JP5730616B2 - 端面検査方法および端面検査装置 - Google Patents
端面検査方法および端面検査装置 Download PDFInfo
- Publication number
- JP5730616B2 JP5730616B2 JP2011042372A JP2011042372A JP5730616B2 JP 5730616 B2 JP5730616 B2 JP 5730616B2 JP 2011042372 A JP2011042372 A JP 2011042372A JP 2011042372 A JP2011042372 A JP 2011042372A JP 5730616 B2 JP5730616 B2 JP 5730616B2
- Authority
- JP
- Japan
- Prior art keywords
- region
- electrode plate
- core material
- area
- rectangular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/892—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the flaw, defect or object feature examined
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/8914—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the material examined
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Description
すなわち、第1の発明は、芯材に活性質を塗布して形成した積層体である電極板の端面を検査する端面検査方法であって、
前記端面を撮影する撮影過程と、
前記撮影過程で取得した画像データから前記電極板の領域を求める第1領域抽出過程と、
前記第1領域抽出過程で求めた電極板の領域の画像データを利用して当該領域に近似する矩形を求める第1矩形近似過程と、
前記電極板の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から活性質の積層方向に生じている欠陥部位を求める第1欠陥部位算出過程と、
前記撮影過程で取得した画像データから前記芯材の領域を求める第2領域抽出過程と、
前記第2領域抽出過程で求めた芯材の領域の画像データを利用して当該領域に近似する矩形を求める第2矩形近似過程と、
前記芯材の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の積層方向に生じている欠陥部位を求める第2欠陥部位算出過程と、
を備えたことを特徴とする。
前記第2矩形近似過程で求めた矩形と芯材の領域を合わせ込む第2フィッティング過程とを含み、
前記第1欠陥部位算出過程は、前記電極板の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から活性質の欠陥部位を求め、
第2欠陥部位算出過程は、前記芯材の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求めることが好ましい。
前記分割した画像ごとに第1矩形近似過程から第1欠陥部位算出過程を繰り返して活性質の欠陥部位を求めるとともに、
当該分割した画像ごとに、第2矩形近似過程から第2欠陥部位算出過程を繰り返して芯材の欠陥部位を求めることが好ましい。
前記積層体の端面に向けて光を照射する照射ユニットと、
光の照射された芯材の端面を撮影する撮影ユニットと、
前記撮影ユニットで取得した画像データを利用して芯材および活性質の欠陥部位を検査する画像処理ユニットとを備え、
前記画像処理ユニットは、撮影ユニットで取得した画像データを記憶する記憶部と、
前記記憶部から画像データを読み出し、当該画像データから前記電極板および芯材の領域を求める領域抽出部と、
前記電極板および芯材の領域の画像データを利用して各領域に近似する矩形を求める矩形近似部と、
前記芯材および電極板の領域から前記各矩形の領域の差分をとり、余った領域を予め決めた各基準値との比較から芯材および活性質の積層方向に生じている欠陥部位を求める欠陥部位算出部と
を備えたことを特徴とする。
前記欠陥部位算出部は、前記芯材および電極板の領域ごとにフィッティングにより求めた各矩形の領域との差分をとり、余った領域を予め決めた各基準値との比較から芯材および活性質の積層方向の欠陥部位を求めることが好ましい。
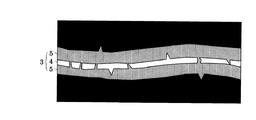
検査対象の電極板3の全長、幅、芯材4および塗布物質5の厚みなどが、操作部10から入力または表示部11に表示されている情報から選択される。また、芯材4および塗布物質5の欠陥部位の判定に利用する基準値や設定値なども予め設定入力される。これら設定条件は、記憶部13に格納される。
条件設定が完了し、電極板3の搬送と同時に光学カメラ7が電極板3の端面の撮影を開始する。撮影された図7に示す画像の当該画像データは、リアルタイムに記憶部13に記憶されてゆく。記憶された画像データは、領域抽出部14によって読み出され、二値化処理される。その後、当該二値化処理された画像データに基づいて、第1領域抽出側と第2領域抽出側の2つの処理が並列で実行される。そこで、先ず、第1領域抽出の処理について説明する。なお、第1領域抽出側の処理系統では、電極板3の外形から塗布物質5に発生しているバリを検出している。
領域抽出部14は、先ず、電極板3の領域、すなわち、塗布物質5の領域を求める。例えば、画像に表示される撮影対象物は、背景板9および電極板3である。また、電極板3は、芯材4と塗布物質5から構成されている。これら3つの物質は、反射率が異なる。つまり、金属薄である芯材4の輝度が最も高く、塗布物質5、背景板9の順に輝度が低くなってゆく。そこで、二値化処理の画像データにおいて、0から255階調の範囲で各物質の濃淡レベルに応じたものを実験などのよって予め基準値を求めておき、取得した実画像データと基準値を比較し、図8に示すように、塗布物質5の領域のみを求める。
領域強調部15は、求めた塗布物質5の領域画素に対して膨張および収縮させるクロージング処理を少なく1回行う。このとき、塗布物質5の端面に凹凸または切断時の粉塵の付着による光の拡散によって生じる輝度ムラなどの影響で欠損する画素が補完される。したがって、図8に示すように、連続的に繋がった塗布物質5の領域が強調される。なお、当該領域強調処理は、クロージング処理以外にフィルタリング処理を利用してもよい。
矩形近似部16は、抽出した塗布物質5の領域の輪郭座標を利用して最小二乗法により、図9に示すように、実際の塗布物質5の領域に近似させた矩形領域20を求める。
ステップS4で求めた塗布物質5の領域とステップS5で求めた矩形領域の差分をとる。
分割判定部17は、ステップS6で差分し、余った領域、すなわち、図10に示す近似矩形からはみ出るハッチング部分の面積を算出する。当該面積に応じて電極板3の画像を長手方向に最適となる分割数を求める。例えば、実験などにより予め決めた設定値で当該面積を除算し、その値を四捨五入したときの値が2以上であれば、分割有りと判定し、2未満であれば分割不要と判定する。なお、当該判定は設定条件などによって適宜変更される。例えば、分割演算結果が“0”または“1”となるように設定し、“0”の場合には分割無とし、“1”の場合は分割有と判定してもよい。
当該ステップS10では、塗布物質5の欠陥部位を求める。当該欠陥部位を求めるために、図5に示すように、以下のステップS11からステップS15の処理が繰り返し実行される。
ステップS8で求めた分割数に応じて、画像データを分割する。
矩形近似処理部16は、分割画像ごとに矩形近似処理を実行する。本実施例では3分割され、図11に示すように、その左側の画像から塗布物質5の領域に近似する矩形領域20を求める。例えば、塗布物質5の領域の輪郭座標を利用して最小二乗法により実際の塗布物質5の領域に近似させた矩形領域20を求める。
矩形近似処理が完了すると、図12に示すように、分割画像内の塗布物質5の領域の四隅と近似矩形の四隅とが一致するようにフィッティング処理を行う。
欠陥部位算出部18は、図13に示すように、分割された塗布物質5の領域とフィッティング後の矩形領域の差分をとり、矩形領域からはみ出る部分を塗布物質5の欠陥部位候補として求める。
<ステップS15> 欠陥判定処理
欠陥部位算出が完了した後、算出した欠陥部位候補に対し、予め決めた欠陥基準値との比較から欠陥の判定を行う。この判定により、最終的に致命的となり得る欠陥部位21のみを算出する。ここで、致命的な欠陥部位21とは、電極板3をセパレータを介して積層したとき、セパレータを貫通しきる恐れのある高さに設定される。したがって、セパレータの厚みなどのよって適宜に変更される。
欠陥部位算出部18は、ステップS8で求めた分割数に達したかどうかを判別する。所定数に達すれば、ステップS31にすすむ。所定数に達していなければ、所定数に達するまでステップS12からの処理が繰り返される。
領域抽出部14は、取得した画像データと予め決めた芯材4の基準値を比較し、図15に示すように、芯材4の領域を求める。その後、ステップS8における分割判定の結果が、ステップS20内のステップS21またはステップS22に送られる。
当該ステップS20では、分割判定部17の判定結果に応じて芯材4の欠陥部位を、図6に示すように、以下のステップS21からステップS25の処理が繰り返し実行される。
ステップS8で求めた分割数に応じて、画像データを分割する。
矩形近似部16は、図15に示すように、分割処理により分割された芯材4の領域から、図16に示す、外乱などの影響で途切れて映っている芯材の各々に対し、外接または近似させた複数個の矩形領域22を求める。この求めた各矩形領域22より重心位置の座標pおよび芯材厚み方向の長さを求める。
図17に示すように、求めた矩形領域23に対し、画面に映り込んでいる芯材4の左右両端の座標と求めた近似矩形の四隅の座標とが、同じ垂線直線上に位置するようにフィッティング処理を行う。なお、このとき、近似した矩形23の四隅の座標が、画面上で左右両端の芯材4の座標と一致するようにフィッティング処理してもよいし、上下の辺が画面上で左右両端の芯材4の上下座標を通るよう、幅方向に拡大した矩形を用いてフィッティング処理してもよい。
欠陥部位算出部18は、図18に示すように、分割された芯材4の領域とフィッティング後の矩形領域の差分をとり、矩形面先からはみ出る部分を芯材4の欠陥部位候補として求める。
<ステップS25> 欠陥判定処理
欠陥部位算出が完了した後、算出した欠陥部位候補に対し、予め決めた欠陥基準値との比較から欠陥の判定を行う。この判定により、最終的に致命的となり得る欠陥部位24のみを算出する。ここで、致命的な欠陥部位24とは、電極板3をセパレータを介して積層したとき、塗布物質5の厚み分を超えてセパレータを貫通しきる恐れのある高さに設定される。したがって、塗布物質5の厚みおよびセパレータの厚みなどのよって適宜に変更される。
欠陥部位算出部18は、ステップS8で求めた分割数に達したかどうかを判別する。所定数に達すれば、ステップS31にすすむ。所定数に達していなければ、所定数に達するまでステップS22からの処理が繰り返される。
ステップS1からステップS31までの一巡の処理が完了すると、予め設定した電極板5の処理長さに達したどうかを判定する。所定長さに達すれば、処理を完了する。所定長さに達していなければステップS2からの処理が繰り返される。
2 … 画像処理装置
3 … 電極板
4 … 芯材
5 … 塗布物質
12 … 画像処理ユニット
13 … 記憶部
14 … 領域抽出部
15 … 領域強調部
16 … 分割判定部
17 … 矩形近似部
18 … 欠陥部位算出部
19,20,22,23…矩形領域
21,24…欠陥部位
Claims (10)
- 芯材に活性質を塗布して形成した積層体である電極板の端面を検査する端面検査方法であって、
前記端面を撮影する撮影過程と、
前記撮影過程で取得した画像データから前記電極板の領域を求める第1領域抽出過程と、
前記第1領域抽出過程で求めた電極板の領域の画像データを利用して当該領域に近似する矩形を求める第1矩形近似過程と、
前記電極板の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から活性質の積層方向に生じている欠陥部位を求める第1欠陥部位算出過程と、
前記撮影過程で取得した画像データから前記芯材の領域を求める第2領域抽出過程と、
前記第2領域抽出過程で求めた芯材の領域の画像データを利用して当該領域に近似する矩形を求める第2矩形近似過程と、
前記芯材の領域から前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の積層方向に生じている欠陥部位を求める第2欠陥部位算出過程と、 を備えたことを特徴とする端面検査方法。 - 請求項1に記載の端面検査方法において、
前記第1矩形近似過程で求めた矩形と電極板の領域と合わせ込む第1フィッティング過程と、
前記第2矩形近似過程で求めた矩形と芯材の領域を合わせ込む第2フィッティング過程とを含み、
前記第1欠陥部位算出過程は、前記電極板の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から活性質の欠陥部位を求め、
第2欠陥部位算出過程は、前記芯材の領域からフィッティング後の前記矩形の領域の差分をとり、余った領域を予め決めた基準値との比較から芯材の欠陥部位を求める
ことを特徴とする端面検査方法。 - 請求項1または請求項2に記載の端面検査方法において、
前記第1領域抽出過程で求めた電極板領域と第1矩形近似過程で求めた矩形領域の差分をとり、余った領域の面積に応じて電極板の長手方向に沿って画像を所定数に分割する分割過程を含み、
前記分割した画像ごとに第1矩形近似過程から第1欠陥部位算出過程を繰り返して活性質の欠陥部位を求めるとともに、
当該分割した画像ごとに、第2矩形近似過程から第2欠陥部位算出過程を繰り返して芯材の欠陥部位を求める
ことを特徴とする端面検査方法。 - 請求項1ないし請求項3のいずれかに記載の端面検査方法において、
前記第1領域抽出過程の後に、芯材および電極板のうち少なくとも電極板の領域を強調する領域強調処理過程を備える
ことを特徴とする端面検査方法。 - 請求項1ないし請求項4のいずれかに記載の端面検査方法において、
第2領域抽出過程の後に、芯材以外のノイズを除去するノイズ除去過程を備えた
ことを特徴とする端面検査方法。 - 請求項1ないし請求項5のいずれかに記載の端面検査方法において、
前記電極板は、所定幅にスリットされた帯状であって、当該積層体を搬送しつつ端面を連続的に撮影し、活性質の欠陥部位を求めるとともに、
および芯材の欠陥部位を求める
ことを特徴とする端面検査方法。 - 芯材に活性質を塗布して形成した積層体である電極板の端面を検査する端面検査装置であって、
前記電極板の端面に向けて光を照射する照射ユニットと、
光の照射された芯材の端面を撮影する撮影ユニットと、
前記撮影ユニットで取得した画像データを利用して芯材および活性質の欠陥部位を検査する画像処理ユニットとを備え、
前記画像処理ユニットは、撮影ユニットで取得した画像データを記憶する記憶部と、
前記記憶部から画像データを読み出し、当該画像データから前記電極板および芯材の領域を求める領域抽出部と、
前記電極板および芯材の領域の画像データを利用して各領域に近似する矩形を求める矩形近似部と、
前記芯材および電極板の領域から前記各矩形の領域の差分をとり、余った領域を予め決めた各基準値との比較から芯材および活性質の積層方向に生じている欠陥部位を求める欠陥部位算出部と
を備えたことを特徴とする端面検査装置。 - 請求項7に記載の端面検査装置において、
前記画像処理ユニットは、矩形近似部で求めた各矩形を芯材および電極板の各領域に合わせ込むフィッティング部を備え、
前記欠陥部位算出部は、前記芯材および電極板の領域ごとにフィッティングにより求めた各矩形の領域との差分をとり、余った領域を予め決めた各基準値との比較から芯材および活性質の積層方向の欠陥部位を求める
ことを特徴とする端面検査装置。 - 請求項7または請求項8に記載の端面検査装置において、
前記画像処理ユニットは、電極板領域と矩形領域の差分をとり、余った領域の面積に応じて電極板の長手方向に沿って画像を所定数に分割する分割判定部を備えた
ことを特徴とする端面検査装置。 - 請求項7ないし請求項9のいずれかに記載の端面検査装置において、
前記領域抽出部で求めた芯材および電極板の画像のうち少なくとも電極板の領域を強調する領域強調部を備える
ことを特徴とする端面検査装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011042372A JP5730616B2 (ja) | 2011-02-28 | 2011-02-28 | 端面検査方法および端面検査装置 |
| PCT/JP2012/051306 WO2012117767A1 (ja) | 2011-02-28 | 2012-01-23 | 端面検査方法および端面検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011042372A JP5730616B2 (ja) | 2011-02-28 | 2011-02-28 | 端面検査方法および端面検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012181031A JP2012181031A (ja) | 2012-09-20 |
| JP5730616B2 true JP5730616B2 (ja) | 2015-06-10 |
Family
ID=46757709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011042372A Expired - Fee Related JP5730616B2 (ja) | 2011-02-28 | 2011-02-28 | 端面検査方法および端面検査装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5730616B2 (ja) |
| WO (1) | WO2012117767A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5988474B2 (ja) * | 2012-03-01 | 2016-09-07 | 東レエンジニアリング株式会社 | 積層シート材料の端面を検査する装置 |
| CN114937015B (zh) * | 2022-05-24 | 2024-09-27 | 杭州百子尖科技股份有限公司 | 一种锂电池极片制造中智能视觉识别方法和系统 |
| CN115200477B (zh) * | 2022-07-19 | 2024-08-30 | 凌云光技术股份有限公司 | 一种用于极片的测量装置及方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2858194B2 (ja) * | 1992-10-20 | 1999-02-17 | 三菱電線工業株式会社 | Oリング検査方法 |
| JP2910520B2 (ja) * | 1993-08-02 | 1999-06-23 | 住友電装株式会社 | ゴム栓の検査装置 |
| JP2002098650A (ja) * | 2000-09-26 | 2002-04-05 | Matsushita Electric Works Ltd | 透明体検出方法およびそのシステム |
| JP2002373649A (ja) * | 2001-06-18 | 2002-12-26 | Mitsubishi Chemicals Corp | 電池およびその製造方法 |
| JP4268416B2 (ja) * | 2002-09-30 | 2009-05-27 | 大日本印刷株式会社 | 細長シート状物の湾曲度合の測定方法、及び測定装置 |
| JP4855193B2 (ja) * | 2006-09-14 | 2012-01-18 | ミツテック株式会社 | 薄板検査装置 |
| JP2010114011A (ja) * | 2008-11-10 | 2010-05-20 | Kawasaki Heavy Ind Ltd | 電池用電極板のバリの検出装置 |
-
2011
- 2011-02-28 JP JP2011042372A patent/JP5730616B2/ja not_active Expired - Fee Related
-
2012
- 2012-01-23 WO PCT/JP2012/051306 patent/WO2012117767A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012181031A (ja) | 2012-09-20 |
| WO2012117767A1 (ja) | 2012-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012181032A (ja) | 端面検査方法および端面検査装置 | |
| US9036893B2 (en) | Tire defect detection method | |
| JP6357617B2 (ja) | 蒲鉾板の欠陥検査装置 | |
| CN101464418A (zh) | 缺陷检测方法以及缺陷检测装置 | |
| JP5730616B2 (ja) | 端面検査方法および端面検査装置 | |
| JP2010112802A (ja) | 木材の外観検査装置、木材の外観検査方法 | |
| JP2009293999A (ja) | 木材欠陥検出装置 | |
| CN111899215A (zh) | 一种光学元件体缺陷的提取方法 | |
| JP2010287442A (ja) | 電池の検査方法及び電池の検査装置 | |
| JP2020134187A (ja) | 傷検査装置および方法 | |
| CN115931898A (zh) | 一种陶瓷基板表面缺陷视觉检测方法、装置及存储介质 | |
| JP2013200157A (ja) | 端面検査方法および端面検査装置 | |
| JP7151426B2 (ja) | 管ガラス検査方法、学習方法及び管ガラス検査装置 | |
| KR101828536B1 (ko) | 패널 검사 방법 및 장치 | |
| JP2006170922A (ja) | 外観検査方法およびその装置 | |
| JP2006170921A (ja) | 外観検査方法およびその装置 | |
| IL281347B2 (en) | Detection of defects in the logic area of the analyzer | |
| CN117058411B (zh) | 电池棱边外形瑕疵识别方法、装置、介质和设备 | |
| JP7157380B2 (ja) | 外観検査方法及び電子部品の製造方法 | |
| CN116542967B (zh) | 一种锂电池极柱缺陷的检测方法、装置以及设备 | |
| KR102278801B1 (ko) | 고속 양극 노칭기용 이차전지 전극필름의 스패터 검사방법 | |
| JP6770691B2 (ja) | 塗膜端部の精度の定量化方法及び定量化装置 | |
| JPH09159622A (ja) | 表面欠陥検査装置 | |
| CN116167930A (zh) | 图像增强方法、边缘线定位方法、巡边检方法及装置 | |
| JP2005037203A (ja) | 棒状物体の検査装置及び検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150408 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5730616 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |