JP5733255B2 - 加工機用の回転支持治具 - Google Patents
加工機用の回転支持治具 Download PDFInfo
- Publication number
- JP5733255B2 JP5733255B2 JP2012075886A JP2012075886A JP5733255B2 JP 5733255 B2 JP5733255 B2 JP 5733255B2 JP 2012075886 A JP2012075886 A JP 2012075886A JP 2012075886 A JP2012075886 A JP 2012075886A JP 5733255 B2 JP5733255 B2 JP 5733255B2
- Authority
- JP
- Japan
- Prior art keywords
- jig
- rotation
- rotation support
- cylindrical workpiece
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Gear Processing (AREA)
Description
例えば、特許文献1のワーク切削用治具においては、第1治具の軸部を、ワークの第1穴部及び第2治具の第2穴部に挿通し、ナットを軸部に締め付けて、ワーク切削用治具にワークをアッセンブリ化することが開示されている。このワーク切削用治具は、歯車の歯を切削により形成するホブ盤、ホブ盤により形成された歯のバリを取るバリ取り装置等に適用することが開示されている。
上記回転装置において上記一方の回転支軸と同一軸線上に配置された他方の回転支軸に、中心軸線を一致させて装着される他方治具部と、
上記一方治具部に対して、該一方治具部の中心軸線を回転中心として回転自在に取り付けられ、上記一方治具部と上記他方治具部との間に挟持する円筒状ワークの端面にバリ取り加工を行うバリ取り工具と、を備えることを特徴とする加工機用の回転支持治具にある(請求項1)。
回転支持治具の一方治具部にはバリ取り工具が取り付けられている。これにより、回転支持治具の一方治具部を、一方の回転支軸と他方の回転支軸とを有する回転装置へ搬送する際には、バリ取り工具も同時に搬送することができる。そのため、一対の回転支軸に支持して加工する円筒状ワークの大きさ・形状に対応するバリ取り工具を、予め回転支持治具の一方治具部に取り付けておくことができる。
上記加工機用の回転支持治具において、上記他方治具部は、上記一方治具部と組み合わせて運搬可能であってもよい(請求項2)。
この場合には、バリ取り工具が取り付けられた一方治具部と他方治具部とを組み合わせて、回転装置へ搬送することができる。そのため、回転支持治具の段替え(交換)を容易にすることができる。
また、一方治具部と他方治具部との間に円筒状ワークを支持し、この円筒状ワークを回転装置によって回転させるときには、円筒状ワークの回転を受けて回転工具部も回転させることができる。そして、円筒状ワークの外周に対して歯面等の加工を行う際に、回転する回転工具部によって、円筒状ワークの端面に形成されるバリを切削除去することができる。これにより、回転工具部の全周に形成された切刃によって、バリの切削除去をより効果的に行うことができる。
この場合には、回り止め部材によってバリ取り工具のリング部の回り止めを容易に行うことができる。
この場合には、回り止め部材によってリング部、支持アーム部及び回転工具部の回り止めを容易に行うことができる。
この場合には、バリ取り工具を取り付けた回転支持治具をホブ盤に適用し、ホブ盤において、歯面の切削加工を行うサイクルタイムを短縮することができる。
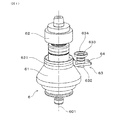
本例の加工機用の回転支持治具6は、図1〜図4に示すごとく、一方治具部61、他方治具部62及びバリ取り工具63を備えている。
一方治具部61は、回転装置2の一方の回転支軸21に、中心軸線601を一致させて装着されるよう構成されている。他方治具部62は、一方治具部61と組み合わせて運搬可能であり、回転装置2において一方の回転支軸21と同一軸線上に配置された他方の回転支軸22に、中心軸線601を一致させて装着されるよう構成されている。図3、図4に示すごとく、バリ取り工具63は、一方治具部61に対して、この一方治具部61の中心軸線601を回転中心として回転自在に取り付けられ、一方治具部61と他方治具部62との間に挟持する円筒状ワーク8の端面80にバリ取り加工を行うよう構成されている。
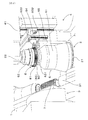
図5に示すごとく、本例の加工機は、ホブ盤1であり、回転支持治具6は、ホブ盤1で加工を行う円筒状ワーク8を回転装置2に支持するために用いる。ホブ盤1は、円筒状ワーク8を保持して回転する回転装置2と、刃具7を装着して円筒状ワーク8に加工を行う加工装置3とを備えている。ホブ盤1には、複数のグリッパ5が旋回中心軸線401から同一半径距離に配設され、各グリッパ5を回転装置2に順次対向させるよう旋回する旋回ローダ4が配設されている。
各グリッパ5は、円筒状ワーク8、回転支持治具6及び刃具7のいずれも直接又は間接的に把持可能に構成されているとともに、回転装置2との間での回転支持治具6及び円筒状ワーク8の受渡し、及び加工装置3との間での刃具7の受渡しを行うよう構成されている。
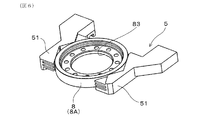
図6、図7に示すごとく、本例の円筒状ワーク8は、歯車用であって中心穴83を有する円盤形状を有しており、グリッパ5は、円盤形状の外周を挟持するよう構成されている。グリッパ5は、一対の挟持部51の間隔を可変させることにより、外径が異なる複数種類の円筒状ワーク8を把持できるよう構成されている。図6は、外径の大きな歯車を形成するためのワーク8Aを示し、図7は、外径の小さな歯車を形成するためのワーク8Bを示す。
加工装置3は、刃具装着部31を、回転可能であるとともに前後及び上下に移動させるよう構成されている。加工装置3は、旋回ローダ4に対して回転装置2が配設された方向の延長上に配設されている。
図5に示すごとく、加工前の円筒状ワーク8は、旋回ローダ4によって、一方の回転支軸21に装着された一方治具部61と、他方の回転支軸22に装着された他方治具部62との間に搬入される。加工後の円筒状ワーク8は、旋回ローダ4によって、一方の回転支軸21に装着された一方治具部61と、他方の回転支軸22に装着された他方治具部62との間から搬出される。
本例のグリッパ5は、旋回中心支柱41の外周において互いに90°ずれた位置の4箇所に配設されている。各グリッパ5は、旋回中心支柱41に対して、個別に上下移動可能である。なお、グリッパ5は、旋回中心支柱41の回りの2箇所もしくは3箇所、あるいは5箇所以上に等間隔に配設することもできる。
本例の各グリッパ5は、回転装置2との間での加工前の円筒状ワーク8の供給及び加工後の円筒状ワーク8の取出、回転装置2との間での回転支持治具6の供給及び取出、及び加工装置3との間での刃具7の供給及び取出を行うよう構成されている。
図示は省略するが、旋回ローダ4に対して回転装置2が配設された方向とは反対側の方向には、円筒状ワーク8、回転支持治具6及びパレット70のいずれをも搬送可能である搬送装置が配設される。
図5に示すごとく、まず、外部受渡位置502にあるグリッパ5が外部搬送台又はロボットから、一方治具部61の上に他方治具部62が載置された回転支持治具6を把持する。次いで、旋回ローダ4が旋回し、外部受渡位置502にあるグリッパ5を内部受渡位置501まで移動させる。次いで、内部受渡位置501に移動したグリッパ5を下降させ、一方治具部61を一方の回転支軸21に装着する。次いで、旋回ローダ4の旋回中心支柱41に設けられた他方の回転支軸22を下降させ、この他方の回転支軸22に他方治具部62を装着する。その後、他方の回転支軸22を上昇させておき、一方治具部61と他方治具部62との間に円筒状ワーク8を受入可能な状態を形成する。
そして、バリ取り工具63は、一方治具部61が一方の回転支軸21に装着されたときに、支持アーム部632のストッパ溝64が回り止め部材65と係合することにより、一方の回転支軸21及び一方治具部61が回転する際に、一方治具部61の中心軸線601の回りに回転しないようにすることができる。
図5に示すごとく、加工装置3は、刃具装着部31を前進及び上下させて、この刃具装着部31に、グリッパ5に把持されたパレット70の刃具保持部72における刃具7を装着するよう構成されている。
回転支持治具6は、一方治具部61と他方治具部62とを組み合わせて運搬が可能であり、一方治具部61にはバリ取り工具63が取り付けられている。これにより、回転支持治具6を、一方の回転支軸21と他方の回転支軸22とを有する回転装置2へ搬送する際には、バリ取り工具63も同時に搬送することができる。そのため、一対の回転支軸に支持して加工する円筒状ワーク8の大きさ・形状に対応するバリ取り工具63を、予め回転支持治具6の一方治具部61に取り付けておくことができる。
2 回転装置
21 一方の回転支軸
22 他方の回転支軸
3 加工装置
4 旋回ローダ
5 グリッパ
6 回転支持治具
61 一方治具部
62 他方治具部
63 バリ取り工具
7 刃具
8 円筒状ワーク
80 端面
Claims (6)
- 回転装置の一方の回転支軸に、中心軸線を一致させて装着される一方治具部と、
上記回転装置において上記一方の回転支軸と同一軸線上に配置された他方の回転支軸に、中心軸線を一致させて装着される他方治具部と、
上記一方治具部に対して、該一方治具部の中心軸線を回転中心として回転自在に取り付けられ、上記一方治具部と上記他方治具部との間に挟持する円筒状ワークの端面にバリ取り加工を行うバリ取り工具と、を備えることを特徴とする加工機用の回転支持治具。 - 請求項1に記載の加工機用の回転支持治具において、上記他方治具部は、上記一方治具部と組み合わせて運搬可能であることを特徴とする加工機用の回転支持治具。
- 請求項1又は2に記載の加工機用の回転支持治具において、上記バリ取り工具は、上記一方治具部の中心軸線を回転中心として回転自在なリング部と、該リング部から周方向一方に突出して設けられた支持アーム部と、該支持アーム部において上記一方治具部の中心軸線と平行な中心軸線を回転中心として回転自在に支持された回転工具部とを有していることを特徴とする加工機用の回転支持治具。
- 請求項3に記載の加工機用の回転支持治具において、上記バリ取り工具は、上記一方の回転支軸及び上記他方の回転支軸の回転を受けて、上記一方治具部及び上記他方治具部が回転するときに、上記支持アーム部が、上記回転装置の周辺に配設された回り止め部材によって掛止されて、上記リング部の回転が阻止されるよう構成されていることを特徴とする加工機用の回転支持治具。
- 請求項3に記載の加工機用の回転支持治具において、上記支持アーム部には、上記回転装置の周辺に配設された回り止め部材と係合するストッパ溝が設けられており、
上記一方の回転支軸及び上記他方の回転支軸の回転を受けて、上記一方治具部及び上記他方治具部が回転するときに、上記回り止め部材と上記ストッパ溝との係合によって、上記一方治具部の中心軸線に対する、上記リング部、上記支持アーム部及び上記回転工具部の回転が阻止されるよう構成されていることを特徴とする加工機用の回転支持治具。 - 請求項1〜5のいずれか一項に記載の加工機用の回転支持治具において、上記一方の回転支軸及び上記他方の回転支軸は、上記円筒状ワークの外周に歯面を切削加工するホブ盤において、上記円筒状ワークを回転させる回転装置を構成しており、
上記バリ取り工具は、上記円筒状ワークの外周に歯面を切削加工する際にその軸方向に形成されるバリを除去するものであることを特徴とする加工機用の回転支持治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012075886A JP5733255B2 (ja) | 2012-03-29 | 2012-03-29 | 加工機用の回転支持治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012075886A JP5733255B2 (ja) | 2012-03-29 | 2012-03-29 | 加工機用の回転支持治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013202746A JP2013202746A (ja) | 2013-10-07 |
| JP5733255B2 true JP5733255B2 (ja) | 2015-06-10 |
Family
ID=49522411
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012075886A Active JP5733255B2 (ja) | 2012-03-29 | 2012-03-29 | 加工機用の回転支持治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5733255B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108296574A (zh) * | 2018-04-04 | 2018-07-20 | 广东金力变速科技股份有限公司 | 一种自动上料滚齿机 |
| JP7421390B2 (ja) * | 2020-03-25 | 2024-01-24 | 本田技研工業株式会社 | ワーク供給払出装置 |
| JPWO2022190176A1 (ja) * | 2021-03-08 | 2022-09-15 | ||
| CN113263228A (zh) * | 2021-06-07 | 2021-08-17 | 浙江陀曼精密机械有限公司 | 一种滚倒滚多路径复合加工装置 |
| JP7443470B1 (ja) | 2022-11-16 | 2024-03-05 | Dmg森精機株式会社 | 工具支持装置、及び該工具支持装置を備えた工作機械 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2206443A (en) * | 1935-10-11 | 1940-07-02 | Packard Motor Car Co | Apparatus for forming toothed elements |
| US3130642A (en) * | 1960-10-06 | 1964-04-28 | Washington Scient Ind Inc | Gear hobbing machines |
| DE4134441A1 (de) * | 1991-10-18 | 1993-04-22 | Werner Hermann Wera Werke | Schlagmesser-fraesmaschine mit entgratungsrad |
| JP2005262354A (ja) * | 2004-03-17 | 2005-09-29 | Fuso Engineering Corp | ワーク切削用治具およびワーク切削用加工ライン |
| CN101543916A (zh) * | 2009-04-28 | 2009-09-30 | 无锡银联机械有限公司 | 滚齿机用同步去毛刺装置 |
-
2012
- 2012-03-29 JP JP2012075886A patent/JP5733255B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013202746A (ja) | 2013-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9469004B2 (en) | Rotation processing machine and rotation processing method | |
| US9522433B2 (en) | Rotation processing machine | |
| TWI430862B (zh) | Gear processing machinery | |
| JP5733255B2 (ja) | 加工機用の回転支持治具 | |
| JP5696771B2 (ja) | 回転加工機及び回転加工方法 | |
| JP5945015B2 (ja) | 両頭平面研削装置および研削方法 | |
| JP5633611B1 (ja) | ワーク支持治具 | |
| JP5712961B2 (ja) | 搬送装置のグリッパ | |
| JP5631469B1 (ja) | 回転加工機用の刃具パレット及び回転加工機における刃具着脱方法 | |
| EP3202516A1 (en) | Chuck structure | |
| JP2011251366A (ja) | 切削装置 | |
| JP5684203B2 (ja) | 歯車加工装置 | |
| JP2009039800A (ja) | 面取り装置およびそれを具備する歯車加工機 | |
| JP5650822B1 (ja) | 搬送装置のグリッパ及びそれを用いた回転加工機 | |
| JP2014100776A (ja) | フェイスクランプチャックおよび工作機械 | |
| JP5747061B2 (ja) | 回転加工機用のワーク支持治具及び回転加工機におけるワーク支持治具の着脱方法 | |
| JP2014030874A (ja) | 交換装置 | |
| JP5699975B2 (ja) | 運搬システム | |
| JP5621808B2 (ja) | 回転加工機 | |
| JP5994057B2 (ja) | 歯車加工装置 | |
| WO2016027642A1 (ja) | 部材保持装置および当該部材保持装置を備えた工作機械 | |
| JP2009136938A (ja) | 主軸台旋回装置 | |
| JP2000127017A (ja) | 多工程研削盤 | |
| JP2005103737A (ja) | ホブ盤用の治具 | |
| JPH052803U (ja) | 円筒研削盤の加工物把握装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150317 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150330 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5733255 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |