JP5745192B2 - 連続鋳造プロセスにおける溶融金属の流れ制御のための設備および方法 - Google Patents
連続鋳造プロセスにおける溶融金属の流れ制御のための設備および方法 Download PDFInfo
- Publication number
- JP5745192B2 JP5745192B2 JP2014547722A JP2014547722A JP5745192B2 JP 5745192 B2 JP5745192 B2 JP 5745192B2 JP 2014547722 A JP2014547722 A JP 2014547722A JP 2014547722 A JP2014547722 A JP 2014547722A JP 5745192 B2 JP5745192 B2 JP 5745192B2
- Authority
- JP
- Japan
- Prior art keywords
- magnetic
- current
- equipment
- molten metal
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/114—Treating the molten metal by using agitating or vibrating means
- B22D11/115—Treating the molten metal by using agitating or vibrating means by using magnetic fields
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
Description
EP1623777は、鋼の連続鋳造方法を開示している。少なくとも3つの電磁石は、鋳型の長手方向に沿って配置されている。電磁石が振動磁場を発生しながら、振動磁場のピーク位置は、鋳型の長手方向にシフトされる。
JP10305353は、鋳型の長い側面を、浸漬ノズルの排出口の上側と下側との間に配置するために、鋳型の長い側面の背面で、磁極を上下2段として配設すること、及び鋳型内の溶鋼の流れを、磁場を印加することにより制御することを含む、鋼を連続成形するプロセスを開示している。少なくとも、下部磁極により印加した磁場が、直流静磁場(DC−StMF)により重畳された磁場であり、交流移動磁場(AC−ShMF)または上部磁極により印加した磁場は、DC−StMFおよびDC−ShMFにより重畳された磁場であり、下部磁極8により印加した磁場は、DC−StMFであるように、磁極により印加した磁場が作られる。
JP5154623は、鋳型内の溶鋼の流動を制御するための方法を開示している。電磁撹拌のための三相コイルは、連続鋳造鋳型に配設され、DC電流は、各位相に伝導される際の電流値が周期的に変化し、各位相の電流値変化の位相は、120度ずつシフトされる。
EP1510272は、極低炭素鋼スラブを製造する方法を開示している。約0.01質量%以下の炭素含量を有する極低炭素鋼スラブは、約150〜約240ミリメートルの短辺の長さDを有する鋳造空間が設けられた鋳型、ならびに、それぞれが横幅dを有する排出口が設けられた浸漬ノズルであって、その比D/dが約1.5〜約3.0の範囲にある鋳型および浸漬ノズルを使用して、約2.0メートル/分を上回る鋳造速度で鋳造することにより製造される。
WO2008/004969は、連続スラブ鋳造機で溶鋼に少なくとも一つの磁場を印加することにより、鋳型内の溶鋼の流動を制御するための方法を開示している。これは、メニスカス上の溶鋼流速が成形粉エントレインメント臨界流速を上回る場合に、静磁場を印加して安定化制動力を浸漬ノズルからの排出流に付与することにより、溶鋼浴面、即ち、メニスカス上の溶鋼流速を、所定の溶鋼流速に制御すること、および、メニスカス上の溶鋼流速が介在物付着(inclusion adherence)臨界流速を下回る場合に、移動磁場を印加して溶鋼流を増加させることにより、メニスカスの溶鋼流速を、介在物付着臨界流速以上から成形粉エントレインメント臨界流速以下までの範囲に制御することにより、達成される。
Gardin Pらによる「スラブの電磁鋳造:鋳型内のAC&DCの構成のための数値モデルの開発」は、中間範囲の周波数の交流磁場(AC)を、鋳型メニスカス近傍における連続的な磁場(DC)と組み合わせたスラブの電磁連続鋳造の新たな概念を開示している。
Claims (13)
- 連続鋳造プロセスのための設備(7)であって、前記設備(7)は、
容器(9a)内に溶融金属(19)を受けるための第1の開口(9−1)、前記容器(9a)から前記溶融金属(19)を排出するための第2の開口(9−2)、および、前記第1の開口(9−1)と前記第2の開口(9−2)との間に延在する本体(9b)を有する、容器(9a)と、
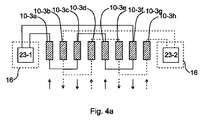
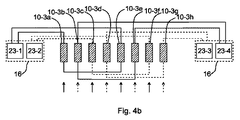
前記本体(9b)に取り付けられている第1の磁気設備(10)であって、脚(10−2)のついた磁心(10−1)、および、前記脚(10−2)の周囲に配設されたコイル(10−3)を有する、第1の磁気設備(10)と、
前記コイル(10−3)の各々に対し、交流電流が搬送電流に重畳された状態で、前記交流電流および前記搬送電流を提供するように構成された電力系統(16)であって、コイル(10−3)に提供された交流電流および搬送電流の各対が、流れ制御電流を形成し、隣接するコイルに提供された流れ制御電流が、互いを基準にして位相シフトされ、それによって、前記容器(9a)内の溶融金属(19)において進行磁場を生成する、電力系統(16)と、
前記本体(9b)に取り付けられた第2の磁気設備(13)であって、前記電力系統(16)が、他の信号が重畳されていない状態で、前記第2の磁気設備(13)に直流電流を供給するように配設される、第2の磁気設備(13)と
を備え、
前記第1の磁気設備(10)が、前記溶融金属(19)の流れ方向(C)に対して前記第2の磁気設備(13)の上流に配設され、前記流れ方向(C)が、前記第1の開口(9−1)から前記第2の開口(9−2)へ規定されている、設備(7)。 - 前記第1の磁気設備(10)が、第1の磁気部分(10a)と第2の磁気部分(10b)とを有し、前記第1の磁気部分(10a)および前記第2の磁気部分(10b)が、前記本体(9b)の対向する側に同じ高さで配設されている、請求項1に記載の設備(7)。
- 前記容器(9a)が、第1の長い側面(17−1)と、前記第1の長い側面(17−1)に対向し、かつ、前記第1の長い側面(17−1)から距離を置いて配置された、第2の長い側面(17−2)とを有し、前記第1の磁気部分(10a)が、前記第1の長い側面(17−1)に沿って配設され、前記第2の磁気部分(10b)が、前記第2の長い側面(17−2)に沿って配設されている、請求項2に記載の設備(7)。
- 前記容器(9a)が、前記第1の開口(9−1)が設けられた第1の側面(9f)を有し、前記第1の磁気設備(10)の前記脚(10−2)が、前記第1の側面(9f)から軸方向の距離dを置いて配設されており、前記距離dが、前記容器(9a)内に受けられたときの溶融金属(19)のメニスカス(19−1)レベルまでの距離よりも大きく、かつ、前記溶融金属が浸漬ノズル(21)によって前記容器内に排出される距離以下である、請求項1から3のいずれか一項に記載の設備(7)。
- 各搬送電流が直流電流である、請求項1から4のいずれか一項に記載の設備(7)。
- 前記電力系統(16)が、前記第1の磁気部分(10a)の前記コイル(10−3)のうちの少なくとも2つに対し、相互に異なる極性を有する搬送電流を提供するように構成されている、請求項2に記載の設備(7)。
- 前記電力系統(16)が、前記第1の磁気部分(10a)の各コイル(10−3)に対し、同じ極性を有する搬送電流を提供するように構成されている、請求項2に記載の設備(7)。
- 各搬送電流が交流電流である、請求項1から4のいずれか一項に記載の設備(7)。
- 前記容器(9a)が鋳造用鋳型である、請求項1から8のいずれか一項に記載の設備(7)。
- 連続鋳造プロセスのための、容器(9a)内における溶融金属(19)の流れ制御のための方法であって、前記容器(9a)が、前記溶融金属(19)を受けるための第1の開口(9−1)、前記溶融金属(19)を排出するための第2の開口(9−2)、および、前記第1の開口(9−1)と前記第2の開口(9−2)との間に延在する本体(9b)を有し、第1の磁気設備(10)が、前記本体(9b)に取り付けられており、前記第1の磁気設備(10)が、脚(10−2)のついた磁心(10−1)、および、前記脚(10−2)の周囲に配設されたコイル(10−3)を有し、電力系統(16)が、前記コイル(10−3)の各々に対し、交流電流および搬送電流を提供するように構成され、第2の磁気設備(13)が、前記本体(9b)に取り付けられ、前記電力系統(16)が、他の信号が重畳されていない状態で、前記第2の磁気設備(13)に直流電流を供給するように配設され、前記第1の磁気設備(10)が、前記溶融金属(19)の流れ方向(C)に対して前記第2の磁気設備(13)の上流に配設され、前記流れ方向(C)が、前記第1の開口(9−1)から前記第2の開口(9−2)へ規定されている方法であって、前記方法は、
前記第1の磁気設備(10)の各コイル(10−3)に対し、交流電流が搬送電流に重畳された状態で、前記交流電流および前記搬送電流を提供することであって、コイル(10−3)に提供された交流電流および搬送電流の各対が、流れ制御電流を形成し、隣接するコイル(10−3)に提供された流れ制御電流が、互いを基準にして位相シフトされ、それによって、前記容器(9a)内の前記溶融金属(19)において進行磁場を生成する、交流電流および搬送電流を提供すること
を含む、方法。 - 前記溶融金属(19)に関係するパラメータを測定することと、前記測定されたパラメータに基づいて、前記流れ制御電流を制御することとを含む、請求項10に記載の方法。
- 前記制御することが、少なくとも1つの流れ制御電流の位相および振幅のいずれかを制御することを含む、請求項11に記載の方法。
- 各搬送電流が直流電流である、請求項10から12のいずれか一項に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2011/073727 WO2013091701A1 (en) | 2011-12-22 | 2011-12-22 | Arrangement and method for flow control of molten metal in a continuous casting process |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015502261A JP2015502261A (ja) | 2015-01-22 |
| JP5745192B2 true JP5745192B2 (ja) | 2015-07-08 |
Family
ID=45401084
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014547722A Active JP5745192B2 (ja) | 2011-12-22 | 2011-12-22 | 連続鋳造プロセスにおける溶融金属の流れ制御のための設備および方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US8985189B2 (ja) |
| EP (1) | EP2794149B1 (ja) |
| JP (1) | JP5745192B2 (ja) |
| KR (1) | KR101536882B1 (ja) |
| CN (1) | CN103998159B (ja) |
| BR (1) | BR112014014324B1 (ja) |
| CA (1) | CA2859739C (ja) |
| IN (1) | IN2014CN04488A (ja) |
| MX (1) | MX2014007567A (ja) |
| WO (1) | WO2013091701A1 (ja) |
| ZA (1) | ZA201403493B (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016078718A1 (en) | 2014-11-20 | 2016-05-26 | Abb Technology Ltd | Electromagnetic brake system and method of controllong molten metal flow in a metal-making process |
| US9289820B1 (en) * | 2015-04-21 | 2016-03-22 | Ut-Battelle, Llc | Apparatus and method for dispersing particles in a molten material without using a mold |
| EP3415251A1 (en) | 2017-06-16 | 2018-12-19 | ABB Schweiz AG | Electromagnetic brake system and method of controlling an electromagnetic brake system |
| WO2020170836A1 (ja) | 2019-02-19 | 2020-08-27 | Jfeスチール株式会社 | 連続鋳造機の制御方法、連続鋳造機の制御装置、及び鋳片の製造方法 |
| CN116669880A (zh) * | 2020-12-25 | 2023-08-29 | 杰富意钢铁株式会社 | 钢的连铸方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05154623A (ja) * | 1991-12-04 | 1993-06-22 | Nippon Steel Corp | 鋳型内溶鋼流動制御方法 |
| JPH10305353A (ja) * | 1997-05-08 | 1998-11-17 | Nkk Corp | 鋼の連続鋳造方法 |
| KR100376504B1 (ko) * | 1998-08-04 | 2004-12-14 | 주식회사 포스코 | 연속주조방법및이에이용되는연속주조장치 |
| JP2000351048A (ja) * | 1999-06-09 | 2000-12-19 | Kawasaki Steel Corp | 金属の連続鋳造方法および装置 |
| CA2646757A1 (en) * | 2000-07-10 | 2002-01-10 | Jfe Steel Corporation | Method and apparatus for continuous casting of metals |
| SE523881C2 (sv) * | 2001-09-27 | 2004-05-25 | Abb Ab | Anordning samt förfarande för kontinuerlig gjutning |
| JP4263396B2 (ja) * | 2001-11-30 | 2009-05-13 | Jfeスチール株式会社 | 鋼の連続鋳造方法及び設備 |
| JP4348988B2 (ja) * | 2003-04-11 | 2009-10-21 | Jfeスチール株式会社 | 鋼の連続鋳造方法 |
| KR100764945B1 (ko) * | 2003-04-11 | 2007-10-08 | 제이에프이 스틸 가부시키가이샤 | 강의 연속주조방법 |
| US20050045303A1 (en) * | 2003-08-29 | 2005-03-03 | Jfe Steel Corporation, A Corporation Of Japan | Method for producing ultra low carbon steel slab |
| EP2038081B1 (en) * | 2006-07-06 | 2014-05-14 | Abb Ab | Method and apparatus for controlling the flow of molten steel in a mould |
| DE102007038281B4 (de) * | 2007-08-03 | 2009-06-18 | Forschungszentrum Dresden - Rossendorf E.V. | Verfahren und Einrichtung zum elektromagnetischen Rühren von elektrisch leitenden Flüssigkeiten |
| JP4807462B2 (ja) * | 2009-11-10 | 2011-11-02 | Jfeスチール株式会社 | 鋼の連続鋳造方法 |
-
2011
- 2011-12-22 WO PCT/EP2011/073727 patent/WO2013091701A1/en active Application Filing
- 2011-12-22 BR BR112014014324-2A patent/BR112014014324B1/pt active IP Right Grant
- 2011-12-22 MX MX2014007567A patent/MX2014007567A/es active IP Right Grant
- 2011-12-22 EP EP11799721.3A patent/EP2794149B1/en active Active
- 2011-12-22 IN IN4488CHN2014 patent/IN2014CN04488A/en unknown
- 2011-12-22 JP JP2014547722A patent/JP5745192B2/ja active Active
- 2011-12-22 KR KR1020147017125A patent/KR101536882B1/ko active IP Right Grant
- 2011-12-22 CA CA2859739A patent/CA2859739C/en active Active
- 2011-12-22 CN CN201180075422.XA patent/CN103998159B/zh active Active
-
2014
- 2014-05-14 ZA ZA2014/03493A patent/ZA201403493B/en unknown
- 2014-06-20 US US14/310,236 patent/US8985189B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BR112014014324B1 (pt) | 2018-07-03 |
| CA2859739A1 (en) | 2013-06-27 |
| JP2015502261A (ja) | 2015-01-22 |
| IN2014CN04488A (ja) | 2015-09-11 |
| US8985189B2 (en) | 2015-03-24 |
| KR20140095100A (ko) | 2014-07-31 |
| CN103998159B (zh) | 2016-04-27 |
| BR112014014324A2 (pt) | 2017-06-13 |
| MX2014007567A (es) | 2014-10-17 |
| KR101536882B1 (ko) | 2015-07-14 |
| CN103998159A (zh) | 2014-08-20 |
| CA2859739C (en) | 2016-03-22 |
| EP2794149A1 (en) | 2014-10-29 |
| WO2013091701A1 (en) | 2013-06-27 |
| EP2794149B1 (en) | 2015-06-24 |
| ZA201403493B (en) | 2015-06-24 |
| US20140299288A1 (en) | 2014-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5745192B2 (ja) | 連続鋳造プロセスにおける溶融金属の流れ制御のための設備および方法 | |
| US7735544B2 (en) | Method and system of electromagnetic stirring for continuous casting of medium and high carbon steels | |
| EP2038081B1 (en) | Method and apparatus for controlling the flow of molten steel in a mould | |
| RU2457064C1 (ru) | Способ для непрерывной и полунепрерывной разливки алюминиевых сплавов и устройство для его осуществления | |
| US20030106667A1 (en) | Method and device for continuous casting of metals in a mold | |
| CN104107891A (zh) | 板坯连铸结晶器电磁搅拌装置的电磁感应器 | |
| JP2010535106A5 (ja) | ||
| KR101332209B1 (ko) | 예비 형강, 특히 예비 이중 t 형강을 연속 주조하기 위한방법 및 그 장치 | |
| US20070151414A1 (en) | Systems and methods of electromagnetic influence on electroconducting continuum | |
| WO2013133318A1 (ja) | チタン溶解装置 | |
| CN101259523B (zh) | 控制连续铸造结晶器内金属液流动的电磁制动装置 | |
| CN101720262A (zh) | 钢的连续铸造方法及铸模内钢水的流动控制装置 | |
| JP2004322120A (ja) | 鋼の連続鋳造方法 | |
| RU2574556C1 (ru) | Устройство и способ регулирования потока расплавленного металла в процессе непрерывной разливки | |
| CN104136145A (zh) | 电磁搅拌装置及连续铸造方法 | |
| JP2010017749A (ja) | 溶解炉、連続鋳造装置、および連続鋳造装置における鋳造方法 | |
| US7237597B2 (en) | Method and device for continuous casting of metals in a mold | |
| PESTEANU | The washing effect in electromagnetic rotational stirrers for continuous casting | |
| JP2003275849A (ja) | 連続鋳造鋳片の製造方法 | |
| JP2004042065A (ja) | 電磁攪拌装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20141029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150430 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5745192 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |