JP5658577B2 - 中空体成形装置 - Google Patents
中空体成形装置 Download PDFInfo
- Publication number
- JP5658577B2 JP5658577B2 JP2011016091A JP2011016091A JP5658577B2 JP 5658577 B2 JP5658577 B2 JP 5658577B2 JP 2011016091 A JP2011016091 A JP 2011016091A JP 2011016091 A JP2011016091 A JP 2011016091A JP 5658577 B2 JP5658577 B2 JP 5658577B2
- Authority
- JP
- Japan
- Prior art keywords
- floating core
- port
- mold
- pressure port
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007667 floating Methods 0.000 claims description 121
- 229920005989 resin Polymers 0.000 claims description 57
- 239000011347 resin Substances 0.000 claims description 57
- 238000000465 moulding Methods 0.000 claims description 23
- 238000002347 injection Methods 0.000 claims description 19
- 239000007924 injection Substances 0.000 claims description 19
- 239000012530 fluid Substances 0.000 claims description 16
- 238000000034 method Methods 0.000 claims description 12
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims description 9
- 238000004891 communication Methods 0.000 description 11
- 239000007789 gas Substances 0.000 description 6
- 238000001746 injection moulding Methods 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 229910001873 dinitrogen Inorganic materials 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 238000004904 shortening Methods 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 238000000071 blow moulding Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 238000010112 shell-mould casting Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images













Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Description
前記金型は、前記主キャビティの加圧ポート側の周囲に前記フローティングコアを成形する複数のフローティングコアキャビティを有し、
前記金型に対して移動可能に加圧ポート台座が配設されると共に、該加圧ポート台座に複数の加圧ポートが配設され、
前記主キャビティ内で中空成形体を成形すると共に、前記フローティングコアキャビティのうち少なくとも一つに、待機中の加圧ポートを臨ませて該加圧ポート上にフローティングコアを成形し、
該成形されたフローティングコアが前記加圧ポート上に装着されたままの状態で、次のショットに際して前記主キャビティに臨むように、前記加圧ポート台座を移動させることを特徴とする。
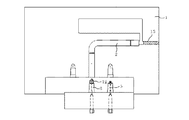
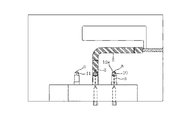
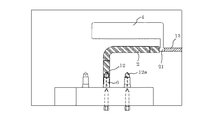
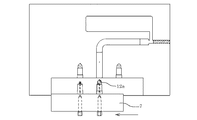
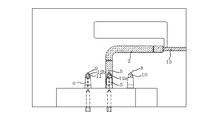
2 主キャビティ
3、10、11 射出ゲート
4 副キャビティ
5、6 加圧ポート
7 加圧ポート台座
8、9 フローティングコアキャビティ
12(12a、12b) フローティングコア
13 開閉手段
15 中空成形体
16 副キャビティの成形体
17、18 先端ノズル
19、20 切断部
21 連通路
Claims (5)
- 一端にフローティングコアを備えた加圧ポートが配され、他端に排出口を有する主キャビティを備えた金型の該主キャビティ内に溶融樹脂を射出した後、前記加圧ポートから加圧流体を圧入して前記フローティングコアを排出口側に移動させると共に、前記排出口から溶融樹脂を押し出させて中空成形体を成形する中空体成形装置において、
前記金型は、前記主キャビティの加圧ポート側の周囲に前記フローティングコアを成形する複数のフローティングコアキャビティを有し、
前記金型に対して移動可能に加圧ポート台座が配設されると共に、該加圧ポート台座に複数の加圧ポートが配設され、
前記主キャビティ内で中空成形体を成形すると共に、前記フローティングコアキャビティのうち少なくとも一つに、待機中の加圧ポートを臨ませて該加圧ポート上にフローティングコアを成形し、
該成形されたフローティングコアが前記加圧ポート上に装着されたままの状態で、次のショットに際して前記主キャビティに臨むように、前記加圧ポート台座を移動させることを特徴とする中空体成形装置。 - 前記フローティングコアが凹部を有し、前記加圧ポートが先端ノズルを有し、該先端ノズルが前記フローティングコアの凹部に嵌挿された状態で、前記フローティングコアが前記加圧ポートに装着されていることを特徴とする請求項1に記載の中空体成形装置。
- 前記加圧ポート台座が、平行移動可能に配設されていることを特徴とする請求項1または2に記載の中空体成形装置。
- 前記加圧ポート台座が、回転可能に配設されていることを特徴とする請求項1または2に記載の中空体成形装置。
- 前記フローティングコアを成形する射出ゲートがホットランナー方式であり、一のフローティングコアキャビティの射出ゲートを開いて溶融樹脂を充填する際には、他のフローティングコアキャビティの射出ゲートを閉じることを特徴とする請求項1から4のいずれか1項に記載の中空体成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011016091A JP5658577B2 (ja) | 2011-01-28 | 2011-01-28 | 中空体成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011016091A JP5658577B2 (ja) | 2011-01-28 | 2011-01-28 | 中空体成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012153086A JP2012153086A (ja) | 2012-08-16 |
| JP5658577B2 true JP5658577B2 (ja) | 2015-01-28 |
Family
ID=46835324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011016091A Active JP5658577B2 (ja) | 2011-01-28 | 2011-01-28 | 中空体成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5658577B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6310385B2 (ja) * | 2014-12-24 | 2018-04-11 | 豊田鉄工株式会社 | 中空体成形装置 |
| JP6295216B2 (ja) * | 2015-02-27 | 2018-03-14 | 豊田鉄工株式会社 | 射出成形装置及び連結成形品 |
| DE102017204797A1 (de) * | 2017-03-22 | 2018-09-27 | Kautex Textron Gmbh & Co. Kg | Verfahren und Vorrichtung zur Herstellung eines Bauteils aus thermoplastischem Kunststoff sowie Bauteil hergestellt nach dem Verfahren |
| JP7147514B2 (ja) | 2018-11-30 | 2022-10-05 | 横浜ゴム株式会社 | 樹脂管の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06320565A (ja) * | 1993-05-13 | 1994-11-22 | Kyoraku Co Ltd | 樹脂製管状体の製造方法 |
| JP3411710B2 (ja) * | 1995-02-23 | 2003-06-03 | アァルピィ東プラ株式会社 | 中空成形方法 |
| JPH10180812A (ja) * | 1996-12-26 | 1998-07-07 | Asahi Chem Ind Co Ltd | フローティングコアによる中空体成形方法 |
| JPH11114997A (ja) * | 1997-10-21 | 1999-04-27 | Nippon Plast Co Ltd | 分岐中空体の製造方法 |
-
2011
- 2011-01-28 JP JP2011016091A patent/JP5658577B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012153086A (ja) | 2012-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5416080B2 (ja) | 中空体成形装置 | |
| EP2384877B1 (en) | Method of manufacturing pipe with branch | |
| JP5658577B2 (ja) | 中空体成形装置 | |
| CN105228804A (zh) | 具有位置可变的模塑腔的低恒压注塑系统 | |
| US7993127B2 (en) | Blow molding device | |
| CN108698281B (zh) | 用于生产多组分成型件的注塑装置和用于生产多组分成型件的方法 | |
| CN102712122B (zh) | 注射模制物品的方法 | |
| JP6126237B2 (ja) | 容器の製造及び充填のための装置及び方法 | |
| KR101473946B1 (ko) | 슬라이드 유닛이 있는 다이캐스팅 금형 | |
| CN108698280B (zh) | 用于制造管的注塑装置及用于制造管的方法 | |
| KR100966877B1 (ko) | 핫 러너 시스템 및 이를 이용한 사출 성형 방법 | |
| JPWO2005023513A1 (ja) | 成形方法、成形用金型、成形品及び成形機 | |
| JP2009148970A (ja) | 二層中空成形品の成形方法 | |
| JP4028683B2 (ja) | 射出成形方法および射出成形機 | |
| JP5038118B2 (ja) | 二層中空成形品の成形方法 | |
| CN110709224A (zh) | 用于由热塑性塑料制造部件的方法和设备以及通过该方法制造的部件 | |
| CN109070417B (zh) | 用于通过注塑由热塑性塑料制造管的方法和装置 | |
| JP6607306B1 (ja) | 射出成形システム | |
| JP7363329B2 (ja) | 射出成形システム | |
| CN105398006A (zh) | 一种注塑模具 | |
| JP4996365B2 (ja) | プリプラ式射出成形装置 | |
| JP2002001782A (ja) | インラインスクリュー式射出成形装置及び射出成形方法 | |
| TW201332739A (zh) | 鑄造方法及設備 | |
| JP2006007421A (ja) | 中空成形品の成形金型および成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141128 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5658577 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |