JP5657660B2 - はめ込みセルフシーリングプライを有する空気式タイヤ - Google Patents
はめ込みセルフシーリングプライを有する空気式タイヤ Download PDFInfo
- Publication number
- JP5657660B2 JP5657660B2 JP2012522180A JP2012522180A JP5657660B2 JP 5657660 B2 JP5657660 B2 JP 5657660B2 JP 2012522180 A JP2012522180 A JP 2012522180A JP 2012522180 A JP2012522180 A JP 2012522180A JP 5657660 B2 JP5657660 B2 JP 5657660B2
- Authority
- JP
- Japan
- Prior art keywords
- phr
- pneumatic tire
- self
- polyamide
- copolymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C19/00—Tyre parts or constructions not otherwise provided for
- B60C19/12—Puncture preventing arrangements
- B60C19/122—Puncture preventing arrangements disposed inside of the inner liner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C73/00—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D
- B29C73/16—Auto-repairing or self-sealing arrangements or agents
- B29C73/163—Sealing compositions or agents, e.g. combined with propellant agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2030/00—Pneumatic or solid tyres or parts thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T152/00—Resilient tires and wheels
- Y10T152/10—Tires, resilient
- Y10T152/10495—Pneumatic tire or inner tube
- Y10T152/10666—Automatic sealing of punctures [e.g., self-healing, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Other Resins Obtained By Reactions Not Involving Carbon-To-Carbon Unsaturated Bonds (AREA)
Description
例えば、文献US 4418093号は、セルフシーリング材料の層を、加硫した空気式タイヤの内壁上に、空気式タイヤの回転およびその後の、上記セルフシーリング材を十分に架橋させてもはや流動しなくなるまでの揺動運動の組合せによって均一に位置付けする方法を提示している。
−(BR−BS)n−
(式中、
・BRは、PAで示すポリアミドまたはポリアミドのブレンドからなる硬質ブロックを示し;
・BSは、PEで示すポリエーテル、ポリエーテルのブレンドまたはポリエーテル/ポリエステルコポリマーからなる軟質ブロックを示し;そして、
・nは、前記ブロックコポリマーの(BR−BS)単位の数を示す)。
本発明の1つの実施態様によれば、硬質ブロックと軟質ブロックを含有する上記コポリマーは、上記軟質ブロックBSの数平均分子量が100g/モルと8000g/モルの間、好ましくは200g/モルと6000g/モルの間、さらにより好ましくは500g/モルと4000g/モルの間であるようなコポリマーである。
本発明の1つの実施態様によれば、硬質ブロックと軟質ブロックを含有する上記コポリマーは、その数平均分子量が600g/モルと20000g/モルの間、好ましくは800g/モルと14000g/モルの間、さらにより好ましくは1000g/モルと10000g/モルの間であるようなコポリマーである。
上記硬質ブロックは、下記から構成され得る:
a) (i) ラクタム、特に、C4〜C12ラクタム、(ii) アミノ酸、特に、C4〜C12アミノ酸、(iii) 線状または枝分れの脂肪族または芳香族C2〜C40ジカルボン酸と線状または枝分れの脂肪族、環状、芳香族または半芳香族ジアミンの縮合生成物である(カルボン酸.ジアミン)対の重合から得られるホモポリアミド構造体;または、
b) (i)、(ii)または(iii)のうちからの少なくとも2つの成分の混合物の重合から得られるコポリアミド構造体。
アミノ酸としては、アミノカプロン酸、7‐アミノヘプタン酸、11‐アミノウンデカン酸および12‐アミノドデカン酸を挙げることができる。
脂肪族ジカルボン酸としては、ブタン二酸、コハク酸、アジピン酸、アゼライン酸、スベリン酸、セバシン酸、ピメリン酸、1,10‐デカン二酸、1,11‐ウンデカン二酸、1,12‐ドデカン二酸および1,18‐オクタデカン二酸を上げることができる。
芳香族ジ酸としては、フタル酸、イソフタル酸またはテレフタル酸を挙げることができる。
ポリアミド系ブロックBRの合成においては、分子量調整剤を重合媒質中に導入し得る。分子量調整剤は、ポリオールまたはポリ酸タイプの化合物であり得る。
ポリアミド系ブロックBRの合成においては、縮合触媒を重合媒質中に導入し得る。
a) ポリアルキレンエーテルポリオール、特に、ポリアルキレンエーテルジオール。これらのブロックは、ポリエチレンエーテルグリコール(PEG);ポリプロピレンエーテルグリコール(PPG);ポリテトラメチレンエーテルグリコール(PTMG);ポリヘキサメチレンエーテルグリコール;ポリトリメチレンエーテルグリコール(PO3G);ポリ(テトラヒドロフラン) (ポリTHF);ポリ(3‐アルキルテトラヒドロフラン)、特に、ポリ(3‐メチルテトラヒドロフラン) (ポリ(3MeTHF));およびこれらのブロックまたはランダムコポリマーから選ばれる。また、少なくとも2個の上記PEブロックの配列を含有するコポリエーテルタイプのPEブロックを想定することも可能である;
b) 上記ポリエーテルブロックのポリエステルブロックとの重縮合によって調製したポリエーテル‐ポリエステルコポリマー。この場合、ポリエーテルブロックおよびポリエステルブロックの各々は、上記縮合反応が可能なように2個の官能基を鎖末端に有する。これらの官能基は、当業者であれば、以下の対、即ち、(酸、アルコール)、(酸、アミン)、(イソシアネート、アルコール)、(イソシアネート、アミン)等から選択されたい。
本発明の好ましい実施態様によれば、上記軟質ブロックは、PEG、PPG、PTMG、またはポリ(3‐MeTHF)から選ばれる。また、必要に応じて、上記硬質ブロックは、ジカルボン酸またはジアミンに由来する芳香族単位も含む。
書面を簡素化するため、硬質ブロックおよび軟質ブロックを含有するコポリマー−(BR−BS)n−は、本発明の残りの説明においては、PEBAで示す。
・20MPaよりも低い、上記フィルムの100%歪みおよび周囲温度での一軸性延伸における初期断面に対する応力;5〜50マイクロメートル、好ましくは7〜30マイクロメートル程度の厚さにおいて、これらのフィルムは、周囲温度において容易に伸長性であり、従って、空気式タイヤの硬化用モールド内での成形工程および配置工程を阻害しない;
・150%よりも大きい、好ましくは300%よりも大きい一軸延伸中および周囲温度での破断点伸び;上記フィルムは、空気式タイヤの製造中の全ての応力に、引裂かれることもまたは破壊されることもなく耐えることができる;
・170℃よりも高い、好ましくは180℃と260℃の間の操作温度;この温度範囲は、硬化用膜と接触するフィルムが達する最高温度よりも高く、この加硫段階における上記フィルムの物理的一体性を担保する。
1つの好ましい実施態様によれば、PEBAは、上記熱可塑性保護フィルムを構成する唯一のポリマーである。
この実施態様の利点の1つは、PEBAを増量剤なしで使用し得ることであり、このことは、加硫段階における成分移行のリスクを抑制する。
TPSは、上記セルフシーリング層の主要エラストマーであり得る。
TPSエラストマーは、スチレン/ブタジエン/スチレン(SBS)、スチレン/イソプレン/スチレン(SIS)、スチレン/イソプレン/ブタジエン/スチレン (SIBS)、スチレン/エチレン/ブチレン/スチレン(SEBS)、スチレン/エチレン/プロピレン/スチレン(SEPS)およびスチレン/エチレン/エチレン/プロピレン/スチレン(SEEPS)の各ブロックコポリマー、並びにこれらコポリマーの混合物によって構成される群から選択し得る。
有利には、TPSエラストマーは、SEBSコポリマー、SEPSコポリマーおよびこれらコポリマーの混合物によって構成される群から選ばれる。
(a) 主要エラストマーとしての、不飽和ジエンエラストマー;
(b) 30phrと90phrの間の量の炭化水素樹脂;
(c) 0phrと60phrの間の質量含有量の、Tg (ガラス転移温度)が−20℃よりも低い液体可塑剤;および、
(d) 0から30phr未満までの充填剤。
上記不飽和ジエンエラストマーは、有利には、好ましくは天然ゴム、合成ポリイソプレンおよびそのようなエラストマーの混合物によって構成される群から選ばれるイソプレンエラストマーである。
有利には、不飽和ジエンエラストマーの含有量は、50phrよりも多く、好ましくは70phrよりも多い。
実施態様の詳細は、全て以下の説明において提示し、図面1〜3によって補完する。
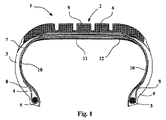
図1は、空気式タイヤ即ち本発明の1つの実施態様に従う保護層を有するセルフシーリング層を組込んでいるタイヤの半径断面を概略的に示している。
上記保護層12は、上記セルフシーリング層が、空気式タイヤの製造用ドラムとの、さらに、その後の加硫モールドの硬化用膜との如何なる接触からも回避することを可能にする。
熱可塑性ポリマーとエラストマーの間の中間の構造を有して、これらの熱可塑性スチレンエラストマーは、知られているとおり、可撓性エラストマー、例えば、ポリブタジエン、ポリイソプレンまたはポリ(エチレン/ブチレン)単位によって連結された硬質ポリスチレン単位からなる。これらのエラストマーは、多くの場合、軟質セグメントによって連結された2個の硬質セグメントを有するトリブロックエラストマーである。上記硬質および軟質セグメントは、線状に、星型状に或いは枝分れ形で配列させ得る。
さらに好ましくは、上記エラストマーは、SEBSコポリマー、SEPSコポリマーおよびこれらのコポリマー混合物によって構成される群から選ばれる。
そのようなセルフシーリング層は、平坦な形状要素の構築用ドラム上へのその適用に適する寸法への押出加工によって予備成形し得る。1つの典型的な実施態様は、文献FR 2925388号に提示されている。
これらのジエンエラストマーは、2つのカテゴリー、即ち、飽和および不飽和に分類し得る。本出願においては、用語“不飽和”(または“本質的に不飽和”)のジエンエラストマーは、共役ジエンモノマーから少なくとも一部得られ、30モル%よりも多い共役ジエンから得られる単位含有量を有するジエンエラストマーを意味するものと理解されたい。従って、ブチルゴムまたはEPDMタイプのジエン類とα‐オレフィン類とのコポリマーのようなジエンエラストマーは、その低いジエン起源単位含有量(常に15モル%未満)故に、この定義からは除外され、“飽和”または“本質的に飽和”のジエンエラストマーと称し得る。
上記不飽和ジエンエラストマー、特に、天然ゴムのようなイソプレンエラストマーは、エラストマーマトリックスの全てを或いはエラストマーマトリックスが1種以上の他のジエンエラストマーまたは非ジエンエラストマー(例えば、熱可塑性エラストマータイプの)を含有する場合はそのエラストマーマトリックスの質量による主要量(好ましくは50%より多く、より好ましくは70%よりも多くを含む)を構成し得る。換言すれば、また、好ましくは、上記組成物においては、不飽和(固形)ジエンエラストマー、特に、天然ゴムのようなイソプレンエラストマーの含有量は、50phrよりも多く、より好ましくは70phrよりも多い。さらにより好ましくは、不飽和ジエンエラストマー、特に、天然ゴムのようなイソプレンエラストマーのこの含有量は、80phrよりも多い。
用語“樹脂”とは、本出願においては、当業者にとって既知であるように、定義によれば、オイルのような液体可塑剤化合物とは対照的に、室温(23℃)で固体である化合物に対して使用される。
また、知られているとおり、これらの炭化水素樹脂は、これらの樹脂が加熱したときに軟化し、従って、成形することができる点で、熱可塑性樹脂とも称し得る。また、炭化水素樹脂は、例えば、軟化点または軟化温度(この温度において、例えば粉末形の樹脂生成物は一緒になってケーキ化する)によっても定義し得る。この軟化点は、概してかなり不十分に定義されている樹脂の融点と置き換わる傾向にある。炭化水素樹脂の軟化点は、一般に、Tg値よりも約50〜60℃高い。
上記セルフシーリング層の組成物においては、上記樹脂の軟化点は、好ましくは40℃よりも高く(特に40℃と140℃との間)、より好ましくは50℃よりも高い(特に50℃と135℃の間)。
・25℃よりも高いTg;
・50℃よりも高い(特に50℃と135℃の間の)軟化点;
・400g/モルと2000g/モルの間の数平均分子量(Mn);および、
・3よりも低い多分散性指数(Ip) (Ip = Mw/Mn、式中、Mwは質量平均分子量であること思い起こされたい)。
・25℃と100℃の間(特に30℃と90℃の間)のTg;
・60℃よりも高い、特に60℃と135℃の間の軟化点;
・500g/モルと1500g/モルの間の数平均分子量Mn;および、
・2よりも低い多分散性指数Ip。
好ましくは、上記液体可塑剤含有量は、5phr〜40phrの範囲内、より好ましくは10phr〜30phrの範囲内である。上記の最低値よりも低いと、上記エラストマー組成物は、ある種の用途において高過ぎる剛性を有するリスクに至り、一方、推奨する最高値よりも高いと、上記組成物の凝集力の不十分さおよびセルフシーリング特性の悪化のリスクが存在する。
用語“充填剤”は、この場合、補強用である(典型的には、好ましくは500nm未満、特に20nmと200nmの間の質量平均粒度を有するナノ粒子)或いは非補強用または不活性である(典型的には、1μmよりも大きい、例えば、2μmと200μmの間の質量平均粒度を有するマイクロ粒子)のいずれかの任意のタイプの充填剤を意味するものと理解されたい。
多過ぎる、特に、30phrよりも多い量は、もはや、最低限必要とする可撓性、変形性および流動特性を達成することを不可能にする。これらの理由により、上記組成物は、好ましくは0phrから20phr未満まで、より好ましくは0phrから10phr未満までの充填剤を含有する。
例えば、カーボンブラックとしては、タイヤにおいて一般的に使用される全てのカーボンブラック類、特に、HAF、ISAF、SAFおよびGPFタイプのブラック類(これらはタイヤ級ブラック類と称している)が適している。そのようなブラック類のうちでは、さらに詳細には、以下を挙げることができる:300、600または700等級のカーボンブラック類(ASTM級) (例えば、ブラック類N326、N330、N347、N375、N683またはN772)。適切な補強用無機充填剤は、特に、シリカ(SiO2)タイプの鉱質充填剤、特に、450m2/g未満、好ましくは30〜400m2/gのBET表面積を有する沈降または焼成シリカである。
当業者であれば、本説明に照らして、上記セルフシーリング組成物の配合を如何にして調整して所望の特性レベルを達成し且つその配合を想定する特定の用途に適応化するかは、承知していることであろう。
好ましくは、上記イオウ系加硫系は、加硫活性化剤として、グアニジン誘導体、即ち、置換グアニジンを含む。置換グアニジンは、当業者にとっては周知であり(例えば、WO 00/05300号参照)、挙げることのできる非限定的な例としては、N,N'‐ジフェニルグアニジン(DPGと略記する)、トリフェニルグアニジンまたはジ‐o‐トリルグアニジンがある。好ましくは、DPGを使用する。
上記の系は、加硫促進剤が存在する必要はない。従って、好ましい実施態様によれば、上記組成物は、そのような促進剤を含有しないか、或いは、せいぜい1phr未満、より好ましくは0.5phr未満の促進剤を含有し得る。そのような促進剤を使用する場合、挙げることのできる例としては、イオウの存在下にジエンエラストマーにおける加硫促進剤として作用し得る任意の化合物 (一次または二次促進剤)、特に、チアゾールタイプの促進剤およびその誘導体、チウラムタイプおよびジチオカルバミン酸亜鉛タイプの促進剤がある。もう1つの有利な実施態様によれば、上記加硫系は、亜鉛または酸化亜鉛(これらは加硫活性化剤として知られている)を含有しなくてもよい。
上述したエラストマーとは別に、上記セルフシーリング組成物は、不飽和ジエンエラストマーと対比してこの場合も少質量画分として、例えば、不飽和ジエンエラストマーと相溶性の熱可塑性ポリマーのようなエラストマー以外のポリマーも含有し得る。
しかしながら、以下の製造上の問題が生じ得る:充填剤の不存在または少なくとも認知し得る程度の充填剤量においては、上記組成物は、あまり凝集性でない。この凝集性の欠如は、比較的高い炭化水素樹脂含有量の存在のため、組成物の粘着性が相殺されず、組成物の幾分かが持ち去られることのようであり得る(その組成物が配合器具に不都合に粘着するリスクが存在する結果となり、この状況は、工業的操作条件下においては許容し得ない)。
a) 先ず、少なくとも不飽和ジエンエラストマーと、30phrと90phrの間の炭化水素樹脂とを含むマスターバッチを、これらの各種成分を、ミキサー内で、上記炭化水素樹脂の軟化点よりも高い“高温配合温度”または“第1温度”と称する温度においてまたはこの温度に達するまで配合することによって製造する工程;および、
b) 次いで、少なくとも架橋系を、上記マスターバッチ中に、全てを同じミキサーまたは異なるミキサー内で、100℃よりも低く維持する“第2温度”と称する温度においてまたはその温度に達するまで配合することによって混入して、上記セルフシーリング組成物を得る工程。
上記第1および第2温度は、勿論、上記マスターバッチおよびセルフシーリング組成物それぞれの温度であり、これらの温度は、その場で測定可能な温度であり、ミキサー自体の設定温度ではない。
そのような方法は、工業的に許容し得る操作条件下に、特に高含有量の液体可塑剤の使用を特に必要としないで、高炭化水素樹脂含有量を有し得る有効なセルフシーリング組成物を迅速に製造するのに特に適していることが判明している。
必要に応じて、マスターバッチを冷却する中間工程を上記工程a)とb)の間に加えて、架橋系を上記事前製造したマスターバッチに導入する(工程b)の前に、マスターバッチ温度を100℃よりも低く、好ましくは80℃よりも低く、特に上記樹脂の軟化点よりも低い値にする。
上述した好ましい方法および特定の装置によって、セルフシーリング層組成物は、満足し得る工業的条件下に、組成物のミキサー壁への望ましくない粘着によって器具を汚染するリスクを犯すことなく製造することが可能である。
硬化用モールドを出る時点では、上記分離可能な保護層12は、上記セルフシーリング層11に付着したままである。この保護層は、硬化用膜から何の困難もなく、亀裂または引裂きおよび剥離を含まない。
同様な結果は、セルフシーリング層として、上述したような熱可塑性スチレン(TPS)エラストマーを含む組成物を使用しても得られた。
予期に反して、このタイヤは、400kgの公称荷重下の回転ドラム上での150km/時の回転に、1500kmよりも長く圧力を損失することなく耐えていた;この距離以降は、回転を中止した。
セルフシーリング組成物を有してなく、また、上記と同じ条件下においては、そのようにして開孔させた空気式タイヤは、1分未満でその圧力を喪失し、回転するのに完全に不適切となった。
2 クラウン
3 側壁
4 ビード
5 ビードワイヤー
6 クラウン補強材(ベルト)
7 カーカス補強材
8 カーカス補強材の上返し
9 トレッド
10 気密層
11 セルフシーリング層
12 保護層
15 構築用ドラム
20 スクリュー押出機
21 押出スクリュー
22 第1定量ポンプ
23 第2定量ポンプ
24 チョッパー・ホモジナイザー
25 最終マスターバッチが得られる領域
26 ダイ
Claims (11)
- 外側ゴムトレッド、カーカス補強材、該カーカス補強材に対して内側に位置する気密層、最内部に位置する保護層および該保護層に隣接し且つ前記気密層に対して内側に位置するセルフシーリング層を含むはめ込みセルフシーリング層を有する空気式タイヤであって、前記保護層が、主要ポリマーとして、下記の式に相応する硬質ブロックと軟質ブロックを含有するコポリマーを含む熱可塑性フィルムによって構成されていることを特徴とする前記空気式タイヤ:
−(BR−BS)n−
(式中、
・BRは、ポリアミドまたはポリアミドのブレンドからなる硬質ブロックを示し;
・BSは、ポリエーテル、ポリエーテルのブレンドまたはポリエーテル/ポリエステルコポリマーからなる軟質ブロックを示し;そして、
・nは、前記ブロックコポリマーの(BR−BS)単位の数を示す)。 - 前記−(BR−BS)n−コポリマーの硬質ブロックが、ポリアミド6、ポリアミド11、ポリアミド12、ポリアミド4,6、ポリアミド6,6、ポリアミド6,10、ポリアミド6,11、ポリアミド6,12、ポリアミド11,12およびこれらの混合物の群から選ばれる、請求項1記載の空気式タイヤ。
- 前記−(BR−BS)n−コポリマーの硬質ブロックが、ポリアミド6、ポリアミド6,6、ポリアミド11、ポリアミド12およびこれらの混合物の群から選ばれる、請求項2記載の空気式タイヤ。
- 前記−(BR−BS)n−コポリマーが、前記硬質ブロックBRの数平均分子量が200g/モルと12000g/モルの間であるようなコポリマーである、請求項1記載の空気式タイヤ。
- 硬質ブロックと軟質ブロックを含有する前記コポリマーが、ポリ(エーテル‐ブロック‐アミド)コポリマーである、請求項1記載の空気式タイヤ。
- 前記−(BR−BS)n−コポリマーが、前記熱可塑性フィルムを構成する唯一のポリマーである、請求項1記載の空気式タイヤ。
- 前記熱可塑性フィルムの100%歪みおよび周囲温度での一軸延伸における初期断面に対する応力が、20MPaよりも低い、請求項1記載の空気式タイヤ。
- 前記熱可塑性フィルムの一軸延伸中および周囲温度での破断点伸びが、150%よりも大きい、請求項1記載の空気式タイヤ。
- 前記熱可塑性フィルムの厚さが、5マイクロメートルと50マイクロメートルの間であるような、請求項1記載の空気式タイヤ。
- 前記セルフシーリング層が、少なくとも1種の熱可塑性スチレン(TPS)エラストマーと200phrよりも多い前記エラストマーの増量剤オイルを含む(phrはエラストマー100質量部当りの質量部を示す)、請求項1〜9のいずれか1項記載の空気式タイヤ。
- 前記セルフシーリング層が、少なくとも下記を含む(phrは固形エラストマーの100質量部当りの質量部を示す)、請求項1〜9のいずれか1項記載の空気式タイヤ:
(a) 主要エラストマーとしての、不飽和ジエンエラストマー;
(b) 30phrと90phrの間の量の炭化水素樹脂;
(c) 0phrと60phrの間の質量含有量の、Tg (ガラス転移温度)が−20℃よりも低い液体可塑剤;および、
(d) 0から30phr未満までの充填剤。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0955402 | 2009-07-31 | ||
| FR0955402A FR2948606A1 (fr) | 2009-07-31 | 2009-07-31 | Bandage pneumatique avec couche auto-obturante integree. |
| FR0956072 | 2009-09-07 | ||
| FR0956072A FR2949714B1 (fr) | 2009-09-07 | 2009-09-07 | Bandage pneumatique avec couche auto-obturante integree. |
| PCT/EP2010/061114 WO2011012699A1 (fr) | 2009-07-31 | 2010-07-30 | Bandage pneumatique avec couche auto-obturante integree |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013501085A JP2013501085A (ja) | 2013-01-10 |
| JP2013501085A5 JP2013501085A5 (ja) | 2013-09-12 |
| JP5657660B2 true JP5657660B2 (ja) | 2015-01-21 |
Family
ID=42701401
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012522180A Expired - Fee Related JP5657660B2 (ja) | 2009-07-31 | 2010-07-30 | はめ込みセルフシーリングプライを有する空気式タイヤ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8631846B2 (ja) |
| EP (1) | EP2459400B1 (ja) |
| JP (1) | JP5657660B2 (ja) |
| CN (1) | CN102574434B (ja) |
| WO (1) | WO2011012699A1 (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2959963B1 (fr) | 2010-05-12 | 2015-04-24 | Michelin Soc Tech | Objet pneumatique pourvu d'une couche etanche aux gaz a base d'un elastomere thermoplastique et d'un thermoplastique |
| FR2960879B1 (fr) | 2010-06-02 | 2012-07-13 | Michelin Soc Tech | Procede d'obtention d'une composition de caoutchouc comprenant une charge thermoplastique |
| FR2961818B1 (fr) | 2010-06-23 | 2012-07-20 | Michelin Soc Tech | Composition de caoutchouc comprenant une charge thermoplastique et un agent compatibilisant |
| FR2975044B1 (fr) | 2011-05-12 | 2013-06-14 | Michelin Soc Tech | Pneumatique pourvu d'une bande de roulement comprenant un elastomere thermoplastique |
| US8534331B2 (en) | 2011-12-13 | 2013-09-17 | The Goodyear Tire & Rubber Company | Tire containing layered composite of sealant and air permeation resistant film |
| FR2995559B1 (fr) | 2012-09-17 | 2014-09-05 | Michelin & Cie | Pneumatique pourvu d'une bande de roulement comprenant un elastomere thermoplastique et du noir de carbone |
| FR2997893B1 (fr) * | 2012-11-15 | 2014-11-07 | Michelin & Cie | Bandage pneumatique avec une gomme interieure adherisee par un assemblage de fibres |
| KR20140088008A (ko) * | 2012-12-31 | 2014-07-09 | 코오롱인더스트리 주식회사 | 이너라이너용 필름 및 이의 제조 방법 |
| FR3002490B1 (fr) * | 2013-02-25 | 2015-03-27 | Michelin & Cie | Pneumatique auto-obturant comportant une armature de flanc supplementaire |
| JPWO2014157559A1 (ja) * | 2013-03-29 | 2017-02-16 | 株式会社ブリヂストン | タイヤ |
| CN103496302B (zh) * | 2013-10-11 | 2016-11-23 | 张双林 | 一种安全防刺轮胎的制备方法 |
| CN105764677B (zh) | 2013-11-29 | 2018-10-16 | 倍耐力轮胎股份公司 | 用于车轮的自密封轮胎和自密封轮胎 |
| FR3015505B1 (fr) | 2013-12-20 | 2016-01-01 | Michelin & Cie | Composition de caoutchouc comprenant une resine de polyphenylene ether comme plastifiant |
| FR3015504B1 (fr) | 2013-12-20 | 2016-01-01 | Michelin & Cie | Composition de caoutchouc comprenant une resine de polyphenylene ether comme plastifiant |
| US20170298182A1 (en) * | 2014-09-24 | 2017-10-19 | Bridgestone Corporation | Tire |
| CN104385652B (zh) * | 2014-09-30 | 2016-08-24 | 张双林 | 一种防刺扎轮胎的生产工艺 |
| US10414913B2 (en) | 2016-04-11 | 2019-09-17 | International Business Machines Corporation | Articles of manufacture including macromolecular block copolymers |
| US9828456B2 (en) | 2016-04-11 | 2017-11-28 | International Business Machines Corporation | Macromolecular block copolymers |
| US9834637B2 (en) | 2016-04-11 | 2017-12-05 | International Business Machines Corporation | Macromolecular block copolymer formation |
| FR3056595A1 (fr) * | 2016-09-29 | 2018-03-30 | Compagnie Generale Des Etablissements Michelin | Bande de roulement pour pneumatique comportant un elastomere thermoplastique |
| WO2018112179A1 (en) * | 2016-12-15 | 2018-06-21 | Bridgestone Americas Tire Operations, Llc | Sealant layer with barrier, tire containing same, and related processes |
| WO2018112125A1 (en) | 2016-12-15 | 2018-06-21 | Bridgestone Americas Tire Operations, Llc | Sealant-containing tire and related processes |
| CN109722022B (zh) * | 2018-12-29 | 2021-07-16 | 浙江普利特新材料有限公司 | 一种挤出、吹塑级玻纤增强尼龙材料及其制备方法 |
| JP2022102631A (ja) * | 2020-12-25 | 2022-07-07 | 住友ゴム工業株式会社 | 空気入りタイヤおよび空気入りタイヤの製造方法 |
| CN113583237B (zh) * | 2021-08-23 | 2022-07-12 | 无锡安睿驰科技有限公司 | 一种自修复涂层材料及基于其的涂覆式刺扎自密封轮胎 |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1930182A (en) | 1931-12-03 | 1933-10-10 | Andrew J Richardson | Valve stemless inner tube, self-sealing section and the like |
| US2953184A (en) | 1956-12-03 | 1960-09-20 | American Mach & Foundry | Self sealing tubeless bicycle tire and rim |
| US4418093A (en) | 1982-03-26 | 1983-11-29 | Synair Corporation | Method for distributing material inside a tire casing |
| US5085942A (en) | 1985-01-22 | 1992-02-04 | The Uniroyal Goodrich Tire Company | Sealant product, laminate thereof, and pneumatic tire constructed therewith |
| US4913209A (en) | 1985-01-22 | 1990-04-03 | The Uniroyal Goodrich Tire Company | Sealant product, laminate thereof, and pneumatic tire constructed therewith |
| US4910085A (en) | 1985-11-29 | 1990-03-20 | American National Can Company | Multiple layer packaging films and packages formed thereof |
| FR2597783B1 (fr) | 1986-04-25 | 1988-08-26 | Michelin & Cie | Moule rigide pour le moulage et la vulcanisation de pneumatiques |
| FR2597784B1 (fr) | 1986-04-25 | 1990-10-26 | Michelin & Cie | Procede et appareil de fabrication de renforcements pour pneumatiques |
| FR2599297B1 (fr) | 1986-06-02 | 1988-08-12 | Michelin & Cie | Procede et machine de fabrication d'un renforcement pour pneumatiques |
| FR2603841B1 (fr) | 1986-09-17 | 1989-02-24 | Michelin & Cie | Procede de fabrication d'un pneumatique avec pose des produits caoutchouteux et des elements de renforcement sur un support, dispositif de pose des produits caoutchouteux et machine qui utilise de tel(s) dispositif(s) |
| US4946899A (en) | 1988-12-16 | 1990-08-07 | The University Of Akron | Thermoplastic elastomers of isobutylene and process of preparation |
| US5260383A (en) | 1991-04-17 | 1993-11-09 | Polysar Rubber Corporation | Polyisobutylene based block copolymers |
| FR2687349B1 (fr) * | 1992-02-18 | 1995-09-22 | Hutchinson | Dispositif d'insert de verrouillage pour chambre de pneumatique. |
| US5295525A (en) | 1992-06-22 | 1994-03-22 | Michelin Recherche Et Technique S.A. | Puncture sealant formulation |
| US5239004A (en) * | 1992-07-15 | 1993-08-24 | The Goodyear Tire & Rubber Company | Polyether ester amide-sulfur vulcanized rubber compounds |
| US5721331A (en) | 1995-03-08 | 1998-02-24 | Kuraray Co., Ltd. | Isobutylene-based polymer and process of producing the same |
| CA2205991A1 (en) | 1997-06-02 | 1998-12-02 | David Wallace Vidal | Process of vacuum/pressure installation and tool thereof |
| CN1330961C (zh) | 1997-11-28 | 2007-08-08 | 米什兰集团总公司 | 测量颗粒聚集体形式的填料的解聚速率的设备和方法 |
| AU5038799A (en) | 1998-07-22 | 2000-02-14 | Michelin Recherche Et Technique S.A. | Coupling system (white filler/diene elastomer) based on polysulphide alkoxysilane, enamine and guanidine derivative |
| JP4456189B2 (ja) * | 1998-11-09 | 2010-04-28 | 住友ゴム工業株式会社 | 空気入りタイヤおよび空気入りタイヤの製造方法 |
| JP4942253B2 (ja) * | 2000-04-11 | 2012-05-30 | 横浜ゴム株式会社 | 加工性が改良された熱可塑性エラストマー組成物およびそれを用いたタイヤ |
| CN1271131C (zh) | 2001-03-12 | 2006-08-23 | 米其林技术公司 | 轮胎胎面用橡胶组合物 |
| JP3970129B2 (ja) * | 2001-09-14 | 2007-09-05 | 横浜ゴム株式会社 | 空気入りタイヤ及びその製造方法 |
| DE20210089U1 (de) | 2002-06-29 | 2002-10-17 | Jania Geb Schuettler | Ventil für einen auf einer Felge sitzenden schlauchlosen Reifen |
| US7332047B2 (en) | 2002-12-03 | 2008-02-19 | The Goodyear Tire & Rubber Company | Adherent, removable barrier film for tire carcass |
| US20070287779A1 (en) | 2004-11-10 | 2007-12-13 | Kaneka Corporation | Composition for Cap Liner, and Cap Liner Using the Same |
| FR2888778A1 (fr) | 2005-07-19 | 2007-01-26 | Michelin Soc Tech | Appui de soutien optimise |
| US7419557B2 (en) | 2005-09-08 | 2008-09-02 | The Goodyear Tire & Rubber Company | Method for protecting tire innerliner using thermoformable film coated with pressure-sensitive adhesive |
| FR2895936B1 (fr) | 2006-01-12 | 2010-06-04 | Michelin Soc Tech | Structure porteuse pour appui de soutien et appui de soutien optimises |
| FR2910478B1 (fr) | 2006-12-22 | 2009-03-06 | Michelin Soc Tech | Composition auto-obturante pour objet pneumatique |
| FR2910382B1 (fr) | 2006-12-22 | 2009-03-06 | Michelin Soc Tech | Pneumatique avec une couche auto-obturante |
| JP2008168648A (ja) * | 2007-01-05 | 2008-07-24 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| FR2917992B1 (fr) | 2007-06-28 | 2012-08-10 | Michelin Soc Tech | Procede d'application d'une couche de materiau a l'interieur d'un pneumatique pour cycle. |
| FR2917996B1 (fr) | 2007-06-28 | 2009-08-21 | Michelin Soc Tech | Pneumatique avec une couche auto-obturante. |
| JP5374839B2 (ja) | 2007-07-03 | 2013-12-25 | 横浜ゴム株式会社 | インナーライナー用ゴム組成物 |
| FR2918669A1 (fr) | 2007-07-11 | 2009-01-16 | Michelin Soc Tech | Objet pneumatique pourvu d'une couche etanche aux gaz a base d'un elastomere thermoplastique et d'une charge lamellaire. |
| US20090084482A1 (en) | 2007-09-28 | 2009-04-02 | Ramendra Nath Majumdar | Pneumatic tire having built-In sealant layer and preparation thereof |
| FR2923409B1 (fr) * | 2007-11-09 | 2009-12-18 | Michelin Soc Tech | Objet pneumatique pourvu d'une composition auto-obturante |
| FR2925388A1 (fr) | 2007-12-21 | 2009-06-26 | Michelin Soc Tech | Dispositif et procede de preparation d'un profile d'un gel thermoplastique elastomere |
| JPWO2009093695A1 (ja) * | 2008-01-23 | 2011-05-26 | 宇部興産株式会社 | ゴム組成物、ベーストレッド用ゴム組成物、チェーファー用ゴム組成物、及びサイドウォール用ゴム組成物、並びにそれらを用いたタイヤ |
| FR2928299B1 (fr) | 2008-03-10 | 2010-03-19 | Michelin Soc Tech | Chambre a air pour bandage pneumatique a base d'un elastomere |
| FR2934603B1 (fr) * | 2008-08-01 | 2012-12-14 | Michelin Soc Tech | Composition auto-obturante pour objet pneumatique. |
| FR2957082B1 (fr) * | 2010-03-05 | 2012-03-02 | Michelin Soc Tech | Pneumatique dont la bande de roulement comporte un elastomere thermoplastique. |
| US8534331B2 (en) * | 2011-12-13 | 2013-09-17 | The Goodyear Tire & Rubber Company | Tire containing layered composite of sealant and air permeation resistant film |
-
2010
- 2010-07-30 EP EP10742457.4A patent/EP2459400B1/fr not_active Not-in-force
- 2010-07-30 US US13/387,415 patent/US8631846B2/en active Active
- 2010-07-30 WO PCT/EP2010/061114 patent/WO2011012699A1/fr active Application Filing
- 2010-07-30 JP JP2012522180A patent/JP5657660B2/ja not_active Expired - Fee Related
- 2010-07-30 CN CN201080040357.2A patent/CN102574434B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN102574434B (zh) | 2014-10-29 |
| US20120180923A1 (en) | 2012-07-19 |
| WO2011012699A1 (fr) | 2011-02-03 |
| EP2459400B1 (fr) | 2013-06-05 |
| US8631846B2 (en) | 2014-01-21 |
| EP2459400A1 (fr) | 2012-06-06 |
| JP2013501085A (ja) | 2013-01-10 |
| CN102574434A (zh) | 2012-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5657660B2 (ja) | はめ込みセルフシーリングプライを有する空気式タイヤ | |
| JP5525522B2 (ja) | インフレータブル物品用のセルフシーリング組成物 | |
| JP5687699B2 (ja) | ビルトインセルフシーリング層を有するタイヤ | |
| US8833415B2 (en) | Pneumatic tyre with built-in self-sealing and protective layers | |
| JP5651109B2 (ja) | セルフシーリング組成物の製造方法 | |
| US9677025B2 (en) | Elastomer composition for a tire object having a self-sealing property | |
| JP5738897B2 (ja) | セルフシーリング特性を有するインフレータブル物品用のエラストマー組成物 | |
| JP5646474B2 (ja) | インフレータブル物品用のセルフシーリング組成物 | |
| US9211686B2 (en) | Tyre having a built-in self-sealing layer | |
| JP5572160B2 (ja) | セルフシーリング組成物の製造方法 | |
| JP2011502856A (ja) | セルフシーリング組成物を備えた空気式物品 | |
| KR20110046448A (ko) | 공기주입식 물품을 위한 기밀성 및 천공 저항성 적층체 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130730 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130730 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140217 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140320 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141027 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5657660 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |