久後の値の比が1.0×104以上)。
上記測定の結果から、耐スペント性を下記4段階にて評価した。
◎:大変良好で、特に使用に適している(透過率97%以上)。
○:良好で、使用に適している(透過率95%以上97%未満)。
△:使用レベルにある(透過率90%以上95%未満)。
×:使用レベルにない(透過率95%未満)。
Claims (7)
- 多孔質フェライト芯材の空隙に樹脂を充填したフェライト粒子の表面に、樹脂を被覆した電子写真現像剤用樹脂充填型フェライトキャリアであって、該充填樹脂の純水に対する接触角が95〜105度、該被覆樹脂の純水に対する接触角が80〜88度であることを特徴とする電子写真現像剤用樹脂充填型フェライトキャリア。
- 上記充填樹脂の充填量が、上記多孔質フェライトキャリア芯材100重量部に対して6〜30重量部である請求項1に記載の電子写真現像剤用樹脂充填型フェライトキャリア。
- 上記被覆樹脂の被覆量が、樹脂を充填した上記フェライト粒子100重量部に対して0.1〜5.0重量部である請求項1又は2に記載の電子写真現像剤用樹脂充填型フェライトキャリア。
- 体積平均粒径が20〜50μm、飽和磁化が30〜80Am2/kg、真密度が2.5〜4.5g/cm3、見掛け密度が1.0〜2.2g/cm3である請求項1〜3のいずれかに記載の電子写真現像剤用樹脂充填型フェライトキャリア。
- 上記多孔質フェライト芯材の組成が、Mn、Mg、Li、Ca、Sr、Cu、Znが選ばれる少なくとも1種を含む請求項1〜4のいずれかに記載の電子写真現像剤用樹脂充填型フェライトキャリア。
- 請求項1〜5のいずれかに記載のフェライトキャリアとトナーとからなる電子写真現像剤。
- 補給用現像剤として用いられる請求項6に記載の電子写真現像剤。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011079173A JP5757403B2 (ja) | 2011-03-31 | 2011-03-31 | 電子写真現像剤用樹脂充填型フェライトキャリア及び該樹脂充填型フェライトキャリアを用いた電子写真現像剤 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011079173A JP5757403B2 (ja) | 2011-03-31 | 2011-03-31 | 電子写真現像剤用樹脂充填型フェライトキャリア及び該樹脂充填型フェライトキャリアを用いた電子写真現像剤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012215624A JP2012215624A (ja) | 2012-11-08 |
| JP5757403B2 true JP5757403B2 (ja) | 2015-07-29 |
Family
ID=47268460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011079173A Active JP5757403B2 (ja) | 2011-03-31 | 2011-03-31 | 電子写真現像剤用樹脂充填型フェライトキャリア及び該樹脂充填型フェライトキャリアを用いた電子写真現像剤 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5757403B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2808738B1 (en) * | 2013-05-30 | 2019-03-27 | Canon Kabushiki Kaisha | Magnetic carrier, two-component developer, developer for replenishment, and image forming method |
| US9541853B2 (en) * | 2013-05-30 | 2017-01-10 | Canon Kabushiki Kaisha | Magnetic carrier, two-component developer, replenishing developer, and image forming method |
| JP2018106015A (ja) * | 2016-12-27 | 2018-07-05 | Dowaエレクトロニクス株式会社 | キャリア芯材並びにこれを用いた電子写真現像用キャリア及び電子写真用現像剤 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008224882A (ja) * | 2007-03-09 | 2008-09-25 | Canon Inc | 二成分系現像剤及び補給用現像剤 |
| CN102105840B (zh) * | 2008-08-04 | 2013-08-07 | 佳能株式会社 | 磁性载体和双组分显影剂 |
| EP2312398B1 (en) * | 2008-08-04 | 2017-03-01 | Canon Kabushiki Kaisha | Magnetic carrier and two-component developer |
| JP5534312B2 (ja) * | 2009-03-31 | 2014-06-25 | パウダーテック株式会社 | 電子写真現像剤用樹脂充填型フェライトキャリア及び該フェライトキャリアを用いた電子写真現像剤 |
-
2011
- 2011-03-31 JP JP2011079173A patent/JP5757403B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012215624A (ja) | 2012-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4001606B2 (ja) | 樹脂充填型キャリア及び該キャリアを用いた電子写真現像剤 | |
| JP4001609B2 (ja) | 電子写真現像剤用キャリア及び該キャリアを用いた電子写真現像剤 | |
| JP5550105B2 (ja) | 電子写真現像剤用樹脂充填型フェライトキャリア芯材、フェライトキャリア及び該フェライトキャリアを用いた電子写真現像剤 | |
| JP5464640B2 (ja) | 電子写真現像剤用樹脂充填型キャリア及び該樹脂充填型キャリアを用いた電子写真現像剤 | |
| JP5692766B1 (ja) | 外殻構造を有するフェライト粒子を用いた電子写真現像剤用フェライトキャリア芯材及びフェライトキャリア、並びに該フェライトキャリアを用いた電子写真現像剤 | |
| JP5534312B2 (ja) | 電子写真現像剤用樹脂充填型フェライトキャリア及び該フェライトキャリアを用いた電子写真現像剤 | |
| JP5464639B2 (ja) | 電子写真現像剤用樹脂充填型キャリア及び該樹脂充填型キャリアを用いた電子写真現像剤 | |
| JP2009258595A (ja) | 電子写真現像剤用樹脂充填型キャリア及び該樹脂充填型キャリアを用いた電子写真現像剤 | |
| JP2010055014A (ja) | 電子写真現像剤用樹脂充填型キャリア及び該樹脂充填型キャリアを用いた電子写真現像剤 | |
| JP6089333B2 (ja) | 電子写真現像剤用樹脂充填型フェライトキャリア芯材及びフェライトキャリア、並びに該フェライトキャリアを用いた電子写真現像剤 | |
| JP3949692B2 (ja) | 不定形フェライトキャリア及び該フェライトキャリアを用いた電子写真現像剤 | |
| JP4197172B2 (ja) | 電子写真現像剤用フェライトキャリア及びその製造方法、並びに該フェライトキャリアを用いた電子写真現像剤 | |
| JP5550104B2 (ja) | 電子写真現像剤用樹脂充填型フェライトキャリア芯材、フェライトキャリア及び該フェライトキャリアを用いた電子写真現像剤 | |
| JP6156626B2 (ja) | 電子写真現像剤用フェライトキャリア芯材及びフェライトキャリア、並びに該フェライトキャリアを用いた電子写真現像剤 | |
| JP2014197040A5 (ja) | ||
| JP2004240322A (ja) | キャリア芯材、被覆キャリア、電子写真用二成分系現像剤及び画像形成方法 | |
| JP2013145300A5 (ja) | ||
| JP2012215858A (ja) | 電子写真現像剤用樹脂被覆キャリア及び該樹脂被覆キャリアを用いた電子写真現像剤 | |
| JP5850331B2 (ja) | 電子写真現像剤用フェライトキャリア芯材及びフェライトキャリア、並びに該フェライトキャリアを用いた電子写真現像剤 | |
| JP6465292B2 (ja) | 電子写真現像剤用フェライトキャリア芯材及びその製造方法 | |
| JP5995048B2 (ja) | 電子写真現像剤用フェライトキャリア芯材、フェライトキャリア及びこれらの製造方法、並びに該フェライトキャリアを用いた電子写真現像剤 | |
| JP5348587B2 (ja) | 電子写真現像剤用樹脂充填型キャリア及び該樹脂充填型キャリアを用いた電子写真現像剤 | |
| JP5757403B2 (ja) | 電子写真現像剤用樹脂充填型フェライトキャリア及び該樹脂充填型フェライトキャリアを用いた電子写真現像剤 | |
| JP6040471B2 (ja) | 電子写真現像剤用フェライトキャリア芯材及びフェライトキャリア、並びに該フェライトキャリアを用いた電子写真現像剤 | |
| JP2012208446A (ja) | 電子写真現像剤用フェライトキャリア芯材、フェライトキャリア及び電子写真現像剤 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150511 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150521 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5757403 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |